

Pull-out failure mechanism of C/SiC composite connection structure
-
摘要: 通过C/SiC陶瓷基复合材料连接结构单轴拉伸试验,研究了连接结构拉脱失效过程的力学性能变化规律,结合应变测量、高速摄像、CT检测等测试手段从宏观角度和细观角度探究了连接结构拉脱失效过程中的损伤演化过程,确定了陶瓷基复合材料连接结构拉脱失效机制。结果表明:由于螺纹部位沉积及接触状态的差异,导致不同连接结构的初始刚度不一致;随着位移不断增加,连接部位的刚度趋于一致。加载过程中螺纹孔附近受到挤压产生损伤并发生分层现象;当螺纹孔局部的损伤达到一定程度时,连接结构达到最大承载能力,此时随着位移继续增加螺钉开始拉脱,承载能力开始下降,直至螺钉完全拉脱拔出。Abstract: Through uniaxial tensile test of C/SiC ceramic matrix composite connection structure, the change law of mechanical properties of connection structure during pull-off failure was studied. Combined with strain measurement, high-speed camera, CT detection and other test methods, the damage evolution process of the connection structure during the pull-off failure process was explored from the macro and micro perspectives, and the pull-out failure mechanism of the ceramic matrix composite connection structure was determined. The results show that the initial stiffness of different connection structures is inconsistent due to the difference of the deposition and contact state of the thread. As the displacement increasing, the stiffness of the connecting part tends to be consistent. Damage and delamination occur when the threaded hole is squeezed during loading. When the local damage of the threaded hole reaches a certain degree, the connecting structure reaches the maximum bearing capacity. At this time, as the displacement continues to increase, the screw begins to pull out, and the bearing capacity begins to decline until the screw is completely pulled out.
-
Keywords:
- C/SiC composites /
- connection structure /
- pull-out failure /
- damage evolution /
- CT detection
-
随着时代的发展,大量的电磁波产生于商业、工业和军事应用中,无形的电磁波正在侵袭着人们的正常生活[1-3] ,并且逐渐导致一系列环境和社会安全问题。值得注意的是,电磁波吸收器能够有效地减弱或者消除入射电磁波的电磁能量,特别是不同频率的电磁辐射(尤其是在2~18 GHz范围内),能够将其转化为热能或其他形式的能量,这被认为是消除电磁波辐射的简单可行的解决方案[4-6]。近年来,微波吸收剂种类越来越多,但大多数吸收剂由于其复杂的合成工艺和昂贵的原材料阻碍了它们的实际应用,相比之下,从自然资源中转化而来的生物质碳(BDC)材料,由于其丰富的资源和便捷的合成,能够以对待环境友好的方式大量获取[7-8]。生物质衍生碳拥有分层级结构、多孔结构[9]和网状结构中存在的微观结构能够提供丰富的界面极化和偶极极化位点,有利于形成2D/3D导电网络,提高材料的电磁波吸收能力[10]。
生物质衍生碳作为典型的介电损耗型吸波材料,具有低密度、高导电性和良好的化学稳定性,但单一的损耗型机制无法满足各个频段电磁波的有效地吸收[11]。同时,单组分生物质衍生碳的磁损耗性能较差,阻抗匹配较低,进而限制了单组分生物质衍生碳材料的发展。因此,可以通过对碳材料表面进行改性,或者与磁性组分结合来改善复合材料的阻抗特性和吸波性能[12]。Dong等[13]以可持续生物质香蒲为模板,合理构建了分级钉状碳纤维/ZnO纳米棒复合材料,当填充率仅为15wt%时,分级钉状碳纤维@ZnO在2.29 mm的匹配厚度下,在14.12 GHz下表现出−62.35 dB的较高的反射损耗,分级钉状碳纤维的中空结构和互连导电网络的结构有助于传导损耗和多次反射;Yan等[14]以香蒲绒毛为模板,通过绿色、简单的合成工艺,构建出管状碳纤维/镍纳米粒子复合材料,其中原位生长的镍纳米粒子的均匀分布提供了磁耦合网络,并与碳纤维形成丰富的异质界面,以增强界面极化,促进了复合材料的有效吸收带宽;Dong等[15]通过水热和碳化方法制备了爆米花衍生的蜂窝状的多孔碳杂化物,通过调整碳化温度,材料厚度为1.57 mm,其反射损耗可达−52.97 dB,吸收带宽为4.8 GHz,其高效的吸收特性归因于NiS2/SnS2纳米粒子对碳组分的有效调控,因而复合材料的阻抗匹配特性大幅度的提升。由此可见生物质衍生碳在结合上磁性组分或者表面改性后,能够很大程度的改善复合碳材料的阻抗匹配特性,其独特的多孔结构也能够为纳米磁性颗粒提供大量的活性位点,增加了界面极化效应的可能性,从而微波吸收能力能够得到较大的提高。
磁性材料固有的磁特性能够促进低频电磁波吸收并优化阻抗匹配[16] ,材料的组成和结构是影响吸波性能的重要因素。通常通过合适的组分配比和添加磁性掺杂物等手段,来实现介电常数和复磁导率的平衡,以达到最佳的吸波性能,因此具有磁损耗和介电损耗的轻质碳材料是比较有前途的制备吸波剂的方法[17]。本课题通过在碳基体上随机分布的磁性颗粒(Fe)制备了具有磁性碳复合吸收剂。
基于此,研究采用一种简单的碳热还原的方法,以生物质香蒲为原料,利用其固有的吸附特性,经原位吸附和高温煅烧还原得到了Fe/C复合材料,受介电-磁损耗机制的协同增强,Fe/C复合材料具有优异的吸波性能,其最大反射损耗值在4.4 GHz处可达−35 dB,研究将为生物质衍生碳基吸波材料提供新的策略。
1. 实验部分
1.1 原材料
香蒲,淘宝购买;FeCl3·6H2O(AR,99.0%)和尿素购自上海阿拉丁生化科技股份有限公司; 氩气(99.99%,河南源正特种气体有限公司),去离子水和工业乙醇。
1.2 试样制备
将0.5 g香蒲、100 mL 0.50 mol/L的尿素溶液和100 mL 1 mol/L的六水合三氯化铁混合在一起搅拌24 h后抽滤,再将香蒲转移至真空烘箱50℃烘干,制得浅黄色前驱体,经氩气气氛以升温速率5℃/min高温煅烧还原2 h制备出Fe/C复合材料,将经过700℃、800℃、900℃的材料分别命名为Fe/C-700、Fe/C-800和Fe/C-900(表1),制备流程如图1(a)所示,图1(d)为Fe/C-700、 Fe/C-800 和Fe/C-900吸波样品的制备流程图。本次制备采用了30%的填料量(石蜡质量为0.06 g、样品质量为0.025 g),后经石蜡充分搅拌和研磨使复合材料粉末均匀地分散到圆环中。
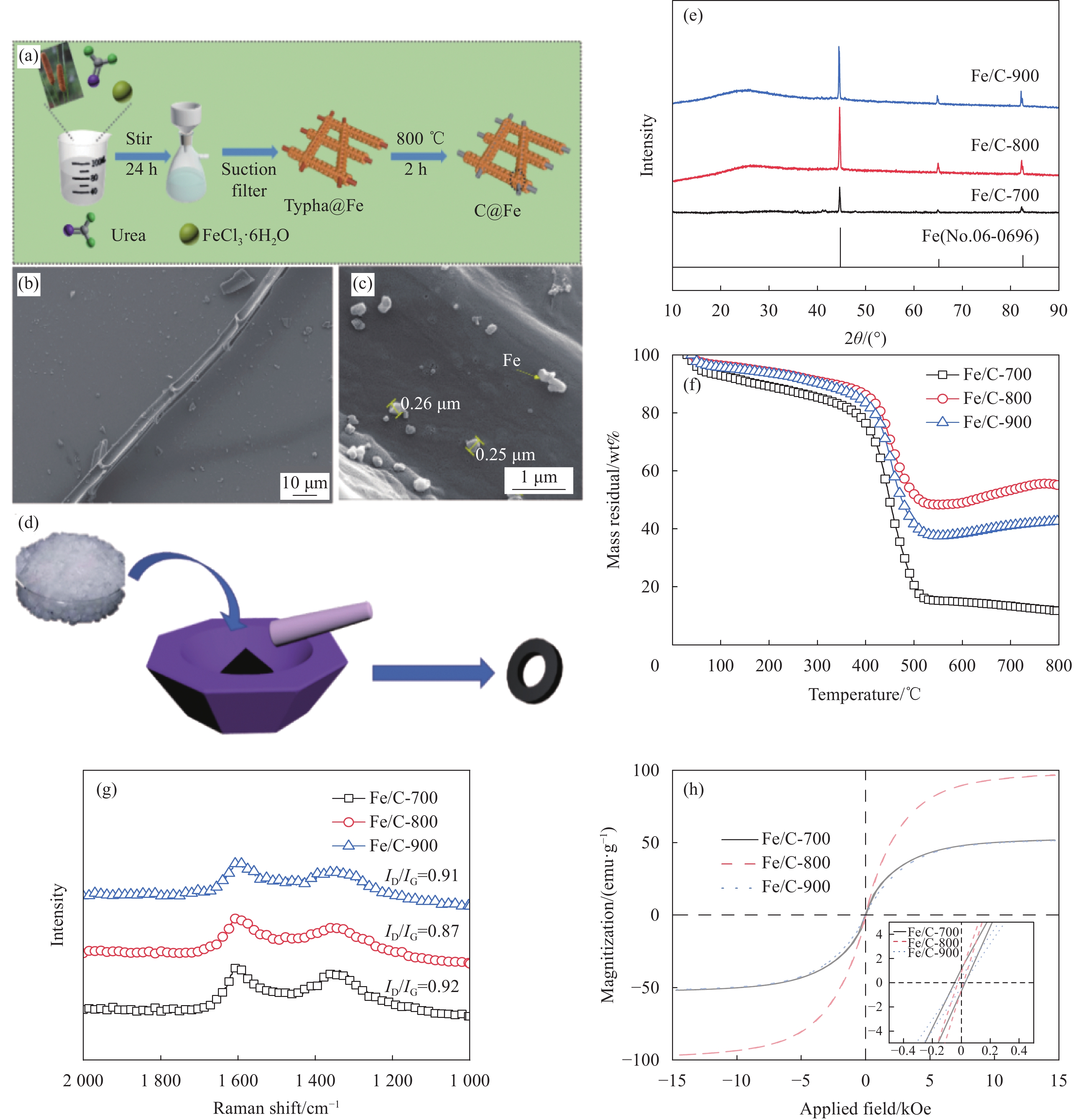
表 1 Fe/C复合材料的命名Table 1. Naming of Fe/C compositesSample Calcination temperature/℃ Fe/C-700 700 Fe/C-800 800 Fe/C-900 900 ![]() 图 1 Fe/C复合材料的制备流程图 (a)、SEM图像 ((b)~(c))、吸波测试样品制备流程图 (d)、XRD图谱 (e)、热重图谱 (f)、拉曼图谱 (g)、 振动样品磁强计(VSM) (h)Figure 1. Fe/C composite preparation flow chart (a), SEM images ((b)-(c)), flow chart for sample preparation for wave absorption testing (d), XRD (e), TG (f), Raman mapping (g), vibrating sample magnetometer (VSM) (h)ID/IG—Intensity ratio of the D band and G band
图 1 Fe/C复合材料的制备流程图 (a)、SEM图像 ((b)~(c))、吸波测试样品制备流程图 (d)、XRD图谱 (e)、热重图谱 (f)、拉曼图谱 (g)、 振动样品磁强计(VSM) (h)Figure 1. Fe/C composite preparation flow chart (a), SEM images ((b)-(c)), flow chart for sample preparation for wave absorption testing (d), XRD (e), TG (f), Raman mapping (g), vibrating sample magnetometer (VSM) (h)ID/IG—Intensity ratio of the D band and G band1.3 表征与测试
实验采用日本HITACHI公司扫描电子显微镜(SEM,S-4800型),调整放大倍数可以观察到样品的形貌和结构;利用X射线衍射仪(XRD,U1tima IV,日本,Cu-Kα辐射,扫描速度10/min)对材料组分、晶体结构或粒径等信息进行分析;热重测试采用德国NETZSCH公司热重分析仪器(TG,209FI Iris)。通过热重分析材料的热稳定性,确定煅烧温度及分析物理化学反应;X射线光电子能谱分析仪(XPS)采用美国热电公司(ESCALAB 250Xi),用来测定材料中元素构成、试验式及其中所含元素化学态和电子态的定量能谱技术。磁性测试采用美国Lake Shore公司振动样品磁强针,对材料的磁特性进行分析的仪器;利用Agilent 8720B矢量网络分析仪( 集成信号源,动态范围为95 dB)在微波暗室内采用同轴法进行涂层吸 波性能测试, 测试频率范围为2~18 GHz,真空烘箱采用上海精宏实验设备有限公司(DZF-6020)。
2. 结果与讨论
2.1 Fe/C复合材料的形貌、成分及其性质
图1(b)为煅烧后没有经过负载的香蒲纤维。煅烧后的香蒲纤维呈现出竹节状,能够更大程度地增加比表面积,使负载效果更佳;图1(c)可以看出Fe纳米粒子成功负载到了碳层上,碳层较大的表面积为磁性颗粒增加了更多的活性位点[18],可以有效地避免磁性颗粒的团聚,同时能够有效地增加复合材料的导电性,有利于电子的快速传输[10];附着在碳层表面的颗粒平均尺度大约为0.25 μm,呈现出不规则形状的纳米颗粒是通过Fe3+还原沉淀而成;在外电场的作用下,大量的Fe单质和碳层之间产生了许多的异质界面,由于二者的导电性和介电特性的不同,额外电荷将聚集在它们之间的界面上,从而导致界面极化的发生[19],使复合材料的电磁波吸收能力进一步得到提升。
图1(e)是不同煅烧温度下复合材料的XRD图谱。Fe/C复合材料在3个不同温度下煅烧,700℃、800℃、900℃煅烧的样品衍射峰分别位于2θ=44.8°、65.0°和82.3°,分别对应于体心立方Fe单质的PDF(JCPDS No.06-0696)的(110)、(200)和(211)平面[20],特征峰的出现表明存在不含任何杂质的Fe单质,证实在C的存在下Fe/C复合材料中三价铁离子被完全还原成金属铁,并且金属粒子可以增加复合材料的磁损耗机制。Fe/C-800特征峰较另外两个样品特征峰十分尖锐,说明Fe/C-800中Fe的结晶度较高;并且复合材料在2θ=26°出现随温度升高逐渐凸显的鼓包峰,对应于石墨碳的(002)平面[4]。
为了评估Fe/C复合材料的热稳定性能,利用热重分析仪将复合材料在空气氛围中进行高温热分解,从图1(f)中可以看出,复合材料在空气氛围下经历了一个明显的失重区。第一个质量下降过程裂解温度小于400℃时,是由于复合材料表面上少量的吸附水受热蒸发,Fe/C-700、Fe/C-800、Fe/C-900复合材料分别损失7.86wt%、4.6wt%、4.8wt%;Fe/C-700、Fe/C-800、Fe/C-900复合材料在500℃开始剧烈失重,复合材料失重率分别为50%、60%和80%,这是由于复合材料中的碳在高温空气下被迅速燃烧,直至800℃后趋于稳定;Fe/C-700、Fe/C-800、Fe/C-900复合材料的剩余质量分别为14.15wt%、51.5wt%和40.1wt%。结合式(1),估算得到Fe/C复合材料Fe元素含量分别为12.0wt%、43.0wt%、33.0wt%,其中W为剩余质量百分数,M为化合物相对分子质量。由此可知Fe/C-800复合材料中的Fe元素含量最高,在最终形成了氧化产物中残余质量最大。
WR=(1−Wcarbon−Wwater)M(Fe2O3)2M(Fe) (1) 为了进一步确定复合材料中Fe元素含量,对其进行电感耦合等离子体(ICP)测试,确定出Fe/C-700、Fe/C-800、Fe/C-900复合材料Fe元素含量分别为38.5874 、490.7882 、192.6471 mg/g,与热重分析所得结果一致。
复合材料中碳组分的石墨化程度会对其介电损耗和电磁波吸收性能产生重要的影响,较高石墨化程度可以增强碳组分的电导损耗[21],用拉曼对Fe/C复合材料的石墨化程度进行分析,从图1(g)拉曼图谱可以看出,在1350 cm−1(D带)和1590 cm−1(G带)出现两个明显的峰,D带与C原子晶格缺陷有关,而G带与C原子sp2杂化的面内伸缩振动有关[13],其比值ID/IG值常用来表征碳材料的石墨化程度,所得Fe/C复合材料中的碳材料应为部分石墨化的碳材料,Fe/C-700、Fe/C-800和Fe/C-900的ID/IG的比值分别为0.92、0.87和0.91,从比值上看复合材料Fe/C-800的石墨化强度大于Fe/C-900,是由于在煅烧过程中,材料中的有机物会发生热解和氧化反应,从而导致材料中的碳元素逐渐向石墨化方向发展。但是,在高温下,氧化反应也会被加速,从而使材料中的碳元素被氧化成为气态化合物而流失。同时,煅烧过程中还会形成多种杂质和晶格缺陷,这些杂质和缺陷会影响材料的导电性能和吸波性能,从而影响材料的石墨化程度,Fe/C-800材料ID/IG比值较小,证明其复合材料的石墨化程度最强,复合材料的介电性能越好,这主要得益于高温煅烧的铁/碳复合材料中无定形碳向石墨转化。
通过振动样品磁强计可以测定Fe/C复合材料的饱和磁化强度(Ms)和矫顽力(Hc)。从图1(h)所示,不同温度下的复合材料有相似的曲线趋势图,三者均表现出了铁磁性质,700℃、800℃、900℃的Fe/C复合材料的饱和磁化强度(Ms)分别为52.09 emu/g、96.66 emu/g、51.52 emu/g,可以看出Fe/C-800饱和磁化强度(Ms)最大,根据TG测试结果分析可知Fe/C-800复合材料中Fe组分含量最高,以往文献分析可知,磁性组分的含量大小影响着复合材料的饱和磁化强度大小[22],铁/碳复合材料的区域扩大磁滞曲线如图1(e)内插图所示,通过分析发现,在Fe/C-700、Fe/C-800和Fe/C-900的Hc依次为2077.56、1106.44和1599.96 kA/m,一般来说,复合材料的矫顽力通常受磁各向异性、形状各向异性和颗粒尺寸等因素影响, 复合材料中Fe纳米颗粒均为相同的面心立方结构,微观形貌均为片状,因此矫顽力受颗粒尺寸影响较大,对于Fe/C-700、Fe/C-800,Ms增加,Hc降低,是铁纳米粒子的生长过程中通过表层的自旋斜切效应导致的[23],Fe/C-700和Fe/C-900 的复合材料的饱和磁化强度非常接近,是由于复合材料中Fe纳米粒子中在煅烧中,经炉体环境的影响造成了Fe纳米粒子在微观环境的自旋造成,并且饱和磁化强度决定于组成材料的磁性原子数、原子磁矩和温度。但在低温区,它遵循布洛赫(Bloch)定律,使Fe/C-700复合材料的饱和磁化强度同Fe/C-900非常接近。
图2展示了Fe/C-700、Fe/C-800和Fe/C-900复合材料的的氮气吸附/脱附等温线图(BET)。等温线显示具有典型H3磁滞回线的IV型等温线,表明复合材料具有介孔结构; Fe/C-700、Fe/C-800和Fe/C-900 BET比表面积(SBET)分别为478.6 m2·g−1、543.56 m2·g−1和589.04 m2·g−1,高比表面积进一步印证了材料的多孔结构,适宜的多孔结构为延长电磁波传输提供更多空间。同时,孔径分布图证实材料的介孔特性,Fe/C-800和Fe/C-900复合材料孔径主要分布于3~10 nm之间,进而调节复合材料等效电磁参数以优化材料阻抗匹配。
![]() 图 2 Fe/C-700 (a)、Fe/C-800 (b)、Fe/C-900 (c) 的BET曲线Figure 2. BET curves of Fe/C-700 (a), Fe/C-800 (b), Fe/C-900 (c)STP—Standard temperature and pressure
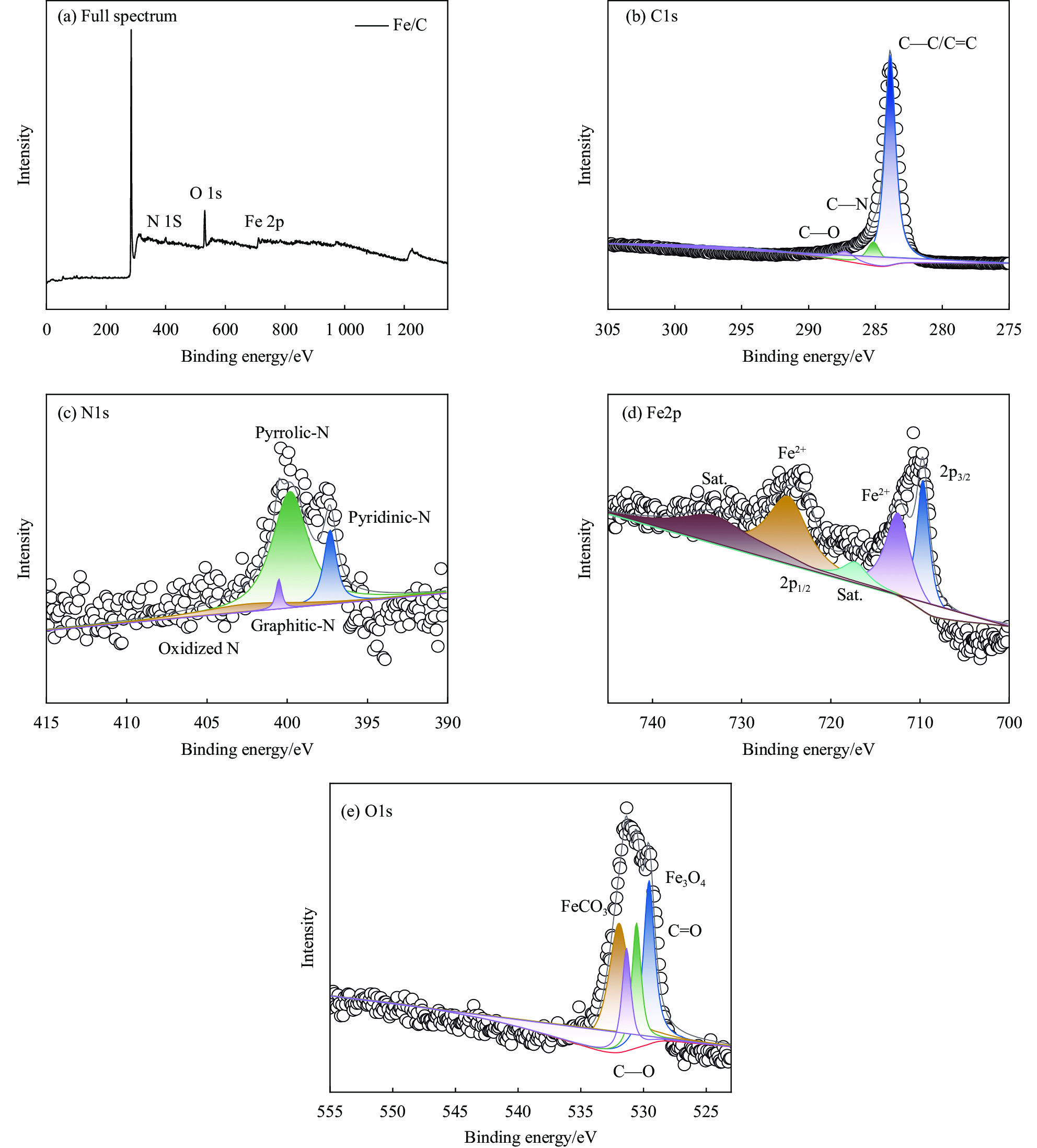
图 2 Fe/C-700 (a)、Fe/C-800 (b)、Fe/C-900 (c) 的BET曲线Figure 2. BET curves of Fe/C-700 (a), Fe/C-800 (b), Fe/C-900 (c)STP—Standard temperature and pressure利用XPS对Fe/C复合材料元素种类及其表面化学价态进行表征。Fe/C复合材料XPS全谱如图3(a)所示,在284.08、399.08、531.08、713.05 eV周围有5个不同的峰,分别归属于C1s、N1s、O1s、Fe2p;C1s高分辨率XPS图谱图3(b)显示复合材料存在C—C/C=C(283.88 eV)峰,C—N(285.18 eV)峰和C—O(287.18 eV)[24];如图3(c)所示,N1s光谱在398.28、399.78、400.48和402.68 eV处分为4个峰,属于吡啶N、吡咯N、石墨N和氧化N,石墨氮的形成有助于提高复合材料的电导率[25-27];Fe2p高分辨率XPS图谱如图3(d)所示,其中在位于709.48 和722.58 eV处的峰可归属于Fe2p3/2和Fe2p1/2,712.28 eV和724.78 eV处的峰分属于Fe2+,而717.38 eV和733.4 eV两个峰分别对应于卫星峰[26];Fe/C复合材料的O1s光谱如图3(e)所示,在529.58、530.48、531.38和531.98 eV周围有4个不同的峰,分别归属于Fe3O4、C=O、C—O和FeCO3[28]。
![]() 图 3 Fe/C复合材料的XPS全谱 (a)、Cls (b)、N1s (c)、Fe2p (d)、O1s (e)Figure 3. Fe/C composite XPS full spectum (a), Cls (b), N1s (c), Fe2p (d), O1s (e)
图 3 Fe/C复合材料的XPS全谱 (a)、Cls (b)、N1s (c)、Fe2p (d)、O1s (e)Figure 3. Fe/C composite XPS full spectum (a), Cls (b), N1s (c), Fe2p (d), O1s (e)2.2 电磁参数分析
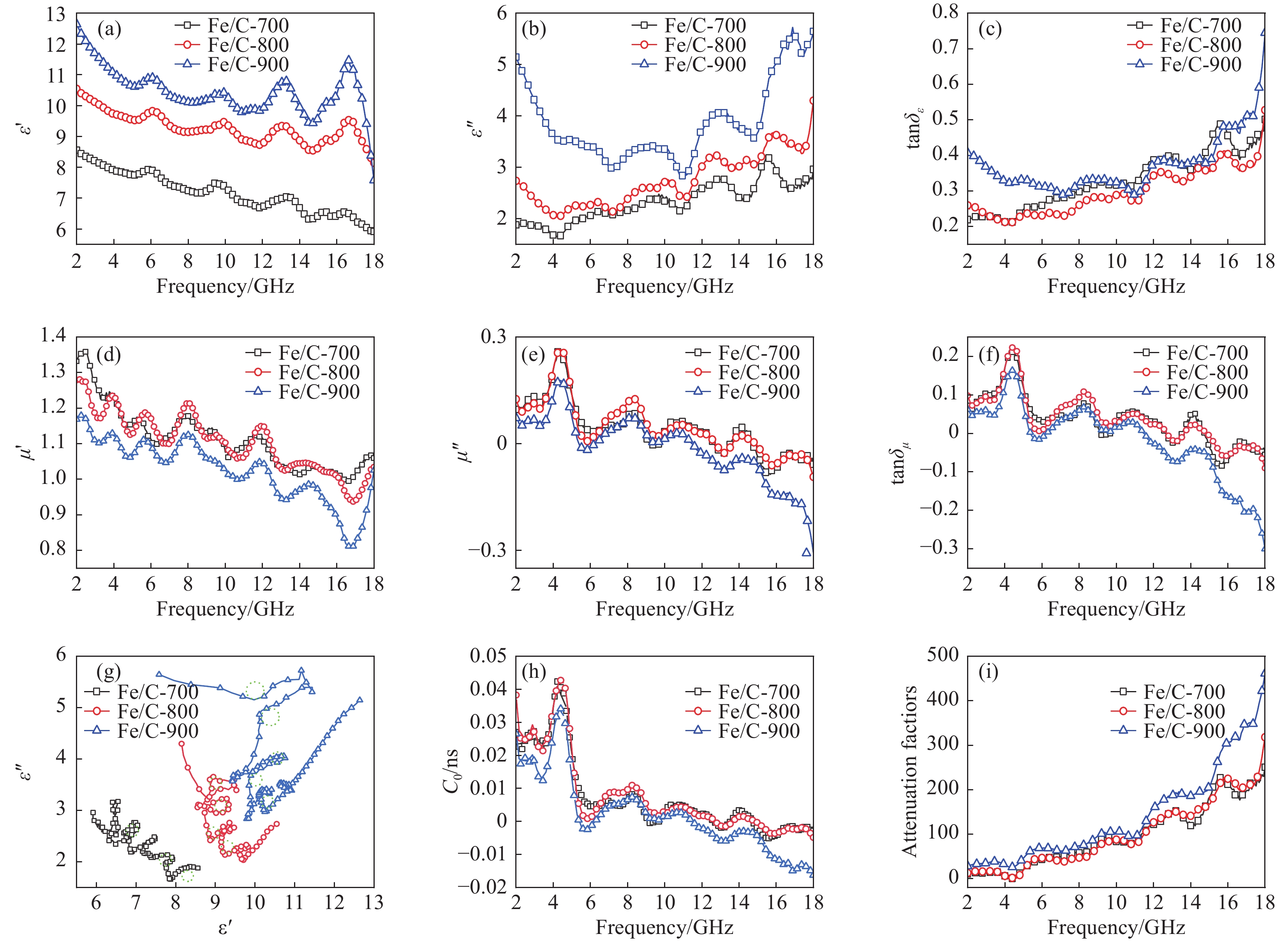
Fe/C复合材料的微波吸收特性通过矢量网络分析仪(VNA)在2~18 GHz的频率范围内测量,样品填料量为30wt%,电磁参数包括介电常数ε( ε = ε'−jε'') 和磁导率μ(μ= μ'− jμ''),其中介电常数实部(ε')和磁导率实部(μ′)代表电能和磁能的储存能力,相应的虚部( ε''、μ'')代表电能和磁能的损耗能力。如图4(a)所示,Fe/C复合材料在介电常数实部(ε')和介电常数虚部(ε'')变化上均有频散效应发生,Fe/C-700、 Fe/C-800和 Fe/C-900分别从8.52、10.5、12.64降至5.91、7.96和7.6[29],介电常数实部(ε')的明显下降可能是由于碳基复合材料中频率相关的介电色散引起的;介电常数虚部随频率变化曲线如图4(b)所示,其变化趋势同实部相反,在2至18 GHz的频率范围3个样品介电常数虚部值都有所增加,Fe/C-700、 Fe/C-800和 Fe/C-900分别从1.89、2.74、5.15增至2.96、4.3和5.65,介电常数虚部的增加原因有两种:一种是归因于碳组分相对含量和相对石墨化程度的提升、另一种是由于随着煅烧温度的提高,单个的Fe原子被杂原子取代引起的电偶极子的增加,介电常数虚部的提升也增强了复合材料的介电损耗能力;复合材料的介电常数实部和虚部在6至18 GHz频率范围内出现多重共振现象, 这种波动峰可能是由材料内部多种损耗机制导致的。
![]() 图 4 Fe/C复合材料的介电常数实部ε' (a)、介电常数虚部ε'' (b)、介电损耗正切值tanδϵ(c)、复磁导率实部μ' (d)、复磁导率虚部μ'' (e)、复磁损耗正切值tanδμ(f)、Cole-Cole环 (g)、涡流损耗对磁损耗的贡献(C0) (h)、衰减因子谱 (i)Figure 4. Fe/C composite real part of the dielectric constant ε' (a), Imaginary part of the dielectric constant ε'' (b), Dielectric loss tanδε (c), Complex magnetic permeability real part μ' (d), Complex magnetic permeability imaginary part μ'' (e), Complex magnetic loss tanδμ (f), Cole-Cole (g), Contribution of Eddy current loss to magnetic loss (C0) (h) and Attenuation factor mapping (i)
图 4 Fe/C复合材料的介电常数实部ε' (a)、介电常数虚部ε'' (b)、介电损耗正切值tanδϵ(c)、复磁导率实部μ' (d)、复磁导率虚部μ'' (e)、复磁损耗正切值tanδμ(f)、Cole-Cole环 (g)、涡流损耗对磁损耗的贡献(C0) (h)、衰减因子谱 (i)Figure 4. Fe/C composite real part of the dielectric constant ε' (a), Imaginary part of the dielectric constant ε'' (b), Dielectric loss tanδε (c), Complex magnetic permeability real part μ' (d), Complex magnetic permeability imaginary part μ'' (e), Complex magnetic loss tanδμ (f), Cole-Cole (g), Contribution of Eddy current loss to magnetic loss (C0) (h) and Attenuation factor mapping (i)介电损耗角正切值(tanδε=ε″) 可用于表征材料的介电损耗的强弱。如图4(c)所示。Fe/C-700、Fe/C-800、Fe/C-900在低频(2~8 GHz)和高频(10~18 GHz)都出现多重共振峰,表明存在多重极化弛豫过程,通常,高频共振峰归因于界面极化,低频共振峰归因为偶极极化;从图中可以出在高频段(17 GHz)时,介电损耗正切值显著增强,其中Fe/C-800、Fe/C-900增强幅度尤为突出,由此推断,煅烧温度的提高有利于促进复合材料Fe原子和石墨碳构建导电网络,增强了材料的极化行为和介电损耗能力;Fe/C-900具有最佳的介电损耗能力,是由于它具有较高的介电正切值。
众所周知,磁损耗特性能够显著的提升材料的电磁波损耗性能。图4(d)~4(e)是Fe/C复合材料相对复磁导率的实部和虚部随频率变化曲线,结合电磁参数变化可进一步探究复合材料的吸波性能。Fe/C-700、Fe/C-800、Fe/C-900分别从1.33、1.28、1.17降至1.06、1.03、1.032。实部曲线的变化趋势相似;Fe/C复合材料复磁导率虚部(μ'')如图4(e)所示,Fe/C-700、Fe/C-800、Fe/C-900在低频区(2~8 GHz)和高频区(12~18 GHz)有清晰的共振峰,根据文献记载,低频共振峰与自然共振相关,高频共振峰与交换共振相关;3个样品的虚部随着频率的增加虚部值呈下降趋势,值得注意的是μ''在高频下呈现负值。根据麦克斯韦方程,交变电场可以产生反向磁场,如果感应磁场比原始磁场强,磁能可以直接辐射出去,从而产生负磁导率。
磁损耗角的正切值( \mathrm{tan}{\delta }_{\mu }={\mu'' }/{\mu' } )可用于表征材料的磁损耗能力的强弱。如图4(f)所示,Fe/C-700、Fe/C-800曲线的变化趋势相似,随着频率的增加Fe/C-900正切值略低于另外两个样品曲线,根据TG测试结果可知Fe/C-900的磁性成分(Fe)较低,是导致磁损耗角正切值低的原因,其中复合材料介电损耗正切值远高于磁损耗正切值,这表明介电损耗比磁损耗对电磁波吸收的贡献更大。
为了进一步探究磁损耗机制,由下式计算出Fe/C复合材料的C0值:
{C_0}{\text{ = }}\frac{{\mu ''}}{{{{(\mu ')}^2}f}} (2) 对于生物质衍生碳基复合材料电磁波损耗机制主要是介电损耗,而介电损耗机制主要由极化弛豫解释,因此引入Cole-Cole半圆模型来解释复合材料极化弛豫过程。ε'和ε''之间的关系如下式:
\left(\varepsilon ' - \frac{{{{({\varepsilon _s} + {\varepsilon _\infty })}^2}}}{2}\right) + \varepsilon '{'^2} = \left(\frac{{{{({\varepsilon _s} - {\varepsilon _\infty })}^2}}}{2}\right) (3) 式中:f代表电磁波频率;εs、ε∞分别为静态介电常数、高频极限相对介电常数。 图4(g)所示,Fe/C-700存在3个Cole-Cole半圆环,表明其存在3个极化弛豫过程,Fe/C-800、 Fe/C-900分别存在四个和五个极化弛豫过程[30],表明煅烧温度的提高有利于材料的极化能力;Fe/C-700、Fe/C-800和 Fe/C-900有部分扭曲的半圆,这表明除了极化弛豫以外,还存在其他的损耗机制;并且Fe/C-800、 Fe/C-900 Cole-Cole曲线在低频下其尾部变得长而直,根据以往研究表明,复合材料中存在另一种电磁波衰减机制——电导损耗,造成这种损耗的主要原因是由于高温碳化后的材料中存在金属Fe和石墨碳,提高自由电子的流动,从而增加了材料的电导损耗。
磁损耗机制在整个测试频率域中主要由的自然共振、涡流损耗和交换共振,如图4(h)所示,Fe/C-700、Fe/C-800、Fe/C-900的C0值在2~9 GHz的频率范围内剧烈波动,这表明在该频率范围内磁损耗的主要机制归因于自然共振,材料的几何结构是造成自然共振的主要原因;复合材料C0值在14~18 GHz高频区内也产生轻微的波动,这表明在该频率范围内磁损耗的主要机制归因于交换共振,交换共振主要存在于铁磁材料中[5]。
一般来说,根据广义传输线理论,可以使用下式计算RL值以评估样品的吸收性能。
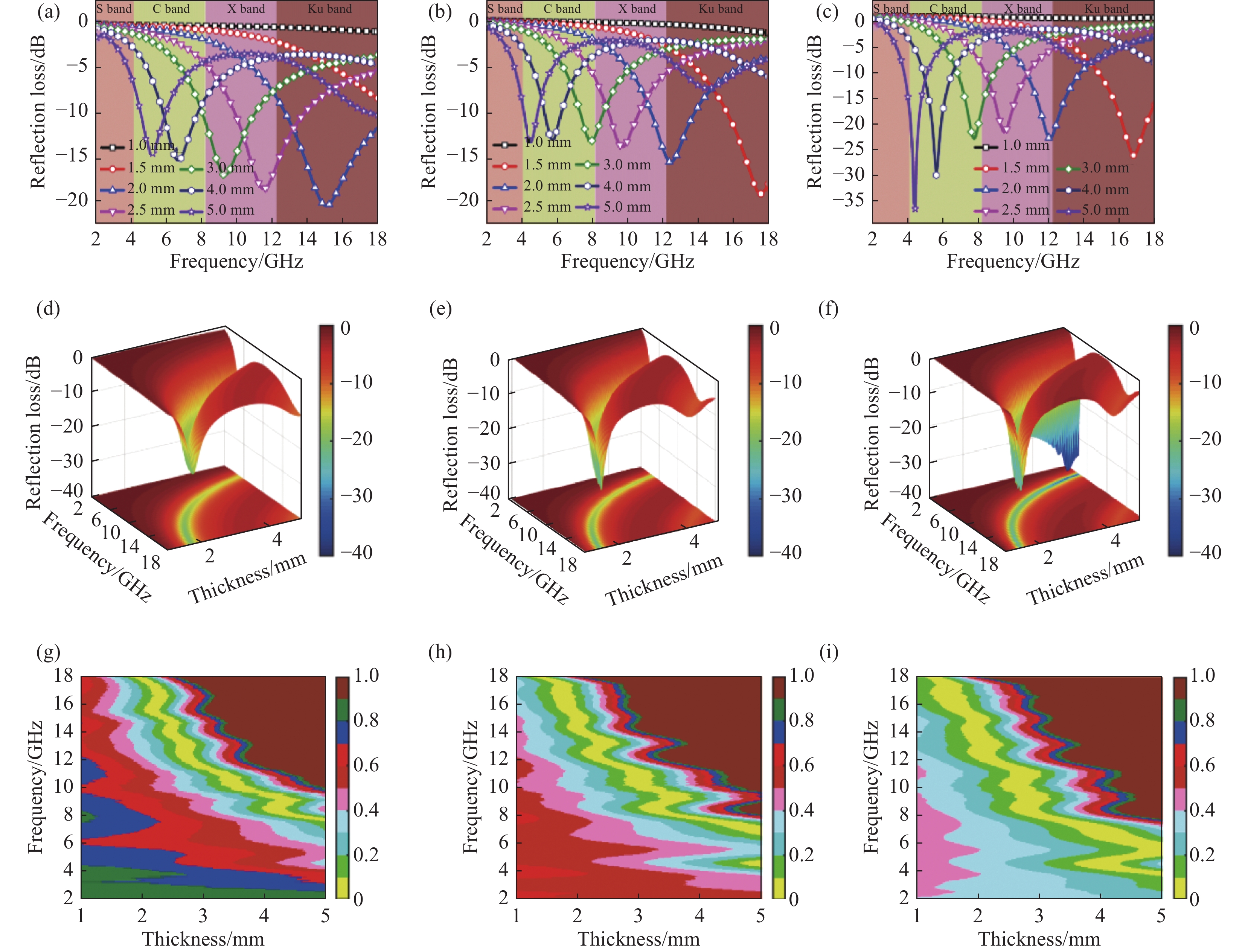
R_{\rm{L}} = 20\lg \left| {\frac{{{Z_{{\rm{in}}}} - {Z_0}}}{{{Z_{{\rm{in}}}} + {Z_0}}}} \right| (4) {Z_0} = \sqrt {\frac{{{\mu _0}}}{{{\varepsilon _0}}}} (5) {Z_{{\rm{in}}}} = {Z_0}\sqrt {\frac{{{\mu _{\rm{r}}}}}{{{\varepsilon _{\rm{r}}}}}} \tan h\left[ {j\frac{{2{\text{π}} fd}}{c}\sqrt {{\mu _{\rm{r}}}{\varepsilon _{\rm{r}}}} } \right] (6) 式中:μ0、ε0和Z0代表自由空间磁导率、介电常数和输入阻抗;Zin代表材料的输入阻抗;d代表材料的厚度;c代表空间光速;f代表电磁波频率;RL为反射损耗(dB);εr和μr代表相对介电常数和相对磁导率。通常,当RL值小于−10 dB时,意味着90%的电磁波可以转换,相应的频率范围被定义为有效吸收带宽。材复合材料的复合材料经700℃煅烧,厚度为2 mm时,最大有效吸收带宽为4.05 GHz (12.8~18 GHz),最大反射损耗值在15 GHz处为−20.5 dB,在吸收剂厚度为2 ~ 5 mm 范围内时,有效吸收频带可达13.52 GHz,如图5(a)所示;Fe/C-800在材料的厚度为2 mm时,材料的有效吸收带宽可达3.7 GHz (10.8~14.5 GHz),最大反射损耗在为−23.4 dB如图5(b)所示;Fe/C-900有效吸收频带随着材料的厚度增加逐步向低频移动[6],这种现象可以用四分之一波长匹配模型解释:
![]() 图 5 Fe/C-700 (a)、Fe/C-800 (b)、Fe/C-900 (c) 的二维反射损耗图;Fe/C-700 (d)、Fe/C-800 (e)、Fe/C-900 (f) 的三维反射损耗图;Fe/C-700 (g)、Fe/C-800 (h)、Fe/C-900 (i) 的阻抗匹配图Figure 5. 2D reflection loss diagrams for Fe/C-700 (a), Fe/C-800 (b), Fe/C-900 (c); 3D reflection loss diagrams for Fe/C-700 (d), Fe/C-800 (e), Fe/C-900 (f); Impedance matching diagram for Fe/C-700 (g), Fe/C-800 (h), Fe/C-900 (i)
图 5 Fe/C-700 (a)、Fe/C-800 (b)、Fe/C-900 (c) 的二维反射损耗图;Fe/C-700 (d)、Fe/C-800 (e)、Fe/C-900 (f) 的三维反射损耗图;Fe/C-700 (g)、Fe/C-800 (h)、Fe/C-900 (i) 的阻抗匹配图Figure 5. 2D reflection loss diagrams for Fe/C-700 (a), Fe/C-800 (b), Fe/C-900 (c); 3D reflection loss diagrams for Fe/C-700 (d), Fe/C-800 (e), Fe/C-900 (f); Impedance matching diagram for Fe/C-700 (g), Fe/C-800 (h), Fe/C-900 (i){{{t}}_{\text{m}}}{\text{ = }}\frac{{nc}}{{\left( {4{f_m}\sqrt {\left| {{\varepsilon _r}} \right|} \left| {{\mu _{_r}}} \right|} \right)}}\left( {n{\text{ = }}1,3,5, \cdots } \right) (7) 式中:tm是实现RLmin时的匹配厚度;ƒm是相应的频率,材料的厚度为5 mm时,最大反射损耗值在4.4 GHz处为−35 dB,可以看出样品的最大反射损耗对应频率与其厚度密不可分,并且表现出随着吸收样品厚度的增加,被吸收层中电磁波膜覆盖样品的时间更长,这意味着电磁波更多的被吸收,就会降低其最大反射损耗对应频率。另外,被吸收样品也构成了一个具有折射和反射作用的电磁绝缘体,当电磁波穿过时,会发生折射和反射的现象,反射损耗将会降低。如图5(c)所示,复合材料更好的有效吸收带宽和较低反射损耗值得益于Fe和C形成的导电网络,使其拥有加优异介电特性和磁损耗,因此表现出良好的吸波性能。
材料吸波性能的差异受衰减因子和阻抗匹配的影响,衰减因子用于评价材料电磁衰减能力,阻抗匹配用于评价电磁波是否可最大限度进入材料内部,且阻抗匹配是完成电磁波衰减的前提。图4(i)为Fe/C复合材料的衰减因子曲线。可以看出,随着频率增加,复合材料的衰减能力逐渐增强,材料在中高频区域的衰减性能最优。Fe/C-700衰减能力最弱,这主要是其相对较低的介电常数所致。众所周知,衰减因子和阻抗匹配共同决定材料的吸波性能差异,图5(g)为 Fe/C复合材料700℃、800℃和900℃的阻抗匹配因子随频率变化图,研究可知|∆| 值的大小影响着阻抗匹配的性能。计算|Δ|如下式:
\left| \varDelta \right|{\text{ = }}\left| {{{\sin h }^2}(Kfd) - M} \right| (8) 式中,K为常数:
K = \frac{{4{\text{π}} \sqrt {\mu _{\rm{r}}'\varepsilon _{\rm{r}}'} \sin\dfrac{{{\delta _{\rm{e}}}{\text{ + }}{\delta _{\rm{m}}}}}{2}}}{{{{c}} {\text{cos}}{\delta _{\rm{e}}}{\text{cos}}{\delta _{\rm{m}}}}} (9) 阻抗匹配因子(|Δ|)接近0.4的区域面积越大,阻抗匹配特性越好。利用公式(9)计算出Fe/C-700、Fe/C-800、Fe/C-900阻抗匹配有效区域占比为23.7%、36.2%和60.3%。对比可知,Fe/C-700表明其与电磁波最不相容,导致电磁波在材料表面发生反射或散射,无法有效吸收电磁波,而Fe/C-900 电磁波与复合材料的兼容性最好,减少电磁波在材料表面发生反射而吸波性能遭受损失,具有适宜的衰减特性和良好的阻抗匹配,吸波性能最佳。
为了更好地理解复合材料的电磁波吸收方式,图6总结了Fe/C复合材料电磁波吸收机制。首先生物质衍生碳和Fe纳米颗粒的协同效应在优化阻抗匹配特性和提高电磁波的衰减能力起着至关重要的作用,其次,样品分散在石蜡中以形成电导网络,更多的电子在不同的碳层之间跳跃,网络导电性增强,将更多的电磁波能量转化为热能,体心立方Fe和碳管之间形成大量的异质界面,并且异质界面之间Fe纳米颗粒和碳层有利于在交变电磁场下的自由电荷积累和振荡,从而增强了界面极化;此外,在复合材料中形成了高密度的氮杂取代,可以极大地促进偶极极化,进一步提高了介电损耗能力,Fe纳米颗粒贡献的磁滞损耗和在低频段发生的自然铁磁共振以及在高频的交换铁磁共振和伴随的涡流损耗,都增强了复合材料的磁损耗性能,多种损耗机制有益于复合材料吸波性能的提升。
![]() 图 6 Fe/C复合材料吸波机制图Figure 6. Diagram of the wave absorption mechanism of Fe/C composites
图 6 Fe/C复合材料吸波机制图Figure 6. Diagram of the wave absorption mechanism of Fe/C composites3. 结 论
综上所述,以香蒲为载体,Fe3+为金属源,经原位吸附、碳热还原得到Fe/C复合材料。
(1) X射线衍射测试结果表明,复合材料经高温煅烧后,生物质香蒲转化为碳基质,铁盐转化为Fe纳米颗粒,且随温度升高Fe纳米颗粒结晶性增强。
(2) 反射损耗结果显示,900℃的Fe/C复合材料的吸波性能最佳,厚度为5 mm时,最大反射损耗达−35 dB,复合材料优异的吸波性能取决于其较好的阻抗匹配特性和介电损耗与磁损耗的协同作用,研究将为新型生物质衍生轻质、高效、价廉的碳基吸波材料提供实验指导。
-
![]()
图 1 H型连接结构试件示意图
Figure 1. Diagram of H-shape connection structure
Φ—Diameter; A—Section view in mechanical drawing
![]()
图 3 C/SiC连接结构试件的载荷-位移曲线
Figure 3. Load-displacement curves of C/SiC connection structure test piece
Fmax—Maximum tensile load of the specimen; T1, T2, T3—Specimen number
![]()
图 4 C/SiC连接结构试件T1的载荷-位移曲线及连接界面变化
Figure 4. Load-displacement curve and change of connection interface of C/SiC connection structure test piece T1
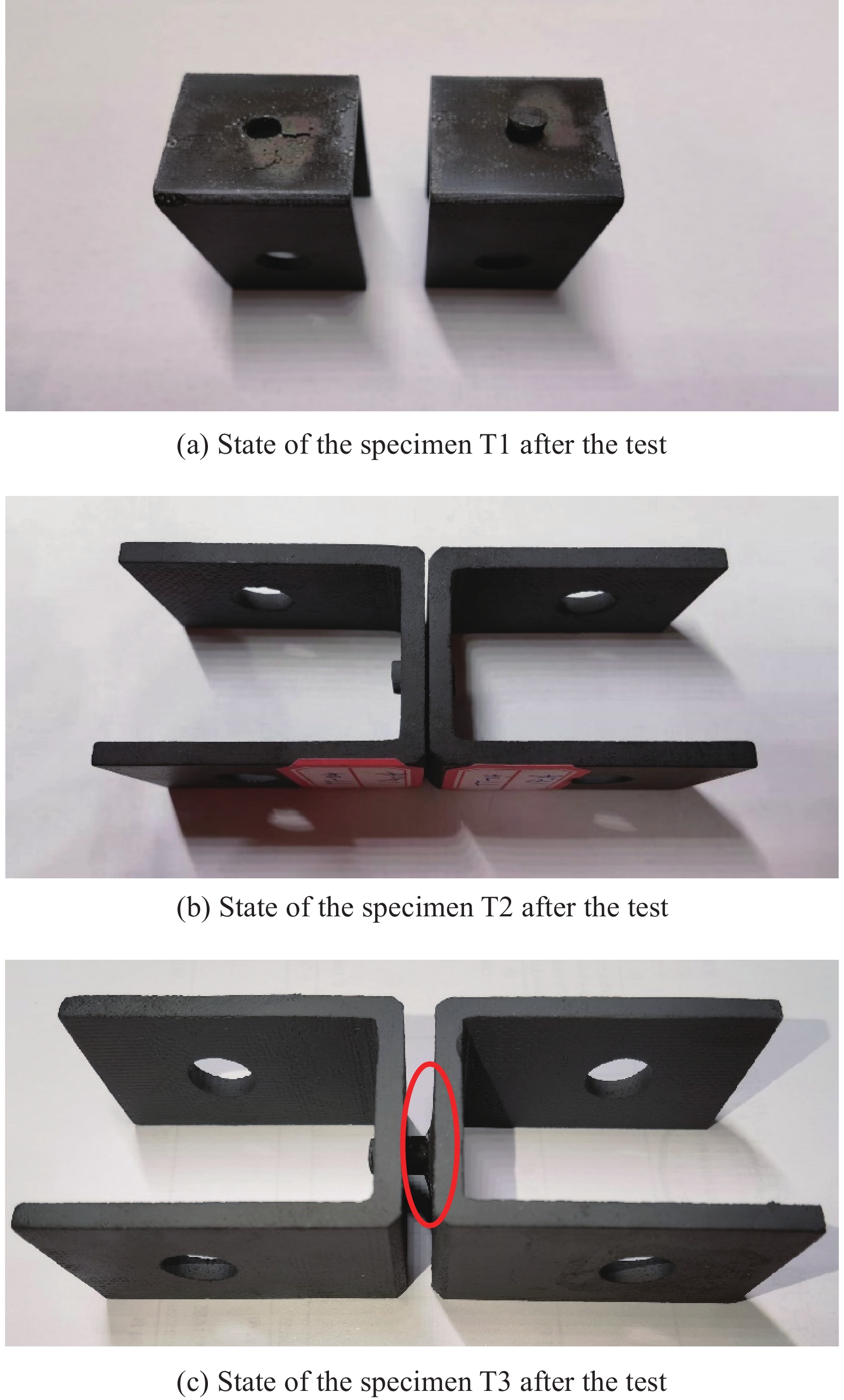
![]()
图 5 C/SiC连接结构试件试验后状态
Figure 5. State of the C/SiC connection structure specimen after test
-
[1] 张立同. 纤维增韧碳化硅陶瓷复合材料—模拟、表征与设计[M]. 北京: 化学工业出版社, 2009. ZHANG Litong. Toughening silicon carbide ceramic fiber composite materials—Simulation, characterization and design[M]. Beijing: Chemical Industry Press, 2009(in Chinese).
[2] 张毅. CVI-2D C/SiC复合材料铆接单元的力学行为与失效机制[D]. 西安: 西北工业大学, 2017. ZHANG Yi. Numerical stimulation and experimental validation of stress in C/SiC riveted joints under shear load[D]. Xi'an: Northwestern Polytechnical University, 2017(in Chinese).
[3] LI G D, LI Y, YU G Q, et al. Effects of fiber preform structures on the mechanical properties of C/SiC nuts and bolts[J]. Ceramics International, 2016, 42(11): 12901-12906.
[4] LI X Q, TAN Z Y, ZHANG Y, et al. Shear behaviors and failure mechanisms of 2D C/SiC pins prepared by chemical vapor infiltration[J]. Ceramics International,2020,46(10):16693-16699. DOI: 10.1016/j.ceramint.2020.03.243
[5] FU M Q, FANG G D, LIU S, et al. Failure analysis of 2D C/SiC composite Z-pinned/bonded hybrid single-lap joints[J]. Ceramics International,2020,46(13):21216-21224. DOI: 10.1016/j.ceramint.2020.05.204
[6] 张青, 刘永胜, 门静, 等. 受剪载荷下C/SiC铆接接头应力数值模拟与实验验证[J]. 稀有金属材料与工程, 2014, 43(2):327-330. ZHANG Qing, LIU Yongsheng, MEN Jing, et al. Numerical stimulation and experimental validation of stress in C/SiC riveted joints under shear load[J]. Rare Metal Materials and Engineering,2014,43(2):327-330(in Chinese).
[7] 袁建宇, 逄锦程, 王影, 等. C/SiC复合材料紧固件拉-拉疲劳行为研究[J]. 宇航材料工艺, 2020, 50(3):81-86. DOI: 10.12044/j.issn.1007-2330.2020.03.014 YUAN Jianyu, PANG Jincheng, WANG Ying, et al. Tension-tension fatigue behavior of C/SiC composite fasteners[J]. Aerospace Materials & Technology,2020,50(3):81-86(in Chinese). DOI: 10.12044/j.issn.1007-2330.2020.03.014
[8] 袁建宇, 逄锦程, 王影, 等. C/SiC复合材料螺钉拉伸强度分布模型[J]. 宇航材料工艺, 2019, 49(5):74-78. DOI: 10.12044/j.issn.1007-2330.2019.05.015 YUAN Jianyu, PANG Jincheng, WANG Ying, et al. Tensile strength distribution model of C/SiC composite material bolts[J]. Aerospace Materials & Technology,2019,49(5):74-78(in Chinese). DOI: 10.12044/j.issn.1007-2330.2019.05.015
[9] 刘永胜, 胡成浩, 汪清, 等. 受拉载荷下C/SiC铆接接头应力的数值模拟与实验验证[J]. 复合材料学报, 2013, 30(3):205-210. LIU Yongsheng, HU Chenghao, WANG Qing, et al. Numerical stimulation and experimental validation of stress in C/SiC riveting joints under tensile load[J]. Acta Materiae Compositae Sinica,2013,30(3):205-210(in Chinese).
[10] 卢子兴, 廖强, 杨振宇, 等. C/SiC复合材料螺栓螺牙承载能力[J]. 复合材料学报, 2015, 32(1):182-187. LU Zixing, LIAO Qiang, YANG Zhenyu, et al. Load bearing capability of thread teeth of C/SiC composite bolts[J]. Acta Materiae Compositae Sinica,2015,32(1):182-187(in Chinese).
[11] LI G D, ZHANG C R, HU H F, et al. Preparation and mechanical properties of C/SiC nuts and bolts[J]. Materials Science and Engineering: A,2012,547:1-5.
[12] 朱宝城, 高希光, 宋迎东. 陶瓷基复合材料螺栓渐进损伤计算与强度预测[J]. 推进技术, 2020, 41(2):406-411. ZHU Baocheng, GAO Xiguang, SONG Yingdong. Progressive damage calculation and strength prediction of ceramic matrix composites bolt[J]. Journal of Propulsion Technology,2020,41(2):406-411(in Chinese).
[13] 李正禹. 螺钉参数对C/SiC复合材料连接结构高温拉伸性能的影响研究[D]. 哈尔滨: 哈尔滨工业大学, 2019. LI Zhengyu. Effects of fastener parameters on tensile properties of C/SiC composite joint structures at high temperatures[D]. Haerbin: Harbin Institute of Technology, 2019(in Chinese).
[14] 高魁垠, 李海波, 吴建国, 等. 2D-C/SiC复合材料螺栓连接结构可靠性分析[J]. 强度与环境, 2020, 47(1):33-40. GAO Kuiyin, LI Haibo, WU Jianguo, et al. Reliability analysis of 2D-C/SiC composite bolted joints[J]. Structure & Environment Engineering,2020,47(1):33-40(in Chinese).
[15] 刘宝瑞, 侯传涛, 赵丽滨, 等. 陶瓷基复合材料连接结构失效分析方法[J]. 装备环境工程, 2020, 17(1):63-70. LIU Baorui, HOU Chuantao, ZHAO Libin, et al. Failure analysis method of ceramic matrix composite joint structures[J]. Equipment Environmental Engineering,2020,17(1):63-70(in Chinese).
[16] ZHAO L B, YANG W, CAO T C, et al. A progressive failure analysis of all-C/SiC composite multi-bolt joints[J]. Composite Structures,2018,202:1059-1068. DOI: 10.1016/j.compstruct.2018.05.029
[17] HE Z B, ZHANG L T, ZHANG Y, et al. Microstructural characterization and failure analysis of 2D C/SiC two-layer beam with pin-bonded hybrid joints[J]. International Journal of Adhesion & Adhesives,2015,57:70-78.
[18] 李旭勤, 陈旭, 陈婧旖, 等. 平纹编织C/SiC单钉铆接单元的制备与拉伸行为[J]. 硅酸盐学报, 2021, 49(6):1206-1212. LI Xuqin, CHEN Xu, CHEN Jingyi, et al. Fabrication and tensile behaviors of plain woren C/SiC Z-pinned joint[J]. Journal of the Chinese Ceramic Society,2021,49(6):1206-1212(in Chinese).
[19] LI G D, ZHANG C R, HU H F, et al. Preparation and mechanical properties of C/SiC nuts and bolts[J]. Materials Science and Engineering: A, 2012, 547: 1-5.
[20] 刘杰, 李海滨, 刘小瀛. 3D针刺C/SiC复合材料螺栓的低成本制备及力学性能[J]. 航空学报, 2013, 34(7):1724-1730. LIU Jie, LI Haibin, LIU Xiaoying. Low cost preparation and mechanical property of three-dimensional needled C/SiC bolts[J]. Acta Aeronautica et Astronautica Sinica,2013,34(7):1724-1730(in Chinese).
[21] DELHAES P. Chemical vapor deposition and infiltration processes of carbon materials[J]. Carbon,2002,40(5):641-657. DOI: 10.1016/S0008-6223(01)00195-6
[22] ZHANG W G, HU Z J, HÜTTINGER K J. Chemical vapor infiltration of carbon fiber felt: Optimization of densification and carbon microstructure[J]. Carbon,2002,40(14):2529-2545. DOI: 10.1016/S0008-6223(02)00206-3
[23] 付茂青. C/SiC复合材料薄壁连接结构等效建模与强度分析[D]. 哈尔滨: 哈尔滨工业大学, 2020. FU Maoqing. Equivalent modeling and strength analysis of C/SiC composite thin-walled joint structrure[D]. Harbin: Harbin Institute of Technology, 2020(in Chinese).
[24] HE Z B, ZHANG L T, CHEN B, et al. Microstructure and mechanical properties of SiC bonded joints prepared by CVI[J]. International Journal of Adhesion and Adhesives,2016,64:15-22. DOI: 10.1016/j.ijadhadh.2015.09.009
[25] 马雪寒, 王守财, 陈旭, 等. 陶瓷基复合材料紧固件制造技术及其连接性能研究进展[J]. 复合材料学报, 2023, 40(6): 3075-3089. MA Xuehan, WANG Shoucai, CHEN Xu, et al. Review of preparation processes and joining performance of ceramic matrix composite fasteners[J]. Acta Materiae Compositae Sinica, 2023, 40(6): 3075-3089(in Chinese).
[26] 卢越, 张海鹏. 陶瓷基复合材料螺栓渐进损伤计算与强度预测[J]. 设备管理与维修, 2020(2):30-31. DOI: 10.16621/j.cnki.issn1001-0599.2020.01D.15 LU Yue, ZHANG Haipeng. Progressive damage calculation and strength prediction of ceramic matrix composite bolts[J]. Plant Maintenance Engineering,2020(2):30-31(in Chinese). DOI: 10.16621/j.cnki.issn1001-0599.2020.01D.15
[27] 谭志勇, 王捷冰, 孟繁夫, 等. 配合条件对C/SiC在线铆接单元的力学性能影响[J]. 复合材料学报, 2023, 40(7):4270-4281. DOI: 10.13801/j.cnki.fhclxb.20220930.004 TAN Zhiyong, WANG Jiebing, MENG Fanfu, et al. Effect of fit conditions on mechanical properties of C/SiC online riveting unit[J]. Acta Materiae Compositae Sinica,2023,40(7):4270-4281(in Chinese). DOI: 10.13801/j.cnki.fhclxb.20220930.004
-
期刊类型引用(18)
1. 李佳楠,姜亚明,项赫,杨晨. 高性能纤维增强树脂基复合材料湿热老化研究进展. 化工新型材料. 2024(01): 1-7 .  百度学术
百度学术
2. 史俊伟,杨柳,王文贵,荀国立,信泽坤. 孔隙对碳纤维/环氧树脂复合材料剪切性能和破坏模式的影响. 复合材料学报. 2024(09): 5039-5052 . 本站查看
3. 刘鸿森,黄凯,黄金钊,韩晓剑,逯浩,骆杨,张莉,果立成. 考虑温度效应的复合材料紧固结构面外拉脱性能和失效机制. 复合材料学报. 2024(09): 4778-4790 . 本站查看
4. 康沁莹,陈淑仙,崔潇俊,代振帮. 湿热环境对环氧树脂基复合材料拉伸性能的影响. 塑料工业. 2024(09): 117-124 . 百度学术
5. 杨威,颜丙越,夏国巍,尹国华,段祺君,谢军. 纳米SiO_2改性玻璃纤维增强树脂的耐湿热老化性能. 绝缘材料. 2023(10): 50-58 . 百度学术
6. 杜永,马玉娥. 湿热环境下碳纤维环氧树脂复合材料拉伸性能研究. 西北工业大学学报. 2022(01): 33-39 . 百度学术
7. 白桃林,陈普会,孔斌,张雅会,蒋坤,甘建. 湿热环境下聚酰亚胺复合材料的拉脱性能研究. 航空工程进展. 2022(05): 78-85 . 百度学术
8. 苏英贤,孙耀宁,刘伟,孙健,代礼葵. GFRP层合板在湿热环境和碱性腐蚀介质中的老化行为. 合成纤维. 2021(05): 52-57 . 百度学术
9. 王德,张泰峰,高茜,杨晓华. 湿热环境下CFRP复合材料吸湿过程的仿真分析. 计算机仿真. 2021(07): 236-240 . 百度学术
10. 张铁纯,张世秋,王轩,周春苹. 挖补修理复合材料夹芯结构侧向压缩性能研究. 航空科学技术. 2021(08): 1-11 . 百度学术
11. 李过,孙耀宁,王国建,代礼葵. 不同环境因素作用下玻纤/环氧乙烯基酯复合材料的冲蚀行为. 材料导报. 2021(16): 16160-16165 . 百度学术
12. 路鹏程,李志歆,邱运朋,王志平. 湿热环境对碳纤维增强聚苯硫醚层合板感应焊接接头性能的影响. 复合材料学报. 2021(09): 2807-2813 . 本站查看
13. 王一靓,刘婷,左景奇,杨名波,吴祖胜. 特殊环境对玻璃纤维/EP复合材料典型力学性能的影响. 塑料工业. 2021(09): 110-114 . 百度学术
14. 杨春浩,赵洋,肖瑶,行鸿彦,傅正财. 玻璃纤维复合材料在雷电冲击电流下的沿面损伤试验研究. 复合材料科学与工程. 2020(05): 47-52 . 百度学术
15. 祁睿格,何春霞,晋强. 麦秸/聚氯乙烯复合材料新疆户外老化性能. 复合材料学报. 2020(07): 1539-1546 . 本站查看
16. 王国建,孙耀宁,姜宏,李过,代礼葵. 湿热–高温循环老化对环氧乙烯基酯树脂/玻璃纤维复合材料性能影响. 工程塑料应用. 2020(09): 121-126+132 . 百度学术
17. 代礼葵,孙耀宁,王国建. 玻璃纤维/环氧乙烯基酯树脂复合材料环境综合因素下的冲蚀行为及机制. 复合材料学报. 2019(09): 2059-2066 . 本站查看
18. 王婷婷,张宝艳,闫鸿琛,石峰晖,马兆丹,李峰. 一种中温透波自黏性树脂及复合材料性能研究. 民用飞机设计与研究. 2019(04): 45-50 . 百度学术
其他类型引用(7)
-
目的
热端部件经历严酷的高温环境,常规的金属紧固件无法使用,因此C/SiC复合材料连接结构大量的使用在飞行器热端部件中。本文对C/SiC复合材料连接结构试件进行单轴拉伸试验,获取了拉脱失效过程中载荷及连接状态的变化,分析了连接结构拉脱过程的损伤演化机制。
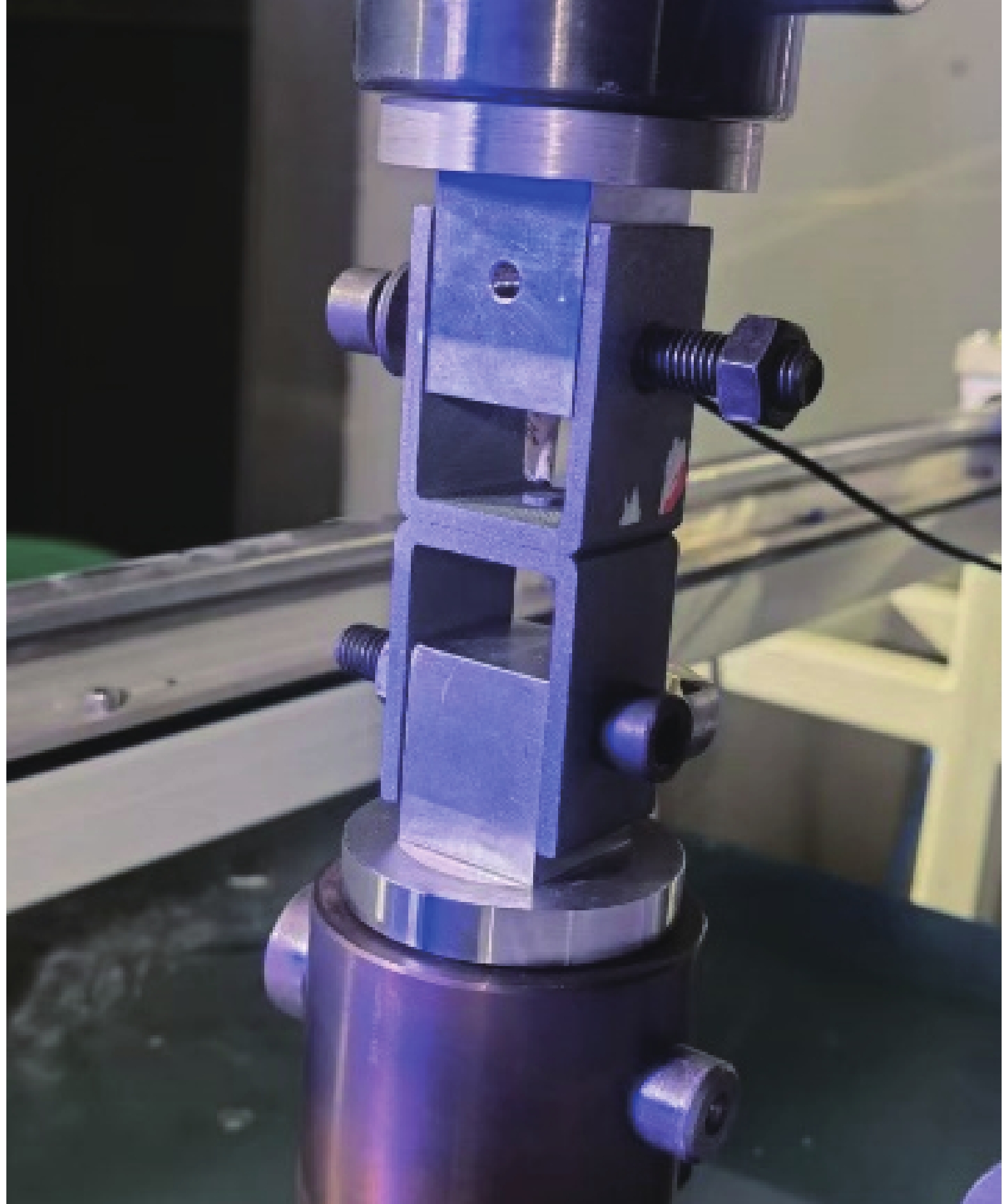
方法以H型C/SiC复合材料连接结构试件为对象,开展沿螺钉轴向的单轴拉伸试验。采用高速摄像、应变测试等方式监测连接部位的状态及力学特性的变化。采用CT测试的方式,扫描获取试件试验前后连接部位的特征。通过对比分析确定了C/SiC复合材料连接结构试件拉脱失效的机理。
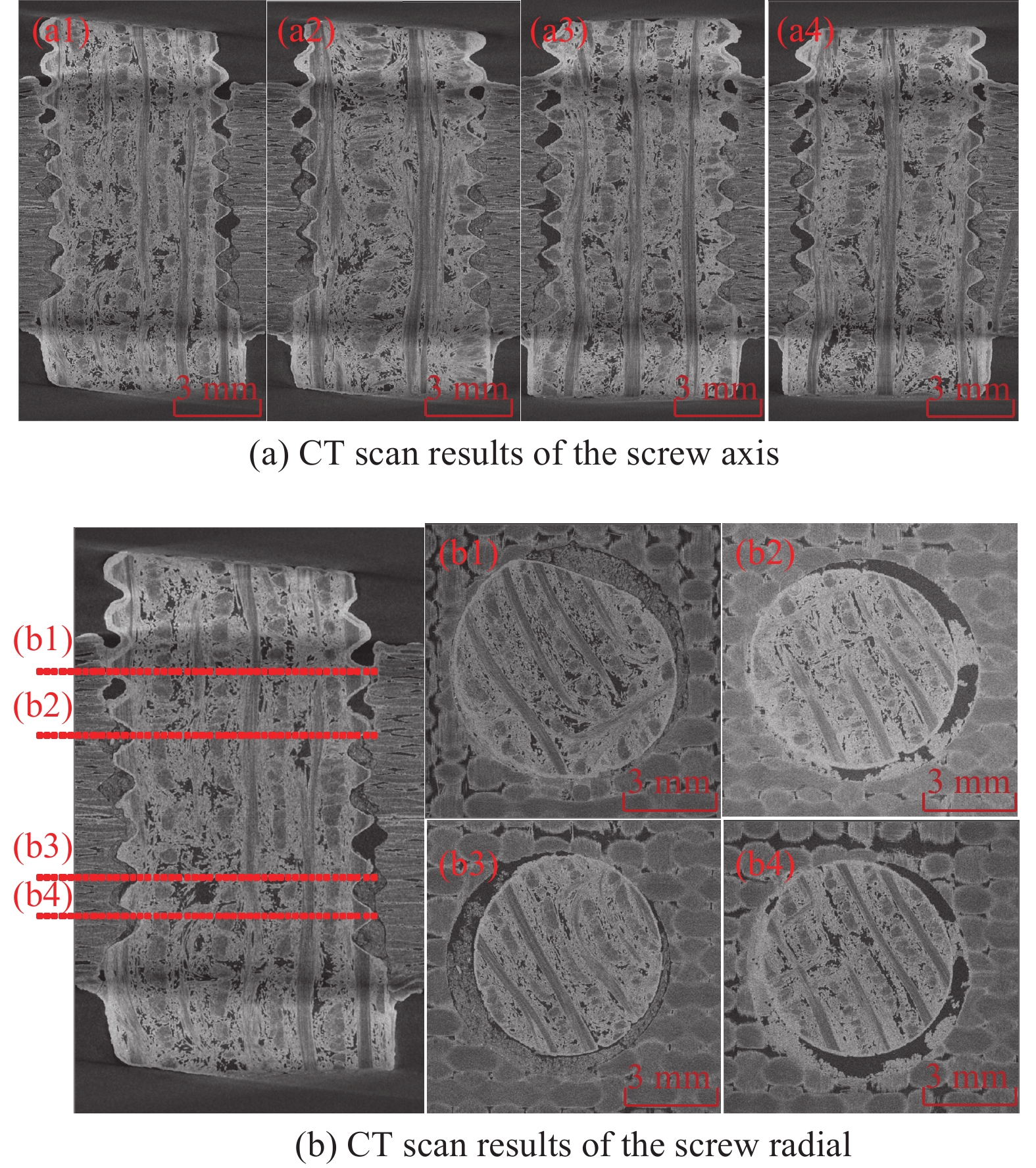
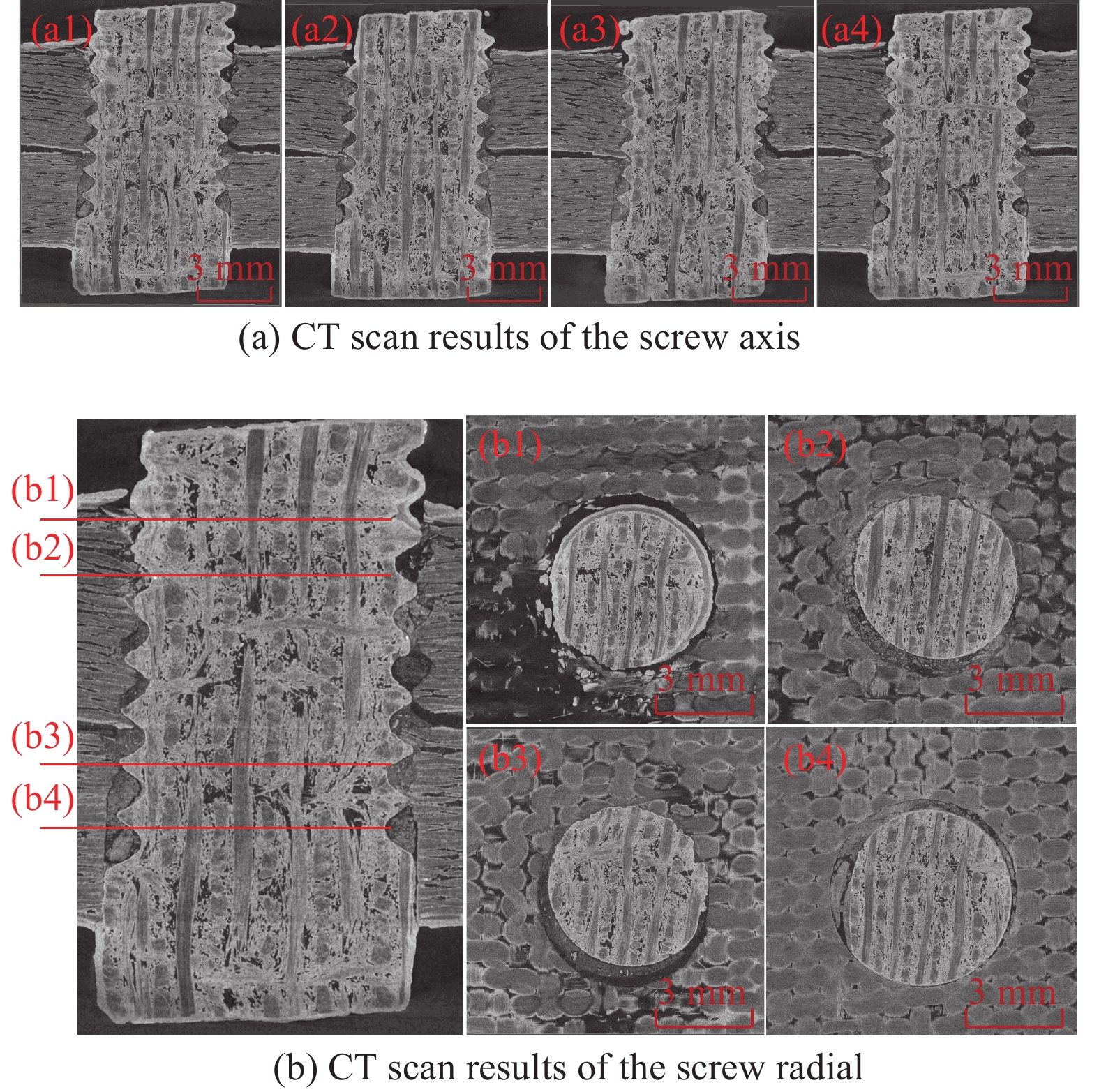
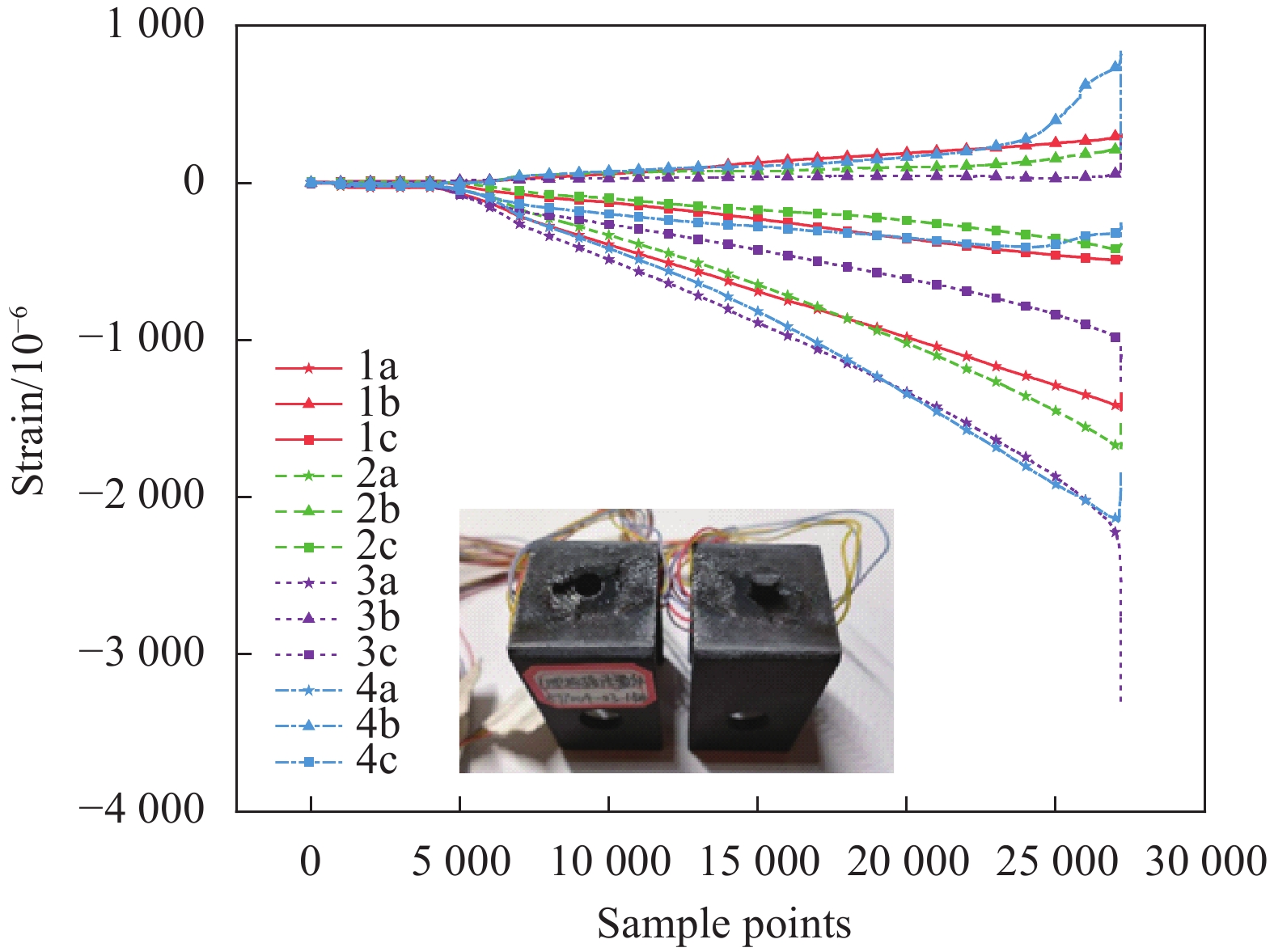
结果连接结构试件拉脱失效的载荷位移曲线分为三个阶段:初始加载阶段、稳定加载阶段、卸载阶段。C/SiC连接结构受到制备工艺、材料初始缺陷以及初始连接状态的影响导致初始加载阶段试件体现出的刚度有所差异;加载过程中伴随着结构的损伤演化会出现不同程度的局部卸载现象。最大拉伸载荷存在着一定的离散性,稳定加载阶段的刚度表明连接结构的拉伸行为规律整体上一致性较好。试件达到最大承载能力后,承载能力随着位移增加逐渐下降,直至螺钉拉脱拔出。CT测试结果表明制备过程中螺纹部位基体沉积不充分。试验后连接部位出现了“鼓起”,螺孔位置出现了分层和局部压溃的现象。螺钉未出现明显的压溃、螺纹破坏等失效现象
结论连接结构制备过程中,二次沉积工艺导致连接界面存在SiC基体,但试验中SiC基体的“粘接”效应并不显著。试件制备过程中螺钉安装、沉积效果差异等原因导致试件初始加载阶段存在刚度不一致及非线性特征,当螺钉完全承载后,连接结构得到刚度趋于一致。拉脱失效的主要原因是连接结构螺纹孔变形挤压导致材料分层,螺纹丧失承载能力。试件达到最大拉伸载荷后,螺钉开始拔出,承载能力逐渐下降,直至螺钉完全拉脱拔出。
-
C/SiC陶瓷基复合材料由于具备高强度、高模量、耐高温等特点,广泛应用于飞行器的热防护结构以及热端部件上。由于常规的金属紧固件无法承受热防护结构以及热端部件经历严酷的高温环境,因此C/SiC复合材料连接结构大量的使用在热端部件的紧固和连接中。
本文针对C/SiC复合材料连接结构设计了H型连接结构试件,开展沿螺钉轴向的单轴拉伸试验,采用宏观测试与细观测试相结合的方式研究了陶瓷基C/SiC连接结构的拉脱失效机制。研究结果表明C/SiC连接结构的受到制备工艺、材料初始缺陷以及初始连接状态的影响,导致连接结构初始加载阶段的刚度有所差异、最大拉伸载荷存在着离散性,并且加载过程中存在着非线性现象。CT测试结果表明连接结构螺纹孔变形挤压导致材料分层,螺纹丧失承载能力是引发结构拉脱失效的主要原因。
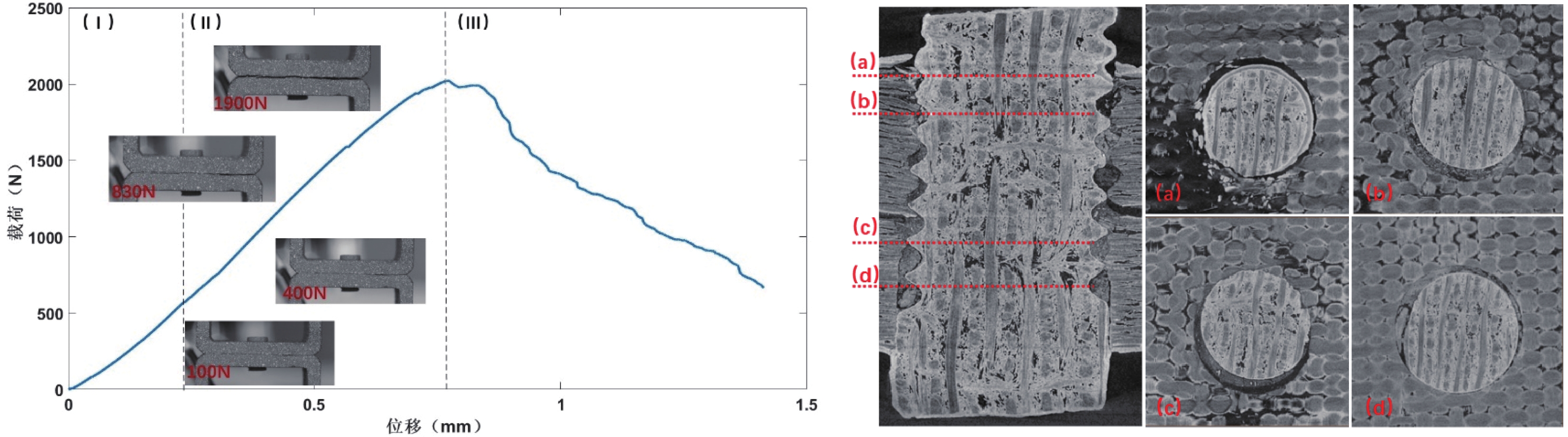
C/SiC连接结构力学行为规律(a)和细观损伤检测结果分析(b)
 下载:
下载:






计量
- 文章访问数: 799
- HTML全文浏览量: 456
- PDF下载量: 66
- 被引次数: 25
