

Research progress and challenges in manufacturing fiber reinforced ceramic matrix composites using direct ink writing technology
-
摘要:
先进陶瓷及其复合材料凭借优异的性能已被广泛应用于航空航天领域,目前采用三维打印技术实现这类材料的快速低成本制备成为核心问题。与传统工艺相比,现有三维打印陶瓷材料普遍面临着脆性特征明显及损伤容限能低的问题,因此纤维复合陶瓷材料的三维打印技术成为研究热点。综述了近年来国内外基于墨水直写技术制备纤维强韧陶瓷基复合材料的技术路线及特点,围绕这类材料的组成成分、工艺路径与力学性能的关系,综合分析了不同陶瓷墨水的设计、纤维引入的方式、致密化工艺的选择、打印构件关键性能之间的有机联系,指出了当前的主要问题并对未来研究方向进行了展望。
Abstract:Advanced ceramics and composites have been widely used in aerospace applications because of their excellent performance, at present, the use of three-dimensional (3D) printing technology to achieve rapid, efficient, and low-cost preparation of such materials has become a central issue. Compared with the traditional process, the 3D printing of ceramic materials is generally faced with the problem of their inherent brittleness and low damage tolerance. Therefore, the incorporation of fiber reinforcements in printed parts to overcome the challenges of poor fracture toughness of advanced ceramics has become a hot topics and frontier. Here, this work systematically summarize recently developed direct ink writing (DIW) technologies for printing fiber reinforced ceramic matrix composites (FRCMC), focus on the relationship between the processing, structure, and properties of DIW-FRCMCs, comprehensively analyze the ceramic ink design process, the fiber introduction method, the densification technologies and the important properties of the printed parts. In the last, the important issues were pointed out and future research directions were prospected.
-
近年来,国防安全领域对于先进突防技术提出了迫切需求,以高机动、强突防、低成本和高可靠为主要技术特征的高超声速飞行器是实现空天一体和攻防兼备的重要战略。高超声速飞行器在跨大气层高速飞行过程中,不断的剧烈摩擦将引发严重的气动热烧蚀和氧化问题,因此热防护问题成为制约高超声速飞行器发展的主要关键技术之一[1-3],如美国的X-15和苏联的暴风雪号均遇到高温热防护问题,限制了其进一步发展,美国黑鸟SR-71虽然不是传统意义上的高超声速飞行器,但其在高速飞行中也面临了严峻的热防护挑战,如今美国的X-51A和中国的鹰击-18等,也在热防护方面面临挑战,不断尝试采用先进材料和设计来解决该问题。先进陶瓷及其复合材料具有较低的密度、耐高温和优异的热化学稳定性,使其成为高超声速飞行器热防护系统最具有潜力的热结构材料,因此先进陶瓷及其复合材料的高性能制造、精密加工和可靠服役一直是研究的重点和热点。针对新技术特征下的飞行器极端服役环境,结构简单、碎片化、性能低下的陶瓷基结构部件已不再满足要求,具有异形结构、性能突出、结构-功能一体化特征的先进陶瓷基复合材料制造及结构设计成为关键[4-5]。
三维打印技术,也称增材制造技术,是一种基于“离散-堆积”成型原理、由三维数据驱动直接制造零件的方法,与传统技术相比,具有设计自由度高、研发周期短、制造成本低等优势,可以无需模具快速制造高精度的异形结构零件,因此,三维打印技术被认为是引起航空航天先进结构与材料变革的关键技术[6-9]。GE公司已成功打印出发动机燃料喷嘴,将原来的20个零件合为1个,从而显著降低了燃料消耗并提高了可靠性[10];洛马公司基于数字孪生结合三维打印成型的航天器托架,质量变为原来的1/10[11];NASA正在积极推动新一代航天器动力系统的三维打印技术,已经证实三维打印零部件可以与发动机推力等级和推进剂能源进行很好的性能适配,且已经开展了三维打印涡轮泵、喷射器和其他发动机部件服役特性的测试[12]。在我国,三维打印技术入选“十四五”智能制造发展规划的关键核心技术,这项技术能够从根本上突破复杂异形构件的制造瓶颈,改变传统的“制造引导设计、可制造性优于性能/功能”的设计理念,基本实现结构“设计自由”,真正意义上实现“设计引导制造,功能先于设计”的转变。
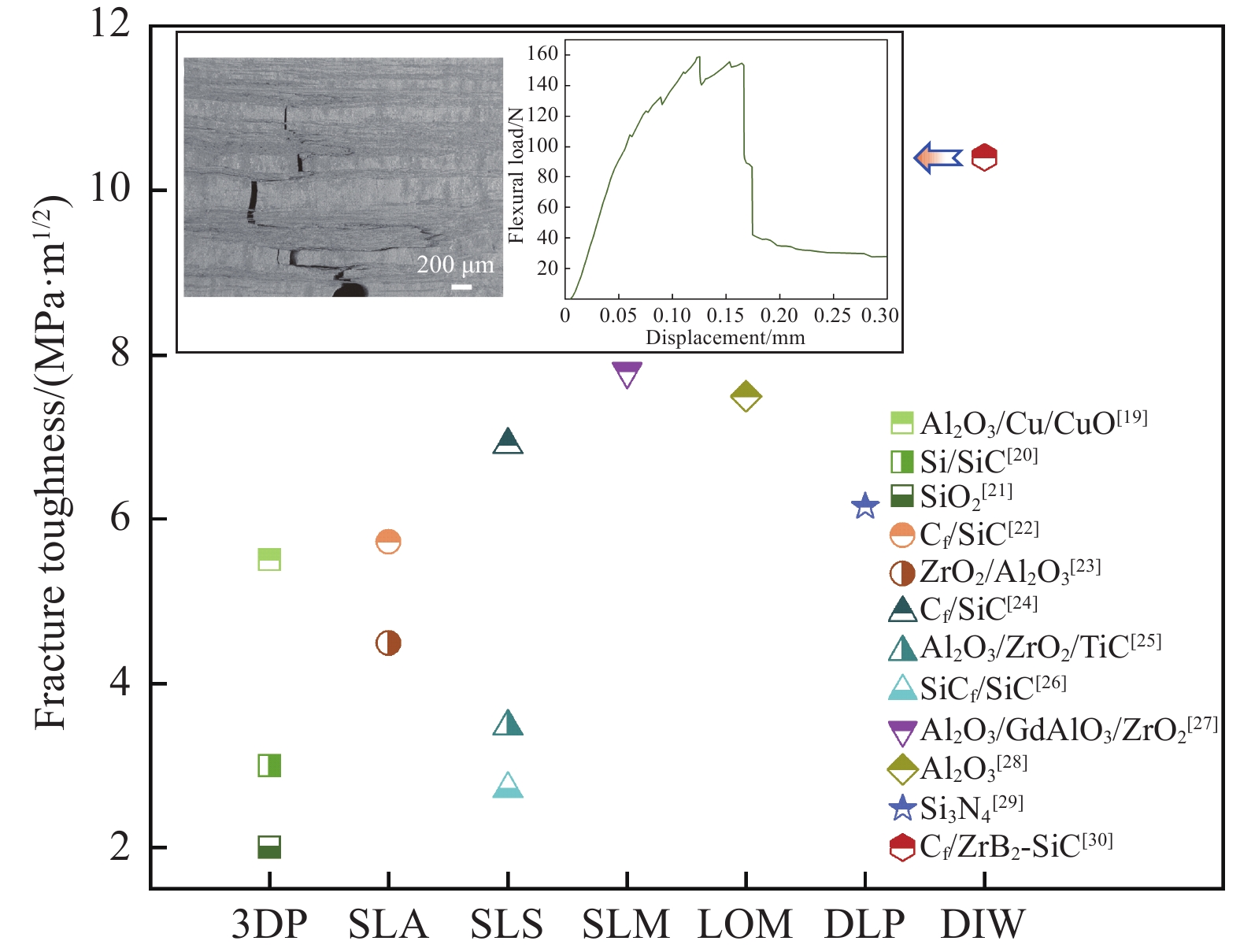
迄今为止,尽管一些三维打印技术被开发和应用于先进陶瓷材料领域,但与传统工艺相比,现有三维打印陶瓷材料普遍面临着脆性特征明显及损伤容限能低的问题,如图1所示。目前陶瓷材料的打印技术有三维打印黏结成型 (3DP)、光固化成型 (SLA)、激光选区烧结 (SLS)、激光选区熔融 (SLM)、叠层制造成型 (LOM)、数字光处理成型 (DLP)、定向能沉积 (DED) 和墨水直写 (DIW) 工艺等[13-16] ,这些工艺均有其不同的适用范围和优缺点[17],经过参数优化和特殊前处理,基本适用于大多数氧化物陶瓷,但非氧化物陶瓷由于其特殊的物理化学特性,在使用这些工艺时面临挑战。例如,由于较高的光散射和较浅的固化深度,具有高折射率和吸收的B4C/TiC等非氧化物陶瓷在使用SLA工艺时会比Al2O3等透明陶瓷更困难;针对氧化物陶瓷或者特定陶瓷混合物 (Al2O3-ZrO2) 的熔凝成型工艺,不适用于其他高熔点和低韧性的非氧化物陶瓷材料,热应力将导致打印件开裂[18]。由于陶瓷本身的位错运动势垒很高,三维打印陶瓷材料的韧性通常很低。传统方法通常是引入纤维来改善陶瓷材料的低韧性特性,纤维的引入能够通过拔出、桥接和断裂等能量耗散机制来提高裂纹扩展阻力和增加裂纹扩展路径,从而提高陶瓷材料的损伤容限能力。因此,纤维强韧陶瓷基复合材料的三维打印成为研究的热点。当前,虽然SLA、SLS等工艺能够将纤维引入陶瓷基体中,但目前引入纤维体积分数和长度均受限,从而使断裂韧性的提升幅度有限。
![]() 3DP—Three dimensional printing and gluing; SLA—Stereo lithography apparatus; SLS—Selected laser sintering; SLM—Selective laser melting; LOM—Laminated object manufacturing; DLP—Digital light processing; DIW—Direct ink writing
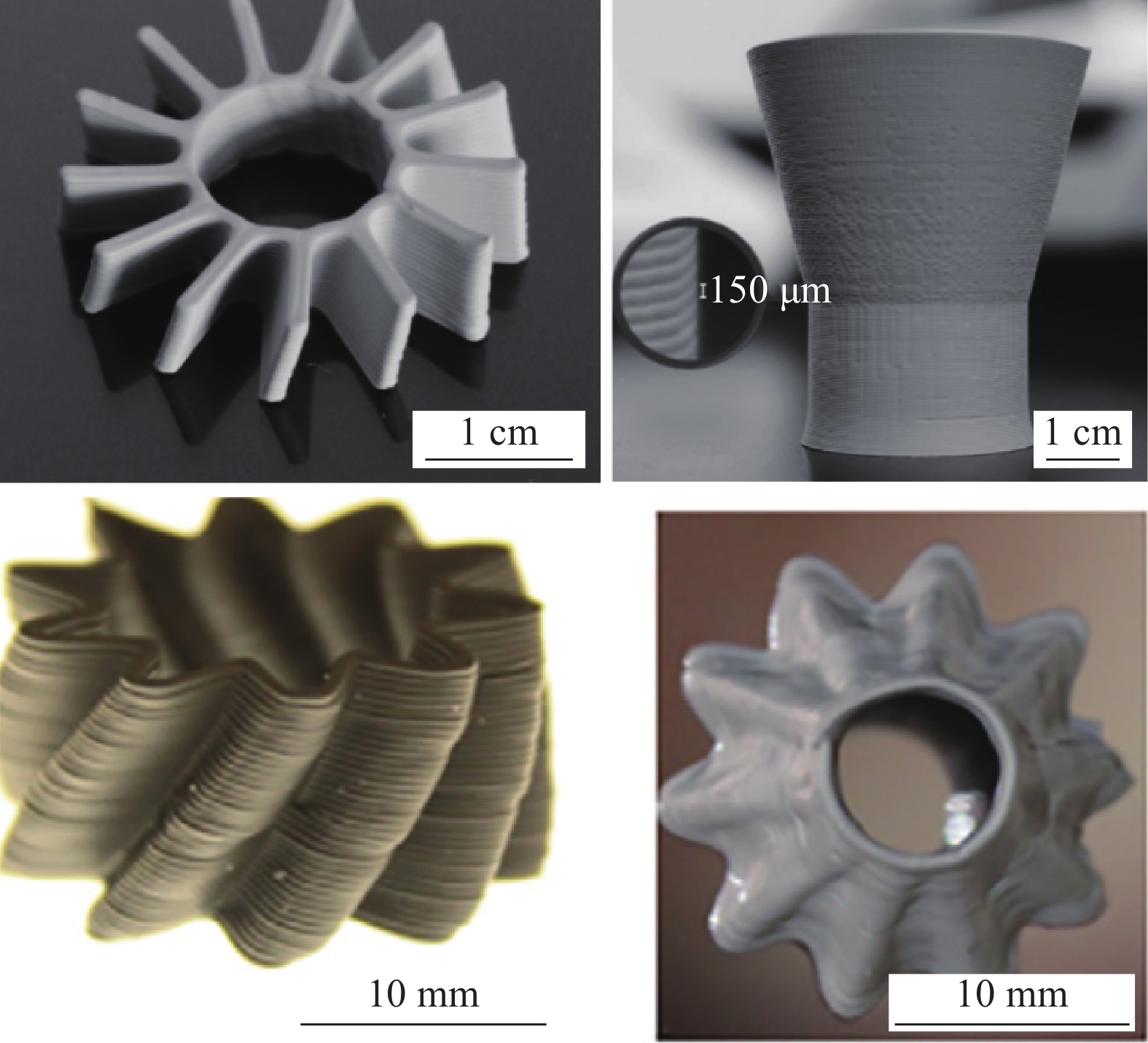
3DP—Three dimensional printing and gluing; SLA—Stereo lithography apparatus; SLS—Selected laser sintering; SLM—Selective laser melting; LOM—Laminated object manufacturing; DLP—Digital light processing; DIW—Direct ink writingDIW工艺以具有特殊流变特性的陶瓷墨水为原料,通过沿着预设路径移动的喷嘴将墨水挤出,使挤出墨水逐层叠加从而获得目标结构[31]。Liu等[30]采用DIW工艺制备连续纤维强韧ZrB2-SiC复合材料,使打印陶瓷复合材料的断裂韧性提高至10 MPa·m1/2以上。这类打印工艺所需的设备简单、成本低、材料适用性广,纤维在基体内部的可设计性强,已成为最有应用前景的陶瓷基复合材料打印技术之一[32-34]。图2为近五年 (2019—2023) 公开发表的采用DIW工艺制造纤维强韧陶瓷基复合材料 (DIW-FRCMC) 的文章统计,该数据是在Science Direct数据库中以“Direct ink writing”、“Fiber reinforced ceramic matrix composites”为关键词,并限制了应用领域所得到的统计。可以发现DIW-FRCMC已应用于微电子、光伏、汽车和航空航天等多个领域[35-37],其中在航空航天领域占比高达47%,且过去五年内在该领域的论文数量总体呈上升趋势,表明DIW-FRCMCs在航空航天领域的应用已成为近几年的研究前沿和热点。图3为利用DIW工艺实现复杂结构的先进陶瓷零部件,包括涡轮风扇和陶瓷喷管等[38-39],这些工作证明了DIW工艺可实现陶瓷基复合材料构件级别的近净成形,是一项值得关注的航空航天复杂结构件三维打印成型技术。
![]() 图 2 近五年公开发表的墨水直写 (DIW)工艺制造纤维强韧陶瓷基复合材料(DIW-FRCMC)的文献数量及其应用领域Figure 2. Number of publicly published literature on direct ink writing (DIW) technologies for printing fiber reinforced ceramic matrix composites (DIW-FRCMC) in the past five years and their application area
图 2 近五年公开发表的墨水直写 (DIW)工艺制造纤维强韧陶瓷基复合材料(DIW-FRCMC)的文献数量及其应用领域Figure 2. Number of publicly published literature on direct ink writing (DIW) technologies for printing fiber reinforced ceramic matrix composites (DIW-FRCMC) in the past five years and their application area本文基于DIW-FRCMCs的国内外最新研究进展,首先从DIW-FRCMCs的工艺特点出发,分类介绍了DIW打印墨水的设计理论与方法,接着总结了纤维引入路径及相应的增韧机制,还分析了DIW打印预成型件的后致密化工艺,这些致密化过程保证了打印件具有较高的结构强度,进一步总结了DIW-FRCMCs的一些关键性能,包括断裂韧性、弯曲强度及拉伸强度等,最后指出现有研究存在的问题,并提出了应重点关注的研究方向。
1. 陶瓷墨水的设计与制备
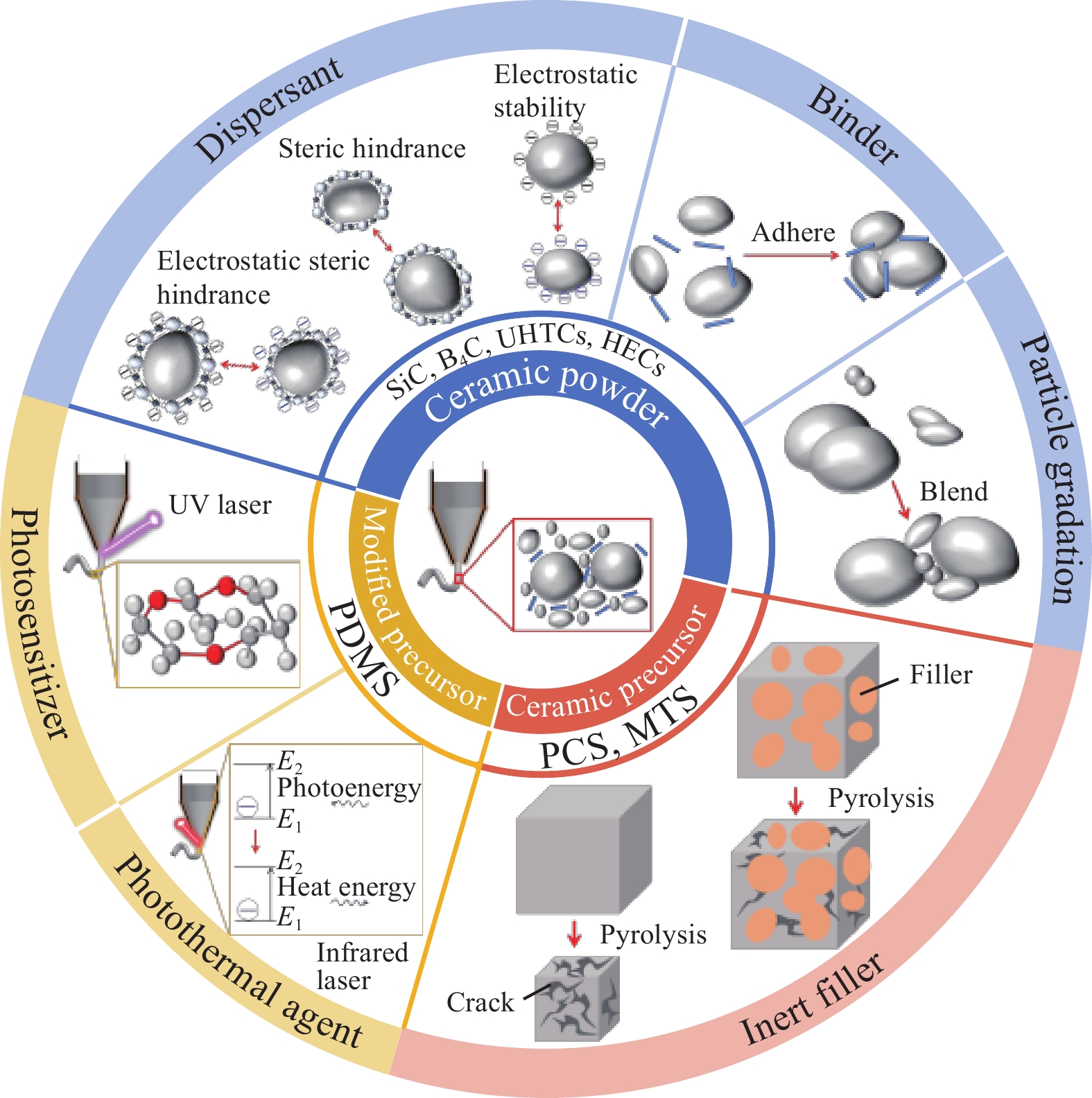
DIW工艺打印过程中,墨水挤出连续性直接影响打印结构的精度与性能,这就要求墨水应满足以下要求[40-41]:(1) 剪切稀变特性,可以通过调节墨水的固含量、离子浓度、pH值等参数进行黏度调节,墨水黏度过大容易堵住喷嘴,黏度过低则无法保持初始形状;(2) 均匀分散特性,均匀性分散可避免在挤出过程出现颗粒团聚,使喷嘴堵塞影响打印连续性。因此,为保证DIW打印结构具有良好的精度和性能,对打印墨水进行设计至关重要。图4显示了DIW工艺中陶瓷墨水的组分设计及其相关作用机制,包括陶瓷基体和有机添加剂,陶瓷基体作为墨水的主要组成部分,有机添加剂则用于调节墨水的流变特性,使墨水满足上述要求以便从打印喷嘴中顺利流出。可使用的陶瓷墨水基体种类主要有粉末、先驱体和改性先驱体,这些基体的墨水配制时均需要添加分散剂与粘合剂,但仅在图4中的陶瓷粉末部分显示,其他陶瓷先驱体与改性先驱体部分中显示了非共性添加相的作用原理。
![]() 图 4 DIW工艺中陶瓷墨水组分设计及其相关作用机制UHTCs—Ultrahigh-temperature ceramics; HECs—High entropy ceramics; PDMS—Polydimethylsiloxane; PCS—Polycarbosilane; MTS—Methyltrichlorosilane; E1—Low energy level; E2—High energy levelFigure 4. Component design and related mechanism of ceramic ink in DIW process
图 4 DIW工艺中陶瓷墨水组分设计及其相关作用机制UHTCs—Ultrahigh-temperature ceramics; HECs—High entropy ceramics; PDMS—Polydimethylsiloxane; PCS—Polycarbosilane; MTS—Methyltrichlorosilane; E1—Low energy level; E2—High energy levelFigure 4. Component design and related mechanism of ceramic ink in DIW process1.1 陶瓷粉末墨水
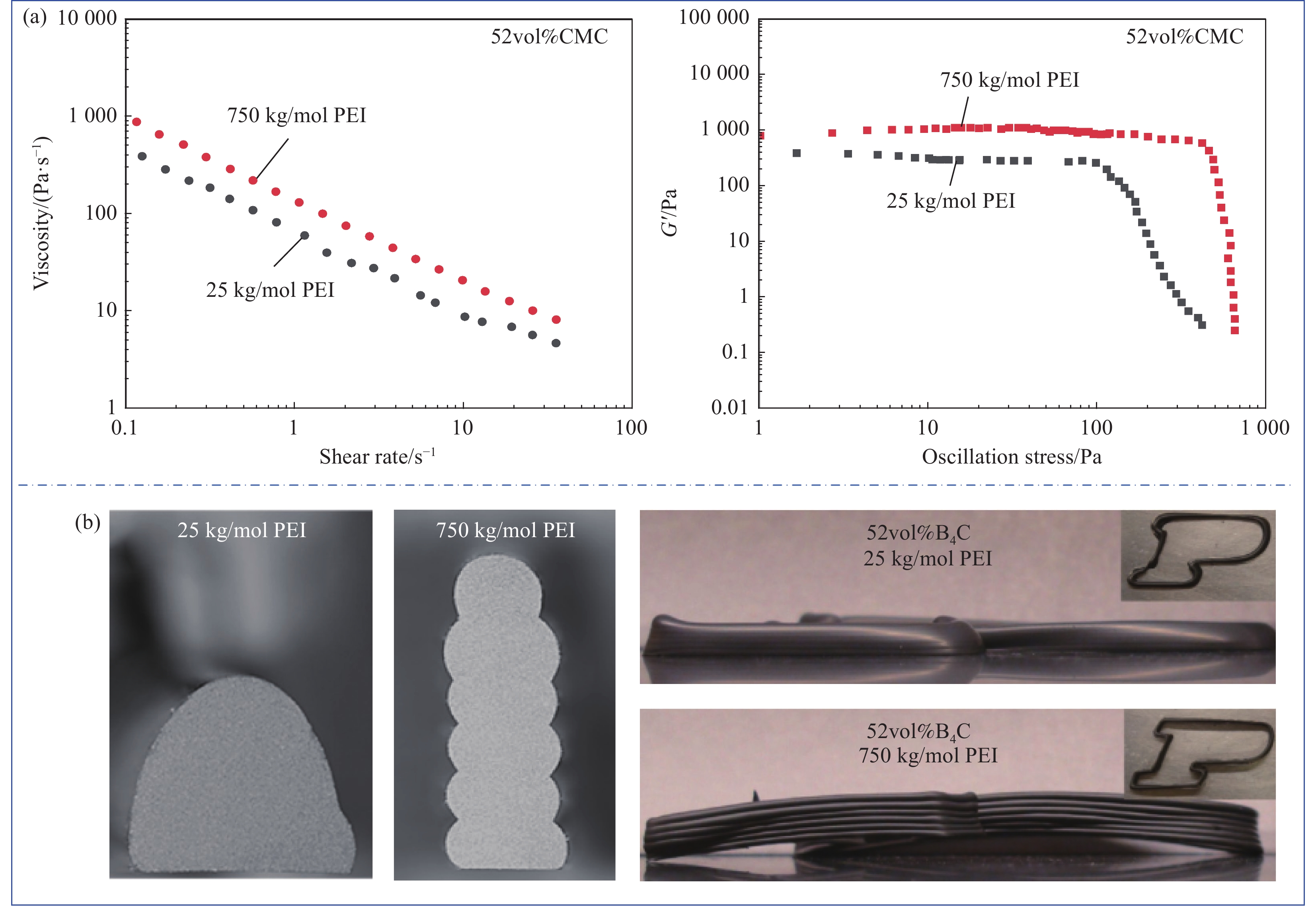
DIW墨水基体使用较多的是纳米至微米级的粉末,主要有碳化硅 (SiC)、 碳化硼 (B4C) 和超高温陶瓷 (ZrB2-SiC) 等,这些陶瓷都具有低密度、低化学反应性、高熔点和高硬度等优势,是航空航天极端环境应用的理想材料。但纳米级粉末颗粒表面能高、比表面积大且团聚效应明显,易形成二次粒子,因此需要添加分散剂来降低表面能,使粉末更好地分散。按化学成份可将分散剂分为离子型分散剂、高分子聚合物和聚电解质分散剂。不同分散剂的分散机制不同,包括静电稳定机制、空间位阻机制和静电位阻机制[42]。其中离子型分散剂主要为静电稳定分散机制,是在固态粒子表面形成一个电荷屏障层,增大静电斥力使固态粒子难以发生碰撞和团聚;高分子聚合物主要为空间位阻分散机制,是聚合物分子基团附着于粒子表面形成空间位阻层,阻止固态粒子的絮凝团聚[43-44];聚电解质主要是静电位阻机制,是利用带电的聚合物分子层,通过自身的静电斥力排斥周围粒子,同时又可形成空间位阻层使粒子相互分散,因此可获得最佳的分散效果。Costakis等[45]研究了聚电解质分散剂的分子量对于B4C陶瓷粉末打印性能的影响,如图5所示。采用平均分子量为
25000 g/mol和750000 g/mol的聚乙烯亚胺作为分散剂,发现聚合物分子量的增加能够显著影响墨水的流变特性,包括黏度和储存剪切模量等 (图5(a)),从而影响设计产品的打印维型能力 (图5(b))。高分子量的分散剂能够增加陶瓷粒子之间分子链的缠结和架桥,通过空间位阻和静电斥力提供更好的分散效果,有助于设计结构的形状保持。因此,分散剂的选择对于陶瓷墨水的连续挤出成型至关重要。![]() 图 5 分散剂对打印性能的影响:(a) 不同聚合物分子量的流变性能;(b) 不同聚合物分子量的维型能力[45]PEI—Polyetherimide; CMC—Carboxymethyl cellulose; G'—Storage modulusFigure 5. Effect of dispersants on printing performance: (a) Rheological properties of different polymer molecular weights; (b) Dimensional ability of different polymer molecular weights[45]
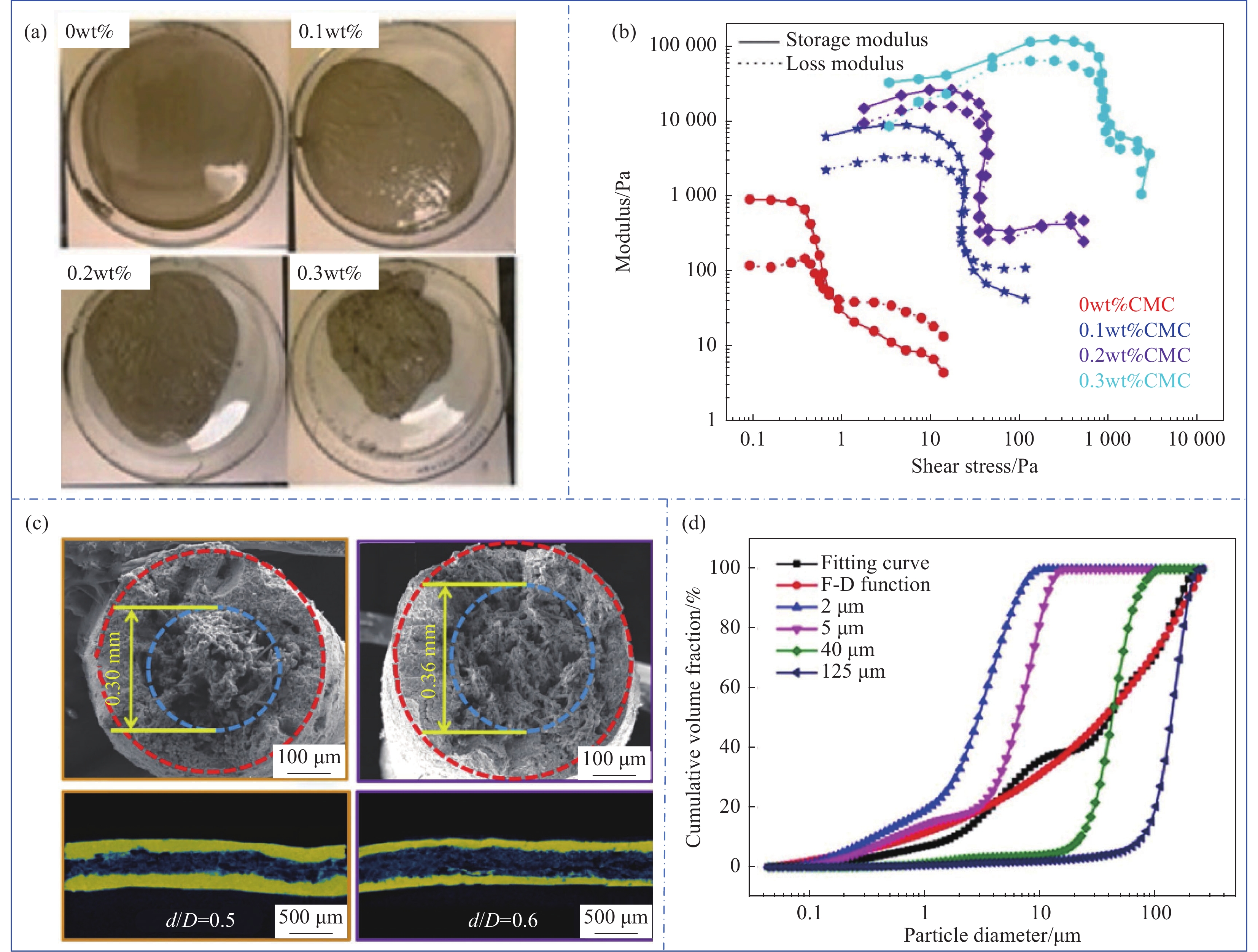
图 5 分散剂对打印性能的影响:(a) 不同聚合物分子量的流变性能;(b) 不同聚合物分子量的维型能力[45]PEI—Polyetherimide; CMC—Carboxymethyl cellulose; G'—Storage modulusFigure 5. Effect of dispersants on printing performance: (a) Rheological properties of different polymer molecular weights; (b) Dimensional ability of different polymer molecular weights[45]除添加分散剂外,陶瓷墨水中还需添加粘合剂,主要是通过化学反应、物理吸附、扩散作用和络合作用等机制实现陶瓷粉末和其他添加物的粘合,分为无机粘合剂和有机粘合剂。无机粘合剂主要是硅酸盐、氧化物等,具有耐高温性好、耐化学性好、抗拉强度高、硬度高等特点;有机粘合剂主要是环氧树脂、聚氨酯等有机物,具有粘合强度高和粘结便利的优势。Chen等[46]利用羧甲基纤维素有机物进行了SiC粉末、Al2O3粉末和Y2O3粉末的粘合,研究发现随着粘合剂含量的增加,墨水的形态变得更加黏稠 (图6(a)),同时墨水的黏度在低剪切速率下明显增加,触变性和粘弹性随着粘合剂含量增加呈上升趋势 (图6(b));Xia等[47]则利用瓜尔豆胶有机粘合剂实现了SiC陶瓷和碳纤维的粘合,通过调整墨水的流变特性,开发了复杂三维核壳结构的DIW打印技术 (图6(c))。
![]()
在陶瓷墨水的设计中,添加分散剂和粘合剂能够使固态粒子之间具有较好的分散特性,同时使固态粒子和其他添加物之间具有可设计的粘结特性,但是墨水的流变行为往往容易随着固体负载的增加而恶化[48],使设计墨水很难达到理想的固体负载,从而影响打印性能。因此,构建陶瓷颗粒匹级系统提高固含量显得尤为重要,可通过在微米级的陶瓷颗粒之间引入纳米级颗粒,形成多尺度分级系统。利用Funk-Dinger函数来进行分级系统的设计,获得最密堆积密度的陶瓷颗粒墨水。陶瓷粉末体积分数的混合比设计问题,实际上是根据分形理论将粉末分级配比后的累计体积分数曲线与基于Funk-Dinger函数模型累计体积分数曲线之间的拟合问题,曲线拟合后解析出分布模量,再将分布模量代入Funk-Dinger函数中即可求得该粒径范围内的体积累计分数,绘制的Funk-Dinger理论曲线如图6(d)所示[33]。Li等[48]以SiC陶瓷粉末为原料,运用Funk-Dinger函数设计了3种SiC颗粒匹级系统,这种多尺度系统拓宽了粒度分布,使颗粒间的相互作用最小化从而达到高固含量的设计目的。但是,目前这种分级匹配思路主要集中在SLA工艺的光敏树脂油墨中[49],而专门用于DIW工艺的多尺寸陶瓷墨水设计的研究还很有限。
1.2 陶瓷先驱体墨水
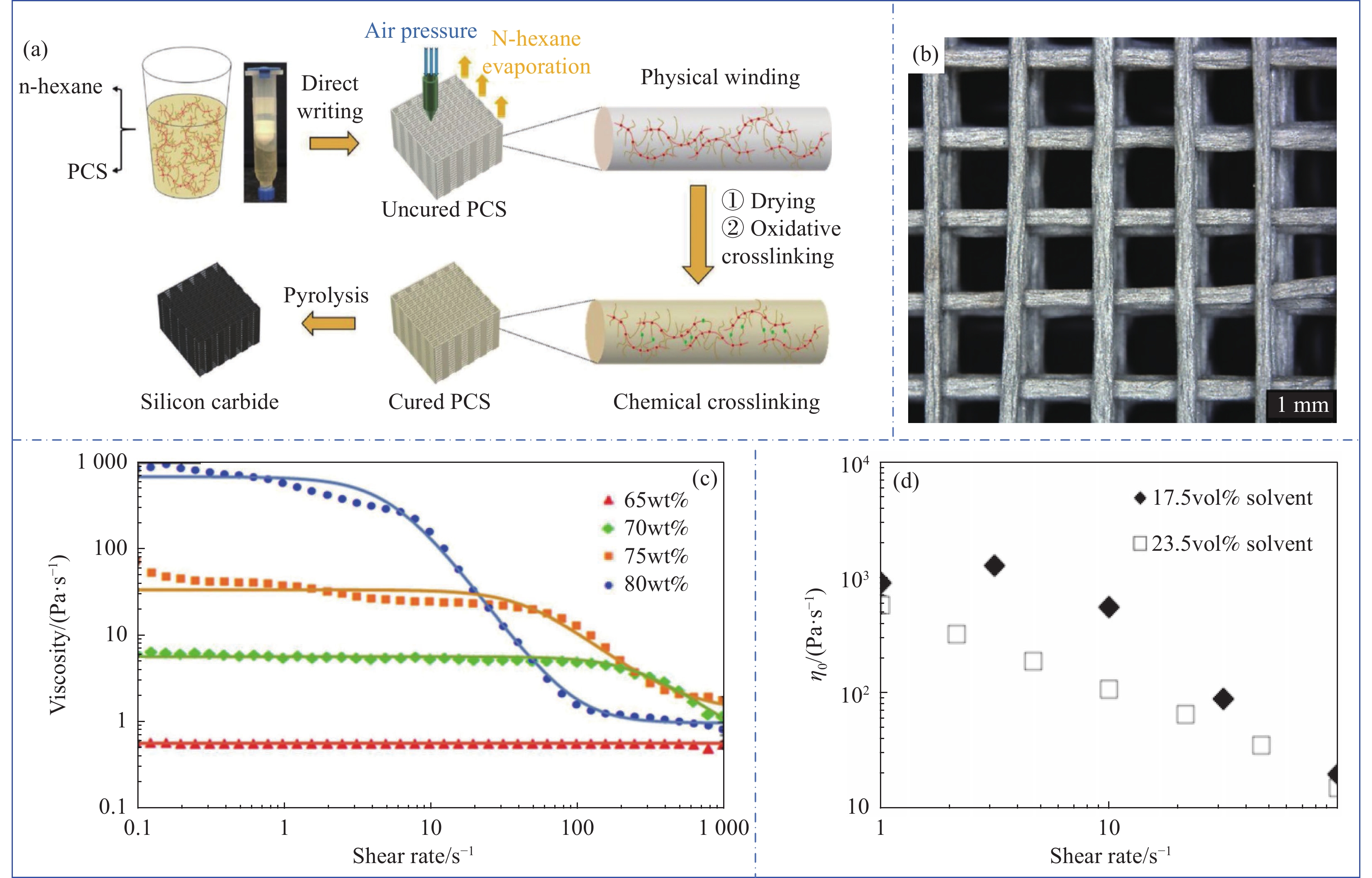
与陶瓷固态粉末相比,陶瓷先驱体具有低热解温度、高温热稳定性、抗蠕变性及与改性分子结构相关的独特性能,且更易进行成分设计和均匀分散,因此成为一种具有广阔应用前景的墨水基体。先驱体在一定温度下热解可以转化为陶瓷基体,不仅充当基体源,而且在墨水中起到粘合剂的功能,能够改善墨水的流变特性 (图7(a));在热解过程中由于大量的质量损失,会产生明显的体积收缩,这种体积收缩易使打印坯体产生裂纹[50],这些裂纹严重时会导致整体结构塌陷,因此一般需要在墨水配制时添加陶瓷填料。Franchin等[51]使用聚甲基硅氧烷先驱体作为SiOC陶瓷源和聚合物粘合剂,SiC陶瓷粉末作为惰性填料,分析了DIW工艺中SiC填料对热解后打印构件维型的影响,发现陶瓷先驱体热解后材料的孔隙率高达75%,同时发现在厚度方向上变化了50%以上 (图7(b));Chen等[52]以采用聚碳硅烷 (PCS) 先驱体完成了三维复杂结构SiC陶瓷的DIW打印成型,墨水的流变性能可通过调整PCS浓度来控制 (图7(c));Larson等[38]发明了一种基于SiC胶体和硼-聚碳硅烷先驱体 (BPCS) 的混合墨水,该墨水具有良好的流变性能 (图7(d)),可在0.2~100 mm大尺度范围内被连续挤出;Yanase等[53]以硼酸和聚乙烯醇为原料制备含氧B4C先驱体,该先驱体在完全干燥后,再经过高温热解即可得到B4C基体,这种含氧B4C先驱体虽易制备,但是氧的存在会影响陶瓷的致密性和高温性能[54];而无氧B4C先驱体的制备成本高昂,目前在陶瓷化过程中仍无法彻底消除富余的碳,使制备的先驱体硼含量偏低。因此,采用B4C先驱体制备陶瓷基复合材料依然存在较大挑战。
采用聚合物先驱体可避免类似粉体原料遇到的因高固体负载而产生的堵塞问题,但先驱体大多成本高昂且陶瓷产率低,在聚合物固化和热解过程中的气体释放和约束性收缩,会令纤维错位并改变裂纹扩展方向,导致打印预成型件出现严重裂纹[51],另外在先驱体墨水被挤出过程中溶剂挥发也很难量化控制,因此这种热解转化的陶瓷预成型件存在致密度较低、力学性能较差等缺点,这些缺陷限制了陶瓷先驱体墨水在DIW工艺中的广泛使用。
1.3 改性先驱体墨水
传统DIW工艺打印时由于墨水自身性能限制 (如存储/损伤模量等),导致打印结构易出现坍塌变形,为改善这一情况,往往都要通过增大打印喷嘴内径以削弱高/低剪切突变导致的挤出长丝伸缩现象,以确保DIW工艺的高精度和复杂构件成型。在传统先驱体墨水中引入改性剂使其拥有光敏/光热等驱动特性,配合激光辅助则可以很好地解决墨水在剪切突变时产生的形变,使用更精细的打印喷嘴使打印层厚更均匀,提高工艺精度。
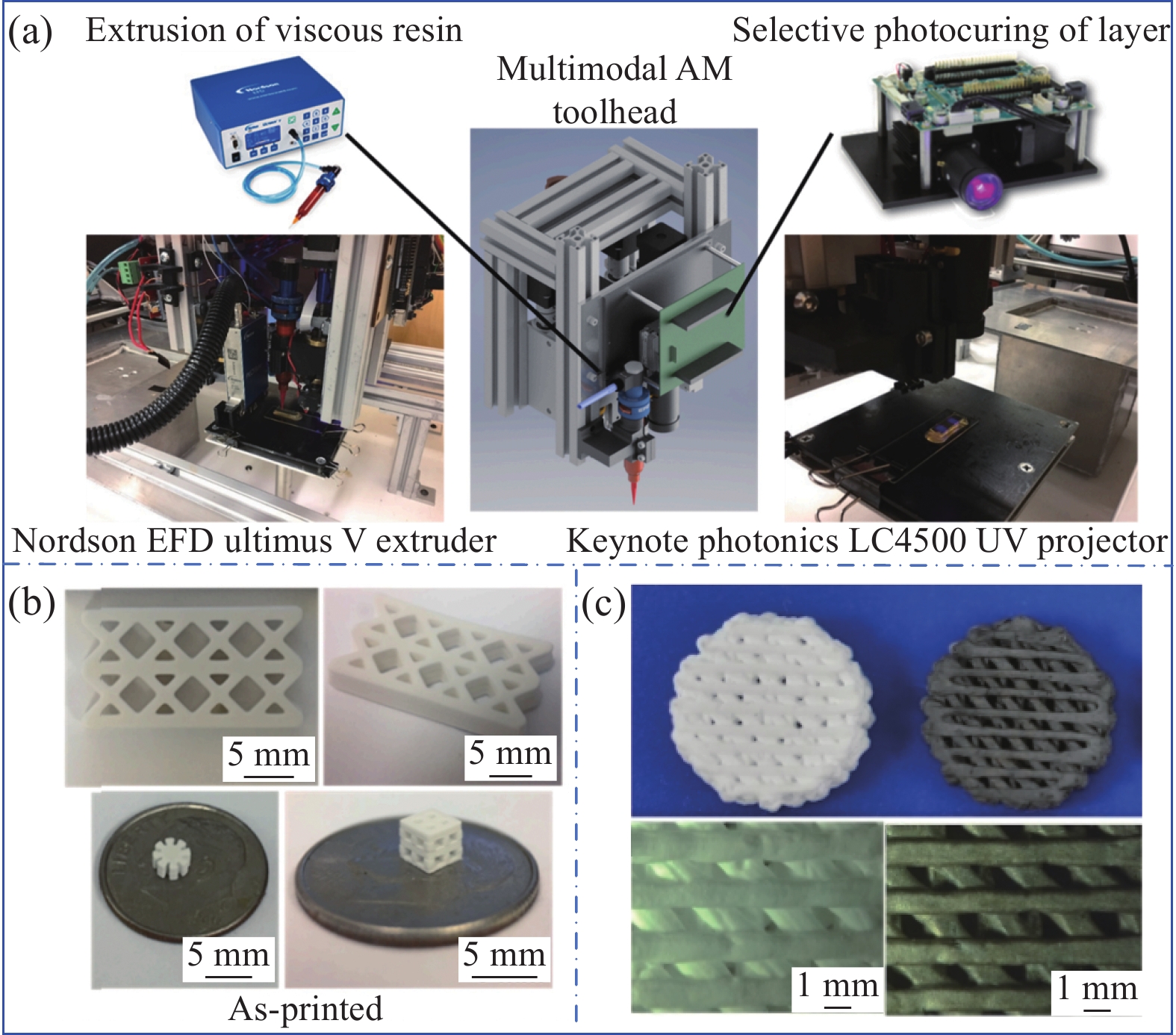
常见的改性剂有光敏剂和光热剂,光敏剂包括巯基、乙烯基、丙烯酸酯等,这些改性剂在紫外线作用下可以产生液态光敏树脂单体,分子水平的陶瓷先驱体可以接枝到光敏基团上,从而在紫外线照射下形成致密的网络结构,这可能使打印构件具有更高的强度,防止在热处理过程中出现坍塌现象[55]。图8为采用改性先驱体的DIW打印设备及工艺,在传统打印机上增加紫外辅助,既保持了高分辨率,又降低了高精度带来的高昂打印成本 (图8(a))。Wei等[55]以聚甲基硅氧烷树脂为原料,丙烯酸酯作为硅烷偶联剂制备满足流变性能和所需光固化速率要求的改性先驱体,通过紫外辅助DIW工艺成功打印出蜂窝结构。在紫外线的照射下,构件所有组分在分子水平上的高度交联固化,避免了其在热解过程中形成较大的孔隙或裂纹,使最终构件仅有25%的线收缩和30%的质量损失。这表明紫外辅助DIW工艺能够提高打印精度并扩大DIW的应用范围。Rau等[56]配备了高固含量的氧化铝光聚合物墨水,该墨水具有高零剪切速率黏度,从而能够实现高精度复杂结构的成型 (图8(b)),但目前还无法将DIW打印精度提升至纳米级,未来进一步的工作可尝试新型光敏树脂,利用更小的喷嘴获取更小的层高和更高的分辨率。光热剂包括液态金属、石墨烯等,这类改性剂在红外线作用下可发生电子跃迁或改变晶格结构,将光能转化为热能。在墨水中加入光热剂可使陶瓷基体在激光照射下产生热致形变,拥有红外光热响应性能。党文涛[57]配备了含光热剂的陶瓷墨水成功制造出用于骨组织方面的支架材料,如图8(c)所示。但引入光热剂可能会对墨水的流变性能产生不利影响,其加入量要能保证陶瓷基体对红外光有明显的光热效应,同时降低墨水在喷嘴堵塞的可能,避免影响打印的流畅性和成功率。
![]() AM—Additive manufacturing; Nordson EFD Ultimus V—Precision dispenser for extruding photoresists
AM—Additive manufacturing; Nordson EFD Ultimus V—Precision dispenser for extruding photoresists2. 纤维的引入和增韧机制
DIW打印陶瓷材料的断裂韧性较差,这限制了其作为结构材料的工程应用,纤维增韧、相变增韧和颗粒弥散增韧是陶瓷材料增韧的主要途径,其中纤维增韧的效果最为显著。可用于陶瓷材料的强韧体纤维,需要和陶瓷基体具有合适的模量匹配和性能匹配,使用最多的主要有碳纤维 (Csf) 和碳化硅纤维 (SiCf)。Csf具有高强度、高模量和高硬度等优异的力学特性,可以通过对纤维编制形式进行设计以实现结构性能的调控;SiCf在高温空气或者有氧环境下抗氧化性能更强,绝缘性能良好,可以通过对其先驱体的调控获得渐变电阻率、雷达波吸收、高温透波等功能化性能。到目前为止,许多纤维强韧陶瓷基复合材料已经通过三维打印技术制造出来,已证实纤维的加入会显著改善陶瓷材料的结构功能特性。
2.1 短切纤维
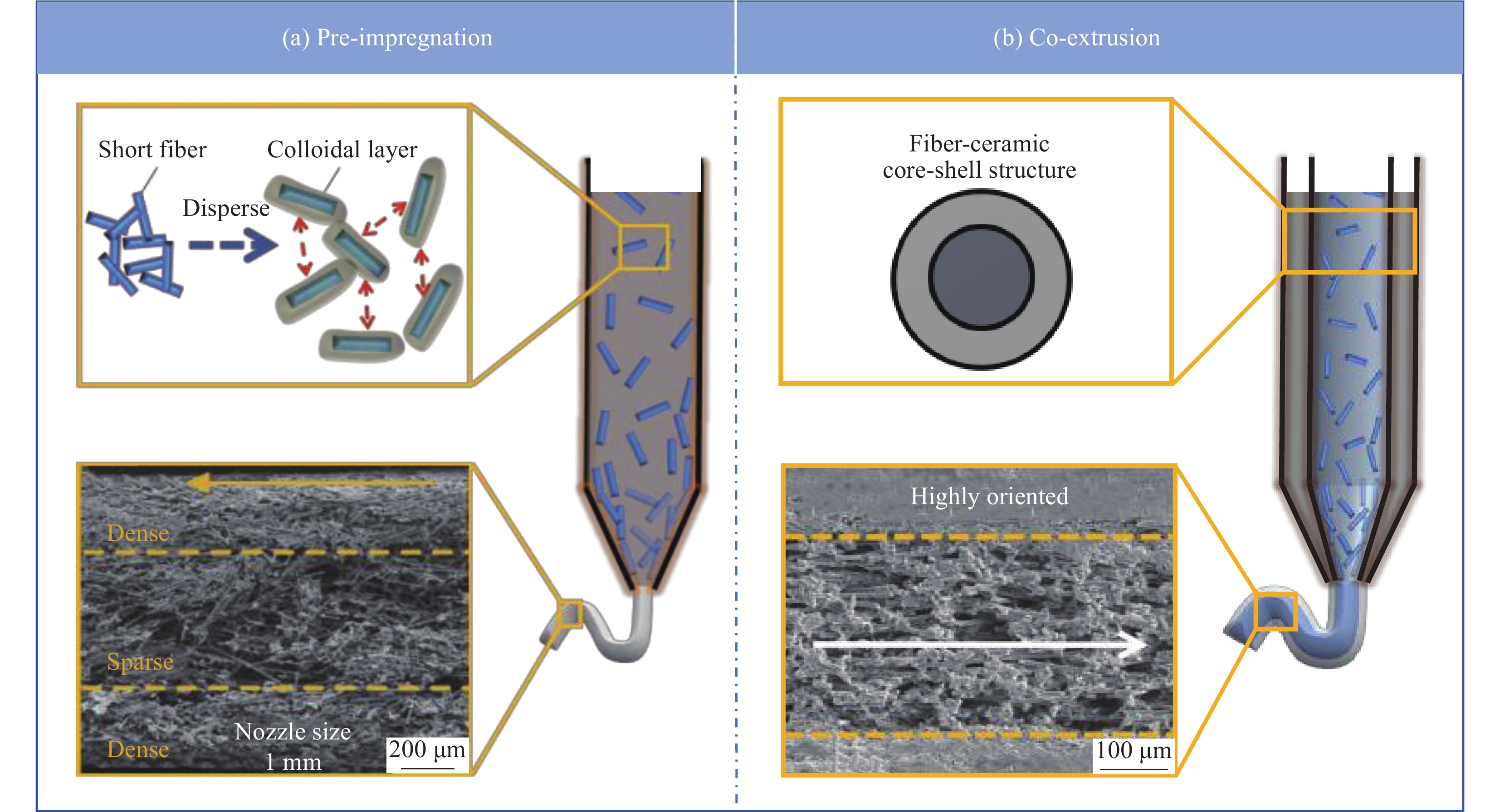
短切纤维已被广泛应用到陶瓷材料的三维打印成型中,在DIW工艺中,短切纤维和陶瓷墨水一起从喷嘴挤出成型,挤出方式包括预先浸渍和共同挤出,如图9所示。预先浸渍法是将纤维和陶瓷墨水一起混合均匀,以悬浮液形式推入挤筒并推出的过程。但是,在悬浮液挤出喷嘴的过程会破坏原本均匀的纤维分布体系,喷嘴壁附近的纤维取向明显、排列密集,而喷嘴中间的纤维排列无序、稀疏,这种分布是由挤出过程中不均匀的剪切速率造成的 (图9(a))。同时由于陶瓷基体混合在悬浮液中形成完整的互溶体,很难有效沉积在纤维表面,纤维与基体之间的界面结合很薄弱,纤维的强韧效果不佳。共同挤出法是以纤维墨水为核、纯陶瓷基体墨水为壳,通过核壳共挤料杆同轴挤出,这种方式将纤维集中在核内,在挤出过程中的取向良好,能够显著提升纤维对于基体材料的增韧效果 (图9(b)),同时纤维在挤出过程中由于剪切力作用而表现出取向性分布特性,因此可以对短切纤维取向进行设计,从而实现对打印纤维复合材料性能的调控。
![]() 图 9 DIW工艺中短切纤维的加入方式:(a) 预先浸渍;(b) 共同挤出Figure 9. Addition method of short cut fibers in the DIW process: (a) Pre-impregnation; (b) Co-extrusion
图 9 DIW工艺中短切纤维的加入方式:(a) 预先浸渍;(b) 共同挤出Figure 9. Addition method of short cut fibers in the DIW process: (a) Pre-impregnation; (b) Co-extrusion在短切纤维挤出过程中,当纤维的长度接近喷嘴直径时,纤维易在喷嘴处集中造成堵塞,喷嘴的直径一般小于1 mm[42, 51],这就限定了纤维的体积分数和尺寸范围 (图10(a)),其体积分数通常不超过35vol%,而长度通常在几十至几百微米之间。这些短切纤维在表面张力的作用下会聚在一起并结成团块,为提高纤维的分散性,需要添加纤维分散剂,在纤维表面形成一个胶体层,使纤维相互分离 (图10(b))。配制纤维复合墨水的方式与陶瓷基体的类型有关,以陶瓷粉末为基体原料时,需要将短切纤维、陶瓷粉末、分散剂和粘合剂组成的预混粉混合均匀,经高速搅拌后得到可顺利挤出的打印墨水;以陶瓷先驱体为原料时,墨水主要是将先驱体溶液与填料、短切纤维先后混合并搅拌均匀。纤维的加入会增大墨水的黏度、屈服应力、储存模量和损耗模量,但可能会带来分散均匀性的问题,同时需要更大的剪切应力使其流动,增加喷嘴堵塞的概率。此外,还需控制短切纤维的定向排列和填充密度,确保在打印过程中能实现所需的结构与性能。
![]() 图 10 短切纤维复合材料的DIW打印成型:(a) 短切纤维体积分数和长度范围;(b) 分散剂对纤维分布影响;(c) 构件的尺寸偏差比;(d) 核壳结构复合长丝共同挤出示意图[16, 31, 42, 47, 51, 58-59]Csf—Short carbon fiber; Cf—Carbon fiber; SiCf—Short silicon carbide fibers; AHPCS—Allylhydridopolycarbosilane; PMSSQ—Poly (methyl-silsesquioxane); MC—Methyl cellulose; L—Length; W—Width; H—Height; θ—Extrusion angle; d1—Fiber diameter at the feed rod; D1—SiC diameter at the feed rod; d2—Fiber diameter at the filament; D2—SiC diameter at the filamentFigure 10. DIW printing forming of short cut fiber composite materials: (a) Volume fraction and length range of short cut fibers; (b) Effect of dispersants on fiber distribution; (c) Dimensional deviation ratio of components; (d) Schematic diagram of co-extrusion of core-shell structure composite filament[16, 31, 42, 47, 51, 58-59]
图 10 短切纤维复合材料的DIW打印成型:(a) 短切纤维体积分数和长度范围;(b) 分散剂对纤维分布影响;(c) 构件的尺寸偏差比;(d) 核壳结构复合长丝共同挤出示意图[16, 31, 42, 47, 51, 58-59]Csf—Short carbon fiber; Cf—Carbon fiber; SiCf—Short silicon carbide fibers; AHPCS—Allylhydridopolycarbosilane; PMSSQ—Poly (methyl-silsesquioxane); MC—Methyl cellulose; L—Length; W—Width; H—Height; θ—Extrusion angle; d1—Fiber diameter at the feed rod; D1—SiC diameter at the feed rod; d2—Fiber diameter at the filament; D2—SiC diameter at the filamentFigure 10. DIW printing forming of short cut fiber composite materials: (a) Volume fraction and length range of short cut fibers; (b) Effect of dispersants on fiber distribution; (c) Dimensional deviation ratio of components; (d) Schematic diagram of co-extrusion of core-shell structure composite filament[16, 31, 42, 47, 51, 58-59]Wang等[58]采用直径为5~10 µm的Csf、SiC粉末为原料,添加聚乙二醇为分散剂进行DIW工艺的研究,发现打印尺寸精度随着纤维含量的增加而增加,这说明Csf的加入有利于打印构件的形状保持 (图10(c));Kemp等[31]将研磨至平均粒径为1.3 µm的SiCsf与ZrB2、PCS聚合物混合开发新型陶瓷墨水,打印出线性收缩率小于5%的复杂陶瓷构件,但也发现随着纤维含量的增加,纤维在材料中排列的取向性减弱,材料的大尺度孔隙率增加;Lu等[59]使用200 µm的短切碳纤维并进行了表面退浆处理,与SiC粉末混合,添加聚乙二醇和四甲基氢氧化铵作为分散剂,通过预先浸渍法进行挤出成型,但由于纤维间的相互作用易使喷嘴发生堵塞现象。为此,该团队[47]还设计了一种用于共同挤出的新型核壳进料杆,可以连续挤出获得Csf@SiC复合长丝 (图10(d))。此外,Lu等[60]将短切Csf和甲基纤维素、聚乙烯吡咯烷酮、乙醇混合制成Csf含量约70vol%的墨水,采用DIW挤出方式打印纤维多孔预制件,之后对多孔预制体进行了致密化处理,获得了低孔隙率的Csf/ZrB2-SiC复合材料。
2.2 连续纤维
与短切纤维相比,采用连续纤维来强韧陶瓷材料通常具有更高的损伤耐受性、结构完整性及疲劳蠕变性能[46],但是连续纤维复合材料的三维打印成型面临的挑战更大,需确保纤维的定向和排列均匀,以保证材料性能的稳定性和一致性,在制造复杂形状构件时,应考虑纤维排列和分布方面的打印控制,克服成型过程中的变形和应力集中等问题。在连续纤维被拉出的过程中,纤维表面容易因机械摩擦起毛丝,从而破坏连续性,因此需要在其表面进行上浆处理 (图11(a)),上浆剂确保了纤维相互粘连形成纤维束,这有利于后续挤出过程的顺利进行,另外上浆剂相当于在纤维和基体之间形成了一个弱界面,从而在一定程度上避免了致密化过程中的纤维腐蚀现象。连续纤维一般随陶瓷墨水共同挤出,将纤维喷嘴倾斜插入墨水喷嘴中,可形成以连续纤维为核、基体为壳的核壳结构,如图11(b)所示。这种情况下,纤维喷嘴周围的陶瓷墨水流速远高于纤维束的挤出速度,容易在纤维长丝上堆积多余的陶瓷墨水,成型精度控制难度很大[61]。喷嘴的倾斜角度不仅影响墨水的挤出速度,还影响复合长丝中纤维的取向。将两个喷嘴调整为平行结构,可以确保墨水和纤维的挤出速率稳定 (图11(c)),但经过角度偏折后的纤维带有残余应力,影响打印结构的维型/性能力。为改善这个问题,可以将无角度偏折的纤维束送入喷嘴中 (图11(d))。然而,由于纤维表面上浆剂的作用,陶瓷墨水很难进入到纤维单丝之间实现充分浸润,这可以通过添加超声振荡辅助装置来改善 (图11(e))。
![]() 图 11 DIW工艺中连续纤维的加入方式:(a) 连续纤维的表面上浆过程;(b) 斜插式喷嘴设计;(c) 折角式喷嘴设计;(d) 无折角喷嘴设计;(e) 超声辅助设计Figure 11. Addition method of continuous fibers in DIW process: (a) Surface sizing process of continuous fibers; (b) Design of oblique insertion nozzle; (c) Design of angled nozzles; (d) Non angled nozzle design; (e) Ultrasound assisted design
图 11 DIW工艺中连续纤维的加入方式:(a) 连续纤维的表面上浆过程;(b) 斜插式喷嘴设计;(c) 折角式喷嘴设计;(d) 无折角喷嘴设计;(e) 超声辅助设计Figure 11. Addition method of continuous fibers in DIW process: (a) Surface sizing process of continuous fibers; (b) Design of oblique insertion nozzle; (c) Design of angled nozzles; (d) Non angled nozzle design; (e) Ultrasound assisted design在纤维和基体复合过程中,界面性能对于打印件的维型/性能力至关重要,一般采用三维打印成型的复合材料界面性能明显低于传统工艺制备的材料,这主要归因于碳纤维和基体之间较差的润湿能力,因此需要对碳纤维和陶瓷墨水的挤出方式进行设计,以改进纤维与基体的界面结合能力。Chen等[46]改进传统喷嘴系统,将多个纤维喷嘴插入墨水喷嘴中形成多核结构 (图12(a)),挤出过程中纤维束丝没有纠缠且高度取向,随着纤维喷嘴数量的增加,纤维束和墨水之间的摩擦力增大,陶瓷墨水的流速随之下降,从而有利于多核单壳结构的共同挤出 (图12(b));李赛等[62]设计了螺杆旋转机将纤维输运至挤出口,避免了纤维被电机拉扯过程中的毛刺现象 (图12(c)),系统研究了墨水流量/速度比对挤出长丝形貌的影响;Liu等[30]引入超声辅助纤维分离技术使陶瓷墨水充分浸润纤维束丝。超声作用能够避免陶瓷颗粒的沉淀,降低溶液的表面张力,改善纤维和墨水的润湿性,使陶瓷基体方便浸渍到纤维束丝内部 (图12(d))。
![]()
3. 致密化后处理工艺
尽管DIW工艺相较于传统制造工艺有许多好处,但打印成型的素坯经过高温热解除胶后,其孔隙率较高、结构强度很低、表面较粗糙且各向异性明显,沿着厚度方向构件的层间结合能力较弱。这些问题可在前期配制墨水时通过改变墨水流变特性、表面张力和固含量及打印过程中优化打印参数和纤维路径来调控,但通常还需要后处理致密化过程以提高打印件的结构强度和成型精度。常用的方法有先驱体浸渍裂解、化学气相渗透及反应熔体渗透等工艺,图13总结了这3种不同工艺的具体流程。
![]() 图 13 用于DIW打印技术的后致密化工艺流程PIP—Precursor infiltration pyrolysis process; CVI—Chemical vapor infiltration process; RMI—Reactive melt infiltration processFigure 13. Post-compaction process flow for DIW printing technology
图 13 用于DIW打印技术的后致密化工艺流程PIP—Precursor infiltration pyrolysis process; CVI—Chemical vapor infiltration process; RMI—Reactive melt infiltration processFigure 13. Post-compaction process flow for DIW printing technology3.1 先驱体浸渍裂解
先驱体浸渍裂解工艺 (PIP) 是在一定的温度和压力下将先驱体聚合物溶液浸渍到多孔体内,在高温环境下使先驱体热解转化为陶瓷基体进行致密化的过程[63],由于该过程工序简单、热解温度低及参数易控制等特点而受到关注。Xiong等[64]采用PIP工艺进行DIW打印预成型件的致密化(图14(a)),发现不同SiC基复合材料预成型件的PIP致密化速率存在着较大差异,但都需要多个浸渍-热解循环周期才能达到较高的致密度,前10个循环周期内质量增加呈线性关系,在这之后其致密化速率明显减缓 (图14(b)),这主要与表面孔隙通道的堵塞相关;Xu等[65]采用PIP工艺进行打印预成型件的后致密化处理,采用9个PIP循环后材料孔隙率降低了40.8%,但依然高达19.1% (图14(c))。
![]() SiCw—Silicon carbide whiskers; SiCp—Silicon carbide particles; PSw—Scaffolds with the mass ratio of SiCw/PCS was 0.05:1; PSwSp—Represented for the 3D-SiC scaffolds based on pyrolyzed PCS/SiCp-based lattices; DIW—Direct ink writing; PSwTi—PSw contained Ti; PSw-1800—PSw were heated at
SiCw—Silicon carbide whiskers; SiCp—Silicon carbide particles; PSw—Scaffolds with the mass ratio of SiCw/PCS was 0.05:1; PSwSp—Represented for the 3D-SiC scaffolds based on pyrolyzed PCS/SiCp-based lattices; DIW—Direct ink writing; PSwTi—PSw contained Ti; PSw-1800—PSw were heated at1800 ℃; PSw-CVI—PSw treated by chemical vapor infiltration; LPVCS—A liquid polycarbosilane; SiC3D—3D SiC-based composites一般采用PIP工艺进行后致密化处理的预成型件,在DIW墨水配制时采用的是陶瓷先驱体,这些先驱体需要经过热解过程才能转化为陶瓷基体,这个过程一般不需要考虑对纤维的保护和额外的碳源引入工序,但由于先驱体的体积收缩较大,造成预成型件的孔隙率较高且结构强度较差,因此需要进行多轮浸渍-热解的循环致密化。但是,DIW预成型件纤维束丝内部存在不少闭孔,这种闭孔很难在PIP后续致密化过程中被有效填充,造成致密化后的结构件孔隙率依然很高,一般为10%~20%之间。因此,要想继续提高PIP的致密化效率,需要对打印预成型件进行更高温的热处理从而将闭孔打开,但高温处理过程可能造成DIW预成型件的维型/性困难。
3.2 化学气相渗透
化学气相渗透工艺 (CVI) 是将一种或几种气体化合物定向渗透进多孔体结构中,经高温分解、化学反应后沉积形成所需陶瓷相,填充孔隙结构完成致密化的过程[63]。该工艺可以通过控制反应温度、气体压力等实现对陶瓷基体含量的调控,其优势是沉积生成的陶瓷纯度高、制备温度较低、对碳纤维的损伤小和利于保持结构件的几何尺寸。Xiong等[66]采用CVI工艺完成了DIW打印预成型件的致密化过程,DIW打印的素坯经过高温热解反应,再利用甲基三氯硅烷(MTS)进行气相渗透,高温下沉积反应获得SiC基体,降低了制备材料的孔隙率,达到较高的致密度 (图15(a))。不同CVI时间对于致密化效率有着显著影响,未致密化的打印预成型件拉伸强度仅有3.3 MPa,经过20 h CVI循环后的试样抗拉强度增大到15.7 MPa,经60 h CVI后,拉伸强度提高至47.3 MPa,主要原因是长时间的CVI过程使表面裂纹逐渐愈合,减少了结构缺陷 (图15(b));Lu等[59]利用CVI工艺在高度取向的Csf表面沉积了SiC陶瓷基体,首先通过DIW制备了高度取向的纤维素坯,接着利用CVI工艺完成素坯的高温热处理及SiC界面层的沉积(图15(c)),通过控制CVI的反应时间,对界面层厚度进行精细调控 (图15(d)),界面层的存在有效地保护碳纤维,显著改善打印件的力学性能。
![]()
CVI工艺过程对纤维造成的损害较小,使打印结构具有较高的完整性与力学性能,并且这种气相渗入的方法灵活,有利于实现材料的自由设计和复杂成型。另外,气相过程不仅可以填充多孔预成型件中的孔隙或裂缝,还被认为是一种在打印体结构内部原位构筑晶须的灵活方法,只需控制反应温度、气体压力和成分即可原位生长晶须,从而和碳纤维协同获得多尺度强韧结构,这种跨尺度强韧体由于将强韧化效应由微米尺度扩展到纳米尺度,显示出优异的结构功能特性。
3.3 反应熔体渗透
反应熔渗工艺 (RMI) 是将高温熔体渗透到多孔结构体内部,经过化学反应得到耐高温陶瓷相并嵌入到孔隙中完成致密化,这种工艺经济高效、制备周期短、能够大尺寸净近成形,因此成为制造复杂几何构件的优选方案。由于RMI工艺过程中的高温高活性环境,纤维更易被高温熔体所侵蚀,因此利用RMI工艺进行打印预成型件的致密化,首先需要考虑的是纤维的保护问题。在DIW工艺前,可以利用化学气相沉积工艺在碳纤维表面沉积界面层;在DIW工艺中,可以在墨水设计中有意引入碳源,碳源可以是分散剂 (甲基纤维素等)、粘合剂 (瓜尔胶等) 或者葡萄糖等,这些作为含碳的长链聚合物,均在高温环境下 (一般超过900℃) 会热解成碳基体,包裹在纤维表面充当保护层,这部分碳源产生的碳基体比较有限,而且产生的涂层结构不好调控;在DIW工艺后,还可以通过树脂浸渍-裂解来获得碳源,树脂一般为残碳率较高的酚醛树脂,或者是由于功能考虑加入粉体的酚醛树脂浆料[67]。
一般来说,DIW打印过程会使预成型件内存在3种不同的孔隙结构。一种为挤出纤维长丝内存在的孔隙,一般孔径较小,是墨水中高分子聚合物裂解产生的;另一种为微米孔,主要是由于酚醛树脂裂解所产生的,是主要的孔隙存在形式,还有一种是挤出长丝之间的较大孔隙。Lu等[60]采用RMI工艺进行了DIW打印预成型件的致密后处理(图16(a)),致密化后的复合材料孔隙率依然高达18.8%,这主要是由于复合丝之间的大孔内没有足够的碳反应源,最后熔体流失形成孔隙结构(图16(b))。因此可见,RMI工艺对于打印预成型件内的孔隙分布和大小要求严格,多数情况下会产生残余熔体,因此对DIW打印预成型件体内的孔隙结构进行设计至关重要。
![]()
4. DIW打印构件性能
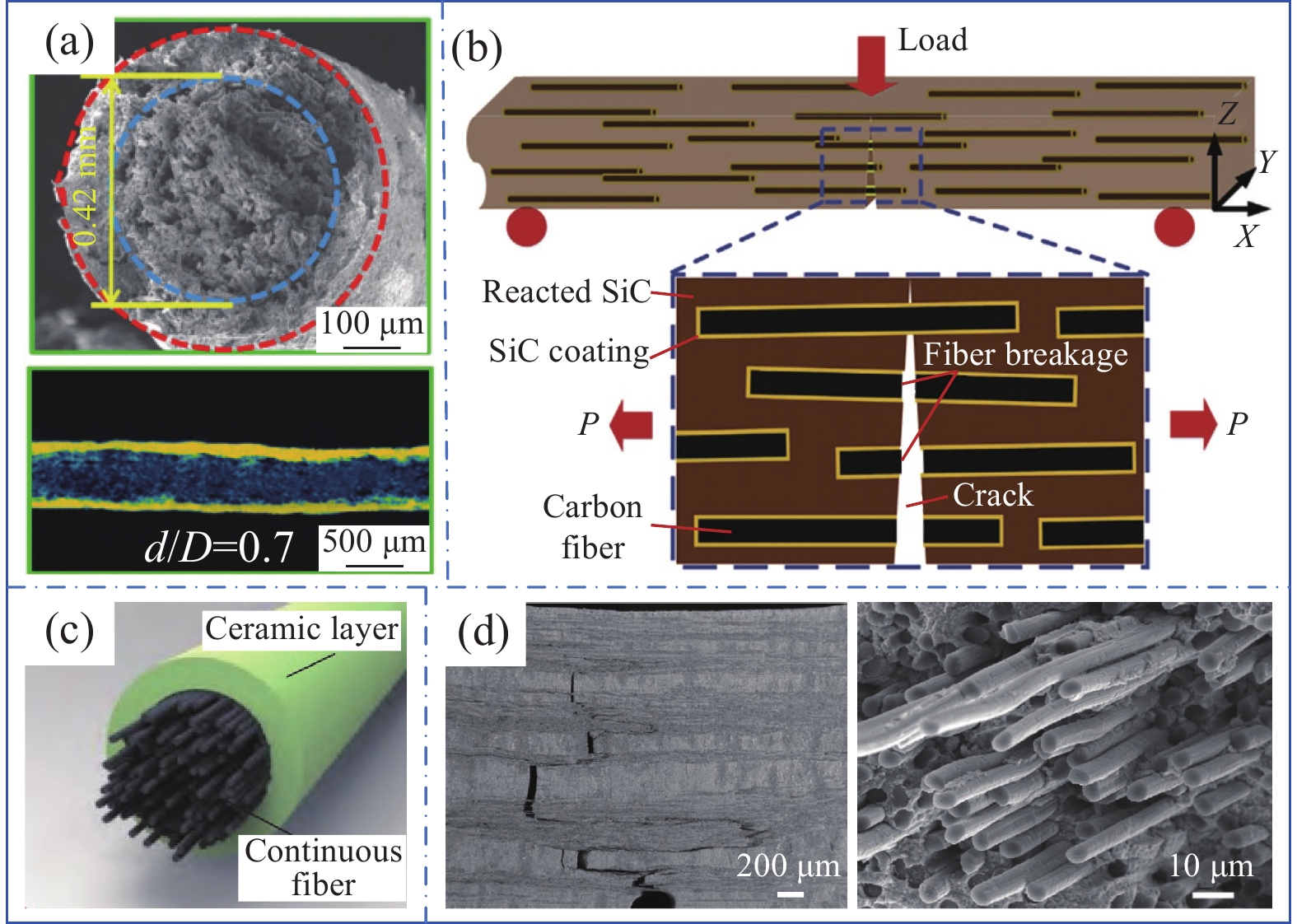
表1列出了DIW工艺打印纤维强韧陶瓷基复合材料的工艺特点和关键性能。从表中可以看出,目前DIW打印材料体系主要是采用短切碳纤维来强韧碳化硅陶瓷基体 (Csf/SiC),SiC陶瓷基体来源主要是陶瓷粉末直接加入和聚合物先驱体热解,致密化工艺依据打印构件的维型/性能力及性能要求进行选择。当前研究较多的是结构强度性能,对于纤维加入后打印构件的断裂韧性及其相关机制的研究较少。其中Xia等[47]在SiC陶瓷基体中加入由聚碳硅烷浸润热解过的短切纤维,后续采取PIP致密化工艺制备了孔隙率为31%、弯曲强度123 MPa、断裂韧性为2.71 MPa·m1/2的构件,断裂韧性低的主要原因是纤维束丝外面包裹有陶瓷壳,阻止了PIP致密化过程中基体的填充,导致纤维束丝内部存在较大的孔隙 (图17(a));Lu等[59]利用数值模拟方法研究了短切纤维在DIW打印过程中的排布取向问题,成功打印了高取向碳纤维复合SiC基体的素坯,后续结合CVI与液态硅渗透工艺(LSI)制备了断裂韧性为5.82 MPa·m1/2、弯曲强度为274 MPa的陶瓷基复合材料,高取向的纤维排布明显改善了复合材料的断裂韧性 (图17(b));李赛等[62]采用连续纤维进行SiC陶瓷的增韧,但是断裂韧性仅为3.77 MPa·m1/2,主要原因是复合材料中的纤维丝之间存在大量孔隙,受到破坏时纤维难以充分发挥强韧作用 (图17(c));Liu等[30]通过水热反应在碳纤维表面制备了碳涂层,使纤维具有良好的润湿性,将连续碳纤维加入到由ZrB2、SiC基体复合的墨水中,浸渍过程中通过振荡辅助确保完全浸渍,后续再通过低温热压致密,成功制备了弯曲强度为388.3 MPa、断裂韧性为10.04 MPa·m1/2的陶瓷基复合材料,断裂韧性高的主要原因是纤维桥接和拔出机制的启发使裂纹发生了偏转和层间扩展 (图17(d))。
表 1 DIW制造陶瓷/陶瓷复合材料研究中的构件性能Table 1. Mechanical properties of ceramic composite materials manufacturing using the DIW techniqueCeramic phase Enhanced phase Slurry design Fiber extrusion
methodDensification
processFracture
toughness/
(MPa·m1/2)Bending
strength/MPaTensile
strength/MPaRef. SiC Ceramic powder — Sintering — 27.3 — [38] SiC Continuous carbon fiber Ceramic powder Angle deviation Sintering — 219 — [46] SiC Short carbon fiber Ceramic powder Co-extrusion
17.5vol%PIP 2.71 123 — [47] PMSSQ Short carbon fiber Ceramic precursor Pre-impregnation
33vol%Pyrolysis — — — [51] Al2O3 — Modified precursor — Sintering — 156.6 — [56] SiC Short carbon fiber Ceramic powder Pre-impregnation
17.5vol%CVI, LSI 5.82 274 — [59] SiC Short carbon fiber Ceramic powder Pre-impregnation
20vol%LSI, Carbonization — 253.63 53.68 [58] SiC Continuous carbon fiber Ceramic powder No angle deviation PIP 3.77 146 — [62] ZrB2
SiCContinuous carbon fiber Ceramic powder No angle deviation Low temperature hot pressing 10.04 388.3 — [30] SiC Continuous carbon fiber Ceramic powder Angle deviation Sintering — 232 — [61] PCS — Ceramic precursor — PIP, CVI — — 129.7 [64] PCS Short silicon carbide fiber Ceramic precursor Pre-impregnation
10vol%Pyrolysis — 102.2 — [31] ZrB2 Short carbon fiber Ceramic powder Fiber prefabricated
components
1wt%CVI, SI, RMI — — — [60] Notes: LSI—Liquid silicon infiltration process; SI—Slurry impregnation process. ![]() P—Tension
P—Tension5. 总结与展望
快速发展的三维打印技术为制造陶瓷基复合材料提供了重要的技术途径,其中墨水直写 (DIW)技术由于设备简单、工艺可控及能大尺寸成型,在纤维强韧陶瓷基复合材料三维打印领域体现出巨大的应用前景。但是,采用DIW打印的素坯存在着致密度低和强度低等问题,需要和致密化工艺进行结合才能获得低孔隙率的结构复材。基于对当前纤维强韧陶瓷基复合材料DIW技术发展的总结,可以得出以下的机遇与挑战:
(1) 陶瓷墨水的设计与开发。现有陶瓷墨水主要针对的是SiC陶瓷基体,针对其他陶瓷,例如碳化硼、超高温陶瓷等基体的墨水还没有系统设计与制备,相应墨水的黏弹性、剪切稀化等特性等需要系统研究;另外,光敏和光热等改性的陶瓷墨水设计需要额外的光引发剂,不同的引发剂可能会影响复合材料整体的交联固化,可以从控制引发剂的种类和浓度、调整墨水组分、改变打印路径、优化固化条件等方面着手解决,这些均需要系统探索;
(2) 纤维复合陶瓷的界面演化。纤维的复合效应能够显著提升陶瓷材料的损伤容限能力,但由于陶瓷基体材料和纤维之间较差的物化相容性,导致其界面结合较弱,可以对纤维进行处理和优化打印工艺参数,改变纤维表面物理化学状态和实现高强度打印结合。现有研究没有系统构建纤维与墨水界面结构的相互作用与形成过程,纤维强韧体结构特征对于打印层间粘结特性和界面结合强度的影响关系并没有深入讨论,在打印过程中界面特性的演化规律需要探明;
(3) 打印预成型件的致密化机制。DIW打印的预成型构件具有高孔隙率和低强度的特性,一般还需要后处理,但由于打印预成型件内部生成孔隙的特殊性,其致密化机制存在着差异。而目前专门针对DIW打印多孔预成型件致密化方法的研究还很少,这需要借助先进的孔隙表征方法,对孔隙空间分布特征进行量化表达,对致密化工艺进行再优化,从而提高DIW打印预成型结构的致密化效率;
(4) 结构功能一体化的DIW实现。目前结构化设计主要聚焦于聚合物和金属材料的增材制造,而先进陶瓷基复合材料增材制造的结构功能一体化实现研究较少。结合拓扑优化和机器学习领域的融合,使用拓扑优化工具生成初始设计,然后通过机器学习算法进一步优化设计,以适应DIW打印的特定要求,将拓扑优化、机器学习和DIW打印工艺结合成一个闭环系统,依据材料的服役环境 (如导热、隐身等复杂环境) 进行结构功能化设计,实现设计的快速迭代和优化,因此需要将耐高温、吸波隐身及定向导热等性能设计及最新计算机技术融合进增材制造工艺实现过程中;
(5) DIW打印工艺的数值仿真。对于打印参数和设备改进的实验研究周期长,数据离散且重复性差,因此可通过数值仿真方法对打印过程进行模拟,使用CFD软件模拟墨水在喷嘴中的流动状态及从喷嘴挤出后的剪切和拉伸行为,对打印参数 (例如喷嘴直径、压力大小及喷嘴的挤出速度和移动速度等) 进行优化,模拟墨水在打印平台上的沉积过程和对墨水中有机添加剂的挥发和固化过程进行仿真等,此类研究将有助于揭示DIW工艺过程中的各种复杂机制,深刻理解DIW工艺的打印过程。
-
![]()
图 1 先进陶瓷及其复合材料三维打印工艺及断裂韧性[19-30]
3DP—Three dimensional printing and gluing; SLA—Stereo lithography apparatus; SLS—Selected laser sintering; SLM—Selective laser melting; LOM—Laminated object manufacturing; DLP—Digital light processing; DIW—Direct ink writing
Figure 1. 3D printing process and fracture toughness of advanced ceramics and their composite materials[19-30]
![]()
图 2 近五年公开发表的墨水直写 (DIW)工艺制造纤维强韧陶瓷基复合材料(DIW-FRCMC)的文献数量及其应用领域
Figure 2. Number of publicly published literature on direct ink writing (DIW) technologies for printing fiber reinforced ceramic matrix composites (DIW-FRCMC) in the past five years and their application area
![]()
图 4 DIW工艺中陶瓷墨水组分设计及其相关作用机制
UHTCs—Ultrahigh-temperature ceramics; HECs—High entropy ceramics; PDMS—Polydimethylsiloxane; PCS—Polycarbosilane; MTS—Methyltrichlorosilane; E1—Low energy level; E2—High energy level
Figure 4. Component design and related mechanism of ceramic ink in DIW process
![]()
图 5 分散剂对打印性能的影响:(a) 不同聚合物分子量的流变性能;(b) 不同聚合物分子量的维型能力[45]
PEI—Polyetherimide; CMC—Carboxymethyl cellulose; G'—Storage modulus
Figure 5. Effect of dispersants on printing performance: (a) Rheological properties of different polymer molecular weights; (b) Dimensional ability of different polymer molecular weights[45]
![]()
![]()
图 7 陶瓷先驱体墨水的DIW打印成型:(a) 打印工艺流程;(b) 打印结构的厚度变化;(c) 聚碳硅烷(PCS)先驱体墨水黏度和剪切速率;(d) 硼-聚碳硅烷(BPCS)先驱体墨水黏度与剪切速率[38, 51-52]
η0—Viscosity
Figure 7. DIW printing molding of ceramic precursor ink: (a) Printing process flow; (b) Thickness variation of the printing structure; (c) Viscosity and shear rate of polycarbosilane (PCS) precursor ink; (d) Viscosity and shear rate of boron polycarbosilanes (BPCS) precursor ink[38, 51-52]
![]()
图 8 改性先驱体的DIW打印设备及工艺:(a) 紫外辅助打印设备;(b) 光敏效应墨水的打印成型;(c) 光热效应墨水的打印成型[56-57]
AM—Additive manufacturing; Nordson EFD Ultimus V—Precision dispenser for extruding photoresists
Figure 8. DIW printing equipment and process for modified precursors: (a) UV assisted printing equipment; (b) Printing and molding of photosensitive ink; (c) Printing and molding of photothermal effect ink[56-57]
![]()
图 9 DIW工艺中短切纤维的加入方式:(a) 预先浸渍;(b) 共同挤出
Figure 9. Addition method of short cut fibers in the DIW process: (a) Pre-impregnation; (b) Co-extrusion
![]()
图 10 短切纤维复合材料的DIW打印成型:(a) 短切纤维体积分数和长度范围;(b) 分散剂对纤维分布影响;(c) 构件的尺寸偏差比;(d) 核壳结构复合长丝共同挤出示意图[16, 31, 42, 47, 51, 58-59]
Csf—Short carbon fiber; Cf—Carbon fiber; SiCf—Short silicon carbide fibers; AHPCS—Allylhydridopolycarbosilane; PMSSQ—Poly (methyl-silsesquioxane); MC—Methyl cellulose; L—Length; W—Width; H—Height; θ—Extrusion angle; d1—Fiber diameter at the feed rod; D1—SiC diameter at the feed rod; d2—Fiber diameter at the filament; D2—SiC diameter at the filament
Figure 10. DIW printing forming of short cut fiber composite materials: (a) Volume fraction and length range of short cut fibers; (b) Effect of dispersants on fiber distribution; (c) Dimensional deviation ratio of components; (d) Schematic diagram of co-extrusion of core-shell structure composite filament[16, 31, 42, 47, 51, 58-59]
![]()
图 11 DIW工艺中连续纤维的加入方式:(a) 连续纤维的表面上浆过程;(b) 斜插式喷嘴设计;(c) 折角式喷嘴设计;(d) 无折角喷嘴设计;(e) 超声辅助设计
Figure 11. Addition method of continuous fibers in DIW process: (a) Surface sizing process of continuous fibers; (b) Design of oblique insertion nozzle; (c) Design of angled nozzles; (d) Non angled nozzle design; (e) Ultrasound assisted design
![]()
图 12 连续纤维复合材料的DIW打印成型:(a) 多核打印系统示意图;(b) 多核墨水的流速分布;(c) 螺杆旋转输运连续纤维;(d) 超声辅助纤维分离技术[30, 46, 62]
Figure 12. DIW printing molding of continuous fiber composite: (a) Schematic diagram of multi-core printing system; (b) Flow rate distribution of multi-core ink; (c) Continuous fiber of screw rotation; (d) Ultrasonic assisted fiber separation technology[30, 46, 62]
![]()
图 13 用于DIW打印技术的后致密化工艺流程
PIP—Precursor infiltration pyrolysis process; CVI—Chemical vapor infiltration process; RMI—Reactive melt infiltration process
Figure 13. Post-compaction process flow for DIW printing technology
![]()
图 14 DIW和PIP工艺的结合:(a) 典型工艺路线;(b) PIP致密化周期;(c) PIP致密化后的微结构[64-65]
SiCw—Silicon carbide whiskers; SiCp—Silicon carbide particles; PSw—Scaffolds with the mass ratio of SiCw/PCS was 0.05:1; PSwSp—Represented for the 3D-SiC scaffolds based on pyrolyzed PCS/SiCp-based lattices; DIW—Direct ink writing; PSwTi—PSw contained Ti; PSw-1800—PSw were heated at
1800 ℃; PSw-CVI—PSw treated by chemical vapor infiltration; LPVCS—A liquid polycarbosilane; SiC3D—3D SiC-based compositesFigure 14. Combination of DIW and PIP processes: (a) Typical process route; (b) PIP densification cycle; (c) Microstructure after PIP densification[64-65]
![]()
图 15 DIW和化学气相渗透工艺(CVI)的结合:(a) 工艺流程;(b) CVI周期与拉伸强度;(c) CVI工艺制备纤维涂层;(d) 纤维表面涂层显微结构[59, 66]
Figure 15. Combination of DIW and chemical vapor infiltration (CVI) process: (a) Process flow; (b) CVI period and tensile strength;(c) Preparation of fiber coating by CVI process; (d) Microstructure of fiber surface coating[59, 66]
![]()
![]()
图 17 纤维强韧化机制:(a) 短切纤维核壳结构;(b) 高取向短切纤维裂纹扩展示意图;(c) 连续纤维核壳结构;(d) 连续纤维裂纹扩展示意图[30, 47, 59, 62]
P—Tension
Figure 17. Fiber strong toughness mechanism: (a) Short cut fiber core shell structure; (b) Schematic diagram of high orientation short cut fiber crack expansion; (c) Continuous fiber core shell structure; (d) Schematic diagram of continuous fiber crack expansion[30, 47, 59, 62]
表 1 DIW制造陶瓷/陶瓷复合材料研究中的构件性能
Table 1 Mechanical properties of ceramic composite materials manufacturing using the DIW technique
Ceramic phase Enhanced phase Slurry design Fiber extrusion
methodDensification
processFracture
toughness/
(MPa·m1/2)Bending
strength/MPaTensile
strength/MPaRef. SiC Ceramic powder — Sintering — 27.3 — [38] SiC Continuous carbon fiber Ceramic powder Angle deviation Sintering — 219 — [46] SiC Short carbon fiber Ceramic powder Co-extrusion
17.5vol%PIP 2.71 123 — [47] PMSSQ Short carbon fiber Ceramic precursor Pre-impregnation
33vol%Pyrolysis — — — [51] Al2O3 — Modified precursor — Sintering — 156.6 — [56] SiC Short carbon fiber Ceramic powder Pre-impregnation
17.5vol%CVI, LSI 5.82 274 — [59] SiC Short carbon fiber Ceramic powder Pre-impregnation
20vol%LSI, Carbonization — 253.63 53.68 [58] SiC Continuous carbon fiber Ceramic powder No angle deviation PIP 3.77 146 — [62] ZrB2
SiCContinuous carbon fiber Ceramic powder No angle deviation Low temperature hot pressing 10.04 388.3 — [30] SiC Continuous carbon fiber Ceramic powder Angle deviation Sintering — 232 — [61] PCS — Ceramic precursor — PIP, CVI — — 129.7 [64] PCS Short silicon carbide fiber Ceramic precursor Pre-impregnation
10vol%Pyrolysis — 102.2 — [31] ZrB2 Short carbon fiber Ceramic powder Fiber prefabricated
components
1wt%CVI, SI, RMI — — — [60] Notes: LSI—Liquid silicon infiltration process; SI—Slurry impregnation process.  下载: 导出CSV
下载: 导出CSV
-
[1] 张立同, 成来飞. 连续纤维增韧陶瓷基复合材料可持续发展战略探讨[J]. 复合材料学报, 2007, 24(2): 1-6. DOI: 10.3321/j.issn:1000-3851.2007.02.001 ZHANG Litong, CHENG Laifei. Discussion on strategies of sustainable development of continuous fiber reinforced ceramic matrix composites[J]. Acta Materiae Compositae Sinica, 2007, 24(2): 1-6(in Chinese). DOI: 10.3321/j.issn:1000-3851.2007.02.001
[2] KRENKEL W. Carbon fiber reinforced CMC for high-performance structures[J]. International Journal of Applied Ceramic Technology, 2004, 1(2): 188-200. DOI: 10.1111/j.1744-7402.2004.tb00169.x
[3] 汤素芳, 胡成龙, 熊艳丽, 等. 超高温陶瓷改性碳基/陶瓷基复合材料的多尺度构筑与性能研究进展[J]. 装备环境工程, 2019, 16(10): 40-48. TANG Sufang, HU Chenglong, XIONG Yanli, et al. Research progress on multi-scale structure construction and properties of ultra-high temperature ceramic modified carbon-ceramic matrix composites [J]. Equipment Environmental Engineering, 2019, 16(10): 40-48(in Chinese).
[4] 杜善义, 方岱宁, 孟松鹤, 等. “近空间飞行器的关键基础科学问题”重大研究计划结题综述[J]. 中国科学基金, 2017, 31(2): 109-114. DU Shanyi, FANG Daining, MENG Songhe, et al. Summary of major research programs of "Key Basic Science Issues of Near-space Vehicle"[J]. The China Science Foundation, 2017, 31(2): 109-114(in Chinese).
[5] 韩杰才, 洪长青, 张幸红, 等. 新型轻质热防护复合材料的研究进展[J]. 载人航天, 2015, 21(4): 315-321. DOI: 10.3969/j.issn.1674-5825.2015.04.001 HAN Jiecai, HONG Changqing, ZHANG Xinghong, et al. Research progress of novel lightweight thermal protection composites[J]. Manned Space Flight, 2015, 21(4): 315-321(in Chinese). DOI: 10.3969/j.issn.1674-5825.2015.04.001
[6] 吴甲民, 陈敬炎, 陈安南, 等. 陶瓷零件增材制造技术及在航空航天领域的潜在应用[J]. 航空制造技术, 2017, 60(10): 40-49. WU Jiamin, CHEN Jingyan, CHEN Annan, et al. Additive manufacturing of ceramic components and its potential application in aerospace field[J]. Aeronautical Manufacturing Technology, 2017, 60(10): 40-49(in Chinese).
[7] 梁栋, 何汝杰, 方岱宁. 陶瓷材料与结构增材制造技术研究现状[J]. 现代技术陶瓷, 2017, 38(4): 231-247. LIANG Dong, HE Rujie, FANG Daining. Development of additive manufacturing of ceramics[J]. Advanced Ceramics, 2017, 38(4): 231-247(in Chinese).
[8] CHEN Y L, ZHANG J M, LI Z F, et al. Manufacturing technology of lightweight fiber-reinforced composite structures in aerospace: Current situation and toward intellectualization[J]. Aerospace, 2023, 10(3): 206. DOI: 10.3390/aerospace10030206
[9] FLEISHER A, ZOLOTARYOV D, KOVALEVSKY A, et al. Reaction bonding of silicon carbides by binder jet 3D-printing, phenolic resin binder impregnation and capillary liquid silicon infiltration[J]. Ceramics International, 2019, 45(14): 18023-18029. DOI: 10.1016/j.ceramint.2019.06.021
[10] PANT M, PIDGE P, NAGDEVE L, et al. A review of additive manufacturing in aerospace application[J]. RCMA, 2021, 31(2): 109-115. DOI: 10.18280/rcma.310206
[11] Aerotech News. Air force looking to additive manufacturing to expand hypersonic flight capabilities[N]. (2019-08-06)[2024-04-19].
[12] WEST B. Additive manufacturing for affordable rocket engines[N]. (2016-01-01)[2024-4-19].
[13] MARTA I, GABRIELE N, MARINELLA L, et al. UV-assisted 3D printing of glass and carbon fiber-reinforced dual-cure polymer composites[J]. Materials, 2016, 9(7): 583-595. DOI: 10.3390/ma9070583
[14] SANG L, HAN S, PENG X, et al. Development of 3D-printed basalt fiber reinforced thermoplastic honeycombs with enhanced compressive mechanical properties[J]. Composites Part A: Applied Science and Manufacturing, 2019, 125: 105518. DOI: 10.1016/j.compositesa.2019.105518
[15] MELENKA G W, CHEUNG B K O, SCHOFIELD J S, et al. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures[J]. Composite Structures, 2016, 153: 866-875. DOI: 10.1016/j.compstruct.2016.07.018
[16] LI S, LI Y F, WANG Q W, et al. Fabrication of 3D-SiC/aluminum alloy interpenetrating composites by DIW and pressureless infiltration[J]. Ceramics International, 2021, 47(17): 24340-24347. DOI: 10.1016/j.ceramint.2021.05.147
[17] 苑景坤, 熊书锋, 陈张伟. 聚合物前驱体转化陶瓷增材制造技术研究趋势与挑战[J]. 无机材料学报, 2023, 38(5): 477-488. DOI: 10.15541/jim20220515 YUAN Jingkun, XIONG Shufeng, CHEN Zhangwei. Research trends and challenges of additive manufacturing of polymer-derived ceramics[J]. Journal of Inorganic Materials, 2023, 38(5): 477-488(in Chinese). DOI: 10.15541/jim20220515
[18] 陈小武, 董绍明, 倪德伟, 等. 碳纤维增强超高温陶瓷基复合材料研究进展[J]. 中国材料进展, 2019, 38(9): 843-854. DOI: 10.7502/j.issn.1674-3962.201906016 CHEN Xiaowu, DONG Shaoming, NI Dewei, et al. Progress on carbon fiber reinforced ultra-high temperature ceramic matrix composites[J]. Material Progress in China, 2019, 38(9): 843-854(in Chinese). DOI: 10.7502/j.issn.1674-3962.201906016
[19] MELCHER R, MARTINS S, TRAVITZKY N, et al. Fabrication of Al2O3-based composites by indirect 3D-printing[J]. Materials Letters, 2006, 60(4): 572-575.
[20] FU Z, SCHLIER L, TRAVITZKY N, et al. Three-dimensional printing of Si/SiC lattice truss structures[J]. Materials Science and Engineering A, 2013, 560: 851-856.
[21] PAPPAS J M, DONG X. Direct 3D printing of silica doped transparent magnesium aluminate spinel ceramics[J]. Materials, 2020, 13(21): 4810.
[22] WU H D, LIU W, HE R, et al. Fabrication of dense zirconia-toughened alumina ceramics through a stereolithography-based additive manufacturing[J]. Ceramics International, 2017, 43(1): 968-972.
[23] LU Z L, LU F, CAO J W, et al. Manufacturing properties of turbine blades of carbon fiber-reinforced SiC composite based on stereolithography[J]. Materials and Manufacturing Processes, 2014, 29(2): 201-209.
[24] BAI P K, CHENG J, LIU B. Selective laser sintering of polymer-coated Al2O3/ZrO2/TiC ceramic powder[J]. Transactions of Nonferrous Metals Society of China, 2005, 15(2): 261-265.
[25] 朱伟. 非金属复合材料激光选区烧结制备与成形研究[D]. 武汉: 华中科技大学, 2018. ZHU Wei. Research on the preparation and forming of non-metallic composite materials based on selective laser sintering[D]. Wuhan: Huazhong University of Science and Technology, 2018(in Chinese).
[26] 许腾腾. 基于SLS技术的SiCf/SiC复合材料制备及其力学性能研究[D]. 哈尔滨: 哈尔滨理工大学, 2020. XU Tengteng. Preparation and mechanical properties of SiCf/SiC composites based on SLS technology[D]. Harbin: Harbin University of Science and Technology, 2020(in Chinese).
[27] LIU H F, SU H J, SHEN Z L, et al. Direct formation of Al2O3/GdAlO3/ZrO2 ternary eutectic ceramics by selective laser melting: Microstructure evolutions[J]. Journal of the European Ceramic Society, 2018, 38(15): 5144-5152.
[28] RODRIGUES S J. Solid freeform fabrication of functional silicon nitride ceramics using laminated object manufacturing[D]. Dayton: The University of Dayton, 2000.
[29] 杨玉平. ZrO2-Al2O3陶瓷的光固化制备工艺及性能表征[D]. 广州: 广东工业大学, 2019. YANG Yuping. Preparation process and performance characterization of ZrO2-Al2O3 ceramics on stereolithography[D]. Guangzhou: Guangdong University of Technology, 2019.
[30] LIU Y, CHENG Y, MA D, et al. Continuous carbon fiber reinforced ZrB2-SiC composites fabricated by direct ink writing combined with low-temperature hot-pressing[J]. Journal of the European Ceramic Society, 2022, 42(9): 3699-3707. DOI: 10.1016/j.jeurceramsoc.2022.03.045
[31] KEMP J W, DIAZ A A, MALEK E C, et al. Direct ink writing of ZrB2-SiC chopped fiber ceramic composites[J]. Additive Manufacturing, 2021, 44(10): 102049.
[32] REVELO F C, COLORADO A H. 3D printing of kaolinite clay ceramics using the direct ink writing (DIW) technique[J]. Ceramics International, 2018, 44(5): 5673-5682. DOI: 10.1016/j.ceramint.2017.12.219
[33] LU Z L, MIAO K, ZHU W, et al. Fractions design of irregular particles in suspensions for the fabrication of multiscale ceramic components by gelcasting[J]. Journal of the European Ceramic Society, 2018, 38(2): 671-678. DOI: 10.1016/j.jeurceramsoc.2017.08.002
[34] LEWICKI J P, RODRIGUEZ J N, ZHU C, et al. 3D-printing of meso-structurally ordered carbon fiber/polymer composites with unprecedented orthotropic physical properties[J]. Scientific Reports, 2017, 7(14): 43401.
[35] 姜一帆, 赵凤起, 李辉, 等. 墨水直写增材制造技术及其在含能材料领域的研究进展[J]. 火炸药学报, 2022, 45(1): 1-19. JIANG Yifan, ZHAO Fengqi, LI Hui, et al. Direct ink writing technology for additive manufacturing and its research progress in energetic materials[J]. Chinese Journal of Explosives & Propellants, 2022, 45(1): 1-19(in Chinese).
[36] DECKERS J, VLEUGELS J, KRUTHL J P. Additive manufacturing of ceramics: A review[J]. Journal of Ceramic Science and Technology, 2014, 5(4): 245-260.
[37] 刘应军. 连续碳纤维增韧 ZrB2基复合材料的界面调控及其高温性能研究 [D]. 大连: 大连理工大学, 2023. LIU Yingjun. Interface modulation and high-temperature properties of continuous Cf/ZrB2-based composites[D]. Dalian: Dalian University of Technology, 2023(in Chinese).
[38] LARSON M C, CHOI J J, GALLARDO A P, et al. Direct ink writing of silicon carbide for microwave optics[J]. Advanced Engineering Materials, 2016, 18(1): 39-45. DOI: 10.1002/adem.201500298
[39] CHANDRASEKARAN S, LU R, LANDINGHAM R, et al. Additive manufacturing of graded B4C-Al cermets with complex shapes[J]. Materials Design, 2020, 188: 108516.
[40] 顾薛苏, 殷杰, 崔崇, 等. Cf/SiC复合材料的原料高效改性及其3D打印制备研究进展[J]. 现代技术陶瓷, 2022, 43(4): 229-245. GU Xuesu, YIN Jie, CUI Chong, et al. Research progress on efficient modification of Cf/SiC composites and 3D printing preparation[J]. Advanced Ceramics, 2022, 43(4): 229-245(in Chinese).
[41] LAURA D, MARIA P G. Rheological characterization of ceramic inks for 3D direct ink writing: A review[J]. Journal of the European Ceramic Society, 2021, 41(16): 18-33. DOI: 10.1016/j.jeurceramsoc.2021.08.031
[42] 杨红霞, 刘卫东. 分散剂在陶瓷浆料制备中的应用[J]. 陶瓷科学与艺术, 2004, 38(6): 10-15. DOI: 10.3969/j.issn.1671-7643.2004.06.002 YANG Hongxia, LIU Weidong. Application of dispersants in the preparation of slurry[J]. Ceramic Science and Art, 2004, 38(6): 10-15(in Chinese). DOI: 10.3969/j.issn.1671-7643.2004.06.002
[43] ZHOU T S. Dispersant and its application in the preparation of ceramics[J]. Journal of Hubei University (Natural Science Edition), 2001, 23(4): 331-335.
[44] 季福元. 聚合物分散剂在特种陶瓷浆料制备中的应用[J]. 江苏陶瓷, 2000, 33(4): 16-17. JI Fuyuan. The application of polymer disperser in preparation of special ceramics slurry[J]. Jiangsu Ceramics, 2000, 33(4): 16-17(in Chinese).
[45] COSTAKIS J W, RUESCHHOFF M L, DIAZ I A, et al. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions[J]. Journal of the European Ceramic Society, 2016, 36(14): 3249-3256. DOI: 10.1016/j.jeurceramsoc.2016.06.002
[46] CHEN R Y, ADAM B, JOSHUA R, et al. Additive manufacturing of continuous carbon fiber-reinforced SiC ceramic composite with multiple fiber bundles by an extrusion-based technique[J]. Ceramics International, 2023, 49(6): 9839-9847. DOI: 10.1016/j.ceramint.2022.11.157
[47] XIA Y L, LU Z L, CAO J W, et al. Microstructure and mechanical property of Cf/SiC core/shell composite fabricated by direct ink writing[J]. Scripta Materialia, 2018, 165: 84-88.
[48] LI S, LU Z L, ZHANG H T, et al. Rheological behavior of multi-sized SiC inks containing polyelectrolyte complexes specifically for direct ink writing[J]. Journal of the European Ceramic Society, 2022, 42(12): 4810-4816. DOI: 10.1016/j.jeurceramsoc.2022.04.048
[49] SONG S Y, PARK M S, LEE D, et al. Optimization and characterization of high-viscosity ZrO2 ceramic nanocomposite resins for supportless stereolithography[J]. Materials & Design, 2019, 180: 107960.
[50] REICHERT F, LANGHOF N, KRENKEL W. Influence of thermal fiber pretreatment on microstructure and mechanical properties of C/C-SiC with thermoplastic polymer-derived matrices[J]. Advanced Engineering Materials, 2015, 17(8): 1119-1126. DOI: 10.1002/adem.201500193
[51] FRANCHIN G, LARISSA W, PAOLO C. Direct ink writing of ceramic matrix composite structures[J]. Journal of the American Ceramic Society, 2017, 100(10): 4397-4401. DOI: 10.1111/jace.15045
[52] CHEN H, WANG X, XUE F, et al. 3D printing of SiC ceramic: Direct ink writing with a solution of preceramic polymers[J]. Journal of the European Ceramic Society, 2018, 38(16): 5294-5300. DOI: 10.1016/j.jeurceramsoc.2018.08.009
[53] YANASE I, OGAWARA R, KOBAYASHI H. Synthesis of boron carbide powder from polyvinyl borate precursor[J]. Materials Letters, 2008, 63(1): 91-93.
[54] 王浩, 王金龙, 苟燕子. 先驱体转化法制备高性能碳化硼陶瓷材料研究进展[J]. 无机材料学报, 2017, 32(8): 785-791. DOI: 10.15541/jim20160524 WANG Hao, WANG Jinlong, GOU Yanzi. Progress of advanced boron carbide ceramic materials prepared by precursor derived method[J]. Journal of Inorganic Materials, 2017, 32(8): 785-791(in Chinese). DOI: 10.15541/jim20160524
[55] WEI L, LI J, ZHANG S, et al. Fabrication of SiOC ceramic with cellular structure via UV-assisted direct ink writing[J]. Ceramics International, 2020, 46(3): 3637-3643. DOI: 10.1016/j.ceramint.2019.10.083
[56] RAU D A, FORGIARINI M, WILLIAMS C B. Hybridizing direct ink write and mask-projection vat photopolymerization to enable additive manufacturing of high viscosity photopolymer resins[J]. Additive Manufacturing, 2021, 42: 101996.
[57] 党文涛. 3D打印生物陶瓷支架用于骨组织修复和治疗 [D]. 北京: 中国科学院大学, 2019. DANG Wentao. 3D printed-bioceramic scaffolds for bone tissue regeneration and therapy[D]. Beijing: University of Chinese Academy of Sciences, 2019(in Chinese).
[58] WANG W, BAI X, ZHANG L, et al. Additive manufacturing of Csf/SiC composites with high fiber content by direct inkwriting and liquid silicon infiltration[J]. Ceramics International, 2022, 48(3): 3895-3903.
[59] LU Z L, XIA Y L, MIAO K, et al. Microstructure control of highly oriented short carbon fibres in SiC matrix composites fabricated by direct ink writing[J]. Ceramics International, 2019, 45(14): 17262-17267. DOI: 10.1016/j.ceramint.2019.05.283
[60] LU J, NI D, LIAO C, et al. Fabrication and microstructure evolution of Csf/ZrB2-SiC composites via direct ink writing and reactive melt infiltration[J]. Journal of Advanced Ceramics, 2021, 10(6): 1371-1380. DOI: 10.1007/s40145-021-0512-z
[61] CHEN R, BRATTEN A, RITTENHOUSE J, et al. Additive manufacturing of high mechanical strength continuous Cf/SiC composites using a 3D extrusion technique and polycarbosilane-coated carbon fibers[J]. Journal of the American Ceramic Society, 2023, 106(7): 4028-4037. DOI: 10.1111/jace.19079
[62] 李赛, 随雨浓, 苗恺, 等. 基于直写成型的连续碳纤维增韧碳化硅复合材料制备与性能研究[J]. 航空制造技术, 2021, 64(15): 36-41. LI Sai, SUI Yunong, MIAO Kai, et al. Research on preparation and properties of direct ink writing of continuous carbon fiber reinforced silicon carbide ceramic matrix composites[J]. Aeronautical Manufacturing Technology, 2021, 64(15): 36-41(in Chinese).
[63] 王长顺, 吴思琪, 闫春泽, 等. SiC陶瓷增材制造技术的研究及应用进展[J]. 科学通报, 2022, 67(11): 1137-1154. WANG Changshun, WU Siqi, YAN Chunze, et al. Research and applications of additive manufacturing technology of SiC ceramics[J]. Chinese Science Bulletin, 2022, 67(11): 1137-1154(in Chinese).
[64] XIONG H, ZHAO L, CHEN H, et al. Building SiC-based composites from polycarbosilane-derived 3D-SiC scaffolds via polymer impregnation and pyrolysis (PIP)[J]. Journal of the European Ceramic Society, 2020, 41(2): 1121-1131.
[65] XU T, CHENG S, JIN L, et al. High-temperature flexural strength of SiC ceramics prepared by additive manufacturing[J]. International Journal of Applied Ceramic Technology, 2020, 17(2): 438-448. DOI: 10.1111/ijac.13454
[66] XIONG H, CHEN H, CHEN Z, et al. 3D-SiC decorated with SiC whiskers: Chemical vapor infiltration on the porous 3D-SiC lattices derived from polycarbosilane-based suspensions[J]. Ceramics International, 2020, 46(5): 6234-6242. DOI: 10.1016/j.ceramint.2019.11.092
[67] 沙建军, 代吉祥, 张兆甫. 纤维增韧高温陶瓷基复合材料(Cf, SiCf/SiC)应用研究进展[J]. 航空制造技术, 2017, 538(19): 16-32. SHA Jianjun, DAI Jixiang, ZHANG Zhaofu. Research and application progress of fiber-reinforced high temperature ceramic matrix composites: Cf/SiC and SiCf/SiC[J]. Aeronautical Manufacturing Technology, 2017, 538(19): 16-32(in Chinese).
-
目的
在国防安全领域,对尖端突防技术的需求变得尤为迫切,具备高机动性、强大突防能力、低成本投入以及高可靠性的高超声速飞行器,是实现空天一体化和攻防兼备关键战略目标的关键技术手段。而热防护挑战已成为限制高超声速飞行器进步的一个主要技术瓶颈,具备复杂形状、卓越性能以及结构功能一体化的纤维增韧陶瓷基复合材料(FRCMCs)的制造与结构设计,成为了技术突破的关键,墨水直写工艺(DIW)可实现陶瓷基复合材料构件级别的近净成形,为解决该难题提供了可能的途径。本文基于DIW-FRCMCs的国内外最新研究进展,从其工艺特点出发,分类介绍了该类材料的墨水设计理论与方法,纤维引入路径及相应的增韧机制,DIW打印预成型件的后致密化工艺,以及DIW-FRCMCs的一些关键性能,最后指出现有研究存在的问题,并提出了应重点关注的研究方向。
方法通过归纳整理近年来国内外DIW工艺制备FRCMCs的研究文献,先简述了DIW工艺中陶瓷墨水的组分设计及其相关作用机制,随后阐述了短纤维增韧陶瓷基复合材料和连续纤维增韧陶瓷基复合材料的纤维引入方式,引入时的挑战以及引入后的增韧效果,还分析了打印复合材料预成型件的后致密化工艺,这些致密化过程保证了打印件具有较高的结构强度,最后总结了DIW-FRCMCs的一些关键性能,包括断裂韧性、弯曲强度以及拉伸强度等,并探讨了这类打印方法在纤维增韧陶瓷基复合材料中的应用前景和研究方向。
结果通过对现有的墨水直写打印方法制造纤维增韧陶瓷基复合材料的墨水的设计及其原理、纤维引入的方式、致密化工艺的选择以及打印构件关键性能四个方面的总结与讨论,指出在当今新技术特征飞行器的极端服役环境下,结构简单、碎片化、性能低下的陶瓷基结构部件已不再满足要求。因此,快速发展的三维打印技术为制造陶瓷基复合材料提供了重要的技术途径,其中DIW技术由于设备简单、工艺可控以及能大尺寸成型,在纤维强韧陶瓷基复合材料三维打印领域体现出巨大的应用前景。但是,采用 DIW 打印的素坯存在着致密度低和强度低等问题,需要和致密化工艺进行结合才能获得低孔隙率的结构复材。
结论目前,关于DIW-FRCMCs的研究十分有限,距离其实际应用尚面临着许多挑战,为此,在以下方面还有待开展深入系统的研究工作:(1)现有陶瓷墨水主要针对的是 SiC 陶瓷基体,针对其他陶瓷,例如碳化硼、超高温陶瓷等基体的墨水还没有系统设计与制备,相应墨水的黏弹性、剪切稀化等特性等需要系统研究。(2)现有研究没有系统构建纤维与墨水异质界面结构的相互作用与形成过程,纤维强韧体构筑特征对于打印层间粘结特性和界面结合强度的影响关系并没有深入讨论,在打印过程中界面特性的演化规律需要探明。(3)目前专门针对 DIW 打印多孔预成型件致密化方法的研究还很少,这需要借助先进的孔隙表征方法,对孔隙空间分布特征进行量化表达,对致密化工艺进行再优化,从而提高 DIW 打印预成型结构的致密化效率。(4)目前结构化设计主要聚焦于聚合物和金属材料的增材制造,而先进陶瓷基复合材料增材制造的结构功能一体化实现研究较少。结合拓扑优化和机器学习领域的融合,需要依据材料的服役环境将性能设计融合进增材制造工艺实现过程中。(5)对于打印参数和设备改进的实验研究周期长,数据离散且重复性差,因此可通过数值仿真方法对打印过程进行模拟,此类研究将有助于揭示 DIW 工艺过程中的各种复杂机制,深刻理解 DIW 工艺的打印过程。








计量
- 文章访问数: 433
- HTML全文浏览量: 237
- PDF下载量: 118
