
 下载:
下载:
本文全文图片
-
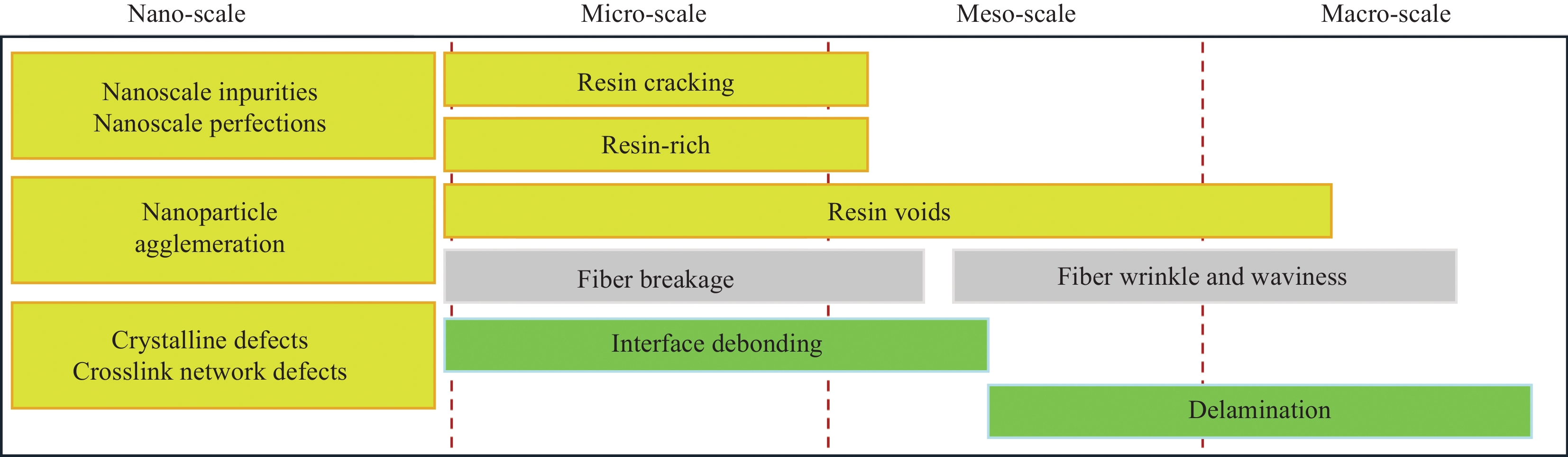
![]() 复合材料中出现的缺陷规模和类型
复合材料中出现的缺陷规模和类型
-
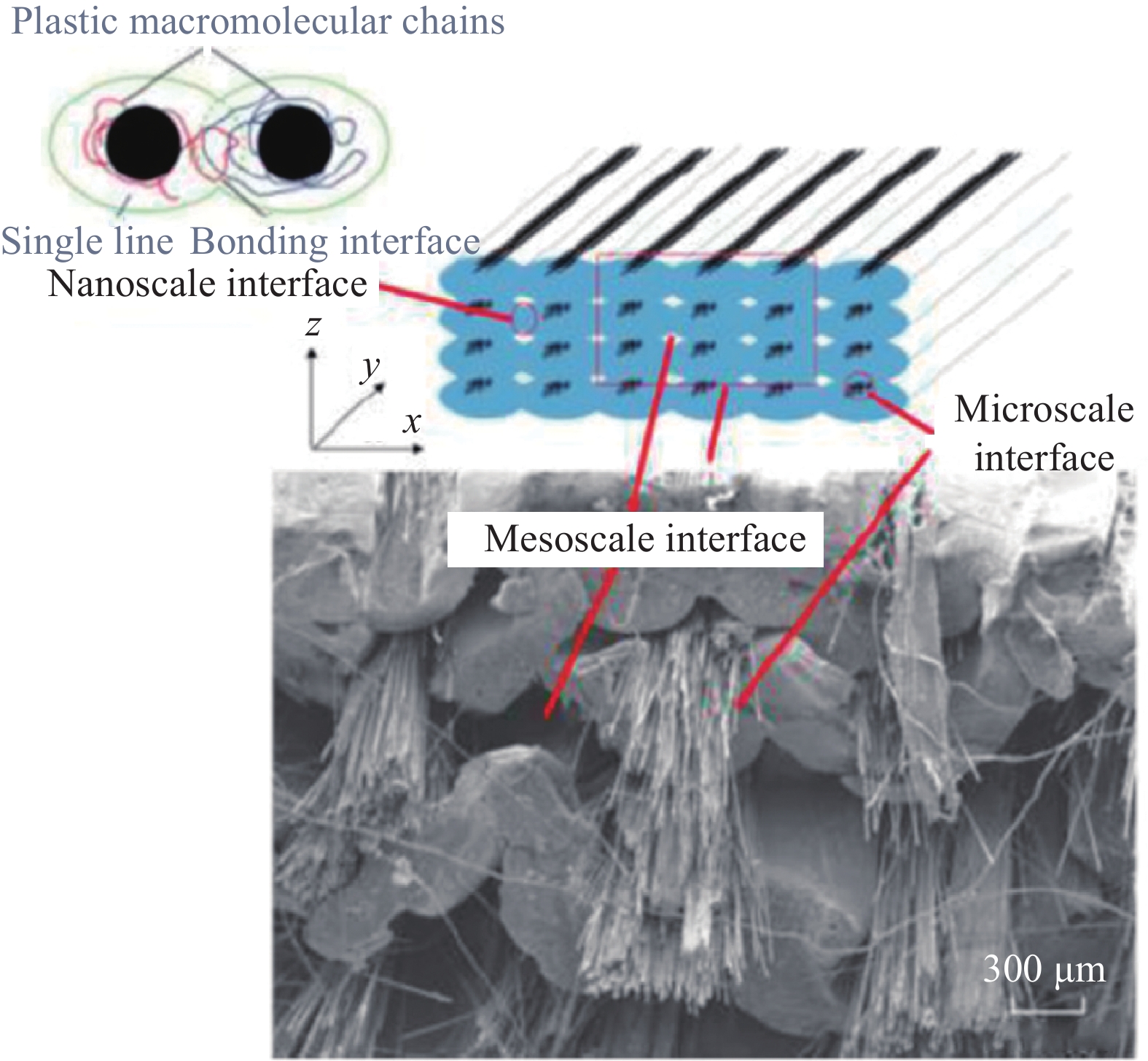
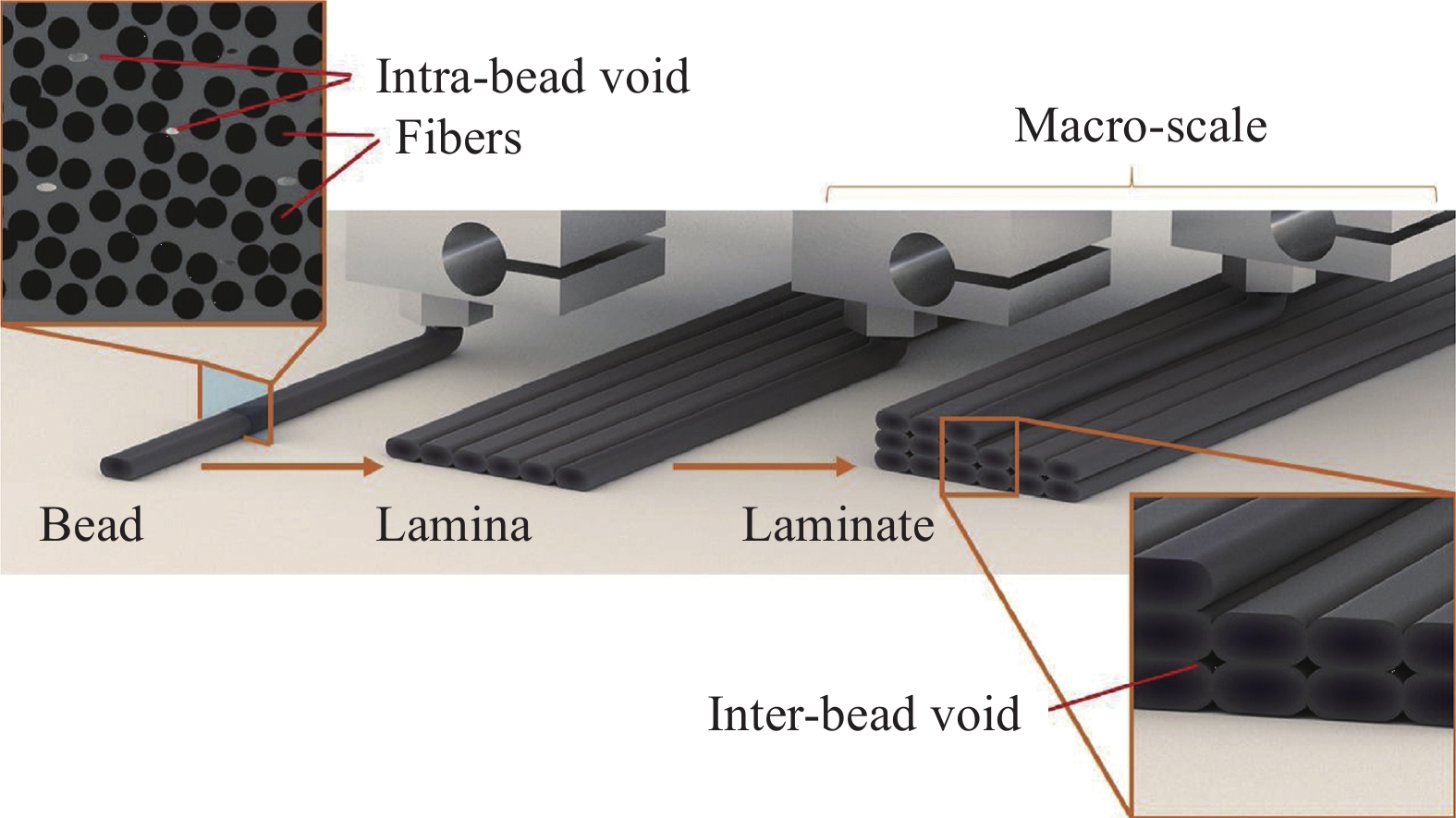
![]() 熔融沉积成形(FDM)打印中产生的多尺度界面[7]
熔融沉积成形(FDM)打印中产生的多尺度界面[7]
-
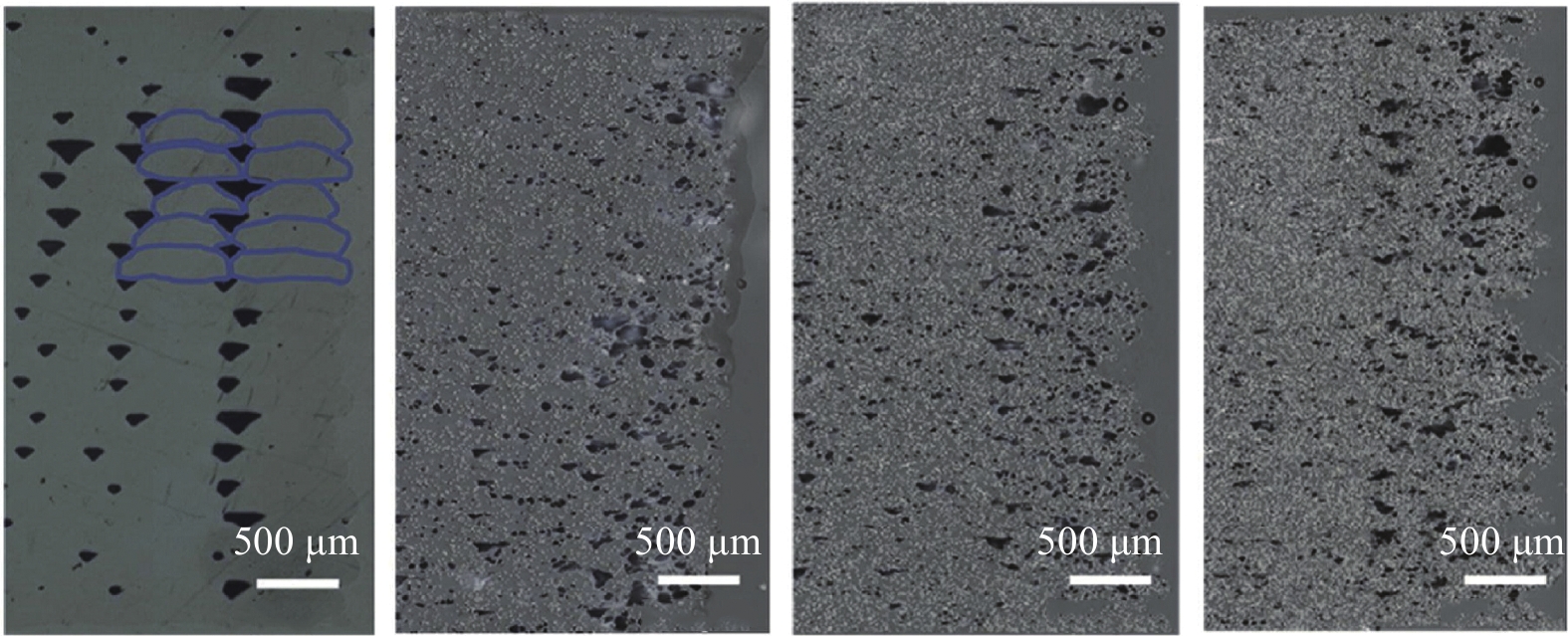
![]() FDM打印短纤维复合材料的横截面显微照片[35]
FDM打印短纤维复合材料的横截面显微照片[35]
-
![]() 多打印道之间孔洞缺陷[36]
多打印道之间孔洞缺陷[36]
-
![]() 增材制造喷嘴行进路径、堆叠方式和打印间距对孔洞的影响[25]
增材制造喷嘴行进路径、堆叠方式和打印间距对孔洞的影响[25]
-
![]() 3D打印复合材料的孔洞缺陷模拟[43]
3D打印复合材料的孔洞缺陷模拟[43]
-
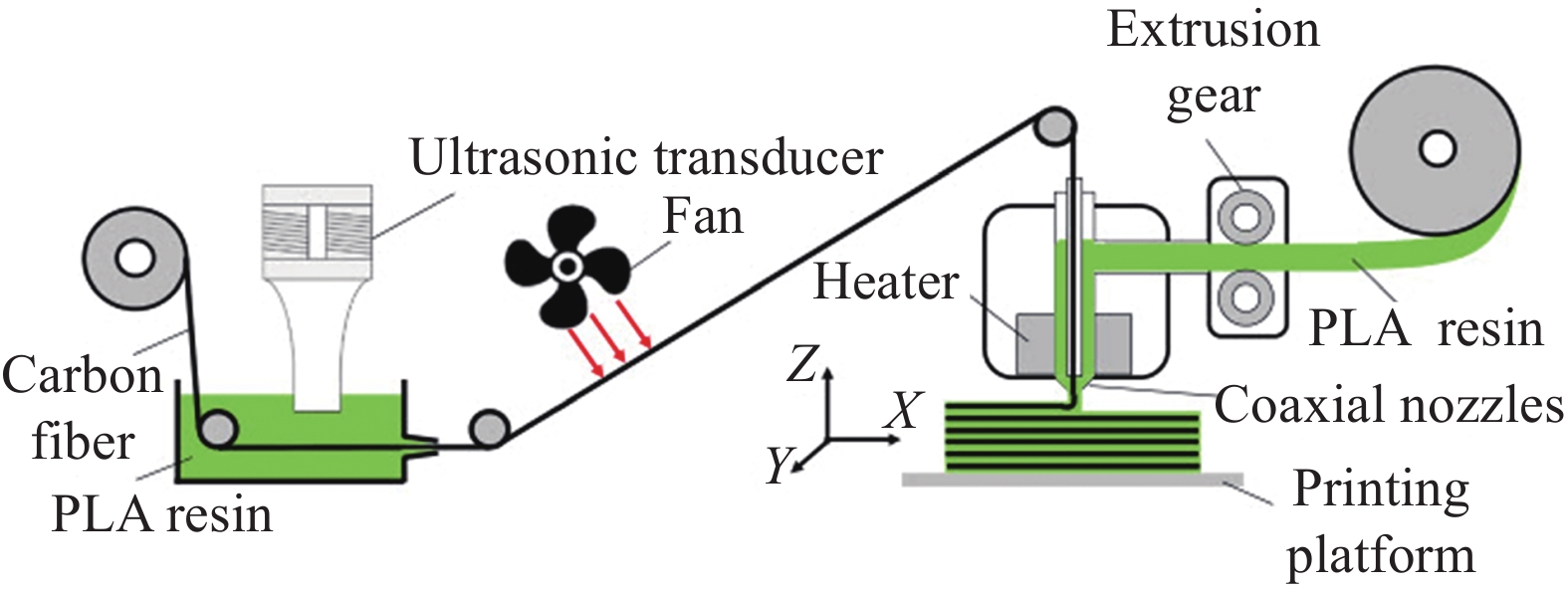
![]() 使用超声波发生器预浸渍的示意图[53]
使用超声波发生器预浸渍的示意图[53]
-
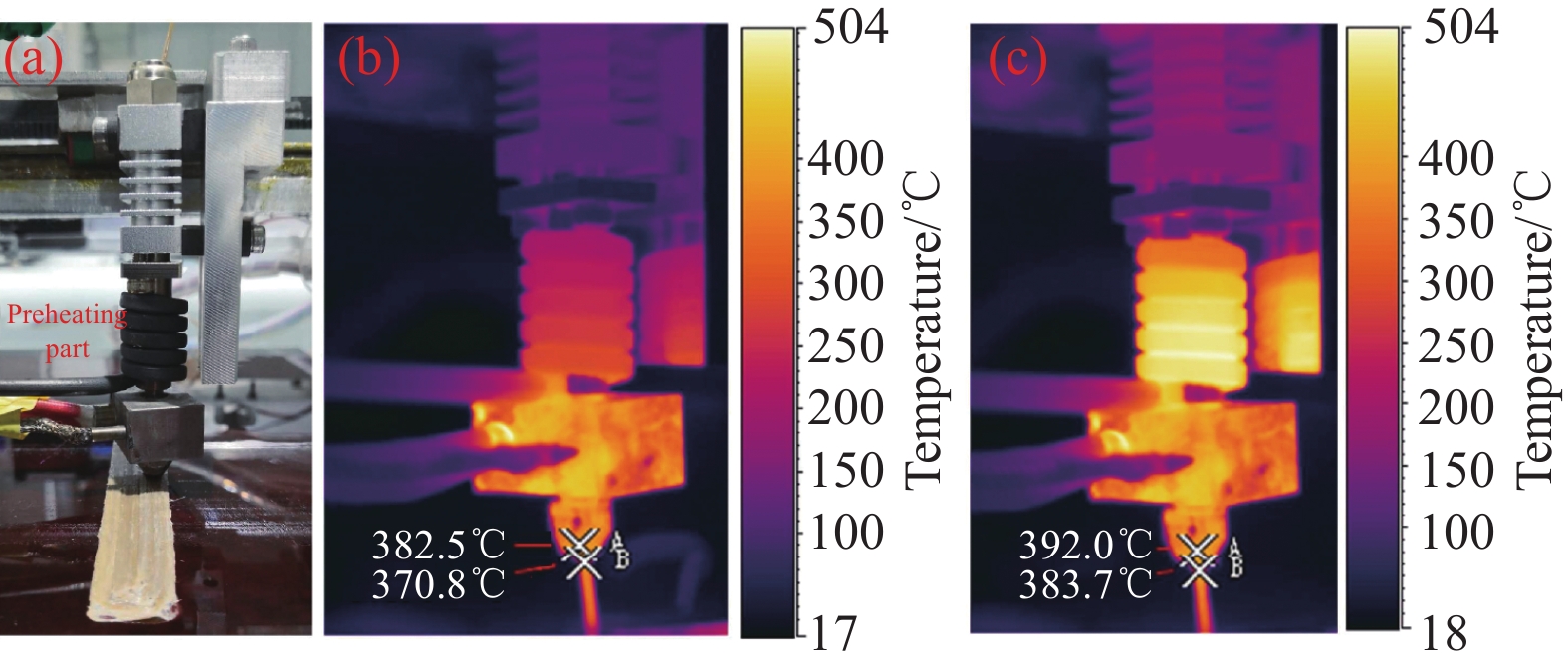
![]() (a)带有预热部分的打印喷嘴;(b)预热部分关闭、加热块温度设置为410℃时打印喷嘴和复合丝的温度分布;(c)当预热温度设置为405℃、加热块温度设置为410℃时打印喷嘴和复合丝的温度分布[64]
(a)带有预热部分的打印喷嘴;(b)预热部分关闭、加热块温度设置为410℃时打印喷嘴和复合丝的温度分布;(c)当预热温度设置为405℃、加热块温度设置为410℃时打印喷嘴和复合丝的温度分布[64]
-
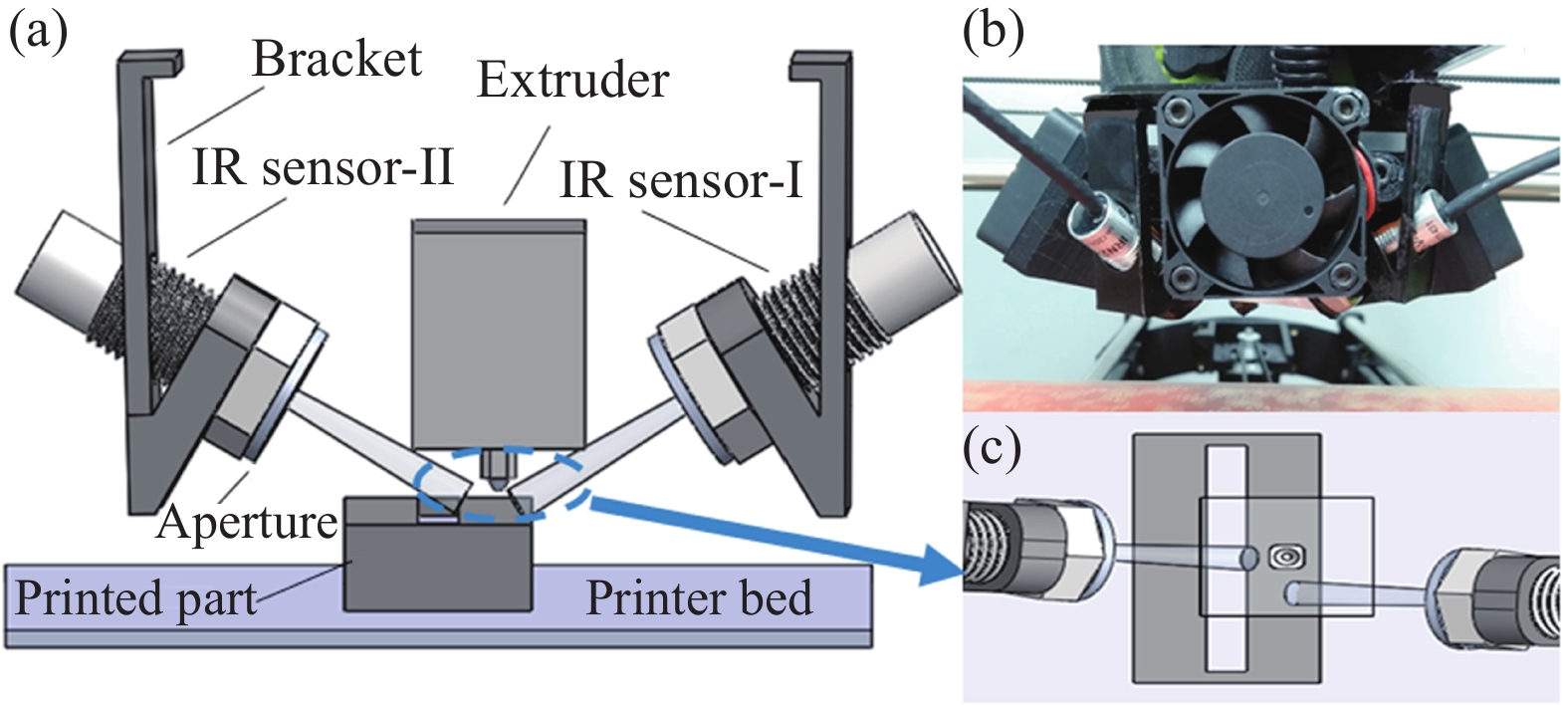
![]() (a)测量熔池温度的传感器示意图;(b)与挤出机机头相连的两个传感器的图像;(c)传感器两个不同传感区域的俯视图[65]
(a)测量熔池温度的传感器示意图;(b)与挤出机机头相连的两个传感器的图像;(c)传感器两个不同传感区域的俯视图[65]
-
![]() (a) 3D打印连续纤维增强复合材料(CFRC) 0°方向纤维增强方向的示意图以及光纤布拉格光栅(FBG)传感器和热电偶的位置;(b)包含嵌入式FBG传感器和热电偶的3D打印CFRC试样[66]
(a) 3D打印连续纤维增强复合材料(CFRC) 0°方向纤维增强方向的示意图以及光纤布拉格光栅(FBG)传感器和热电偶的位置;(b)包含嵌入式FBG传感器和热电偶的3D打印CFRC试样[66]
-
![]() 3D打印树脂示意图[67]
3D打印树脂示意图[67]
-
![]() 原位牵引力监测系统的示意图(a)和实际实验装置(b)[77]
原位牵引力监测系统的示意图(a)和实际实验装置(b)[77]
-
![]() FDM 挤出机的布局[81]
FDM 挤出机的布局[81]
-
![]() 基于机器人的增材制造现场多传感监控系统示意图[82]
基于机器人的增材制造现场多传感监控系统示意图[82]
-
![]() 数据相关性分析策略[82]
数据相关性分析策略[82]
-
![]() 基于机器人的增材制造系统的闭环调整软件架构[83]
基于机器人的增材制造系统的闭环调整软件架构[83]







相关文章
-
2025, 42(6): 3541-3552.
-
2024, 41(9): 5039-5052. DOI: 10.13801/j.cnki.fhclxb.20240722.004
-
2022, 39(11): 5311-5320. DOI: 10.13801/j.cnki.fhclxb.20220126.002
-
2020, 37(9): 2358-2366. DOI: 10.13801/j.cnki.fhclxb.20191223.002
-
2020, 37(9): 2207-2222. DOI: 10.13801/j.cnki.fhclxb.20200110.002
-
2019, 36(8): 1984-1994. DOI: 10.13801/j.cnki.fhclxb.20181030.002
-
2019, 36(2): 304-314. DOI: 10.13801/j.cnki.fhclxb.20180402.005
-
2018, 35(6): 1646-1651. DOI: 10.13801/j.cnki.fhclxb.20170824.001
-
2005, 22(6): 98-102.
-
1996, 13(4): 102-111.
