| Citation: |
SUN Shiyong, ZHANG Rundong, WANG Xinling, et al. Mold filling process and simulation of sandwich composites with damping layer[J]. Acta Materiae Compositae Sinica, 2023, 40(8): 4471-4480. DOI: 10.13801/j.cnki.fhclxb.20221102.001

|
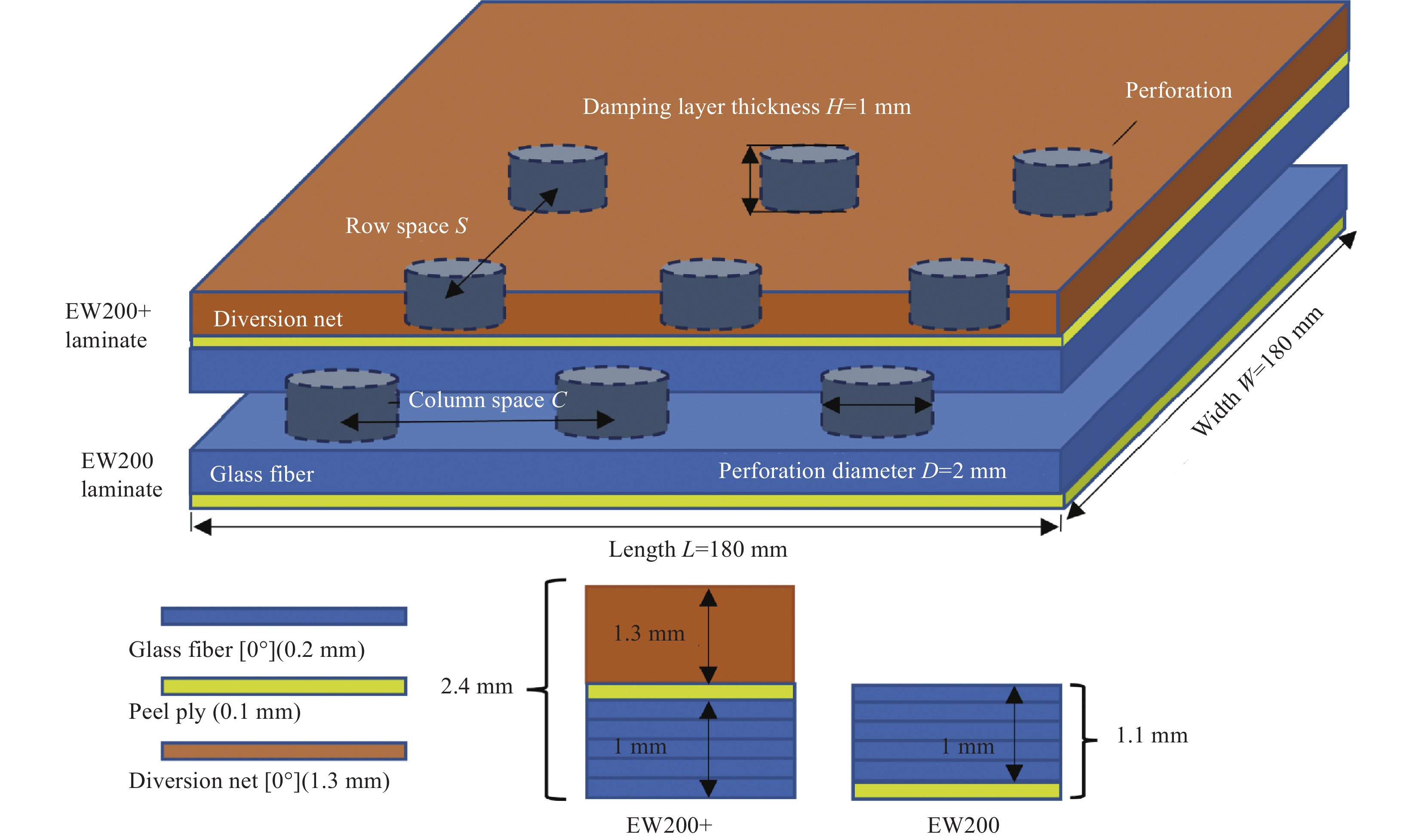
Introducing viscoelastic damping layer into composites is an effective method to improve the vibration characteristics of composite structures. Because viscoelastic damping layer is generally hydrophobic material, which hinders resin flow and easily leads to defects. It is very important to analyze the complex flow behavior of resin in sandwich materials. The resin filling behavior in the vacuum assisted resin transfer molding (VARTM) process of perforated silicone rubber sandwich composite was studied.
Firstly, the equivalent permeability of fiber reinforced materials and its combination with the flow medium were tested under constant pressure injected conditions. Secondly, based on the simulation software RTM-Worx, the control volume/finite element method (CV/FEM) was used to track the resin flow front. A filling model of sandwich composites with damping layer was established to simulate VARTM process. By comparing the experimental and simulated resin flow state diagrams and the filling area with times, the effectiveness of the simulation model was verified. Furthermore, the effects of parameters such as the perforation spacing, row spacing, diameter and “edge effect” of the damping layer on the filling time and flow state of the resin were investigated.
The resin filling experiment showed that the flow behavior of the resin in the filling process of the damping layer sandwich composites was as follows: the resin expanded linearly along the plane direction and quickly filled the entire diversion network. At the same time, the resin in the plane of the diversion network penetrated and infiltrated the top laminate along the thickness direction. Then the resin penetrated through the perforations in the damping layer, and then infiltrated and diffused around the perforations as the center. The flow front of the lower plate presented a certain serration shape. The resin flow state and the filling area at different times were compared between experimental and simulated filling. The form and filling rate of resin filling flow were basically the same. The resin flow front of the top laminate expanded linearly forward, and the resin flow front in the bottom laminate was serrated. The simulation of the top and bottom laminates was consistent with the experimental filling rate change trend, which verified the effectiveness of the model. The resin filling process of preforms with different damping layer perforation parameters was simulated, and the influences of perforation spacing, row spacing, diameter and “edge effect” on resin filling of preforms were obtained. The simulation results showed that with the increase of perforation column spacing, the serrated shape of the resin flow front of the laminate becomes deeper and the resin flow synchronization becomes worse. With the increase of perforation row spacing, the resin flow front of the two rows of holes in the front and back of the laminated plate was easy to form interference, resulting in envelope area, thus accumulating bubbles and manufacturing defects. The perforation diameter mainly affected the filling rate. When the diameter was less than 1mm, the filling time increased sharply. The side flow edge effect leaded to poor resin flow front. Some resin overflowed through the exhaust port in advance, so the envelope phenomenon was easy to occur near the exhaust port of the lower composite plate, which increased the filling time.Conclusions: (1) The flow behavior of resin in the filling process of sandwich composites with damping layer can be divided into three stages: The resin is linearly extended to fill the diversion network and the top laminate. Resin fills and penetrates damping layer perforations. Resin diffuses around the center of the perforations in the laminate. (2) The simulation model considers the equivalent permeability of reinforced fiber and diversion net as well as the edge effect of cavity boundary layer. The simulation results are in good agreement with the experimental results, which verifies the effectiveness of the simulation model. (3) Different damping layer perforation parameters have different effects on the filling process : ① The perforation column spacing affects the serrated depth of the laminate flow, and the increase of the spacing deteriorates the resin flow synchronization ; ② Increasing of perforation row spacing leads to interference due to the resin flow front of the adjacent rows holes of the laminate , resulting in envelope area and manufacturing defects ; ③ Perforation diameter mainly affects the filling rate. When the diameter is less than 1mm, a significant increase in the filling time because the resin hardly pass through the hole into the lower laminates; ④ Side flow edge effect leads to poor resin flow front and increase filling time, the lower laminates near the exhaust port position prone to envelope phenomenon.
| [1] |
SUN S, WANG X, LIANG J, et al. Analysis on fracture behaviour of stitched foam sandwich composites using interlaminar tension test[J]. Journal of Sandwich Structures & Materials,2022,24(3):1515-1534.
|
| [2] |
SERRANO-GONZÁLEZ J, LACAL-ARÁNTEGUI R. Technological evolution of onshore wind turbines-A market-based analysis[J]. Wind Energy,2016,19(12):2171-2187. DOI: 10.1002/we.1974
|
| [3] |
ZHOU X Q, YU D Y, SHAO X Y, et al. Research and applications of viscoelastic vibration damping materials: A review[J]. Composite Structures,2016,136:460-480. DOI: 10.1016/j.compstruct.2015.10.014
|
| [4] |
LAKES R S. High damping composite materials: Effect of structural hierarchy[J]. Journal of Composite Materials,2002,36(3):287-297. DOI: 10.1177/0021998302036003538
|
| [5] |
邓京兰, 王继辉, 连军. RTM充模过程(Ⅱ): 有限元分析[J]. 武汉理工大学学报, 2003, 25(8): 48-51.
DENG Jinglan, WANG Jihui, LIAN Jun. Computer simulation of RTM mold filling processes(II): FEM analysis[J]. Journal of Wuhan University of Technology, 2003, 25(8): 48-51(in Chinese).
|
| [6] |
YOON M K, DOLAN D F. Homogenous modeling of VARTM processes with hybrid layered media[J]. Journal of Composite Materials,2008,42(8):805-824. DOI: 10.1177/0021998307088567
|
| [7] |
YANG B, JIN T, BI F, et al. Modeling the resin flow and numerical simulation of the filling stage for vacuum-assisted resin infusion process[J]. Journal of Reinforced Plastics and Composites,2014,33(21):1976-1992. DOI: 10.1177/0731684414551039
|
| [8] |
SHEVTSOVA S, ZHILYAEVB I, CHANG S H, et al. Two-stage numerical approach for reliable recognition of dry spots at the VAP infusion of large composite parts of complex shape[J]. Composites Structures,2021,259:113437. DOI: 10.1016/j.compstruct.2020.113437
|
| [9] |
赖家美, 王德盼, 陈显明, 等. VARTM工艺中高渗透导流介质对树脂充填行为的影响[J]. 高分子材料科学与工程, 2014, 30(7):120-125, 131. DOI: 10.16865/j.cnki.1000-7555.2014.07.025
LAI Jiamei, WANG Depan, CHEN Xianming, et al. Effects of high-permeability medium on resin filing behavior in vacuum assisted resin transfer molding process[J]. Polymeric Materials Science and Engineering,2014,30(7):120-125, 131(in Chinese). DOI: 10.16865/j.cnki.1000-7555.2014.07.025
|
| [10] |
李彩林, 高霞, 柳鑫, 等. VARI液体成型复合材料机盖的数值模拟及工艺验证[J]. 塑料工业, 2020, 48(2): 92-96, 174.
LI Cailin, GAO Xia, LIU Xin, et al. Digital simulation and progress verification of composite cover plate by VARI technology[J]. Plastics Industry, 2020, 48(2) : 92-96, 174(in Chinese).
|
| [11] |
叶乔丹, 吴晓青. 真空灌注成型工艺导流网和夹层结构沟槽设计的模拟研究[J]. 纤维复合材料, 2018, 35(1): 25-32.
YE Qiaodan, WU Xiaoqing. Study of flow medium and groove design of sandwich structure VARTM process molding[J]. Fiber Composites, 2018, 35(1): 25-32(in Chinese).
|
| [12] |
GRAY W G, MILLER C T. Examination of darcy's law for flow in porous media with variable porosity[J]. Environmental Science & Technology,2004,38:5895-5901.
|
| [13] |
詹东, 杨睿, 孙士勇. RTM成型工艺中纤维体积密度不均匀性对树脂流动的影响[J]. 玻璃钢/复合材料, 2017(10):62-67. DOI: 10.3969/j.issn.1003-0999.2017.10.011
ZHAN Dong, YANG Rui, SUN Shiyong. Effect of fiber volume density heterogeneity on resin flow in RTM molding process[J]. Fiber Reinforced Plastics/Composites,2017(10):62-67(in Chinese). DOI: 10.3969/j.issn.1003-0999.2017.10.011
|
| [14] |
MAGAGNATO D, SEUFFERT J, BERNATH A, et al. Experimental and numerical study of the influence of integrated load transmission elements on filling behavior in resin transfer molding[J]. Composites Structures,2018,198:135-143.
|
| [15] |
LAWRENCE J M, FREY P, OBAID A A, et al. Simulation and validation of resin flow during manufacturing of compo-site panels containing embedded impermeable inserts with the VARTM process[J]. Polymer Composites,2007,28(4):442-450. DOI: 10.1002/pc.20293
|
| [16] |
BERTLING D, KAPS R, MULUGET A. Analysis of dry-spot behavior in the pressure field of a liquid composite molding process[J]. Aeronautical Journal,2016,7:577-585. DOI: 10.1007/s13272-016-0207-2
|
| [17] |
ARBTER R. Contribution to robust resin transfer molding[D]. Zurich Switzerland: Eidgenössische Technische Hochschule ETH Zürich, 2008.
|
| [18] |
金世奇, 李文晓, 刘昊鑫. 缝合夹层结构复合材料树脂传递模塑成型工艺充模仿真[J]. 复合材料学报, 2018, 35(12): 3342-3349.
JIN Shiqi, LI Wenxiao, LIU Haoxin. Filling simulation of stitched sandwich composite by resin transfer molding process[J]. Acta Materiae Compositae Sinica, 2018, 35(12): 3342-3349(in Chinese).
|
| [19] |
王科, 赖家美, 鄢冬冬, 等. 缝合泡沫夹芯结构复合材料VARTM工艺树脂充填模拟及验证[J]. 高分子材料科学与工程, 2015, 31(11):124-129. DOI: 10.16865/j.cnki.1000-7555.2015.11.025
WANG Ke, LAI Jiamei, YAN Dongdong, et al. Process simulation and verification of stitched foam core sandwich structure by VARTM process[J]. Polymeric Materials Science and Engineering,2015,31(11):124-129(in Chinese). DOI: 10.16865/j.cnki.1000-7555.2015.11.025
|
| [20] |
JISHI H Z, UMER R, CANTWELL W J. Skin-core debonding in resin-infused sandwich structures[J]. Polymer Composites,2016,37(10):2974-2981.
|
| [21] |
YAN C, WU H L, REN X M, et al. Experimental and numerical study on the permeation behavior of foam-core sandwich panels in LCM[J]. Fibers and Polymers,2021,22(9):2612-2625. DOI: 10.1007/s12221-021-0310-9
|
| [22] |
JHAN Y T, LEE Y J, CHUNG C H. Resin flowing analysis in sandwich laminates under VARTM process[J]. Journal of Reinforced Plastics and Composites,2011,30(6):533-545. DOI: 10.1177/0731684411399142
|
| [23] |
JHAN Y T, LEE Y J, CHUNG C H. Experimental and numerical investigation of the VARTM process with a sandwich structure[J]. Journal of Composite Materials,2012,46(12):1417-1430. DOI: 10.1177/0021998311418703
|
| [24] |
施赫荣, 王继辉, 倪爱清, 等. 穿孔泡沫夹芯复合材料灌注工艺仿真与方案优选[J]. 复合材料学报, 2023, 40(2):782-793. DOI: 10.13801/j.cnki.fhclxb.20220323.001
SHI Herong, WANG Jihui, NI Aiqing, et al. Simulation and optimization of infusion process for perforated foam sandwich composite[J]. Acta Materiae Compositae Sinica,2023,40(2):782-793(in Chinese). DOI: 10.13801/j.cnki.fhclxb.20220323.001
|
| [25] |
雷波, 周持兴, 俞炜, 等. 泡沫夹芯结构板泡沫壁流道内的流动特性[J]. 化工学报, 2012, 63(3):775-780. DOI: 10.3969/j.issn.0438-1157.2012.03.014
LEI Bo, ZHOU Chixing, YU Wei, et al. Flow characteristics in foam wall channel of foam sandwich panel[J]. CIESC Journal,2012,63(3):775-780(in Chinese). DOI: 10.3969/j.issn.0438-1157.2012.03.014
|
| [26] |
中华人民共和国国家质量监督检验检疫总局. 中国国家标准化管理委员会. 纤维增强塑料密度和相对密度试验方法: GB/T 1463—2005[S]. 北京: 中国标准出版社, 2005.
General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China. Standardization Administration of the People's Republic of China. Fiber enhanced plastic density and relative density test methods: GB/T 1463—2005[S]. Beijing: Standards Press of China, 2005(in Chinese).
|
| [27] |
穆文博, 严波. VARTM的边缘效应数值模拟研究[J]. 模具技术, 2022(2):1-7. DOI: 10.3969/j.issn.1001-4934.2022.02.001
MU Wenbo, YAN Bo. Numerical simulation study on the edge effect of VARTM[J]. Die and Mould Technology,2022(2):1-7(in Chinese). DOI: 10.3969/j.issn.1001-4934.2022.02.001
|
Supported by: Beijing Renhe Information Technology Co., Ltd. 


 DownLoad:
DownLoad: