


Orthogonal experimental study of FDM additive manufacturing of BST/PVDF-ABS composites
-
摘要: 钛酸锶钡(BST)/聚偏氟乙烯(PVDF)基功能复合材料因其出色的介电可调性和机械加工特性而引起了学者的广泛关注。然而通过传统工艺制备BST/PVDF复合材料难以成型复杂形状,极大限制了其应用。本文采用熔融沉积增材制造工艺(FDM)制备BST/PVDF-丙烯腈-丁二烯-苯乙烯三元共聚物(ABS)复合材料,通过正交实验设计探究工艺参数对材料体积变化率、密度、介电性能和力学性能的影响,结果表明打印温度高于240℃后,尺寸稳定性变差,相对密度减小,工艺参数的重要度依次:打印温度>平台温度>打印速度,当打印温度为240℃、平台温度为100℃、打印速度为30 mm/s时,BST/PVDF-ABS复合材料具有最佳介电性能和力学性能,其介电常数为11.20,介电损耗为0.0138,抗拉强度为35.03 MPa。本文阐明了打印参数对介电性能的影响机理,丰富了陶瓷/聚合物功能复合材料的制备工艺技术,为设计和制备结构-功能一体化器件提供了技术基础。Abstract: Barium-strontium titanate(BST)/Polyvinylidene fluoride(PVDF)-based functional composites have attracted extensive attention due to their excellent dielectric tunability and machinability properties. However, it is difficult for BST/PVDF composites to form complex shapes by traditional processes, which greatly limits their application. In this paper, BST/PVDF-Acrylonitrile butadiene styrene ternary copolymer(ABS)composites were prepared by Fused Deposition Modeling (FDM) additive manufacturing method, and the influence of process parameters on the volume change rate, density, dielectric and mechanical properties of the materials was explored through orthogonal experimental design. The results showed that when the printing temperature is higher than 240°C, the dimensional stability deteriorates and the relative density decreases, and the importance of process parameters was in the order of printing temperature> platform temperature > printing speed. It was found that, under the optimized FDM processing parameters with the printing temperature of 240°C, the platform temperature of 100°C and the printing speed of 30 mm/s, BST/PVDF-ABS composite has the best dielectric and mechanical properties, with the dielectric constant of 11.20, the dielectric loss of 0.0138 and the tensile strength of 35.03 MPa. This paper elucidates the mechanism of the influence of printing parameters on dielectric properties, enriches the preparation process technology of ceramic/polymer functional composite materials, and provides a technical basis for the design and preparation of structure-function integrated devices.
-

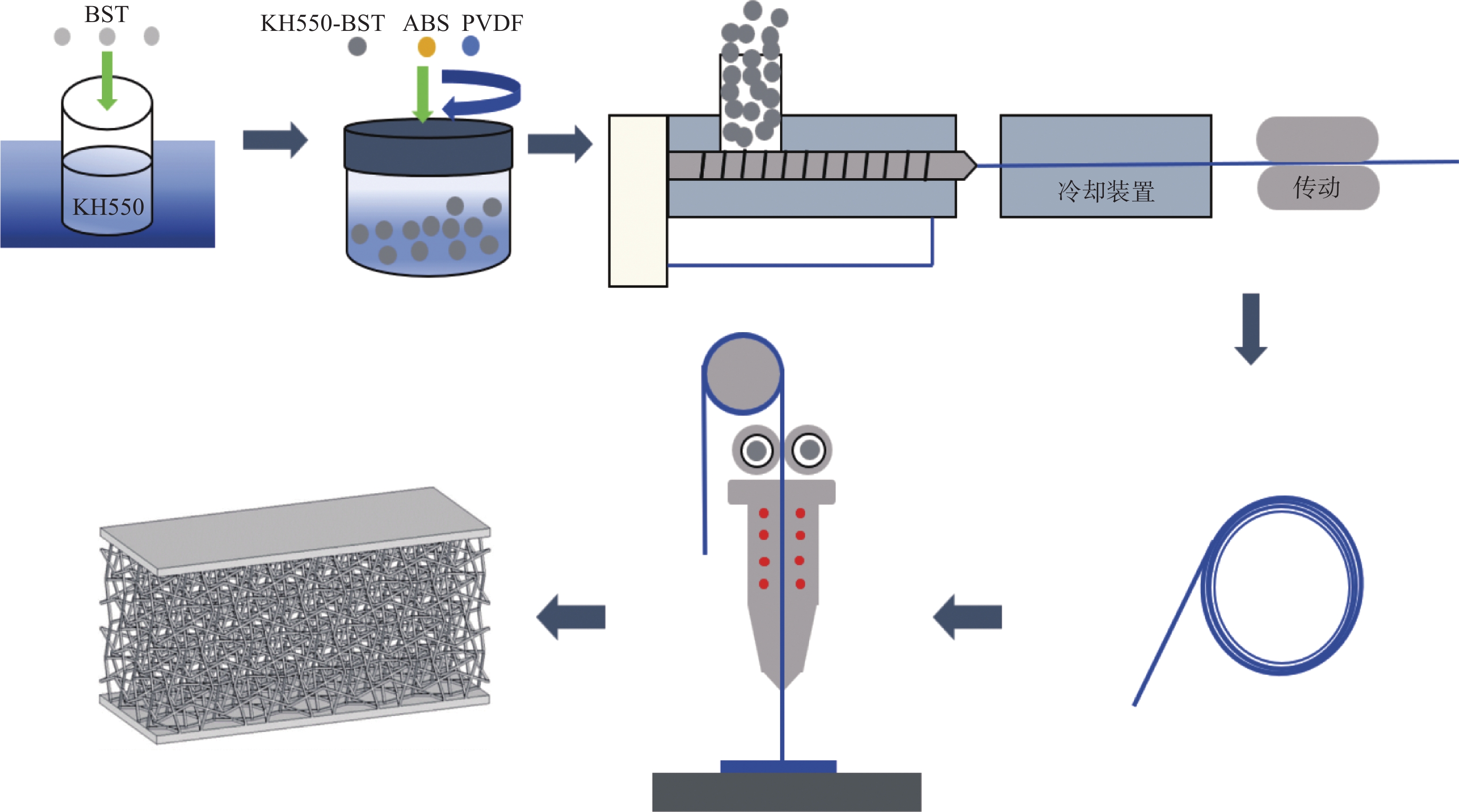
图 1 钛酸锶钡(BST)/聚偏氟乙烯(PVDF)-丙烯腈-丁二烯-苯乙烯三元共聚物(ABS)复合材料的FDM工艺流程图
Figure 1. FDM process flow diagram of Barium-strontium titanate(BST)/Polyvinylidene fluoride(PVDF)-Acrylonitrile butadiene styrene ternary copolymer(ABS) composites

图 2 BST/PVDF-ABS复合材料的体积变化率和相对密度
Figure 2. Volume change rate and relative density of BST/PVDF-ABS composites

图 3 BST/PVDF-ABS复合材料的介电频谱(a)介电常数(b)介电损耗
Figure 3. Dielectric spectrum of BST/PVDF-ABS composites (a) Dielectric constant (b) Dielectric loss

图 4 BST/PVDF-ABS复合材料击穿强度的Weibull分布图
Figure 4. Weibull distribution of breakdown strength of BST/PVDF-ABS composites

图 6 BST/PVDF-ABS复合材料的拉伸应力—应变曲线
Figure 6. Tensile stress-strain curves of BST/PVDF-ABS composites
表 1 正交实验因素水平表
Table 1. Orthogonal experimental factor level table
Level Factor A Printing
temperature/℃B Platform
temperature/℃C Printing
Speed/mm·s−11 240 100 30 2 250 90 40 3 260 80 50 4 270 70 60  下载: 导出CSV
下载: 导出CSV
表 2 正交实验结果表
Table 2. Results of orthogonal experiments
Group
numberPrinting
temperature/
℃Platform
temperature/
℃Printing
Speed/
(mm·s−1)Volume
change
rate/%Relative
density/%1 240 100 30 4.04 94.27 2 240 90 40 4.22 94.03 3 240 80 50 2.79 93.50 4 240 70 60 5.78 92.64 5 250 100 40 8.33 92.98 6 250 90 30 11.49 92.98 7 250 80 60 7.69 92.82 8 250 70 50 12.99 92.95 9 260 100 50 3.56 91.32 10 260 90 60 5.94 90.34 11 260 80 30 10.80 93.09 12 260 70 40 5.87 91.74 13 270 100 60 7.82 92.81 14 270 90 50 0.90 91.58 15 270 80 40 3.68 93.32 16 270 70 30 6.17 93.56
下载: 导出CSV
表 3 体积变化率的极差分析结果
Table 3. Range analysis results of Volume change rate
Level Printing temperature Platform temperature Printing
SpeedChange rate/% Ⅰ 16.83 23.75 32.5 T=102.07 Ⅱ 40.5 22.55 22.1 Ⅲ 26.17 24.96 20.24 Ⅳ 18.57 30.81 27.23 R 23.67 8.26 12.26 Notes: T-The sum of all experimental data on Volume change rate.
下载: 导出CSV
表 4 体积变化率的方差分析结果
Table 4. Analysis of variance results of Volume change rate
Factor Sum of squares free degree mean square F Printing temperature 87.16 3 29.05 3.78 Platform
temperature10.06 3 3.35 0.44 Printing Speed 22.80 3 7.60 0.99 Error value 46.06 6 7.67 Notes: F-Statistics, obtained by dividing the mean square of factors by the mean square of errors.
下载: 导出CSV
表 5 相对密度的极差分析结果
Table 5. Range analysis results of Relative density
Level Printing temperature Platform temperature Printing
SpeedChange rate/% Ⅰ 374.44 371.38 373.90 T=1483.93 Ⅱ 371.73 368.93 372.07 Ⅲ 366.49 372.73 369.35 Ⅳ 371.27 370.89 368.61 R 7.95 3.80 5.29 Notes: T-The sum of all experimental data on Relative density.
下载: 导出CSV
表 6 相对密度的方差分析结果
Table 6. Analysis of variance results for Relative density
Factor Sum of squares free degree mean square F P Printing temperature 8.19 3 2.73 5.59 ※0.04 Platform temperature 1.86 3 0.62 1.27 Printing Speed 4.50 3 1.50 3.07 Error value 1.47 6 0.49 Notes: F-Statistics, obtained by dividing the mean square of factors by the mean square of errors. P-The P-value can be obtained through the F-value, which can determine whether the difference between the mean values of the factors is statistically significant. Generally, if P<0.05, it is considered that the factors are significant.
下载: 导出CSV
表 7 优选组别的工艺参数
Table 7. Process parameters for preferred groups
Sample Printing temperature/℃ Platform temperature/℃ Printing
Speed/
(mm·s−1)① 240 100 30 ② 240 90 40 ③ 240 80 50 ④ 240 90 50 ⑤ 240 80 30
下载: 导出CSV
表 8 BST/PVDF-ABS的Weibull参数和击穿场强
Table 8. Weibull parameters and breakdown field strength of BST/PVDF-ABS composites
Sample Shape factor β E0/kV·mm−1 ① 6.13 57.46 ② 7.32 54.02 ③ 11.52 48.29 ④ 8.34 52.75 ⑤ 17.71 46.69 Notes: E0-The electric field strength at a breakdown probability of 63.2% often represents the breakdown strength of the material.
下载: 导出CSV
表 9 BST/PVDF-ABS复合材料的性能
Table 9. Properties of BST/PVDF-ABS composites
Sample ① ② ③ ④ ⑤ Dielectric constant/1 kHz 11.20 10.40 10.18 10.75 11.33 Dielectric loss/1 kHz 0.0138 0.0176 0.0185 0.0193 0.0248 Breakdown strength/(kV·mm−1) 57.46 54.02 48.29 52.75 46.69 Dielectric tunability/% 14.45 13.75 13.27 12.58 13.10 Unit Dielectric tunability/% 0.60 0.54 0.55 0.56 0.51 Tensile strength/MPa 35.03 28.81 25.70 36.64 28.29
下载: 导出CSV
-
[1] XIONG X, ZHANG Q, ZHANG Z, et al. Superior energy storage performance of PVDF-based composites induced by a novel nanotube structural BST@ SiO2 filler[J]. Composites Part A: Applied Science and Manufacturing, 2021, 145: 106375. doi: 10.1016/j.compositesa.2021.106375 [2] TANG Z, XIA J, YIN H, et al. High-temperature-resistant barium strontium titanate@ Ag/poly (arylene ether nitrile) composites with enhanced dielectric performance and high mechanical strength[J]. Advanced Composites and Hybrid Materials, 2020, 11(1): 3919. [3] SHAMAMI Z G, DORRAII M S S, HOSSEINI S F, et al. Targeted design of polyaniline-graphene oxide, barium-strontium titanate, hard-soft ferrite, and polyester multi-phase nanocomposite for highly efficient microwave absorption[J]. Ceramics International, 2021, 47(15): 21334-21342. doi: 10.1016/j.ceramint.2021.04.141 [4] NIKFALAZAR M, SAZEGAR M, Mehmood A, et al. Two-dimensional beam-steering phased-array antenna with compact tunable phase shifter based on BST thick films[J]. IEEE Antennas and Wireless Propagation Letters, 2016, 16: 585-588. [5] GODZISZEWSK K, GUO Y, YASHCHYSHYN Y, et al. BST/PVDF ferroelectric composites characteristics at microwave frequencies [C]. 2020 23rd International Microwave and Radar Conference (MIKON). IEEE, 2020: 95-98. [6] XIE Y, JIANG W, FU T, et al. Achieving high energy density and low loss in PVDF/BST nanodielectrics with enhanced structural homogeneity[J]. ACS Applied Materials and Interfaces, 2018, 10(34): 29038-29047. doi: 10.1021/acsami.8b10354 [7] SHERGILL K, CHEN Y, BULL S. An investigation into the layer thickness effect on the mechanical properties of additively manufactured polymers: PLA and ABS[J]. The International Journal of Advanced Manufacturing Technology, 2023, 126(7-8): 3651-3665. doi: 10.1007/s00170-023-11270-y [8] REZAEIAN P, AYATOLLAHI M R, NABAVI-KIVI A, et al. Effect of printing speed on tensile and fracture behavior of ABS specimens produced by fused deposition modeling[J]. Engineering Fracture Mechanics, 2022, 266: 108393. doi: 10.1016/j.engfracmech.2022.108393 [9] OLAM M. Determining of process parameters of the PLA/titanium dioxide/hydroxyapatite filament[J]. Advances in Materials and Processing Technologies, 2022, 8(4): 4776-4787. doi: 10.1080/2374068X.2022.2080332 [10] GOULAS A, ZHANG S, CADMAN D A, et al. The impact of 3D printing process parameters on the dielectric properties of high permittivity composites[J]. Designs, 2019, 3(4): 50. doi: 10.3390/designs3040050 [11] 杨露, 孟家光, 薛涛. 3D打印工艺参数对PLA试件拉伸强度的影响[J]. 塑料工业, 2021, 49(5): 73-77+142. doi: 10.3969/j.issn.1005-5770.2021.05.013YANG Lu, MENG Jiaguang, XUE Tao, et al. The effect of 3D printing process parameters on the tensile strength of PLA specimens[J]. China Plastics Industry, 2021, 49(5): 73-77+142(in Chinese). doi: 10.3969/j.issn.1005-5770.2021.05.013 [12] 喻永巽, 张家峰, 陈建武等. 基于正交实验法TPU材料3D打印参数的优化[J]. 机电工程技术, 2023, 52(5): 128-130+212. doi: 10.3969/j.issn.1009-9492.2023.05.027YU Yongxun, ZHANG Jiafeng, CHEN Jianwu, et al. Optimization of 3D printing parameters of TPU materials based on orthogonal experimental method[J]. Mechanical & Electrical Engineering Technology, 2023, 52(5): 128-130+212(in Chinese). doi: 10.3969/j.issn.1009-9492.2023.05.027 [13] 中国国家标准化管理委员会. 塑料拉伸性能的测定第2部分: 模塑和挤塑塑料的试验条件: GB/T 1040.2-2022[S]. 北京: 中国标准出版社, 2022.Standardization Administration of the People’s Republic of China. Determination of tensile properties of plastics – Part 2: Test conditions for molded and extruded plastics: GB/T 1040.2-2022 [S]. Beijing: China Standards Press, 2022(in Chinese). [14] ZHANG Q, GAO F, ZHANG C, et al. Enhanced dielectric tunability of Ba0.6Sr0.4TiO3/Poly (vinylidene fluoride) composites via interface modification by silane coupling agent[J]. Composites Science and Technology, 2016, 129: 93-100. doi: 10.1016/j.compscitech.2016.04.016 [15] GO J, SCHIFFRES S N, STEVENS A G, et al. Rate limits of additive manufacturing by fused filament fabrication and guidelines for high-throughput system design[J]. Additive Manufacturing, 2017, 16: 1-11. doi: 10.1016/j.addma.2017.03.007 [16] LIU S, GUO Y, HU G, et al. (Ba0.6Sr0.4)TiO3/PEEK composites modified by polyethersulfone with low dielectric constant and high dielectric tunability under DC bias[J]. Composites Science and Technology, 2023, 233: 109929. doi: 10.1016/j.compscitech.2023.109929 [17] 王春雷, 李吉超, 赵明磊. 压电铁电物理[M]. 北京: 科学出版社, 2009: 150.WANG Chunlei, LI Jichao, ZHAO Minglei. Piezoelectric ferroelectric physics [M]. Beijing: Science Press, 2009: 150(in Chinese). [18] BELLEHUMEUR C, LI L, SUN Q, et al. Modeling of bond formation between polymer filaments in the fused deposition modeling process[J]. Journal of manufacturing processes, 2004, 6(2): 170-178. doi: 10.1016/S1526-6125(04)70071-7 [19] GURRALA P K, REGALLA S P. Part strength evolution with bonding between filaments in fused deposition modelling: This paper studies how coalescence of filaments contributes to the strength of final FDM part[J]. Virtual and Physical Prototyping, 2014, 9(3): 141-149. doi: 10.1080/17452759.2014.913400 [20] YU Y, MCGAUGHEY A J H. Energy barriers for dipole moment flipping in PVDF-related ferroelectric polymers[J]. The Journal of chemical physics, 2016, 144(1): 014901 doi: 10.1063/1.4939152 [21] LIU X, SHANG Y, ZHANG J, et al. Ionic liquid-assisted 3D printing of self-polarized β-PVDF for flexible piezoelectric energy harvesting[J]. ACS Applied Materials & Interfaces, 2021, 13(12): 14334-14341. [22] GUO Y, LIU S, XU X, et al. Hygrothermal aging behavior of sandwich-structure Ba0.6Sr0.4TiO3/PVDF composites with high energy storage property and dielectric tunability[J]. Journal of Alloys and Compounds, 2023, 962: 171058. doi: 10.1016/j.jallcom.2023.171058 [23] WHITE J S. The moments of Log-Weibull order statistics[J]. Technometrics, 1969, 11(2): 373-386 doi: 10.1080/00401706.1969.10490691 [24] WANG L, GAO F, ZHANG C, et al. Fabrication, characterization, and dielectric properties of KH550 modified Ba0.6Sr0.4TiO3/poly (vinylidene fluoride) nanocomposites with high dielectric strength[J]. High Voltage, 2016, 1(4): 158-165. doi: 10.1049/hve.2016.0065 [25] WANG L, GAO F, XU J, et al. Enhanced dielectric tunability and energy storage properties of plate-like Ba0.6Sr0.4TiO3 / poly (vinylidene fluoride) composites through texture arrangement[J]. Composites Science and Technology, 2018, 158: 112-120. doi: 10.1016/j.compscitech.2018.02.015 [26] DALY M, TARFAOUI M, CHIHI M, et al. FDM technology and the effect of printing parameters on the tensile strength of ABS parts[J]. The International Journal of Advanced Manufacturing Technology, 2023, 126(11): 5307-5323. [27] BENAL M G M, G. S. P K, TAMBRALLIMATH V, et al. Influence of short glass fibre reinforcement on mechanical properties of 3D printed ABS-based polymer composites[J]. Polymers, 2022, 14(6): 1182. doi: 10.3390/polym14061182 [28] TAMBRALLIMATH V, KESHAVAMURTHY R, BAVAN S D, et al. Mechanical properties of PC-ABS-based graphene-reinforced polymer nanocomposites fabricated by FDM process[J]. Polymers, 2021, 13(17): 2951. doi: 10.3390/polym13172951 -

 下载:
下载:






 点击查看大图
点击查看大图
计量
- 文章访问数: 103
- HTML全文浏览量: 41
- 被引次数: 0
