

Influence of laying process parameters on curve trajectory placement quality of prepreg tow
-
摘要: 为研究铺放工艺参数对复合材料预浸料丝束曲线铺贴质量的影响规律及作用机制,首先自主设计并搭建了可模拟铺丝机曲线铺贴运动的试验平台,进行了变铺放工艺参数与变铺放半径的预浸料丝束曲线铺贴试验。通过测量计算有效贴合长度比、褶皱角度及曲率半径比,并结合变铺放工艺参数的单因素剥离试验对铺放质量进行了表征。结果表明:曲线铺贴质量与预浸料丝束黏结力及弯曲刚度密切相关;随铺放温度、压力和张力增大、铺放速率减小,丝束黏结力上升,曲线铺贴质量提高;铺放温度升高引起的丝束弯曲刚度下降可提升曲线铺贴准确性,但过高的铺放温度会导致丝束黏性下降,曲线铺贴缺陷显著;铺放张力会改变丝束的受力状态,进而影响曲线铺贴路径的准确性;此外,曲线铺贴半径越小,铺放质量对工艺参数的变化越敏感。Abstract: In order to study the effect and mechanism of laying process parameters on the curve trajectory placement quality of prepreg tow, an automated fiber placement simulation test platform was designed and built firstly, and the test of curve trajectory placement was carried out by changing the laying process parameters and laying radius. The laying quality was represented by the measurement and calculation of effective tack width ratio, wrinkle angle and curvature radius ratio and also the results of peeling test of variable laying process parameters. The results show that the curve trajectory placement quality is closely related to the tack and bending stiffness of prepreg tow. With the increase of laying temperature, pressure and tension and the decrease of laying velocity, the tack of prepreg tow increases and the curve trajectory placement quality is improved. Due to the increase of laying temperature, the bending stiffness of the prepreg tow decreases, which can improve the accuracy of laying. However, excessive temperature will cause the tack of the prepreg tow to decrease, make the defect of curve placement obvious. The laying tension will change the stress state of the prepreg tow, thus affecting the accuracy of the laying path. In addition, the smaller the curve placement radius is, the more sensitive the placement quality is to the change of process parameters.
-
Keywords:
- automated fiber placement /
- process parameter /
- curve trajectory placement /
- peel test /
- prepreg /
- tack behavior
-
由于对水优异的排斥性能,超疏水表面在自清洁[1]、防覆冰[2]、油水分离[3]、防腐[4]等领域具有广阔的应用前景。制备超疏水表面需要两大要素:(1) 表面具有微纳米粗糙结构;(2) 二是具有低的表面能[5]。而在实际应用过程中,超疏水表面不可避免地会受到外界机械损伤或污染,从而破坏表面的微纳米结构或表面受污染而使表面能升高,最终导致超疏水特性下降或丧失。因此如何提高超疏水表面的力学和化学稳定性[6-7],成为超疏水技术实现大规模应用的关键[8]。
目前关于强化超疏水表面机械和化学稳定性的研究主要集中在三个方面:(1) 将树脂作为疏水性纳米颗粒与基底之间的粘结剂,Lu等[9]首次提出“超疏水表面+粘结剂+基底”的概念,先用商业化粘结剂作为底漆,再将全氟硅烷低表面能改性后的纳米TiO2喷涂在粘结剂上,提高超疏水颗粒的耐磨性。超疏水表面在100 g负载条件下,240#砂纸循环40周磨损后,表面接触角仍能稳定在160°以上。Wu等[10]采用类似思路,将全氟硅烷改性的环氧树脂作为底漆进行预固化处理,再将氟化环氧树脂/纳米Al2O3喷涂到底漆表面,获得具有良好机械稳定性的超疏水表面。磨损实验表明,在预固化20 min时,纳米Al2O3既能保证与基底有效结合又能构筑微纳米粗糙表面,在磨损120周次后仍能保持超疏水特性;(2) 利用硬质材料对脆弱的纳米结构进行保护。Wang等[11]提出铠装超疏水表面的概念,将脆弱的纳米结构填充到相互连接的耐磨微米级结构之间,结果表明铠装超疏水涂层具有优异的机械稳定性,在商业应用方面具有巨大的潜力。Li等[12]在脆弱的微纳米结构表面浸渍涂敷一层磷酸二氢铝(ADP),并进行热处理。ADP可以作为保护铜纳米结构的铠甲,即使在长时间高温和沙子冲击试验后,其超疏水特性基本维持稳定;(3) 对受损的微纳米结构和低表面能物质进行自修复。Qian等[13]从微纳米结构的自修复入手,用平整的荷叶做模板,以双酚A-二缩水甘油醚作为基体,Jeffamine D230和n-癸胺为固化剂,得到形状记忆聚合物(SMP)。结果表明,在磨损或划伤条件下,SMP在60℃下加热20 min即可恢复原有的微纳米形貌,恢复超疏水性能。Wang等[14]则是聚焦低表面能物质的自修复,用聚二甲基硅氧烷(PDMS)在荷叶表面制备倒模,将PDMS/石蜡共混浇铸后获得超疏水表面。由于石蜡的低沸点和PDMS的三维网络,石蜡可在室温下快速迁移至表面,恢复表面的低表面能状态和超疏水特性。Jiang等[15]采用微弧氧化与氟化硅油实现合金表面的超疏水涂层的高耐蚀性和损伤快速修复。
除了上述三种策略外,近年来提出了一种三维超疏水涂层概念,这种涂层不仅表面呈现超疏水,当表面微纳米结构或低表面能物质被破坏后,暴露出的新表面仍能自动形成超疏水性,即材料本体能对受损微纳米结构和低表面能物质进行自我修复,大大延长了超疏水涂层的服役寿命[16-18]。Liu等[19]用PDMS和环氧丙烯酸酯作为基底,用硅烷偶联剂连接基体树脂和纳米SiO2,在紫外光照下共聚得到三维超疏水涂层,在经过较长时间磨损后其表面形貌及低表面能物质成分基本不变,仍能维持超疏水性。
制备超疏水表面往往需要氟硅烷进行低表面能改性,而氟硅烷成本高,环境不友好,因此发展无氟低表面能涂层甚至无需低表面能涂层的超疏水表面引起了学者的广泛关注[20]。聚苯并噁嗪(PBA)是一种含氮杂环酚醛的热固型树脂,具有吸水率低、抗磨损、耐高温、阻燃等诸多特性。PBA单体开环聚合后产生的活泼酚羟基可与其分子内的氮原子形成分子内氢键,从而大大降低膜层表面能,最低可达15.1 mJ/m2[21]。因此将本征低表面能的PBA树脂作为基体,即使其表面不涂低表面能物质,仅靠添加微纳米颗粒来构筑粗糙表面就可以得到三维超疏水结构。尽管有这些优势,有关PBA涂层的研究还是相对较少[22],对其摩擦磨损机制研究也不够深入。
本文以PBA树脂为基底,添加微米级ZrO2和纳米级Al2O3作为填料构筑粗糙结构,无需涂覆低表面能氟化物,制备了一种三维超疏水涂层。通过对填料质量比及ZrO2-Al2O3的配比进行优化,获得了最佳的填料添加量及微纳米颗粒配比。在此基础上,根据三维超疏水涂层的质量损失与摩擦负荷之间的关系构建了一个简单数学模型,用于预测涂层在模拟工况条件下的使用寿命。此外还分别研究了三维超疏水涂层在高温、酸碱、UV光照条件下的化学稳定性和耐蚀性,并考察了超疏水涂层的抗蚀能力,以期为三维超疏水涂层的工程应用提供理论依据。
1. 实验材料及方法
1.1 原材料
双酚A苯并噁嗪单体(Bisphenol A benzoxazine,BA),平均粒径为180 μm,购自成都科宜高分子公司;微米级ZrO2,纯度为99.9%,平均粒径1 μm,购自上海肴戈合金材料公司;纳米Al2O3,纯度为99.9%,γ相,平均粒径20 nm,购自阿拉丁试剂公司;无水乙醇,丙酮,分析纯,均购自国药集团化学试剂公司;去离子水,实验室自制。
1.2 三维超疏水涂层制备
先将1 g BA加入到20 mL丙酮溶剂中,常温搅拌0.5 h,然后依次加入适量ZrO2和Al2O3,先超声搅拌0.5 h,再在40℃下磁力搅拌6 h,最后超声搅拌0.5 h,得到乳白色混合悬浮液。用180#SiC砂纸打磨碳钢金属片,除去金属片表面氧化层和油污,接着用乙醇超声5 min后吹干,放入60℃鼓风干燥箱中进行30 min预热。将得到的混合悬浮液刷涂到预热后的碳钢表面,并在鼓风干燥箱中60℃干燥1 h,再放入马弗炉内进行100℃、140℃、160℃、180℃、200℃和220℃各1 h的梯度升温固化,固化完成后将试样炉冷至室温取出,用涂层测厚仪(Elcometer415)测量其涂层厚度。表1为不同填料质量比及配比的涂层试样及其简称。
表 1 不同填料添加量及配比的Al2O3- ZrO2/聚苯并噁嗪(PBA)复合涂层配方及简称Table 1. Al2O3- ZrO2/poly-benzoxazine (PBA) composite coatings with different filler contents and filler mass ratios and corresponding abbreviations of coatingsAbbreviation BA/g Al2O3/g ZrO2/g Filler content/% Coating thickness/μm PBA 1 0 0 0 280±10 1Al2O3-1ZrO2/15PBA 1 0.09 0.09 15 280±10 1Al2O3-1ZrO2/30PBA 1 0.3 0.3 30 280±10 1Al2O3-1ZrO2/50PBA 1 0.5 0.5 50 280±10 1Al2O3-1ZrO2/55PBA 1 0.6 0.6 55 280±10 1Al2O3-2ZrO2/50PBA 1 0.33 0.67 50 280±10 2Al2O3-1ZrO2/50PBA 1 0.67 0.33 50 280±10 Note: BA—Bisphenol A benzoxazine. 1.3 性能测试与表征
接触角测试:采用光学接触角测试仪(JC2000DM,上海中晨数字技术公司)记录不同涂层表面的浸润性,将约3 μL去离子水滴到涂层表面,待液滴稳定1 min后开始拍照记录,测量液滴在涂层表面的接触角,随机取5个点重复测量,最终结果取平均值。
形貌表征:采用SEM (Nova Nano SEM 450,美国赛默飞) 在5000倍下观察不同涂层形貌,并用EDS面扫描表征涂层中的元素分布;采用超景深体式显微镜(VHX-5000,日本基恩士)在放大1000倍下观察磨损前后表面三维变化,记录涂层表面的粗糙度。
摩擦实验:向直径15 mm的圆形涂层试样分别施加2.83 kPa、5.66 kPa、11.32 kPa载荷,分别对应砝码质量为50 g、100 g、200 g,在320#砂纸表面每直线摩擦10 cm后开始涂层表面接触角测量。涂层试样摩擦后用吹风机吹去表面浮屑,再用电子分析天平(精度0.1 mg)称量涂层质量,并用涂层测厚仪测量摩擦后的涂层厚度,并根据摩擦前后涂层试样质量差计算涂层质量损失。实验采用磨擦磨损试验仪(MS-ECT3000,兰州华汇仪器公司)在100 g载荷和转速50 r/min条件下,分别测试干燥环境和去离子水中涂层的摩擦系数,测试时间为600 s,摩擦副为SiC。
化学稳定性测试:用HCl溶液和NaOH溶液与去离子水分别配制不同pH值的溶液,测试这些溶液在涂层表面的接触角。将涂层试样放入马弗炉中,以40℃为区间,从100℃升温到300℃均保温1 h后测试涂层的接触角。用紫外汞灯(250 W、365 nm)照射样品,测试涂层的抗紫外性能,涂层表面与UV灯距离为5 cm,每10 min测一次接触角,共6次。
耐蚀性测试:用电化学工作站(CS350H,武汉科思特)来评价1Al2O3-1ZrO2/50PBA涂层的防腐性能。对碳钢基体和涂层在相对于开路电位±0.5 V范围内进行动电位扫描,扫描速度为0.5 mV/s。对不同时间中性盐雾(5wt% NaCl、35℃)测试后的涂层试样进行电化学阻抗谱(EIS)测量, 扫频范围为105~10−2 Hz,振幅为10 mV。以工作面积为1 cm2的涂层试样做工作电极,饱和甘汞电极(SCE)用作参比电极,Pt片电极作为辅助电极,在3.5wt%NaCl溶液中测试。用PosiTestAT附着力测试仪(DeFelsko,美国)测量盐雾前后涂层的附着力。
2. 结果与讨论
2.1 填料添加量及配比对Al2O3-ZrO2/PBA涂层超疏水性的影响
超疏水涂层中微纳米填料添加量直接影响超疏水效果[23],图1为在填料质量比Al2O3∶ZrO2=1∶1条件下,不同填料添加量下复合涂层的表面接触角。可知,接触角随填料添加量的增加先增后减。PBA的接触角为91°,在添加15%的Al2O3-ZrO2复合填料后,接触角变化不大;当填料添加量为30%时,接触角快速升到128°;当添加量为50%时,涂层接触角为154°,达到超疏水效果;当继续增加填料量到55%,涂层接触角降低到136°。这可能是当微纳米填料添加量<50%时,涂层表面的填料不足以构筑微纳米分级结构,难以产生足够的气穴而获得超疏水效果;而当填料质量比>50%时,涂层表面的填料过多,容易产生填料团聚,导致气穴减少,且有限的PBA树脂基料无法为过多的微纳米填料提供低表面能,导致涂层疏水性降低。
![]() 图 1 质量比Al2O3∶ZrO2质量比为1∶1条件下不同填料添加量对Al2O3-ZrO2/PBA复合涂层的接触角Figure 1. Contact angles of Al2O3-ZrO2/PBA composite coatings with different filler contents at mass ratio Al2O3∶ZrO2=1∶1
图 1 质量比Al2O3∶ZrO2质量比为1∶1条件下不同填料添加量对Al2O3-ZrO2/PBA复合涂层的接触角Figure 1. Contact angles of Al2O3-ZrO2/PBA composite coatings with different filler contents at mass ratio Al2O3∶ZrO2=1∶1在填料添加量为50%时,进一步考察了填料中Al2O3-ZrO2质量比对涂层接触角的影响。图2为不同Al2O3/ZrO2质量比的涂层表面微观形貌及接触角,并给出了涂层表面的元素组成及分布。可知,纯PBA表面光滑平整,局部出现凹坑但未形成孔洞缺陷;当Al2O3∶ZrO2质量比为1∶2时,用高倍SEM观察表面时,由于涂层导电性差,出现局部放电现象,但仍可以清晰看出表面有微米级块状颗粒堆积;当Al2O3∶ZrO2质量比为2∶1时,表面以纳米级颗粒为主,少量微米级块状颗粒;当Al2O3∶ZrO2质量比降为1∶1时,表面以微米级和纳米级颗粒弥散分布为主。将图2(d)放大20000倍观察,见图2(e),可见微米颗粒间出现大量纳米颗粒,组成了典型的微纳米分级结构。通过对该区域进行元素面扫描,如图2(e)~2(i)所示,可见主要存在Zr、Al、O、N等,且Al元素分布最弥散,这与Al2O3颗粒的纳米尺寸有关,N元素则来自于PBA,说明Al2O3-ZrO2微纳米填料与PBA已形成有效掺杂。根据表面微纳米结构与宏观的疏水性之间的构-效关系可知,当Al2O3∶ZrO2质量比为1∶2时,微米级的块状颗粒形成的气穴较少,接触角在三者中最小;而当Al2O3∶ZrO2质量比为2∶1时,接触角达到147°,接近超疏水状态,但过多的纳米颗粒导致形成的气穴不稳定而限制了其疏水性;而当Al2O3∶ZrO2质量比为1∶1时,表面形成微纳米分级结构,进而形成较多稳定的气穴[24],使接触角达到154°,宏观上表现出超疏水性。
![]() 图 2 填料含量为50%、不同Al2O3/ZrO2质量比时Al2O3-ZrO2/PBA复合涂层的微观形貌、元素分布和接触角变化Figure 2. Micromorphologies, element distributions and contact angle of Al2O3-ZrO2/PBA composite coatings with different mass ratios of Al2O3/ZrO2 at 50% filler content
图 2 填料含量为50%、不同Al2O3/ZrO2质量比时Al2O3-ZrO2/PBA复合涂层的微观形貌、元素分布和接触角变化Figure 2. Micromorphologies, element distributions and contact angle of Al2O3-ZrO2/PBA composite coatings with different mass ratios of Al2O3/ZrO2 at 50% filler content2.2 三维超疏水Al2O3-ZrO2/PBA涂层的摩擦磨损性能
摩擦系数是摩擦学研究中重要的物理量,与接触表面的粗糙度有关,而与接触面积无关。图3为不同填料添加量复合涂层的摩擦系数随时间的变化曲线,进一步对比了1Al2O3-1ZrO2/50PBA涂层在干燥和去离子水中的摩擦系数,并对原始曲线进行同参数Savitzky-Golay平滑去噪(见粗实线)。可知,各涂层摩擦系数均存在上升和稳定两个阶段,且填料质量分数越高,涂层摩擦系数越大。对于PBA涂层,摩擦系数在摩擦105 s后稳定在0.43;而1Al2O3-1ZrO2/15PBA涂层在摩擦60 s后开始稳定,最终稳定在0.58;对于1Al2O3-1ZrO2/30PBA涂层,摩擦系数快速上升,在30 s后稳定在0.65;1Al2O3-1ZrO2/50PBA涂层摩擦系数的变化较为特殊,先在30 s快速上升至峰值0.82,后缓慢下降,最终摩擦系数稳定在0.72,而在去离子水中进行测试时,1Al2O3-1ZrO2/50PBA涂层摩擦系数的变化趋势与1Al2O3-1ZrO2/30PBA涂层类似,且噪声振幅更低,最终摩擦系数稳定在0.64。为了定性表征涂层表面的粗糙度,用体式显微镜测量涂层表面的高度差,高度差越大则表面越粗糙,结果如表2所示,可见随着填料质量比增加,表面高度差也随之增大。PBA的表面高度差为1.08 μm,与图2(a)结果吻合;当填料添加量为50%时,1Al2O3-1ZrO2/50PBA涂层的高度差值达到69.61 μm。据此可知PBA表面光滑平整,摩擦阻力较小,因而摩擦系数最小。随着Al2O3/ZrO2微纳米硬质填料含量增加,表面粗糙度随之增加,剥离的硬质颗粒能够粘附到摩擦副表面,抑制了摩擦转移膜的滑动,从而增大了摩擦系数。对于1Al2O3-1ZrO2/50PBA涂层,表面裸露出大量的微纳米硬质颗粒,初期摩擦阻力最大,短时间内达到峰值,而后硬质颗粒被逐渐磨平,粗糙度逐渐降低,摩擦系数也随之缓慢下降并最终稳定[25];而当在水中进行摩擦测试时,涂层表面与摩擦副之间形成水膜,减少了两者之间的实际接触面积且可以起到润滑作用[26],因此与干燥摩擦条件相比,1Al2O3-1ZrO2/50PBA涂层在水中的摩擦系数降低。
![]() 图 3 Al2O3∶ZrO2质量比为1∶1时不同填料添加量对Al2O3-ZrO2/PBA复合涂层摩擦系数的影响Figure 3. Friction coefficients of Al2O3-ZrO2/PBA composite coatings with different filler contents at mass ratio Al2O3∶ZrO2=1∶1表 2 Al2O3∶ZrO2质量比为1∶1时不同填料添加量Al2O3-ZrO2/PBA复合涂层表面的高度差Table 2. Height differences of Al2O3-ZrO2/PBA composite coatings with different filler contents at mass ratio Al2O3∶ZrO2=1∶1
图 3 Al2O3∶ZrO2质量比为1∶1时不同填料添加量对Al2O3-ZrO2/PBA复合涂层摩擦系数的影响Figure 3. Friction coefficients of Al2O3-ZrO2/PBA composite coatings with different filler contents at mass ratio Al2O3∶ZrO2=1∶1表 2 Al2O3∶ZrO2质量比为1∶1时不同填料添加量Al2O3-ZrO2/PBA复合涂层表面的高度差Table 2. Height differences of Al2O3-ZrO2/PBA composite coatings with different filler contents at mass ratio Al2O3∶ZrO2=1∶1PBA 1Al2O3-
1ZrO2/
15PBA1Al2O3-
1ZrO2/
30PBA1Al2O3-
1ZrO2/
50PBAHeight difference
of coating
surface/μm1.08±0.3 3.71±1.1 31.68±1.2 69.61±0.8 Note: Height difference—Value between the highest and the lowest points of coating surface. 由2.1节结果可知,1Al2O3-1ZrO2/50PBA涂层表现出超疏水特性。因此后续主要针对1Al2O3-1ZrO2/50PBA涂层进行砂纸摩擦测试,图4(a)为经过不同摩擦距离后涂层表面接触角的变化,可见在整个摩擦过程中接触角先下降后水平波动,但涂层表面接触角均超过150°,滚动角小于7°,呈现出良好的超疏水状态。摩擦180 cm后的试样宏观形貌可看出明显划痕,相较于原始涂层更平整。为了定性描述水滴在涂层表面的黏附力大小,用接触角测量仪记录了水滴在经过180 cm摩擦后的涂层表面先接触后分离的动态过程,可以看到测试针头将水滴下压到涂层表面后再上升针头,水滴随针头一起上升并发生轻微拉伸变形,直到完全脱离涂层表面,说明在经过180 cm的摩擦后,涂层表面对液滴的黏附力依旧很小,表现出良好的Cassie状态[27],与滚动角结果相吻合。表3为经不同摩擦距离后的涂层剩余厚度值,可见在摩擦过程中涂层厚度从初始值280 μm逐步减薄至32 μm。结合图4(a)可知,涂层不仅表面表现出超疏水特性,表面磨损后暴露出的本体依旧维持超疏水性,表明1Al2O3-1ZrO2/50PBA涂层整体上表现出三维连续的超疏水特性。这是由于涂层表面的Al2O3/ZrO2微纳米结构和低表面能的PBA的协同作用,可以有效捕捉和储存空气,抑制水滴与涂层表面的直接接触和水分渗入。
![]() 图 4 1Al2O3-1ZrO2/50PBA涂层接触角随摩擦距离的变化及在180 cm摩擦走长后水滴在涂层表面的附着力测试过程Figure 4. Contact angle evolution of 1Al2O3-1ZrO2/50PBA coating versus friction distance and the process of water droplet adhesive force test after suffering 180 cm friction distance表 3 1Al2O3-1ZrO2/50PBA涂层厚度在不同摩擦走长后的涂层剩余厚度Table 3. Thickness of 1Al2O3-1ZrO2/50PBA coating after suffering different friction distance
图 4 1Al2O3-1ZrO2/50PBA涂层接触角随摩擦距离的变化及在180 cm摩擦走长后水滴在涂层表面的附着力测试过程Figure 4. Contact angle evolution of 1Al2O3-1ZrO2/50PBA coating versus friction distance and the process of water droplet adhesive force test after suffering 180 cm friction distance表 3 1Al2O3-1ZrO2/50PBA涂层厚度在不同摩擦走长后的涂层剩余厚度Table 3. Thickness of 1Al2O3-1ZrO2/50PBA coating after suffering different friction distanceFriction distance/cm 0 60 120 180 Coating thickness/μm 280±10 202±10 126±10 32±10 为了进一步探究不同载荷下1Al2O3-1ZrO2/50PBA涂层的质量损失,分别向涂层试样施加2.83 kPa、5.66 kPa、11.32 kPa载荷后进行摩擦测试,图5为不同载荷下涂层的质量损失M与载荷和摩擦距离之间的关系。可见在固定载荷下,随着摩擦距离的增加,质量损失呈线性增加;而在相同摩擦距离下,载荷越大,涂层质量损失量加速增大。为此可采用指数方程描述了涂层质量损失与载荷和摩擦距离的关系,如下式:
![]() 图 5 1Al2O3-1ZrO2/50PBA涂层质量损失在不同载荷下随摩擦距离的变化及线性拟合结果Figure 5. Mass loss rate change of 1Al2O3-1ZrO2/50PBA coating versus friction distance and linear fitting resultsF2.83 kPa, F5.66 kPa, F11.32 kPa—Mass loss of 1Al2O3-1ZrO2/50PBA after friction under 2.83 kPa, 5.66 kPa, 11.32 kPa pressure, respectively
图 5 1Al2O3-1ZrO2/50PBA涂层质量损失在不同载荷下随摩擦距离的变化及线性拟合结果Figure 5. Mass loss rate change of 1Al2O3-1ZrO2/50PBA coating versus friction distance and linear fitting resultsF2.83 kPa, F5.66 kPa, F11.32 kPa—Mass loss of 1Al2O3-1ZrO2/50PBA after friction under 2.83 kPa, 5.66 kPa, 11.32 kPa pressure, respectivelyM=(Ae−PL/T+R)×D (1) 其中:M为涂层质量损失(mg);A为指前因子;PL为载荷(kPa);D为摩擦距离(cm);T、R为系数。
图5显示不同载荷Pi下涂层质量损失M与摩擦距离D之间具有较好的线性相关性。由指数拟合结果可知式(1)中的A=0.126,T=−5.80,R=0.18,即在相同摩擦距离下,随着载荷增加,磨损量呈缓慢的指数增加。根据涂层质量损失与载荷和摩擦距离的关系式,可以对三维超疏水涂层在不同载荷下的磨损寿命进行简单预测,作为耐磨涂层施工的工程参考。
图6为1Al2O3-1ZrO2/50PBA涂层表面的原始和在不同载荷下摩擦180 cm后的三维形貌。可见摩擦前涂层表面的高度差达到70.76 μm,粗糙度较大,摩擦后涂层表面的高度差明显降低。对于载荷为2.83 kPa和5.66 kPa的摩擦表面,两者的高度差接近,均在32 μm左右,而载荷为11.32 kPa摩擦后的表面,高度差下降到22.84 μm,说明载荷越大磨损后涂层磨损越平整,这与式(1)的描述基本一致。
![]() 图 6 1Al2O3-1ZrO2/50PBA涂层初始和在不同载荷下摩擦180 cm后的表面三维形貌Figure 6. 3D morphologies of original 1Al2O3-1ZrO2/50PBA coating and suffering 180 cm long friction under different loads
图 6 1Al2O3-1ZrO2/50PBA涂层初始和在不同载荷下摩擦180 cm后的表面三维形貌Figure 6. 3D morphologies of original 1Al2O3-1ZrO2/50PBA coating and suffering 180 cm long friction under different loads2.3 三维超疏水Al2O3-ZrO2/PBA涂层的环境稳定性
由2.2节可知1Al2O3-1ZrO2/50PBA涂层具备可自修复的超疏水特性,但超疏水涂层的环境稳定性是保证其长效服役的关键。为此,首先观察了1Al2O3-1ZrO2/50PBA涂层在不同温度下保温1 h后的表面接触角,结果如图7所示。在100~300℃整个温度区间内,涂层接触角均在150°以上,说明1Al2O3-1ZrO2/50PBA涂层具有良好的耐热性。这是由于PBA的热稳定性高(分解温度>300℃)[28],而Al2O3-ZrO2填料是陶瓷材料,熔点均在2 000℃以上。
![]() 图 7 1Al2O3-1ZrO2/50PBA涂层表面接触角随温度的变化Figure 7. Contact angle change of 1Al2O3-1ZrO2/50PBA coating versus temperature
图 7 1Al2O3-1ZrO2/50PBA涂层表面接触角随温度的变化Figure 7. Contact angle change of 1Al2O3-1ZrO2/50PBA coating versus temperature图8为PBA超疏水涂层的酸碱耐受性,随着液滴pH值从1~13的变化,液滴在涂层表面的接触角呈先增大后减小的趋势。在强酸条件下(pH=1),液滴接触角为144°;在中性条件下(pH=7),液滴接触角为154°;在强碱性条件下(pH=13),液滴接触角为141°。原因是Al2O3是一种典型的两性氧化物,在强酸和强碱性条件下,Al2O3纳米填料发生轻微溶解,尤其是纳米Al2O3颗粒,其比表面积大,更易被强酸溶液腐蚀,使涂层表面微气垫受损,宏观上表现出涂层疏水性降低。
![]() 图 8 1Al2O3-1ZrO2/50PBA涂层表面接触角随液滴pH值的变化Figure 8. Contact angle change of 1Al2O3-1ZrO2/50PBA coating versus pH value of droplet
图 8 1Al2O3-1ZrO2/50PBA涂层表面接触角随液滴pH值的变化Figure 8. Contact angle change of 1Al2O3-1ZrO2/50PBA coating versus pH value of droplet1Al2O3-1ZrO2/50PBA涂层的耐紫外辐射性能测试结果见图9,随着UV光照时间的延长,涂层表面的接触角不断降低,从初始的153°,到UV光照30 min后的142°,辐照1 h后接触角仍在140°以上,说明涂层具有一定的耐紫外能力。在60 min UV辐照结束后,将涂层放在320#砂纸上,于5.66 kPa载荷下摩擦移动10 cm,可以看到接触角又重新上升到151°表明该三维涂层具有较好的自修复能力。由于PBA在UV照射下会发生分子内氢键的断裂,生成分子间的苯醌结构,使表面能上升,导致涂层的表面接触角减小[29]。但UV光对涂层表面的微纳米结构破坏较小,在较短时间内依旧可以保持良好的疏水性能。涂层打磨后,表面损伤层被去除,裸露出新鲜涂层依旧可以保持超疏水性,从而实现了超疏水性的快速修复,这无疑会延长三维超疏水涂层的使用寿命。
![]() 图 9 1Al2O3-1ZrO2/50PBA涂层表面接触角随UV辐照时间的变化及自修复展示Figure 9. Contact angle change of 1Al2O3-1ZrO2/50PBA coating versus UV irradiation time and friction healing
图 9 1Al2O3-1ZrO2/50PBA涂层表面接触角随UV辐照时间的变化及自修复展示Figure 9. Contact angle change of 1Al2O3-1ZrO2/50PBA coating versus UV irradiation time and friction healing2.4 三维超疏水Al2O3-ZrO2/PBA涂层的耐蚀性能
作为防腐蚀涂层,1Al2O3-1ZrO2/50PBA的抗蚀性十分重要。图10为表面有超疏水涂层的碳钢电极在3.5% NaCl溶液中的极化曲线和电化学阻抗谱(EIS),其中图10(a)中的极化曲线采用Tafel拟合。计算表明:裸碳钢电极的自腐蚀电位Ecorr为−0.624 V,腐蚀电流Icorr为80.54 µA·cm−2;表面喷涂层后其Ecorr升至−0.385 V,Icorr降至0.398 µA·cm−2。可见涂层电极的自腐蚀电位显著正移,且腐蚀电流密度下降200倍左右,说明涂层能为碳钢基体提供良好保护。图10(b)为不同盐雾时间后涂层的EIS,其中EIS中的低频阻抗|Z|0.01 Hz可用于评价涂层的屏蔽能力[30]。盐雾试验前,裸钢基体在盐溶液中的|Z|0.01 Hz为134 Ω·cm2,而涂层的|Z|0.01 Hz为1.18×106 Ω·cm2,表明涂层将碳钢的耐蚀性提升了4个数量级。
![]() 图 10 裸钢和1Al2O3-1ZrO2/50PBA涂层电极在3.5wt% NaCl 溶液中的极化曲线和电化学阻抗(不同盐雾时间)Figure 10. Polarization curves of bare and 1Al2O3-1ZrO2/50PBA coated steel electrodes and EIS of coated electrode (enduring salt praying test) in 3.5wt% NaCl solution after salt spray testsEcorr—Corrosion potential; Icorr—Corrosion current
图 10 裸钢和1Al2O3-1ZrO2/50PBA涂层电极在3.5wt% NaCl 溶液中的极化曲线和电化学阻抗(不同盐雾时间)Figure 10. Polarization curves of bare and 1Al2O3-1ZrO2/50PBA coated steel electrodes and EIS of coated electrode (enduring salt praying test) in 3.5wt% NaCl solution after salt spray testsEcorr—Corrosion potential; Icorr—Corrosion current经过72 h盐雾试验后,涂层的|Z|0.01 Hz降至6.47×104 Ω·cm2。盐雾试验前,三维超疏水涂层表面完整,微结构中储存的空气垫可有效抑制H2O、Cl−、O2等腐蚀介质渗入,因而表现出良好耐蚀性[31]。盐雾72 h后,盐水逐步取代微纳结构中的空气层,降低了涂层耐蚀性。此外,1Al2O3-1ZrO2/50PBA涂层中的填料质量比达到50%,填料难以被树脂完全包裹[32],易形成孔洞缺陷,如图10(b)中涂层试样宏观形貌所示。正是通过这些缺陷,腐蚀介质可突破空气垫和超疏水涂层本体到达碳钢基体,而基体的腐蚀进一步弱化了涂层与基体的结合力。如图11所示,72 h盐雾试验使涂层附着力从3.93 MPa下降到3.28 MPa,这就限制了超疏水涂层的耐蚀性提升。可见三维超疏水涂层尽管具有很好的超疏水自修复能力和一定的防腐蚀效果,但由于在强腐蚀性介质中空气垫不稳定,抗蚀能力不够,后续还需进一步优化涂层的填料组成,或通过梯度层设计,采用高耐蚀性底漆+超疏水自修复面漆协同来提高其耐蚀性和超疏水性。
![]() 图 11 盐雾试验前后1Al2O3-1ZrO2/50PBA超疏水涂层的附着力Figure 11. Bonding strength of 1Al2O3-1ZrO2/50PBA coating on mild steel before and after salt spray test
图 11 盐雾试验前后1Al2O3-1ZrO2/50PBA超疏水涂层的附着力Figure 11. Bonding strength of 1Al2O3-1ZrO2/50PBA coating on mild steel before and after salt spray test3. 结论
(1) 通过优化Al2O3-ZrO2微纳米填料在聚苯并噁嗪(PBA)树脂中的质量比及两者的配比,尤其当Al2O3∶ZrO2∶PBA质量比为1∶1∶2时,制得了一种三维超疏水耐磨涂层1Al2O3-1ZrO2/50PBA,其水接触角达到154°,并具有良好的超疏水自修复能力。1Al2O3-1ZrO2/50BA涂层在100~300℃温度区间内均表现出超疏水性,在pH值=1~13范围内,涂层表面接触角均在140°以上,表现出良好的化学稳定性;在UV光照60 min后,尽管接触角初期有所下降,但一直维持为142°,表明该涂层具有良好的环境稳定性。
(2) 1Al2O3-1ZrO2/50PBA三维超疏水涂层具有较好的抗磨性,即使由于环境降解导致疏水性下降,但通过服役过程中的主动或被动磨损,该涂层可以快速修复表面的微纳米结构,恢复超疏水性。与裸碳钢电极相比,1Al2O3-1ZrO2/50PBA涂层保护的碳钢电极自腐蚀电流下降两个数量级,屏蔽性能提高4个数量级,表明该涂层对碳钢有一定的防腐效果。但由于在强腐蚀性介质中空气垫不稳定,其耐蚀性还需进一步通过优化涂层填料组成来改善,或采用高耐蚀性底漆+超疏水自修复面漆协同来提高其耐蚀性和超疏水性。
-
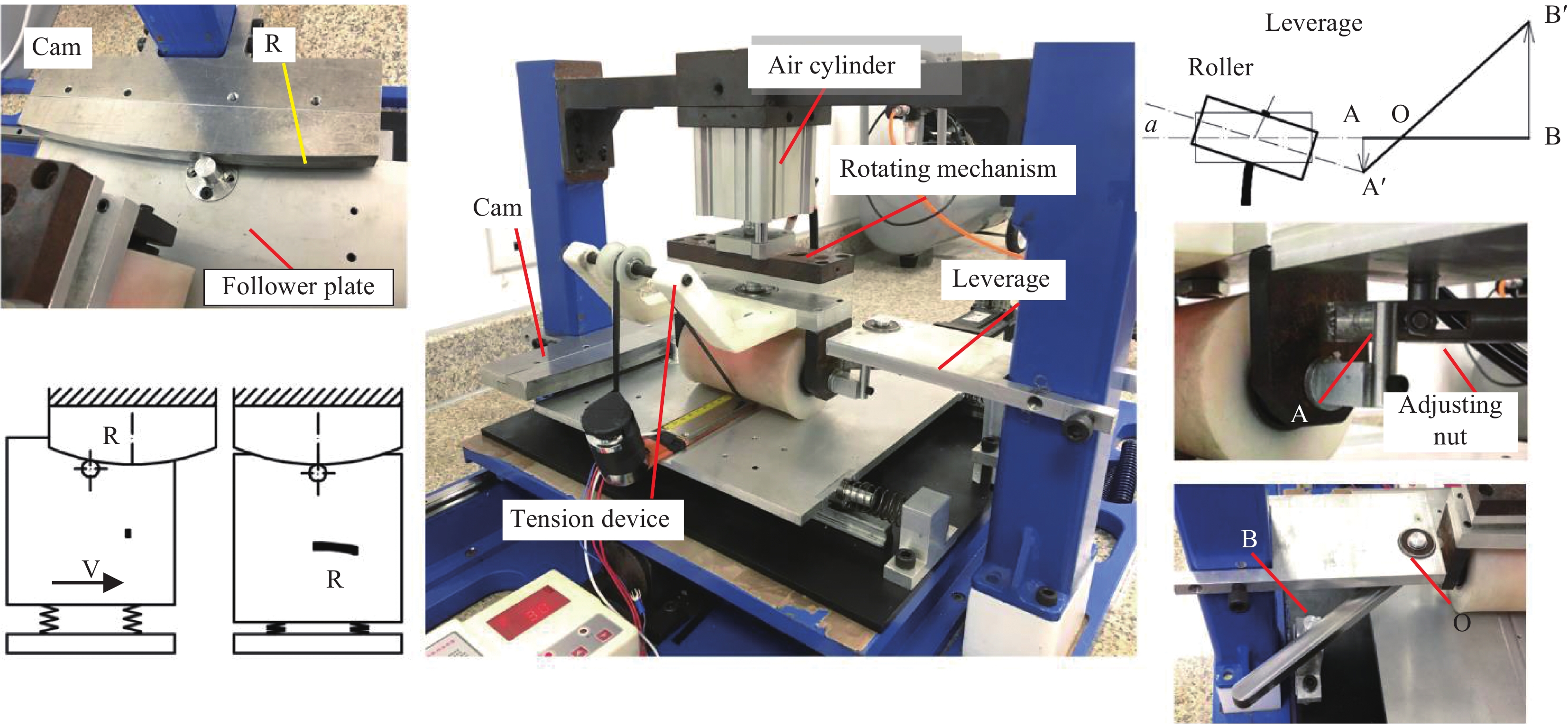
![]()
图 1 曲线铺贴台及工作原理示意图
Figure 1. Curve placement table and schematic diagrams of operating principle
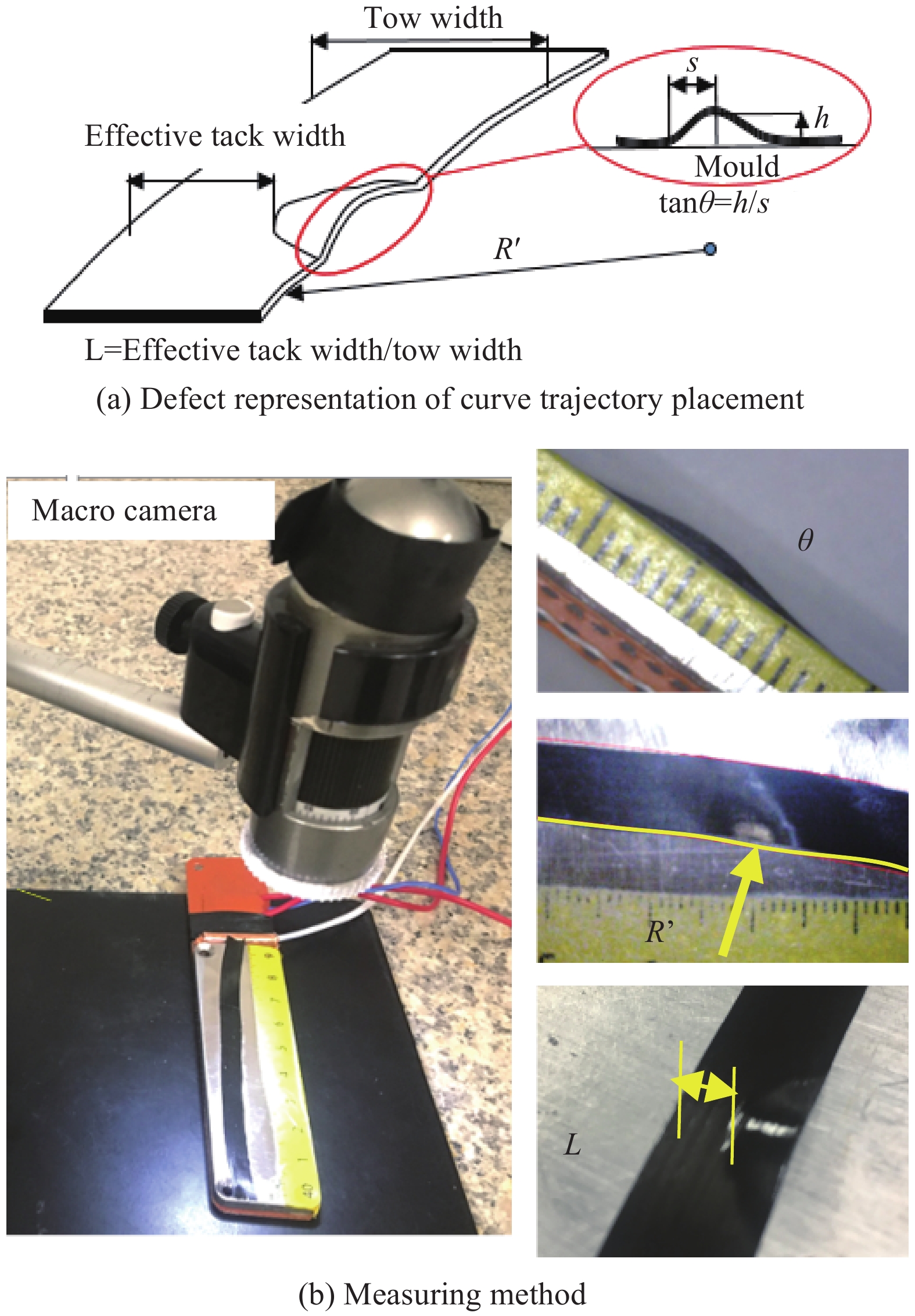
![]()
图 2 曲线铺贴表征量测量示意图
Figure 2. Schematic diagrams of the measurement of characteristic quantity of curve placement
![]()
图 3 曲线铺贴表征量测量示意图
Figure 3. Schematic diagrams of the measurement of characteristic quantity of curve placement
![]()
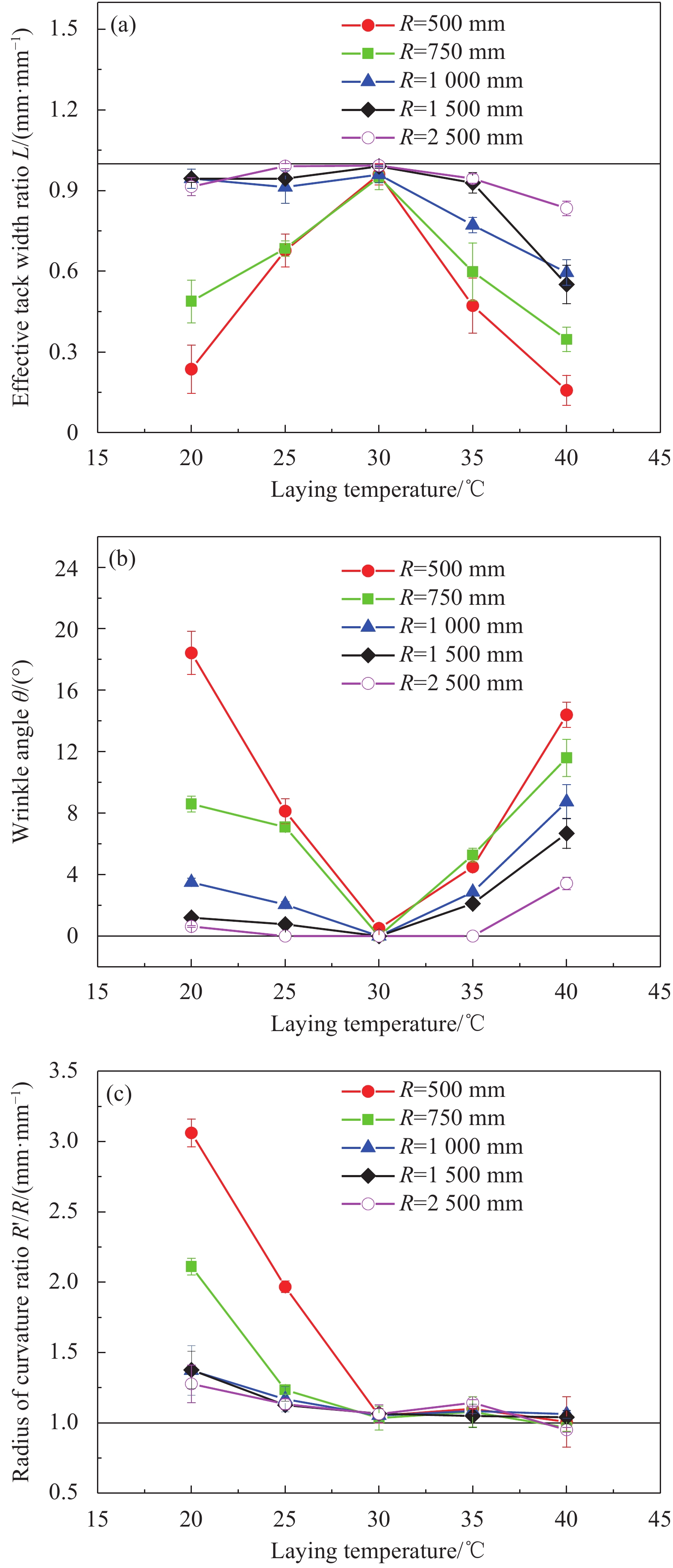
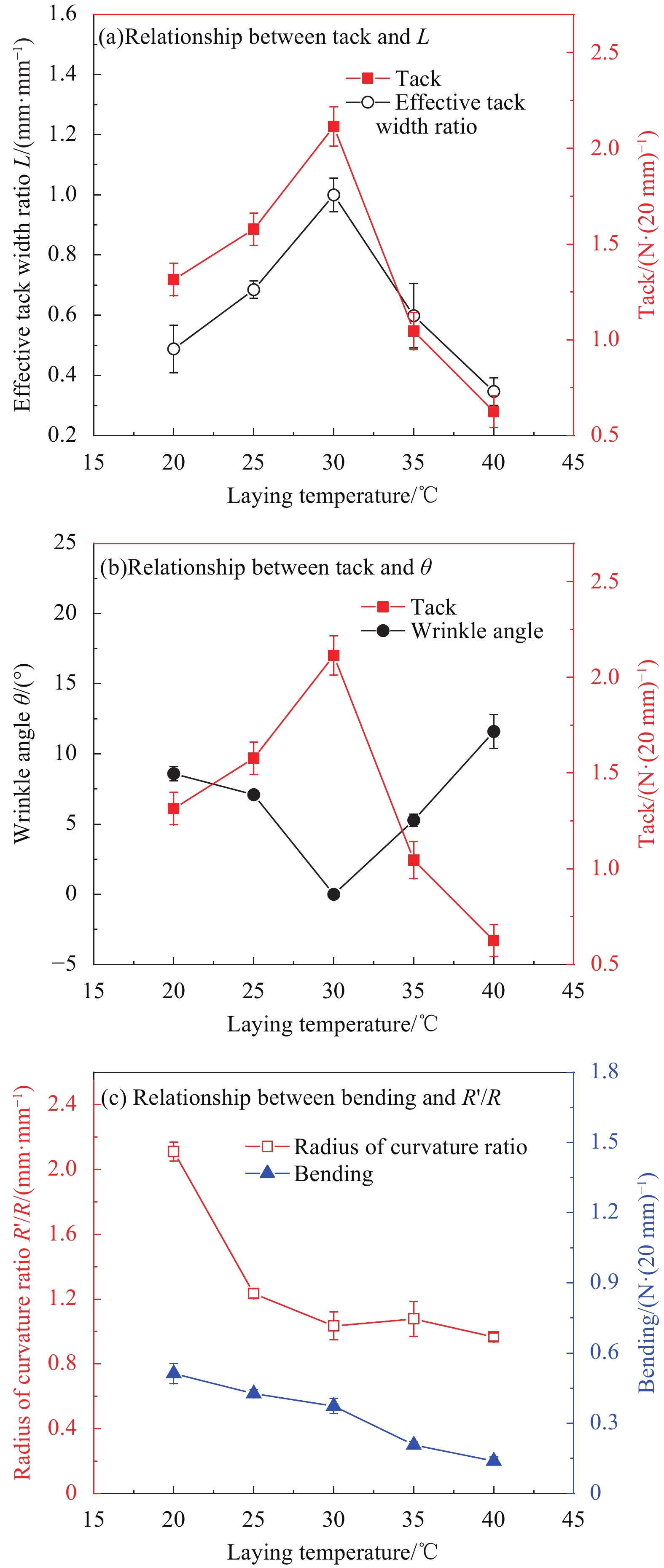
图 5 不同铺放温度下T700/7901预浸料有效贴合长度比 (a)、褶皱角度 (b) 与曲率半径比 (c) 测量曲线
Figure 5. Effective tack width ratio (a), wrinkle angle (b) and radius of curvature ration (c) measurement curves of T700/7901 prepreg tow at different curve trajectory placement temperatures
![]()
图 7 不同铺放温度下T700/7901预浸丝束有效贴合长度比、褶皱角度、曲率半径比与黏结力、弯曲力的关系
Figure 7. Relationship between effective tack width ratio, wrinkle angle, radius of curvature ratio and tack and bending of T700/7901 prepregtow at different laying temperatures
![]()
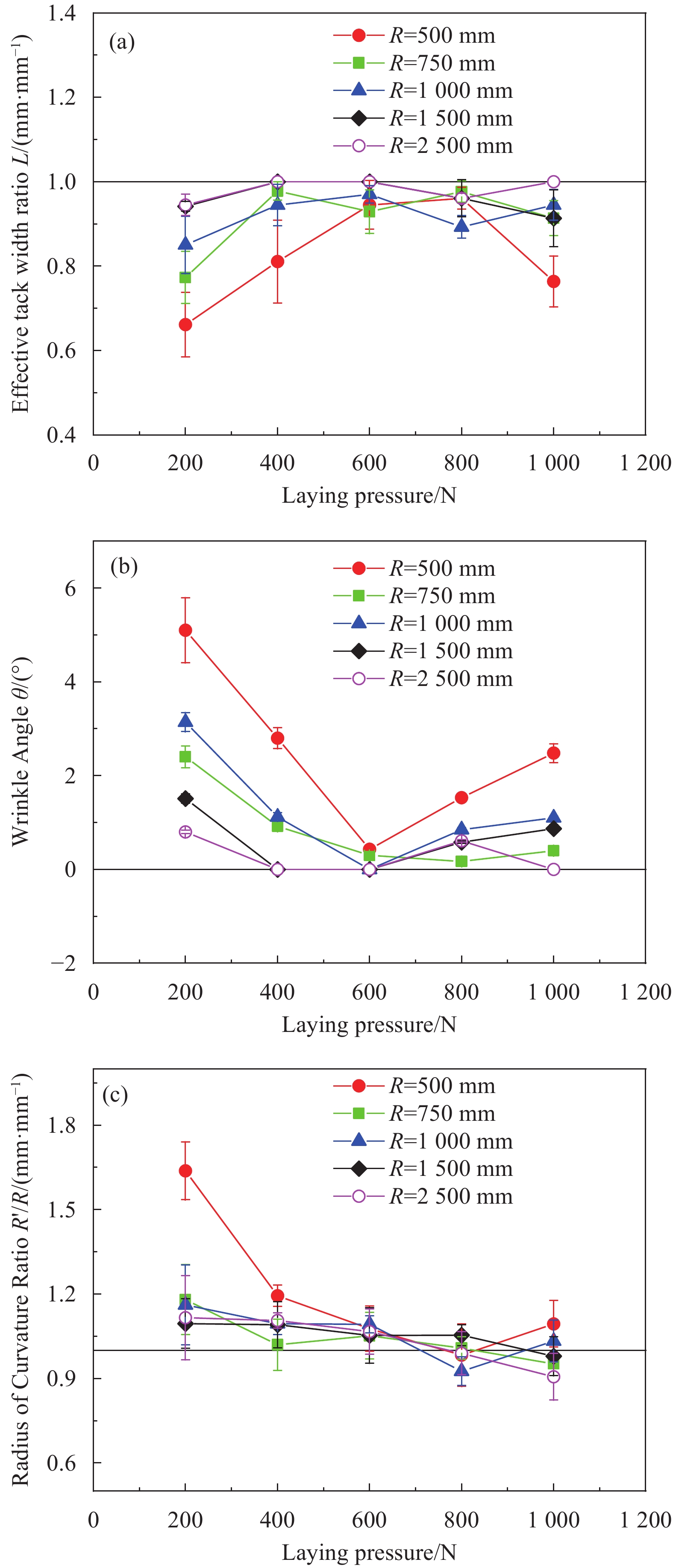
图 8 不同铺放压力下有效贴合长度比L (a)、褶皱角度θ (b) 与曲率半径比R'/R (c) 测量曲线
Figure 8. Effective tack width ratio (a), wrinkle angl (b) and radius of curvature ration (c) measurement curves at different curve trajectory placement pressures
![]()
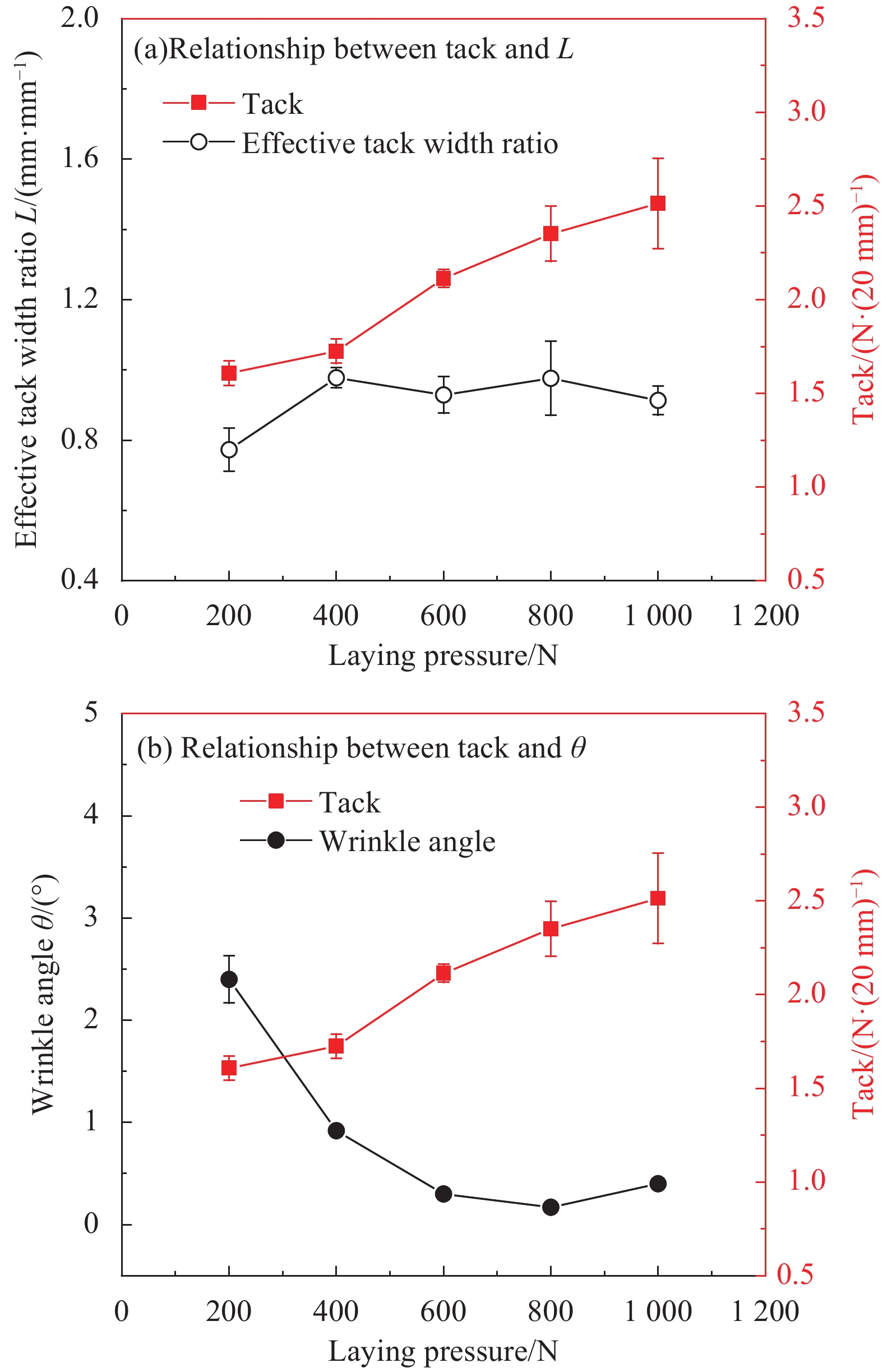
图 9 不同铺放压力下T700/7901预浸丝束有效贴合长度比、褶皱角度与黏结力关系
Figure 9. Relationship between effective tack width ratio,wrinkle angle and tack of T700/7901 prepreg tow at different laying pressures
![]()
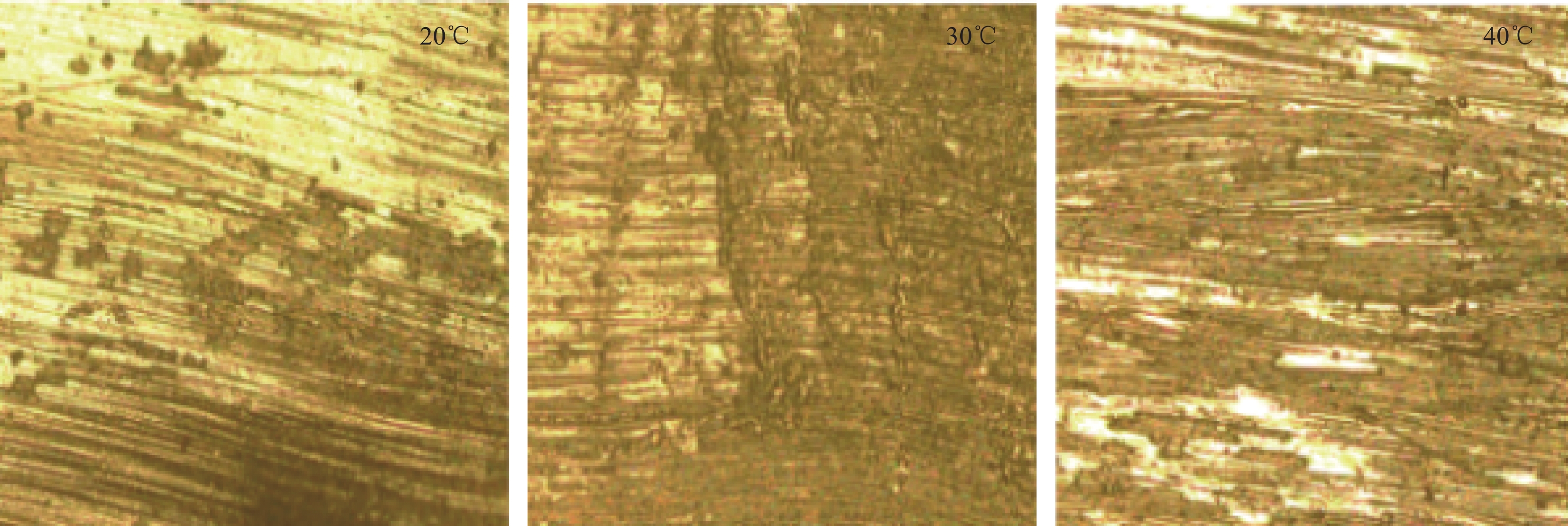
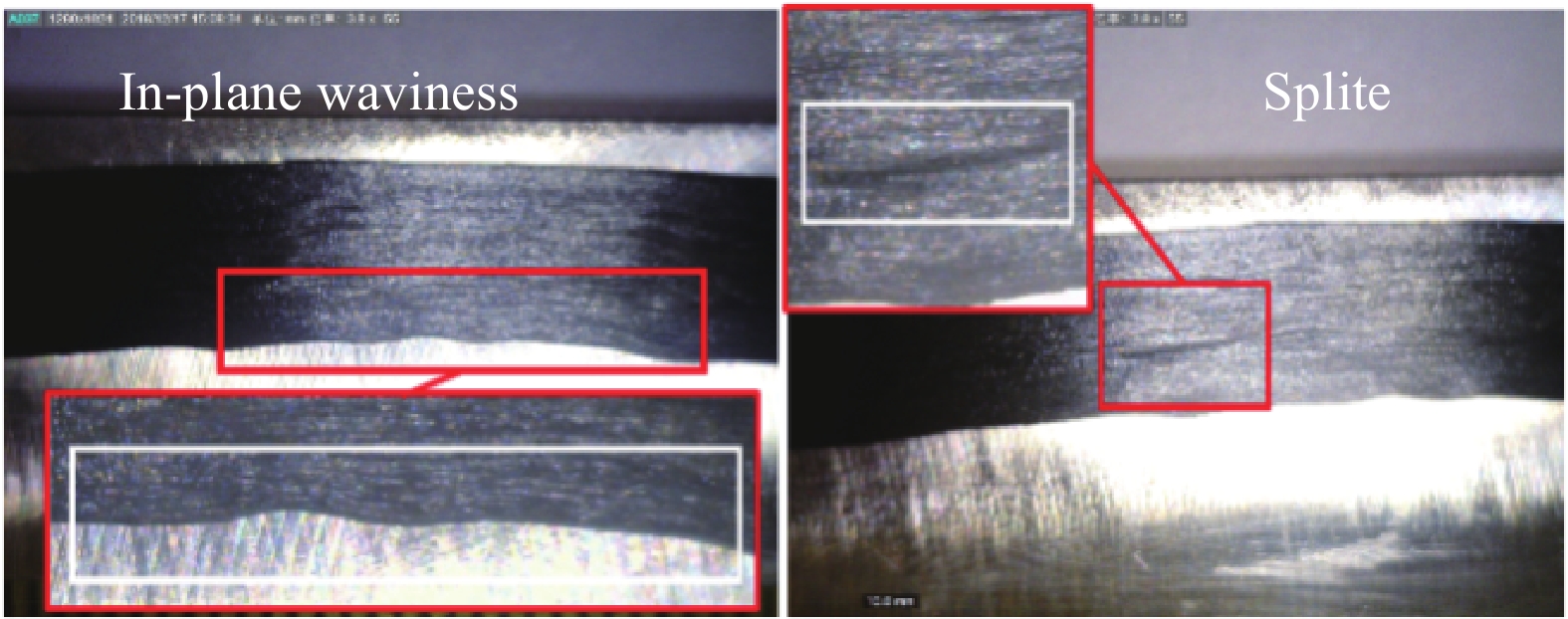
图 10 过大铺放压力下的T700/7901预浸料缺陷
Figure 10. Defects of T700/7901 prepreg under excessive laying pressure
![]()
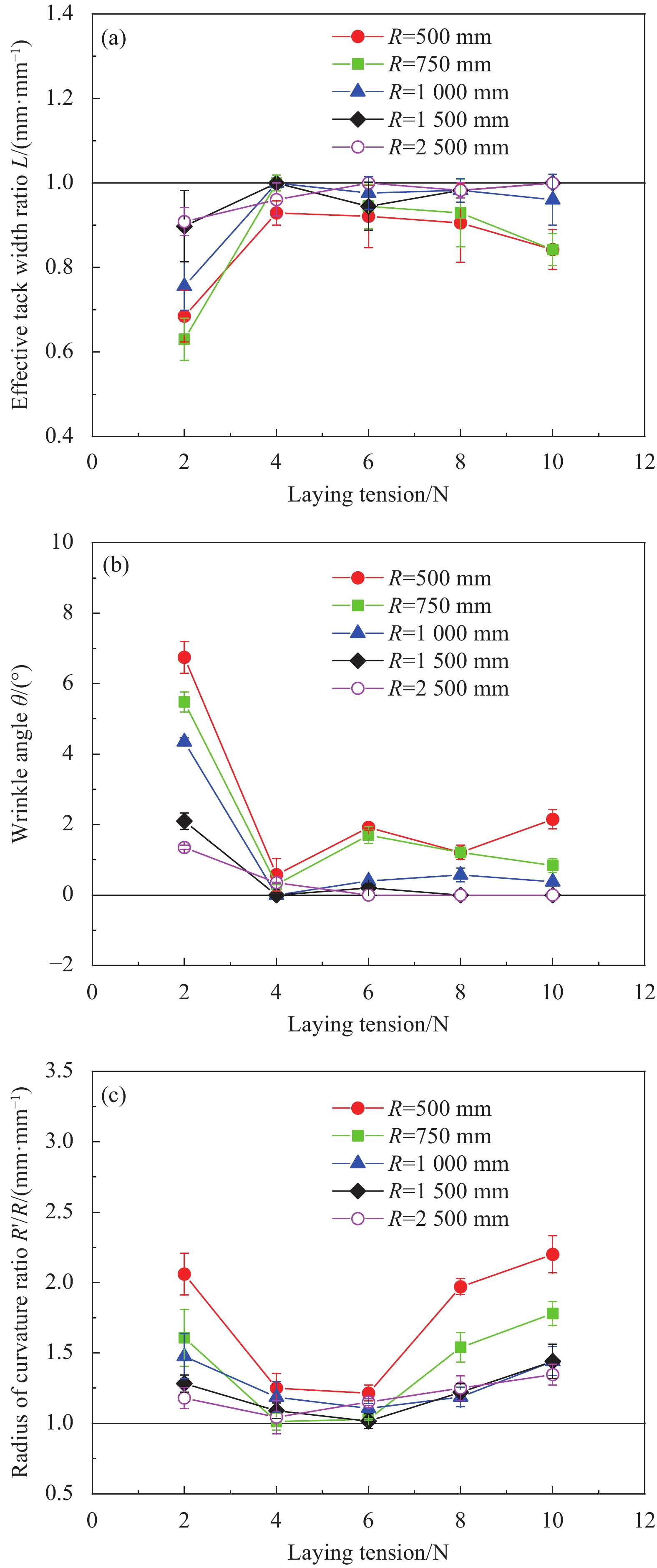
图 11 不同铺放张力下有效贴合长度比 (a)、褶皱角度 (b) 与曲率半径比 (c) 测量曲线
Figure 11. Effective tack width ratio (a), wrinkle angle (b) and radius of curvature ration (c) measurement curves at different curve trajectory placement tensions
![]()
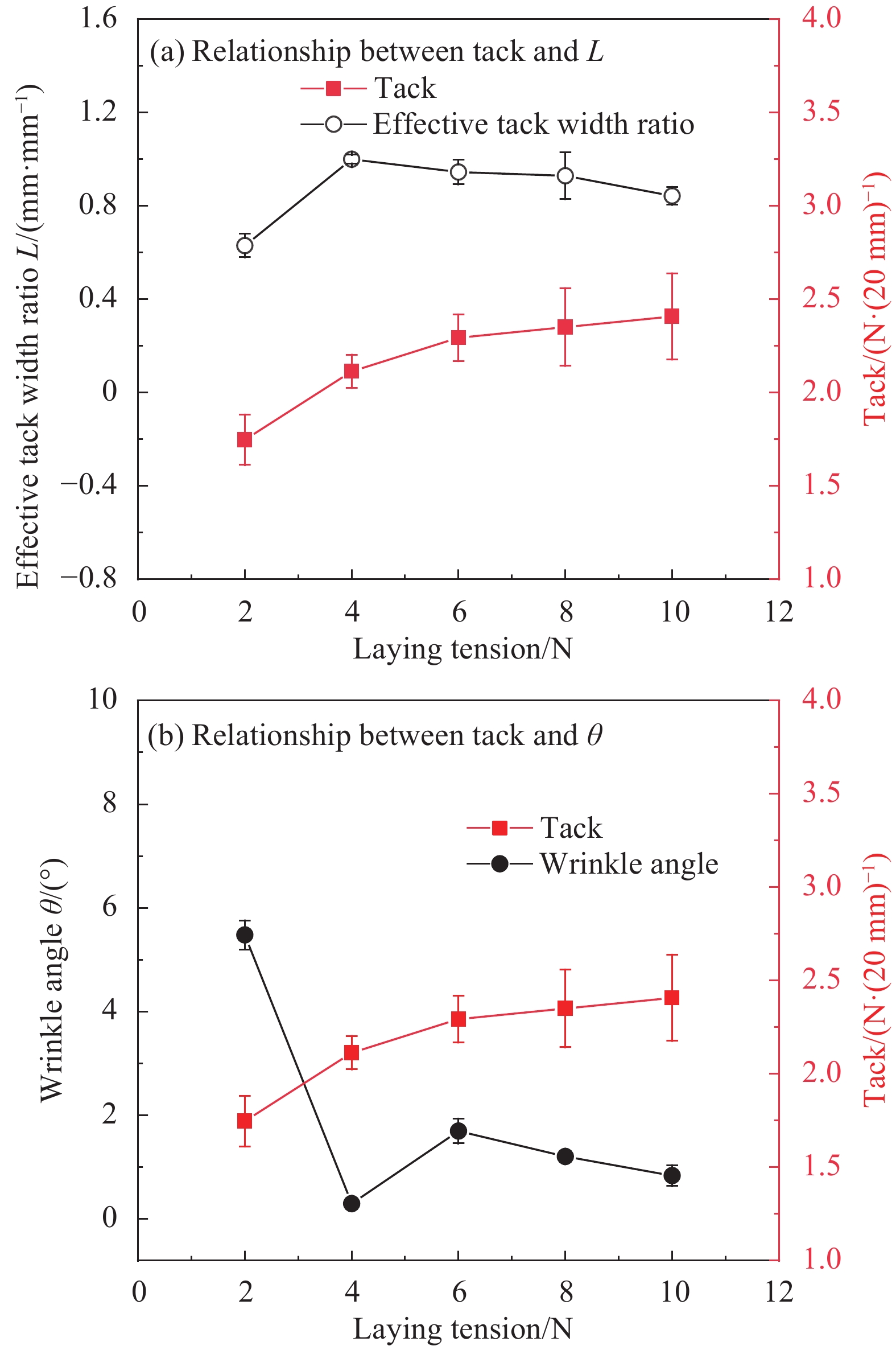
图 12 不同铺放张力下T700/7901预浸丝束有效贴合长度比、褶皱角度与黏结力关系
Figure 12. Relationship between effective tack width ratio, wrinkle angle and tack of T700/7901 prepreg tow at different laying tensions
![]()
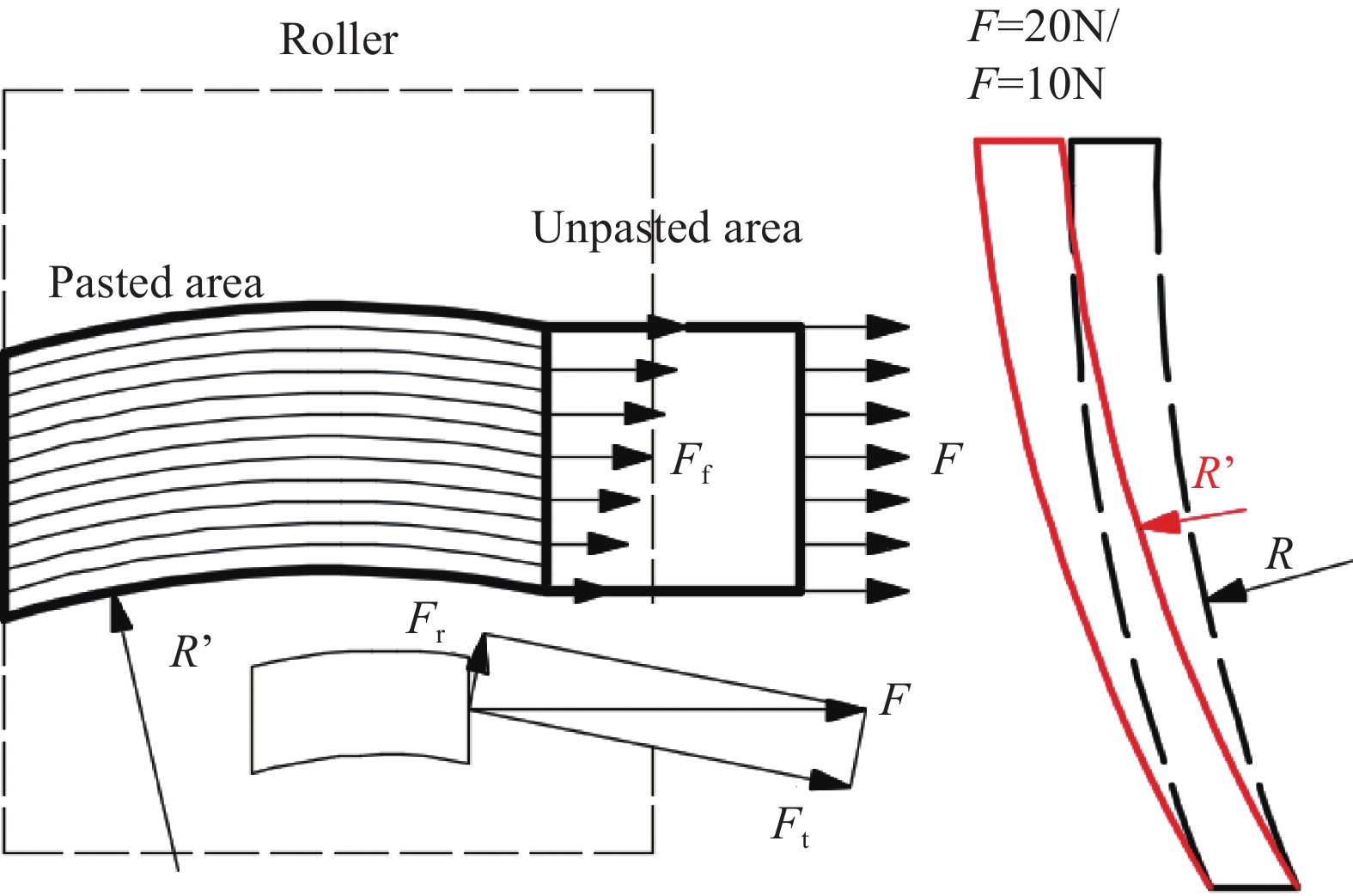
图 13 T700/7901预浸料曲线铺贴受力示意图
Figure 13. Schematic diagram of forces on the curve placement of T700/7901 prepreg
F—Laying tension; Ff—Frictional force; Fr—Radial component force of F; Ft—Tangential component force of F; R—Theoretical laying radius; R’—Actual laying radius.
![]()
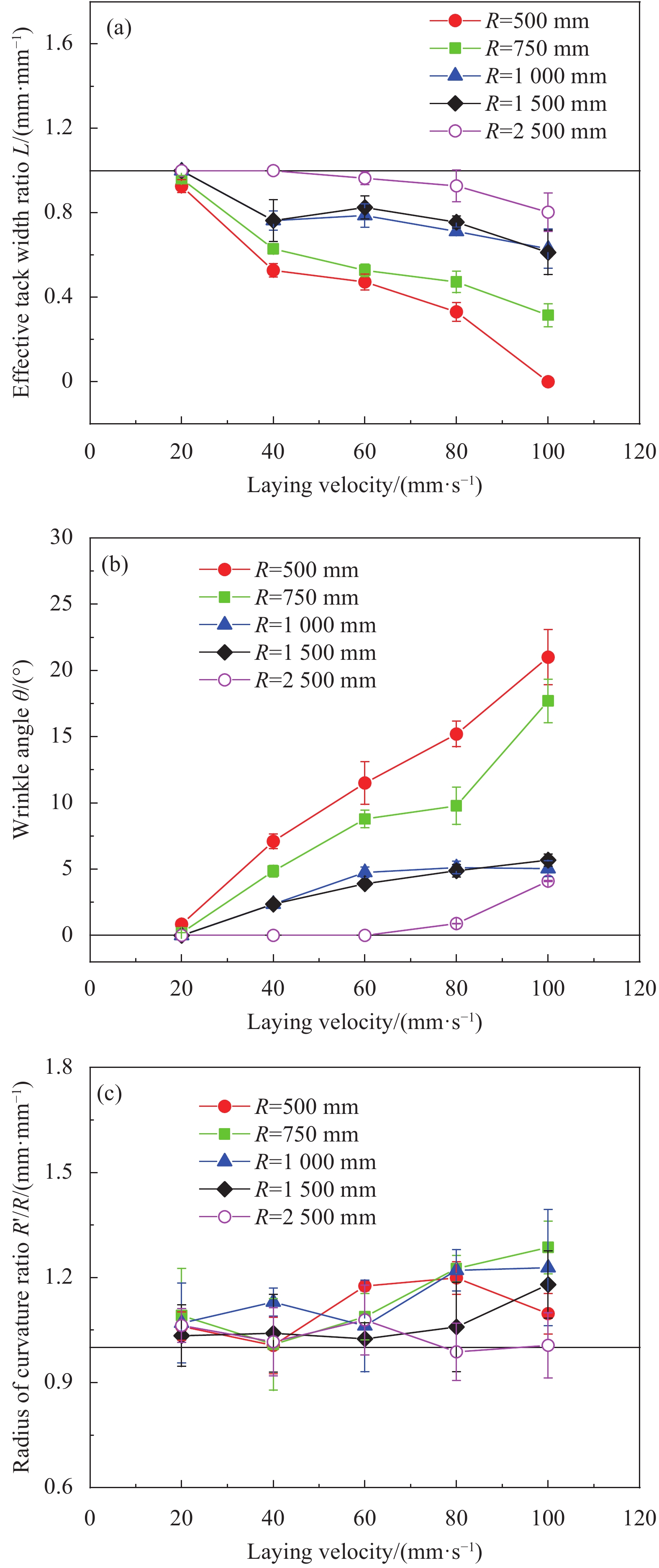
图 14 不同铺放速率下有效贴合长度比 (a)、褶皱角度 (b) 与曲率半径比 (c) 测量曲线
Figure 14. Effective tack width ratio (a), wrinkle angle (b) and radius of curva ture ration (c) measurement curves at different curve trajectory placement velocities
![]()
图 15 不同铺放速率下T700/7901预浸丝束有效贴合长度比、褶皱角度与黏结力关系
Figure 15. Relationship between effective tack width ratio,wrinkle angle and tack of T700/7901 prepreg tow at different laying velocities
表 1 不同曲率半径下铺放台尺寸设计
Table 1 Size design of placement table under different curve radius
Laying radius/mm 500 750 1 000 1 500 2 000 2 500 LOA/LOB 0.24 0.16 0.12 0.08 0.06 0.048 a/rad 0.190 0.130 0.100 0.067 0.049 0.040 Notes: LOA—Length of OA; LOB—Length of OB; a—Rotation arc of the roller.  下载: 导出CSV
下载: 导出CSV
表 2 预浸料曲线铺贴工艺参数区间
Table 2 Interval of process parameters for prepreg curve placement
Group T/℃ P/N V/(mm·s−1) F/N Temperature group 20-40 600 20 4 Pressure group 30 200-1 000 20 4 Velocity group 30 600 20-100 4 Tension group 30 600 20 2-10 Orthogonal test group 20-35 200-800 20-80 2-8 Notes: T—Laying temperature; P—Laying pressure; V—Laying velocity; F—Laying tension.
下载: 导出CSV
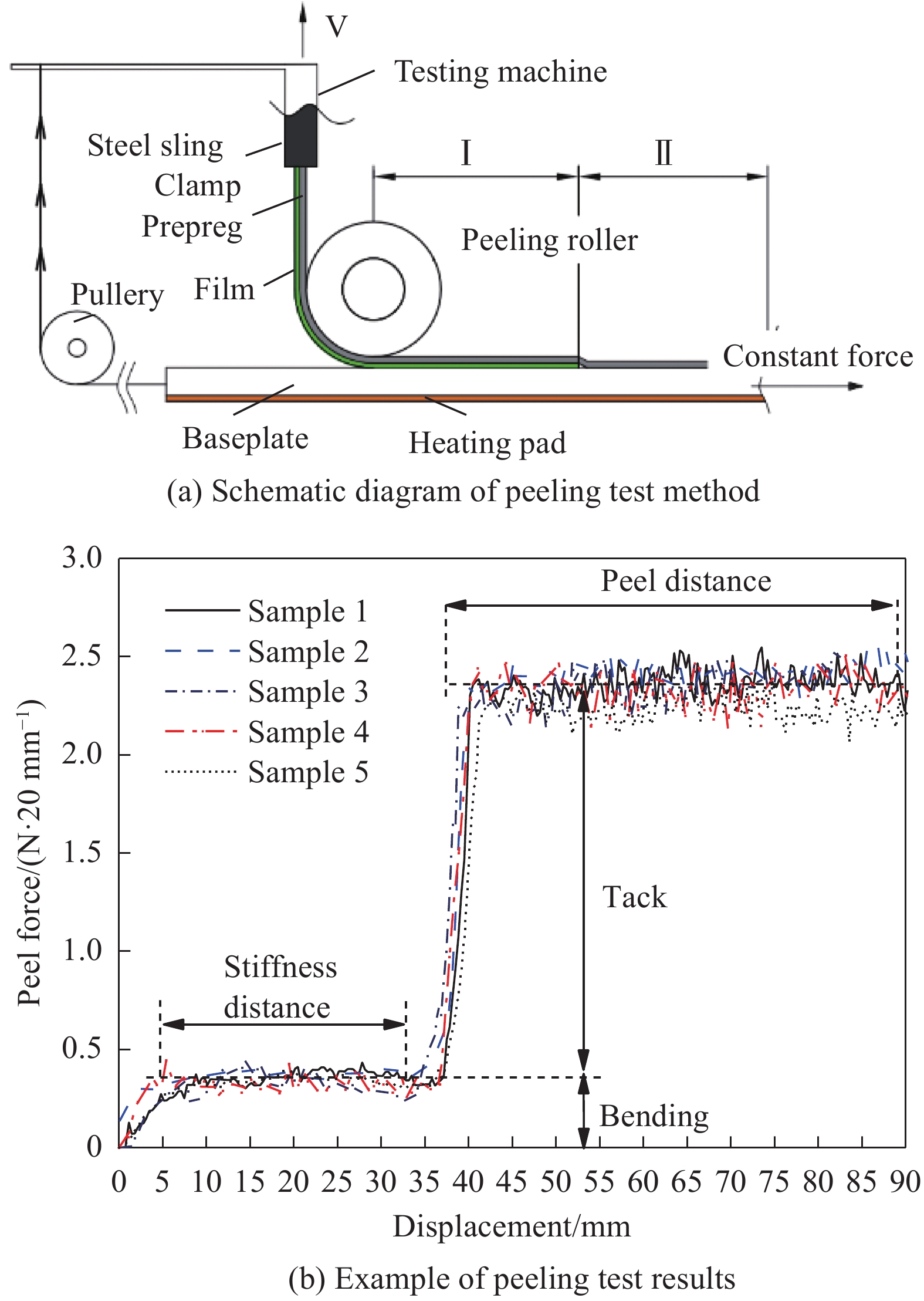
表 3 铺放温度对T700/7901预浸料黏结力及弯曲力的影响
Table 3 Influence of laying temperature on the tack and bending of T700/7901 prepreg
Laying temperature/℃ 20 25 30 35 40 Tack/(N·(20 mm)−1) 1.315 1.578 2.114 1.045 0.625 Tack CV/% 6.48 5.38 4.85 9.29 13.40 Bending/(N·(20 mm)−1) 0.513 0.427 0.374 0.208 0.139 Bending CV/% 8.42 4.41 9.80 8.31 12.20 Note: CV—Coefficient of variation.
下载: 导出CSV
表 4 铺放压力对T700/7901预浸料黏结力及弯曲力的影响
Table 4 Influence of laying pressure on the tack and bending force of T700/7901 prepreg
Laying pressure/N 200 400 600 800 1 000 Tack/(N·(20 mm)−1) 1.608 1.725 2.114 2.352 2.514 Tack CV/% 6.48 3.74 4.85 6.52 9.59 Bending/(N·(20 mm)−1) 0.384 0.410 0.374 0.365 0.395 Bending CV/% 5.52 3.58 9.80 6.55 7.11
下载: 导出CSV
表 5 铺放张力对T700/7901预浸料黏结力及弯曲刚度的影响
Table 5 Influence of laying tension on the tack and bending of T700/7901 prepreg
Laying tension/N 2 4 6 8 10 Tack /(N·(20 mm)−1) 1.747 2.114 2.294 2.351 2.408 Tack CV/% 7.72 4.85 5.44 8.85 9.58 Bending/(N·(20 mm)−1) 0.380 0.374 0.395 0.368 0.385 Bending CV/% 4.53 9.80 3.48 7.56 5.16
下载: 导出CSV
表 6 铺放速率对T700/7901预浸料黏结力及弯曲刚度的影响
Table 6 Influence of laying velocity on the tack and bending stiffness of T700/7901 prepreg
Laying velocity/(mm·s−1) 20 40 60 80 100 Tack/(N·(20 mm)−1) 2.114 1.682 1.435 1.287 1.098 Tack CV/% 4.85 3.57 4.84 5.52 7.94 Bending/(N·(20 mm)−1) 0.374 0.385 0.368 0.378 0.395 Bending CV/% 9.80 3.52 3.44 6.53 8.19
下载: 导出CSV
表 7 曲线铺贴正交试验结果
Table 7 Orthogonal test results of curve trajectory placement
Group T/℃ P/N V/(mm·s−1) F/N L θ R’/R 1 20 200 20 2 0.31 9.46 2.91 2 20 400 40 4 0.24 10.59 2.23 3 20 600 60 6 0 12.85 2.58 4 20 800 80 8 0 11.31 3.24 5 25 200 40 6 0.53 9.53 1.33 6 25 400 20 8 0.78 3.71 1.64 7 25 600 80 2 0.31 14.73 1.88 8 25 800 60 4 0.43 10.35 1.15 9 30 200 60 8 0.75 8.54 1.53 10 30 400 80 6 0.42 10.9 1.12 11 30 600 20 4 1 0 1.04 12 30 800 40 2 0.84 4.21 1.20 13 35 200 80 4 0.25 10.84 1.02 14 35 400 60 2 0.61 9.04 1.52 15 35 600 40 8 0.71 5.34 1.67 16 35 800 20 6 0.98 2.38 1.08
下载: 导出CSV
表 8 曲线铺贴正交试验结果分析
Table 8 Analysis of curve trajectory placement orthogonal test results
Attribute Statistics T/℃ P/N V/(mm·s−1) F/N L s2 0.27 0.04 0.23 0.038 θ 2.37 1.04 3.52 0.98 R’/R 0.71 0.03 0.08 0.31 L Significance level T>V>P>F θ V>T>P>F R’/R T>F>V>P Note:s2—Statistical variance.
下载: 导出CSV
-
[1] 马立敏, 张嘉振, 岳广全, 等. 复合材料在新一代大型民用飞机中的应用[J]. 复合材料学报, 2015, 32(2):317-322. MA L M, ZHANG J Z, YUE G Q, et al. Application of compo-sites in new generation of large civil aircraft[J]. Acta Materiae Compositae Sinica,2015,32(2):317-322(in Chinese).
[2] 肖军, 李勇, 李建龙. 自动铺放技术在大型飞机复合材料结构件制造中的应用[J]. 航空制造技术, 2008(1):50-53. DOI: 10.3969/j.issn.1671-833X.2008.01.009 XIAO J, LI Y, LI J L. Automated placement technology application on large airplane composite component manufacture[J]. Aeronautical Manufacturing Technology,2008(1):50-53(in Chinese). DOI: 10.3969/j.issn.1671-833X.2008.01.009
[3] KROLEWSKI S, GUTOWSKI T. Effect of the automation of advanced composite fabrication process on part cost[J]. Cell Biochemistry & Function,1986,25(5):591-596.
[4] HYER M W, CHARETTE R F. Use of curvilinear fiber format in composite structure design[J]. AIAA Journal,1991,29(6):1011-1015. DOI: 10.2514/3.10697
[5] LOPES C S, GǛRDAL Z, CAMANHO P P. Variable-stiffness composite panels: Buckling and first-ply failure improvements over straight-fibre laminates[J]. Computers and Structures,2008,86:897-907. DOI: 10.1016/j.compstruc.2007.04.016
[6] GǛRDAL Z, OLMEDO R. In-plane response of laminates with spatially varying fiber orientations-Variable stiffness concept[J], AIAA Journal, 1993, 31(4): 751-758.
[7] 卫宇璇, 张明, 刘佳, 等. 基于自动铺放技术的高精度变刚度复合材料层合板屈曲性能[J]. 复合材料学报, 2020, 37(11):2807-2815. WEI Y X, ZHANG M, LIU J, et al. Buckling performance of high-precision variable stiffness composites laminate based on automatic placement technology[J]. Acta Materiae Compositae Sinica,2020,37(11):2807-2815(in Chinese).
[8] RIBEIRO P. Non-linear modes of vibration of thin cylindrical shells in composite laminates with curvilinear fibres[J]. Composite Structures,2015,122:184-197. DOI: 10.1016/j.compstruct.2014.11.019
[9] 李俊斐, 王显峰, 肖军. 开孔曲面自动铺放轨迹规划算法研究[J]. 航空学报, 2013, 34(7):1716-1723. LI J F, WANG X F, XIAO J. Research on trajectory planning method of automated tape laying and automated fiber placement for surface with holes[J]. Acta Aeronautica et Astronautica Sinica,2013,34(7):1716-1723(in Chinese).
[10] 朱伟东, 张笑, 齐德胜, 等. 变刚度复合材料开孔板拉伸行为数值模拟及试验验证[J]. 复合材料学报, 2018, 35(3):599-606. ZHU W D, ZHANG X, QI D S, et al. Numerical simulation and experiment validation of variable stiffness composite laminates with open holes under unidirectional tension[J]. Acta Materiae Composite Sinica,2018,35(3):599-606(in Chinese).
[11] LOPES C S, GURDAL Z, CAMANHO P P. Tailoring for strength of composite steered-fibre panels with cutouts[J]. Composites: Part A,2010,41:1760-1767. DOI: 10.1016/j.compositesa.2010.08.011
[12] BAKHSHI N, HOJJATI M. An experimental and simulative study on the defects appeared during tow steering in automated fiber placement[J]. Composites: Part A,2018,113:122-131. DOI: 10.1016/j.compositesa.2018.07.031
[13] OROMIEHIE E, PRUSTY B G, COMPSTON P. Automated fibre placement based composite structures: Review on the defects, impacts and inspections techniques[J]. Compo-sites Structures,2019,224:1-14.
[14] SHAMS S S, ELHAJJAR R F. Investigation into the effects of fiber waviness in standard notched composite specimens[J]. CEAS Aeronautical Journal,2015,6(4):541-555. DOI: 10.1007/s13272-015-0161-4
[15] KASHTALYAN M. Application of the boundary shape perturbation method to stress analysis of laminated compo-sites with ply waviness[J]. Composites Part A: Applied Science and Manufacturing,2005,36:137-143. DOI: 10.1016/S1359-835X(04)00154-X
[16] MUKHOPADHYAY S, JONES M I, HALLETT S R. Compressive failure of laminates containing an embedded wrinkle: Experimental and numerical study[J]. Composites Part A: Applied Science and Manufacturing,2015,73:132-142.
[17] LUKASZEWICZ D H, WARDC, POTTER K D. The engineering aspects of automated prepreg layup: History, present and future[J]. Composites Part B: Engineering,2012,43(3):997-1009. DOI: 10.1016/j.compositesb.2011.12.003
[18] RAJAN S, SUTTON M A, WEHBE R, et al. Experimental investigation of prepreg slit tape wrinkling during automated fiber placement process using stereoDIC[J]. Composites Part B: Engineering,2019,160:546-557. DOI: 10.1016/j.compositesb.2018.12.017
[19] 黄新杰, 肖军, 赵聪, 等. 工艺参数对平面曲线铺放过程丝束铺放效果的影响[J]. 玻璃纤维, 2016, 1:13-18. DOI: 10.3969/j.issn.1005-6262.2016.02.004 HUANG X J, XIAO J, ZHAO C, et al. The influence of process parameters on result of towpreg during the curve trajectory placement on the plane[J]. Fiber glass,2016,1:13-18(in Chinese). DOI: 10.3969/j.issn.1005-6262.2016.02.004
[20] BUDELMANN D, DETAMPEL H, SCHMIDT C, et al. Interaction of process parameters and material properties with regard to prepreg tack in automated lay-up and draping processes[J]. Composites Part A: Applied Science and Manufacturing,2019,117:308-316. DOI: 10.1016/j.compositesa.2018.12.001
[21] CROSSLEY R J, SCHUBEL P J, WARRIOR N A. The experimental determination of prepreg tack and dynamic stiffness[J]. Composites Part A: Applied Science and Manufacturing,2012,43(3):423-434. DOI: 10.1016/j.compositesa.2011.10.014
[22] 陆楠楠, 肖军, 齐俊伟, 等. 面向自动铺放的预浸料动态黏性实验[J]. 航空学报, 2014, 35(1):317-322. LU N N, XIAO J, QI J W, et al. Experimental research on prepreg dynamic tack based on automated placement process[J]. Acta Aeronautica et Astronautica Sinica,2014,35(1):317-322(in Chinese).
[23] 方宜武, 王显峰, 顾善群, 等. 自动铺丝过程中预浸料的侧向弯曲[J]. 材料工程, 2015, 43(4):47-52. DOI: 10.11868/j.issn.1001-4381.2015.04.009 FANG Y W, WANG X F, GU S Q, et al. Lateral bending of prepreg during automated fiber placement[J]. Journal of Materials Engineering,2015,43(4):47-52(in Chinese). DOI: 10.11868/j.issn.1001-4381.2015.04.009
[24] 谢林杉, 陈浩然, 王浩宇. 面向复杂回转体T700级碳纤维/双马树脂材料铺放适应性[J]. 航空学报, 2020, 41(4):423279. XIE L S, CHEN H R, WANG H Y. Placement suitability of T700 carbon fiber/bismaleimide resin prepreg for complex rotary bodies in AFP[J]. Acta Aeronautica et Astronautica Sinica,2020,41(4):423279(in Chinese).
[25] 张洋, 钟翔屿, 包建文. 先进树脂基复合材料自动丝束铺放技术研究现状及发展方向[J]. 航空制造技术, 2013, 443(23-24):131-140. ZHANG Y, ZHONG X Y, BAO J W. Research status and future trend of automated fiber placement technology for advanced polymer matrix composites[J]. Aeronautical Manufacturing Technology,2013,443(23-24):131-140(in Chinese).
[26] ZHANG P, SUN R L, ZHAO X Y, et al. Placement suitability criteria of composite tape for mould surface in automated tape placement[J]. Chinese Journal of Aeronautics,2015,28(5):1574-1581. DOI: 10.1016/j.cja.2015.06.002
[27] 周煦洁, 肖军, 李勇, 等. 面向高速铺放预浸料层间粘结性能研究[J]. 航空科学技术, 2016, 27(11):12-18. DOI: 10.3969/j.issn.1007-5453.2016.11.003 ZHOU X J, XIAO J, LI Y, et al. Experimental research on prepreg tack between layers based on highvelocity automated placement process[J]. Aeronautical Science & Technology,2016,27(11):12-18(in Chinese). DOI: 10.3969/j.issn.1007-5453.2016.11.003
[28] 黄文宗, 孙容磊, 张鹏, 等. 预浸料的铺放适宜性评价(二)铺覆性篇[J]. 玻璃钢/复合材料, 2013, 8(8):3-7. HUANG W Z, SUN R L, ZHANG P, et al. Assessment for placement suitability of prepreg-part of drape[J]. Fiber Reinforced Plastic/Composite,2013,8(8):3-7(in Chinese).
[29] 舒展, 彭啸, 李发飞, 等. 基于探针试验的预浸料黏性内聚力模型[J]. 航空学报, 2018, 39(2):421416. SHU Z, PENG X, LI F F, et al. Cohesive zone model for prepreg tack based on probe test[J]. Acta Aeronautica et Astronautica Sinica,2018,39(2):421416(in Chinese).
[30] 赵聪, 肖军, 王显峰, 等. 丝束张力对自动铺丝成型工艺的影响[J]. 航空学报, 2016, 37(4):1384-1392. ZHAO C, XIAO J, WANG X F, et al. Effect of tows tension on automated fiber placement process[J]. Acta Aeronautica et Astronautica Sinica,2016,37(4):1384-1392(in Chinese).
-
期刊类型引用(6)
1. 刘应书,张璇,卞文博,姜理俊,刘文海,侯环宇,孙方舟,杨雄,李子宜. 涂覆型蜂窝体催化剂的制备与烟气一氧化碳催化净化性能. 复合材料学报. 2023(08): 4539-4548 .  本站查看
本站查看
2. 李婷婷,王薇,范迎迎,薛东涵,戴明珏,张琦,刘博,韩博林,关桦楠. 接枝功能化磁性纳米粒子去除饮用水中Cu~(2+)研究. 哈尔滨商业大学学报(自然科学版). 2020(01): 25-29 . 百度学术
3. 龙星宇,陈柯锦,谭兴力,李秋华. Fe_3O_4@MnO_2复合纳米材料的制备及其对染料刚果红的吸附研究. 化工新型材料. 2020(05): 255-260+265 . 百度学术
4. 张磊. Fe_3O_4-MnO_2复合材料催化降解水中有机污染物的研究进展. 化工环保. 2020(05): 474-479 . 百度学术
5. 杨思楠,赵萍,陈永春,安士凯,郑刘根. 改性蛭石-蒙脱土对煤矸石充填复垦区镉污染土壤的修复. 环境化学. 2020(10): 2777-2783 . 百度学术
6. 于常武,刘春怡,周立岱,陈国伟,郭星. 磁载TiO_2光催化剂处理喷漆废水的影响因素及动力学特性. 环境污染与防治. 2019(10): 1137-1141 . 百度学术
其他类型引用(9)
-














计量
- 文章访问数: 1040
- HTML全文浏览量: 375
- PDF下载量: 138
- 被引次数: 15
