

Missing layer replacement method and parameterized analysis of mode II inter-layer fracture toughness of additive manufacturing CFRP
-
摘要:
为实现增材制造碳纤维增强树脂基复合材料(Carbon fiber reinforced polymer,CFRP)-II型层间断裂韧性的测试分析,并量化打印参数对II型层间断裂韧性的影响规律,推进增材制造CFRP技术在桥梁结构中的应用,本文分别从试验及仿真分析两方面展开了相关研究。首先,对打印工艺进行优化并提出了一种新型层间预制裂纹制备方法,即缺层置换法,并利用该方法探索了两类关键打印参数(打印温度、打印速度)对增材制造CFRP-II型层间断裂韧性的影响规律。其次,基于内聚区理论建立了不同打印工况下预制裂纹试件端部缺口梁三点弯曲(End notched flexure,ENF)试验的仿真模型,并完成了仿真结果与试验数据的对比分析。结果表明:两类关键打印参数对增材制造CFRP-II型层间断裂韧性的影响明显,且打印温度的影响更强。当打印温度从245℃提升至285℃,试验荷载峰值的变化幅度范围为18%~27%,层间断裂韧性的变化幅度范围为14%~32%;当打印速度从20 mm/s提升至60 mm/s,试验荷载峰值的变化幅度范围为4%~31%,层间断裂韧性的变化幅度范围为4%~16%。同时,仿真结果与试验数据的相对误差均控制在10%以内,表明本次所获试验数据合理且稳定,故缺层置换法可用于制备增材制造CFRP预制裂纹试件,且传统工艺复合材料仿真方法同样适用于增材制造CFRP的仿真分析。因此,本文可为后续增材制造CFRP桥梁结构层间力学性能的量化分析提供技术支撑。
Abstract:In order to test and analyze the mode II inter-layer fracture toughness of additive manufacturing carbon fiber reinforced polymer (CFRP), and quantitatively evaluate the influence of printing parameters on the mode II fracture toughness, then promote the application of additive manufacturing CFRP technology in bridge structure, experimental and simulation methods were used to carry out the relevant explorations, during this study. Firstly, the printing process was optimized and a novel method for preparing inter-layer pre-cracks was proposed, namely missing layer replacement method. Meanwhile, the influence of two types of key printing parameters (Printing temperature and printing speed) on the mode II inter-layer fracture toughness of additive manufacturing CFRP was studied. Secondly, based on the cohesive zone theory, simulation models of the end notched flexure (ENF) test specimens with pre-cracks under various printing conditions were established. In addition, a comparative analysis between simulation results and test data was carried out. The results indicate that the influence of two key printing parameters on the mode II inter-layer fracture toughness of additive manufacturing CFRP are significant, and the influence of printing temperature is stronger. When the printing temperature increases from 245℃ to 285℃, the variation range of peak force test data is 18%-27%, and the variation range of inter-layer fracture toughness is 14%-32%. When the speed increases from 20 mm/s to 60 mm/s, the variation range of peak force test data is 4%-31%, and the variation range of inter-layer fracture toughness is 4%-16%. Moreover, the relative errors between simulation results and test data are controlled within 10%, which indicates that the test data in this study is reasonable and stable, so the missing layer replacement method has strong practicality for preparing additive manufacturing CFRP specimens with pre-cracks. In addition, the simulation method of traditional process composites is also suitable for the simulation analysis of additive manufacturing CFRP. Therefore, this method can provide technical support for the subsequent quantitative evaluation of inter-layer mechanical properties of additive manufacturing CFRP bridge structures.
-
我国道路桥梁路面铺装层大多采用沥青混凝土,沥青混凝土抗拉变形能力差,在车辆荷载作用下,混凝土路桥面出现破损,一旦混凝土开裂后,裂缝迅速恶化,出现网裂等病害。考虑混凝土路桥面铺装层受力特点、损坏原因及尽可能开放交通要求,需采用一种与原路桥面材料强度等级相同或更高、高延性及快硬性水泥基材料进行路桥面修补。
磷酸镁水泥(Magnesium phosphate cement,MPC) 是利用氧化镁和可溶性磷酸盐酸碱中和反应制备而成[1]。MPC显著特点是凝结硬化快、早期强度发展快、体积稳定性好、养护简单(在空气中养护)等,为控制MPC凝结时间,需要掺加缓凝剂[2]。MPC可广泛应用于工程快速修补领域。
Zhang等[3]采用氧化镁(M)、磷酸二氢钾(P)、膨润土、缓凝剂硼砂、粉煤灰、水玻璃和水制备MPC,当M/P=4、粉煤灰掺量30%时,MPC凝结时间290~315 s,养护3 d的 MPC抗压强度为0.6 MPa左右。Haque等[4]采用氧化镁、磷酸二氢氨、铝土矿、硼砂、粉煤灰、河砂和水制备MPC砂浆,掺入粉煤灰会削弱砂浆抗压强度。水养条件下MPC抗压强度均降低,粉煤灰可以改善水稳定性[4-5]。已有研究为MPC制备提供基础。
MPC呈脆性特点,容易开裂。李磊等[6]发现掺加钢纤维可以改善MPC试件弯曲韧性。Fang等[7-8]研究发现加入玻璃纤维可以改善MPC弯曲挠度变形能力。已有研究中MPC拉伸变形能力较低或不涉及拉伸变形能力,无法高效对开裂混凝土进行修补。
高延性水泥基复合材料(HDCC)在轴心拉伸荷载下具有多缝开裂特点,28 d极限伸长率不低于0.5%,平均裂缝宽度不大于200 μm[9]。学者[10-15]采用硅酸盐水泥、粉煤灰、日产可乐丽聚乙烯醇(PVA)纤维和精细石英砂等制备HDCC,日产可乐丽PVA纤维和精细石英砂的成本高,无法在工程中推广应用。学者[16-19]采用河砂替换精细石英砂,采用国产PVA纤维替换日产可乐丽PVA纤维,制备低成本HDCC,养护28 d后HDCC抗压强度不低于40 MPa,极限延伸率0.5%~3.0%,平均裂缝宽度60~150 μm。采用精细石英砂的颗粒粒径较小,有助于纤维均匀分散,日产可乐丽PVA纤维表面采用油剂处理达到疏水效果,可以使纤维从基体中拔出而不是拔断,有助于提高材料高延性。采用河砂替换石英砂、国产PVA纤维替代日产PVA纤维,通过性能优化设计可突破低成本且高延性的关键问题。但目前HDCC采用硅酸盐水泥作为胶凝材料,养护龄期是28 d,无法达到快硬效果。
Feng等[20-21]采用氧化镁、磷酸二氢钾和硼砂制备MPC水泥,掺加粉煤灰、硅灰、精细石英砂、日产PVA纤维和水制备高延性磷酸镁水泥基快速修补材料(HD-MPCRRM),养护7 d后材料抗压强度30~45 MPa,极限延伸率为0.5%~4%。材料养护7 d,龄期较长,且材料制备成本高,无法在工程中推广应用。
本文以MPC为胶凝材料,掺加粉煤灰、河砂、国产PVA纤维、减水剂、早强剂和水制备HD-MPCRRM。首先,通过MPC凝结时间、材料抗压和抗折强度、立方体抗压强度和拉伸性能测试进行分析,优选HD-MPCRRM满足立方体抗压强度≥40 MPa、极限延伸率≥1.0%和平均裂缝宽度≤200 μm。其次,采用微观手段分析MPC水化产物和微观形貌,揭示HD-MPCRRM力学性能机制。
1. 试验方案
1.1 原材料
试验采用磷酸镁水泥和粉煤灰作为胶凝材料(Binder,B)。氧化镁(MgO,简写为M) 为辽宁大石桥生产的淡黄色粉末,化学组成如表1所示。
表 1 氧化镁的化学成分组成Table 1. Chemical composition of magnesium oxideComposition Content/wt% MgO 91.79 SiO2 3.10 Al2O3 0.86 Fe2O3 1.27 CaO 1.51 TiO2 0.01 SO3 0.22 磷酸二氢铵(NH4H2PO4,简写为P)采用什邡市康龙化工有限责任公司生产的工业级白色晶体。
为减缓磷酸镁水泥的凝结时间,采用福晨(天津)化学试剂有限公司生产的硼砂(Na2B4O7·10H2O,简写为BO)作为缓凝剂。
粉煤灰(Fly ash,FA)采用II级, 由巩义市铂润耐火材料有限公司提供。
减水剂采用粉末固体状聚羧酸减水剂(Polycarboxylate superplasticizer,PS),由上海臣启化工科技有限公司提供。
为提高材料早期强度,采用3种早强剂(Early strength agent,ESA),分别为国药集团化学试剂有限公司生产的碳酸锂 (Lithium carbonate,Li)和无水硫酸钠 (Anhydrous sodium sulfate,ASS)、天津市华盛化学试剂有限公司生产的甲酸钙 (Calcium formate,CF)。
细骨料采用太原市河砂(River sand,RS),最大粒径为1.18 mm,细度模数是1.0。
纤维采用永安市宝华林实业发展有限公司生产的PVA纤维,长度12 mm,直径39 μm,弹性模量30 GPa,极限抗拉强度不小于
1250 MPa,极限伸长率为5%~8%[17]。拌合水为自来水(Water,W)。
1.2 试件制作流程
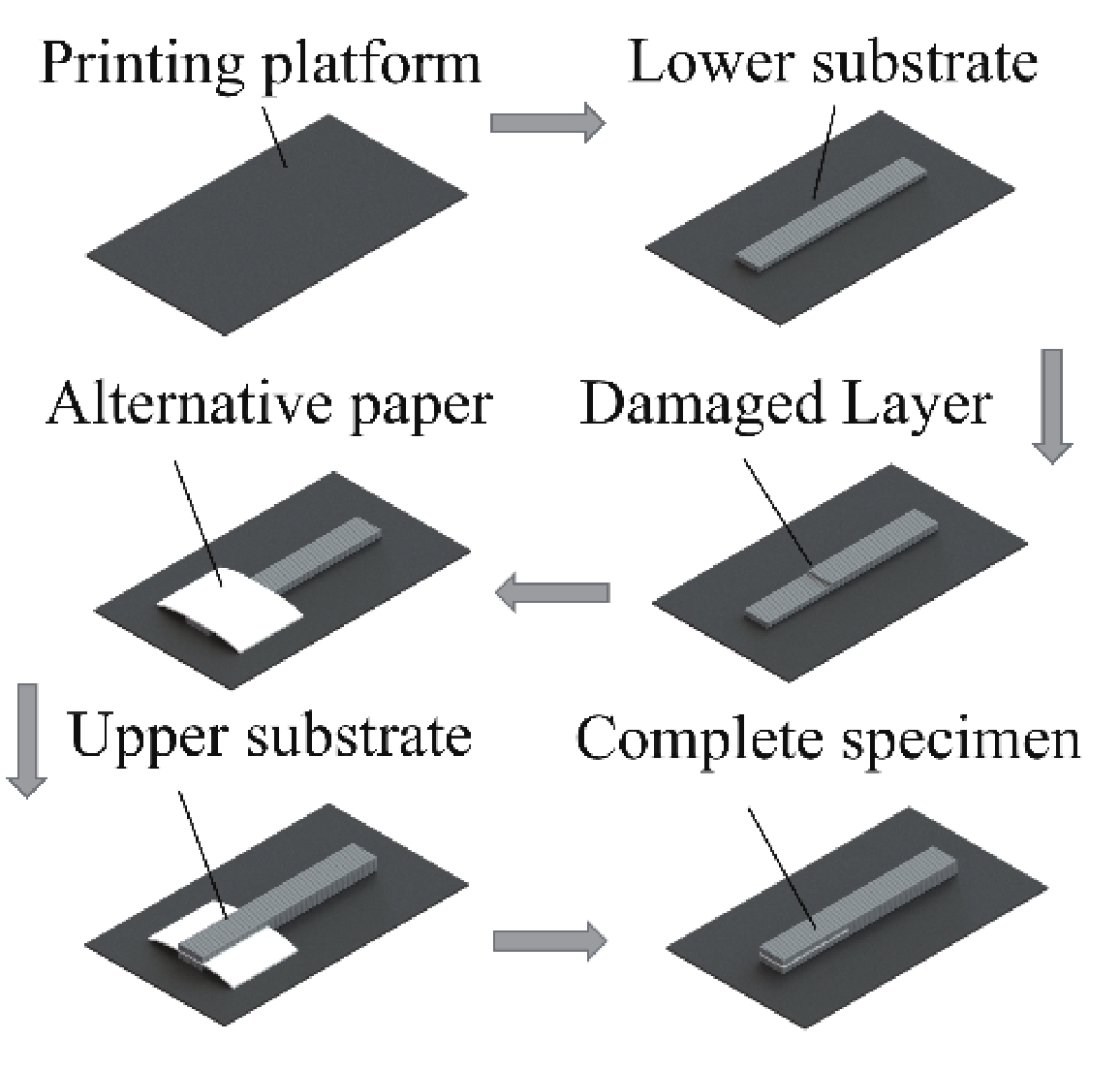
试件制备流程如图1所示:(1) 加入称好的M、P、BO、FA、PS、ESA、RS加入搅拌机,慢速搅拌2~3 min;(2) 加W,快速搅拌3~4 min;(3) 加入纤维,快速搅拌2~3 min。试件静置在空气中[22-24],养护6 h后拆模,养护温度为(20±2)℃、湿度为(30±2)%,再进行宏观和微观性能试验。
![]() 图 1 试件制备流程Figure 1. Preparation process of specimenM—MgO; P—Ammonium dihydrogen phosphate; BO—Borax; FA—Fly ash; RS—River sand; PS—Polycarboxylate superplasticizer; Li—Lithium carbonate; W—Water
图 1 试件制备流程Figure 1. Preparation process of specimenM—MgO; P—Ammonium dihydrogen phosphate; BO—Borax; FA—Fly ash; RS—River sand; PS—Polycarboxylate superplasticizer; Li—Lithium carbonate; W—Water1.3 HD-MPCRRM性能优化思路
MPC水化反应是M和P的酸碱中和反应。为实现HD-MPCRRM研制目标,需优化材料组分。在达到HD-MPCRRM研制目标前,性能优化过程中制备的材料称为“MPC水泥基复合材料”。优化流程如下:
(1)以凝结时间≥10 min为目标,优化M、P、BO和FA比例,分别以M/P、硼砂掺量和粉煤灰掺量为因素,分析其对MPC水泥基复合材料凝结时间的影响,配合比设计如表2所示;
表 2 以凝结时间≥10 min为目标的磷酸镁水泥(MPC)基复合材料配合比设计(质量比)Table 2. Mixture design of magnesium phosphate cement (MPC) cementitious composite material with purpose of setting time more than 10 min (By mass ratio)Design factor W/B M/P BO/M/% FA/B/% M/P 0.3 2/3/4/5/6 25 0 0.3 2/3/4/5/6 30 0 Content of BO 0.3 2 15/20/25/30/35 0 0.3 3 15/20/25/30/35 0 0.3 4 10/15/20/25/30/35/40 0 0.3 5 15/20/25/30/35/40 0 0.3 6 15/20/25/30/35/40 0 Content of FA 0.3 2 25 0/20/30/40/50/60 0.3 2 30 0/20/30/40/50/60 0.3 2 35 0/20/30/40/50/60 0.3 3 30 0/20/30/40/50/60 0.3 3 35 0/20/30/40/50/60 0.3 4 40 0/20/30/40/50/60 Notes: W/B—Water-binder ratio; M/P—Mass ratio of magnesium oxide (M) to ammonium dihydrogen phosphate (P); BO/M—Mass ratio of borax to magnesium oxide; FA/B—Mass ratio of fly ash to binder. (2)采用40 mm×40 mm×160 mm试件进行抗折抗压强度,以立方体抗压强度≥40 MPa为目标,优化M、P、BO、FA、RS、PS、ESA和W材料组分,通过分析粉煤灰掺量、养护龄期、水胶比、早强剂种类及掺量对MPC水泥基复合材料抗折强度和抗压强度的影响,初步优选配合比,配合比设计如表3所示。
(3)采用100 mm×100 mm×100 mm标准试件进行抗压强度测试,以立方体抗压强度≥40 MPa为目标,通过分析砂胶比和水胶比对MPC水泥基复合材料立方体抗压强度的影响,继续优化材料配合比,配合比设计如表4所示。
(4)以极限延伸率≥1%和平均裂缝宽度≤200 μm为目标,最终优选HD-MPCRRM配合比。
表 3 MPC水泥基复合材料初步配合比设计(质量比)Table 3. Preliminary mixture design of MPC cementitious composite material (By mass ratio)Design factor W/B M/P BO/M/% FA/B/% RS/B ESA/B/% PVA fiber/% Content of FA 0.3 2 25 0/30/40/50/60 0.3 — 2 0.3 3 30 0/30/40/50/60 0.3 — 2 0.3 4 40 0/30/40/50/60 0.3 — 2 Curing age 0.3 2 25 20 0.3 — 2 W/B 0.27/0.28/0.29/0.3/0.31 2 25 20 0.3 — 2 ESA 0.29 2 25 20 0.3 Li 0/0.5/1/1.5/2/3 2 0.29 2 25 20 0.3 CF 0/0.5/1/1.5/2/3 2 0.29 2 25 20 0.3 ASS 0/0.5/1/1.5/2/3 2 Notes: Polyvinyl alcohol (PVA) fiber is added by volume fraction; RS/B—Mass ratio of river sand to binder; ESA/B—Mass ratio of early strength agent to binder; CF—Calcium formate; ASS—Anhydrous sodium sulfate. 表 4 MPC水泥基复合材料配合比优化设计(质量比)Table 4. Optimization mixture design of MPC cementitious composite material (By mass ratio)Design factor W/B M/P BO/M/% FA/B/% RS/B Li/B/% PS/B/% PVA fiber/% RS/B 0.2 2 25 20 0.8/0.9/1.0/1.1/1.2 3 1.1 2 W/B 0.16/0.18/0.2/0.22/0.24 2 25 20 1.0 3 1.1 2 0.17/0.18/0.2/0.22/0.24 3 30 20 0.3 3 1.1 2 Notes: Li/B is the mass ratio of lithium carbonate to binder; PS/B is the mass ratio of polycarboxylate superplasticizer to binder. 1.4 试验方法
1.4.1 凝结时间
MPC凝结时间测试参考《水泥标准稠度用水量、凝结时间、安定性检验方法》(GB/T 1346—2011)[25],采用维卡仪测定,搅拌时间要控制在3 min之内,每隔30 s测一次,临近初凝时每隔15 s测一次。
由于MPC初凝和终凝时间间隔较短,试验中只测定初凝时间。
1.4.2 抗折和抗压强度
MPC水泥基复合材料抗折和抗压强度测试参考《水泥胶砂强度检验方法(IOS法)》(GB/T 17671—2021)[26],试件尺寸为40 mm×40 mm×160 mm,每组配合比所用试件数量为3块。抗压和抗折强度采用无锡市德佳意试验仪器有限公司生产的DYE-300S全自动恒应力抗折抗压试验机,抗压强度设置加载速度2.4 kN/s,抗折强度设置加载速度50 N/s。
1.4.3 立方体抗压强度
MPC水泥基复合材料立方体抗压强度测试参考《高延性纤维增强水泥基复合材料力学性能试验方法》(JC/T 2461—2018)[9],试件尺寸为100 mm×100 mm×100 mm,每组配合比所用试件数量为3块。立方体抗压强度采用浙江土工仪器制造有限公司和上海土工公路仪器有限公司生产的STYE—3000C型电脑全自动混凝土压力试验机测试,加载速度为0.6 MPa/s。
1.4.4 拉伸性能
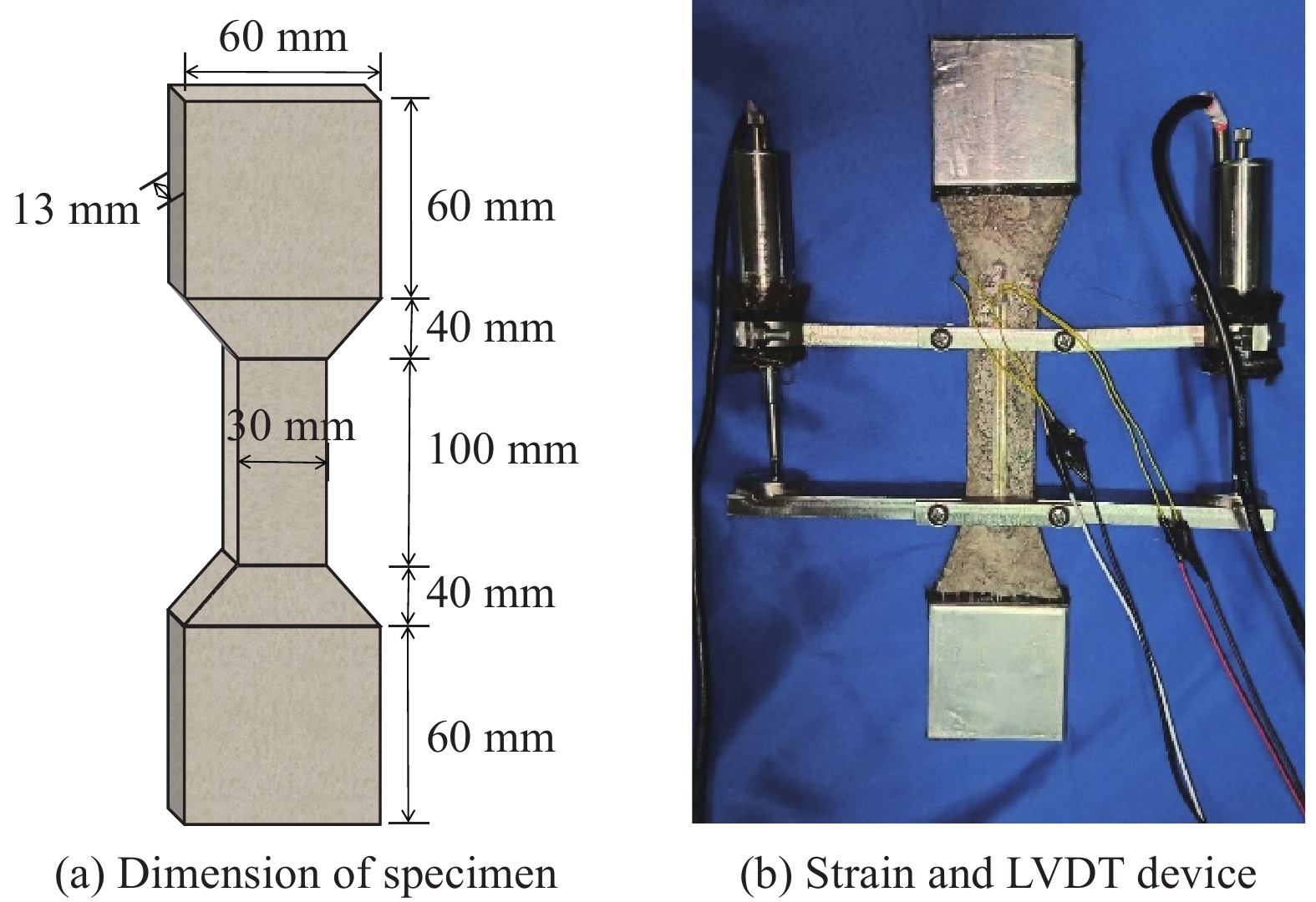
试件拉伸性能测试参照《高延性纤维增强水泥基复合材料力学性能试验方法》(JC/T 2461—2018)[9]进行,试件尺寸如图2(a)所示,每组配合比所用试件数量为3块;在试件中间区域贴应变片并架设位移计(LVDT)分别来监测拉伸应变和位移,如图2(b)所示。采用拉伸试验机进行测试,设置位移加载速率为0.002 mm/s,通过南京晨之熙测控技术有限公司生产的DH3816N型号静态应变仪来采集试验过程中应变片和位移计的读数。
![]() 图 2 拉伸性能试验装置图LVDT—Linear variable differential transformerFigure 2. Test device of tensile property
图 2 拉伸性能试验装置图LVDT—Linear variable differential transformerFigure 2. Test device of tensile property1.4.5 微观分析
采用MPC净浆试样进行微观分析,通过XRD分析水化产物,采用SEM分析水化产物的微观形貌。
制备MPC净浆试样,养护至规定龄期取出后放置无水乙醇中浸泡2天终止水化。将终止水化后的MPC样品在上海索谱仪器有限公司生产的DZF-6050型真空干燥箱45℃环境中干燥1 d后,用研钵磨细通过74 μm筛,取筛下MPC试样进行XRD分析,通过XRD测定水化产物,XRD扫描角度为5°~65°,步长为0.02°,管电压为40 kV,管电流为40 mA。
采用SEM对MPC样品测试前,首先对试样进行喷金处理,扫描电压为15 kV。
2. 结果与讨论
2.1 MPC净浆的凝结时间
2.1.1 M/P对MPC凝结时间的影响
根据表1所示配合比制备MPC,分析M/P对MPC凝结时间的影响,试验结果如图3所示。在M/P为2~6时,随着M/P数值增加,MPC凝结时间均呈现减小趋势;M/P由2增大到4时,曲线下降斜率较大,凝结时间降低趋势明显;M/P由4增大到6时,曲线下降斜率减小,凝结时间降低速度减缓。
磷酸盐在水中的溶解度较大,20℃时100 g水中可溶解35.5 g磷酸盐,氧化镁较难溶于水,因此溶液中Mg2+含量会对凝结时间产生影响。当M/P较小时,溶液中Mg2+较少,参与水化的Mg2+较少,生成的水化产物包裹氧化镁颗粒,阻止其与磷酸盐反应,延缓凝结时间;当氧化镁含量相对增加时,溶液中Mg2+含量增加,参与水化反应的Mg2+增多,凝结时间降低[27]。
根据MPC凝结时间≥10 min优选原则,当BO/M=25%时,优选M/P=2;当BO/M=30%时,优选M/P=2和3。考虑到BO/M不同时,MPC凝结时间不同,需要分析在M/P数值不同时,BO/M对MPC凝结时间的影响。
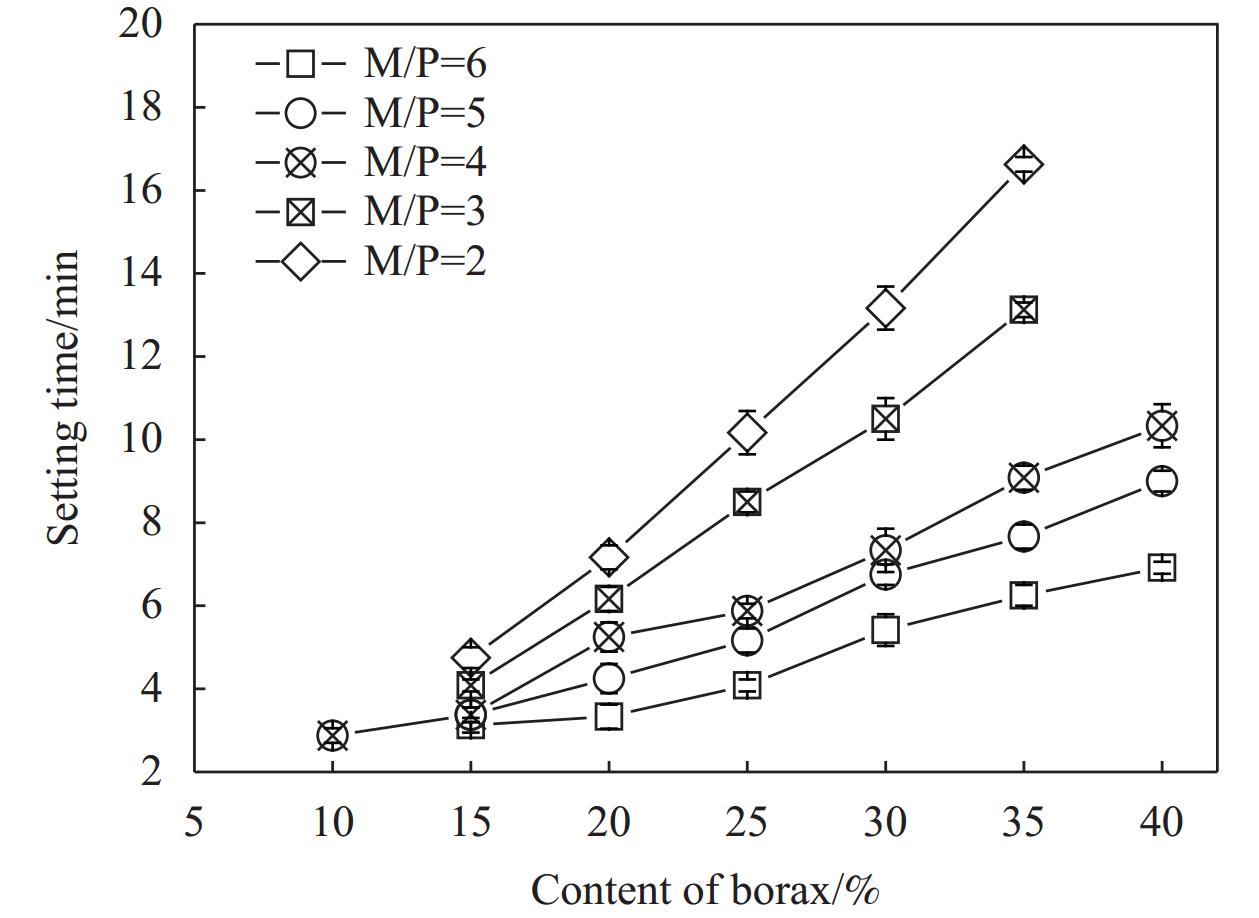
2.1.2 硼砂掺量对MPC凝结时间的影响
根据表1所示配合比制备MPC,分析硼砂掺量对MPC凝结时间的影响,试验结果如图4所示。由图4可知,当M/P相同时,随着硼砂掺量的增加,MPC凝结时间延长。当M/P为2和3时,曲线上升斜率较大,硼砂对凝结时间的延缓效果显著;当M/P在4~6之间时,曲线上升斜率较小,硼砂对凝结时间的延缓效果一般。
硼砂电离出的B4O2−7与溶液中的Mg2+发生络合反应,在氧化镁表面形成保护膜,阻止其与磷酸二氢铵反应,以此达到缓凝效果,因此硼砂掺量增加和凝结时间成正比。硼砂掺量一定时,M/P越小,溶液中Mg2+越少,硼砂与氧化镁比例相对较高,硼砂起到的缓凝效果较好。
优选氧化镁、磷酸二氢铵和硼砂比例,根据MPC凝结时间≥10 min优选原则,优选结果为M/P=4,BO/M=40%;M/P=3,BO/M=30%和35%;M/P=2,BO/M=25%、30%和35%。
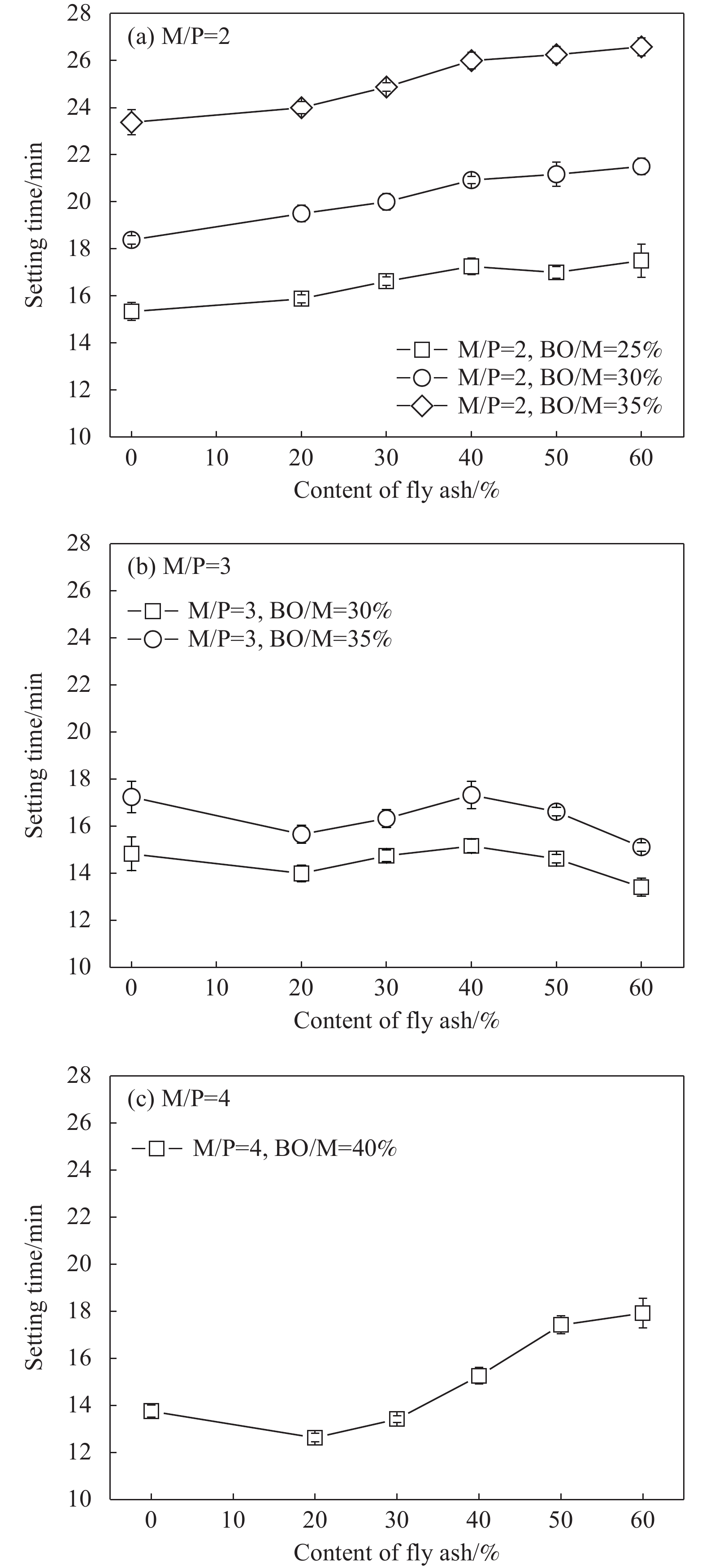
2.1.3 粉煤灰掺量对MPC凝结时间的影响
根据表1所示配合比制备MPC水泥基复合材料,研究粉煤灰对MPC凝结时间的影响,如图5所示。由图5(a)可知,当M/P=2时,随着粉煤灰掺量的增加,凝结时间逐渐增加。由图5(b)可知,当M/P=3时,随着粉煤灰掺量增加,凝结时间呈现降低-增加-降低的趋势;粉煤灰掺量为40%时的凝结时间最长,且略大于未掺粉煤灰时的凝结时间。由图5(c)可知,当M/P=4、BO/M=40%时,随着粉煤灰掺量增加,MPC凝结时间呈现先降低后增加的趋势;粉煤灰掺量由0%增大至20%,凝结时间降低;粉煤灰掺量为40%~60%时,MPC凝结时间大于未掺粉煤灰的MPC凝结时间。在MPC中加入粉煤灰,凝结时间均大于10 min。
粉煤灰对MPC凝结时间的影响主要有以下三方面:(1)在MPC体系中掺入粉煤灰,减少氧化镁含量,溶液中的Mg2+含量减少,硼砂含量相对增多,降低水化热,水化速度减慢,延长凝结时间;(2)粉煤灰与氧化镁颗粒对缓凝剂硼砂存在竞争吸附现象,减少氧化镁颗粒表面吸附的硼砂,使凝结时间减少;(3)粉煤灰本身可以吸附磷酸根离子,阻止鸟粪石的生成,延长MPC的凝结时间[28]。
基于凝结时间≥10 min目标,优选M/P=2,BO/M=25%、30%和35%;M/P=3,BO/M=30%和35%;M/P=4,BO/M=40%;粉煤灰掺量0%~60%。基于优选的配合比,掺加纤维、河砂、减水剂、早强剂,开展MPC水泥基复合材料抗折、抗压强度测试,对HD-MPCRRM配合比进行初步优选。
2.2 MPC水泥基复合材料抗折和抗压强度
2.2.1 粉煤灰掺量对MPC水泥基复合材料抗折和抗压强度的影响
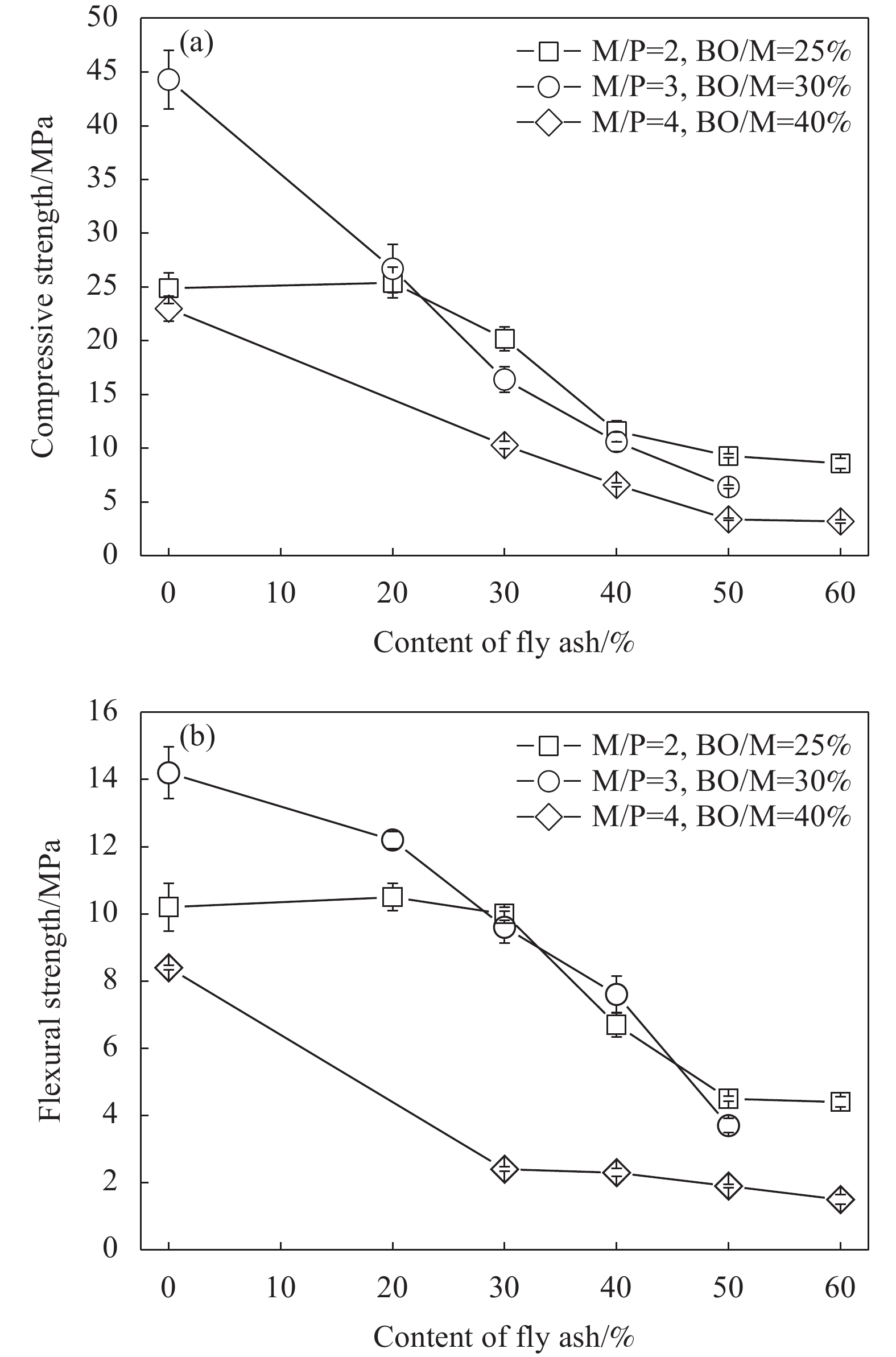
根据表2所示配合比制备MPC水泥基复合材料,研究龄期为6 h时粉煤灰掺量对MPC水泥基复合材料力学性能的影响,如图6所示。
![]() 图 6 粉煤灰掺量对MPC水泥基复合材料抗压和抗折强度的影响Figure 6. Effect of fly ash content on the compressive and flexural strength of MPC cementitious composite material
图 6 粉煤灰掺量对MPC水泥基复合材料抗压和抗折强度的影响Figure 6. Effect of fly ash content on the compressive and flexural strength of MPC cementitious composite material随着粉煤灰掺量的增加,MPC水泥基复合材料抗折和抗压强度基本呈减小趋势;当M/P=2,粉煤灰掺量为20%时,MPC水泥基复合材料抗折和抗压强度均大于未掺粉煤灰时材料强度。粉煤灰对材料力学性能有以下3种影响:(1)粉煤灰掺量增加时,有效水胶比降低,水化产物减少,导致MPC水泥基复合材料抗压和抗折强度降低;(2)粉煤灰替代部分氧化镁和磷酸二氢铵,水化产物鸟粪石(MgNH4PO4·6H2O)减少,降低MPC水泥基复合材料的抗压和抗折强度;(3)粉煤灰的微集料填充效应,降低孔隙率,使材料微观结构更密实,提高MPC水泥基复合材料抗压和抗折强度。
根据高延性混凝土微观设计理论[29-31],掺加粉煤灰可以降低纤维与基体间的摩擦力和粘结力,使试件内纤维破坏模式趋向于“拔出型”而非“断裂型”,使纤维桥接应力增强,可以提高材料的极限延伸率。因此,为提高材料的延性,尽可能使用较大掺量粉煤灰,综合考虑材料抗压强度较高时,优选M/P=2~3,BO/M=25%,粉煤灰掺量20%进行材料性能优化。
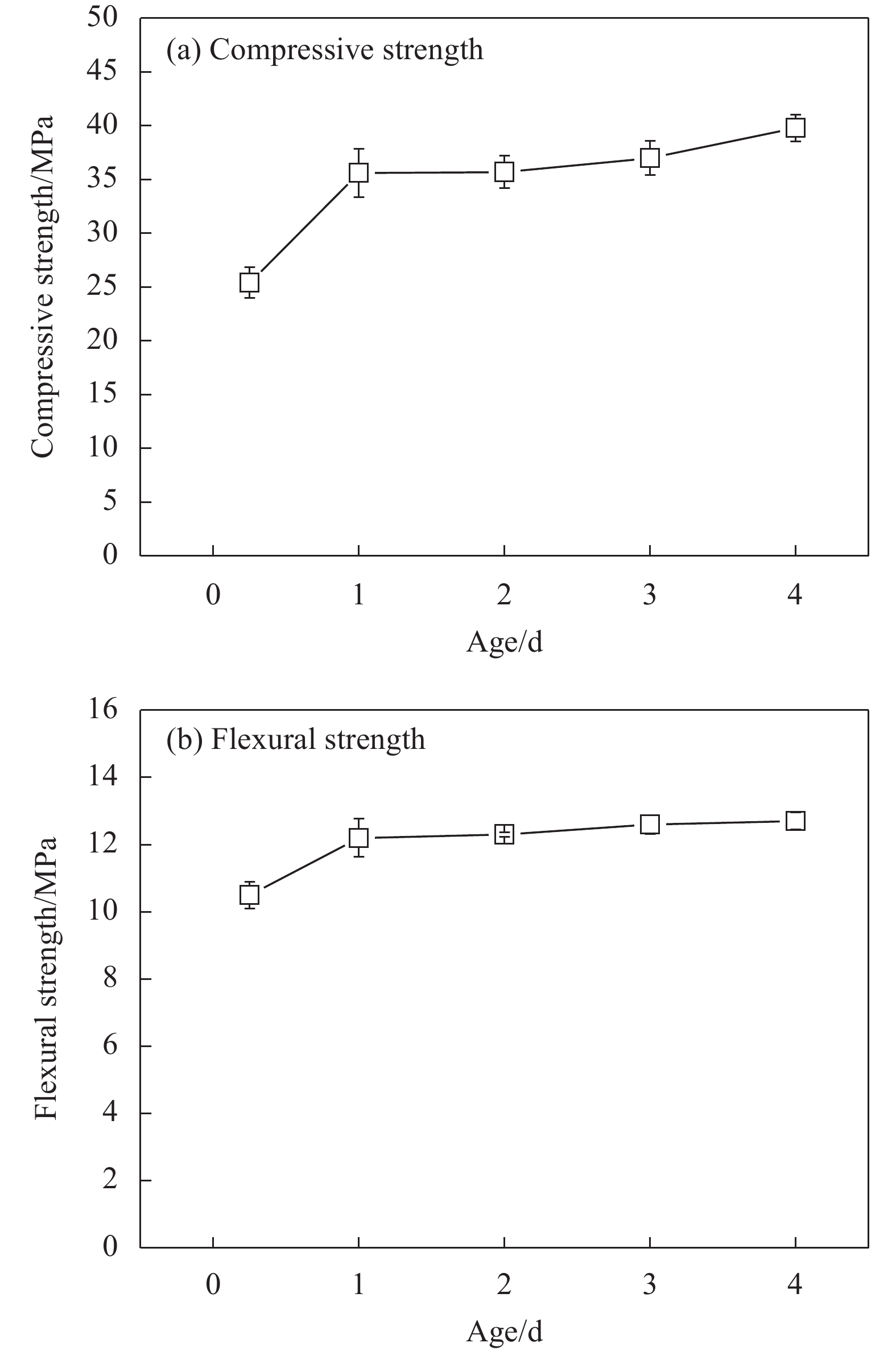
2.2.2 养护龄期对MPC水泥基复合材料抗压和抗折强度的影响
根据表2所示配合比制备MPC水泥基复合材料,设置龄期为6 h、1 d、2 d、3 d、4 d,研究养护龄期对MPC水泥基复合材料力学性能的影响,如图7所示。
![]() 图 7 养护龄期对MPC水泥基复合材料抗压和抗折强度的影响Figure 7. Effect of curing age on the compressive and flexural strength of MPC cementitious composite material
图 7 养护龄期对MPC水泥基复合材料抗压和抗折强度的影响Figure 7. Effect of curing age on the compressive and flexural strength of MPC cementitious composite material随着龄期的增加,MPC水泥基复合材料抗压和抗折强度逐渐增加;当龄期在6 h~1 d时,MPC水泥基复合材料抗压和抗折强度增长比较明显。随着养护龄期增加,胶凝材料水化程度增加,导致MPC水泥基复合材料抗压和抗折强度增加。随着MPC水化程度的增加,MPC水化产物包裹氧化镁和磷酸盐颗粒,导致水化进程减慢,因此MPC水泥1 d内水化速度最快,强度增加趋势比较明显。
2.2.3 水胶比对MPC水泥基复合材料抗压和抗折强度的影响
根据表2所示配合比制备MPC水泥基复合材料,测定养护龄期为6 h后,水胶比为0.27~0.31时复合材料的抗折和抗压强度,如图8所示。
![]() 图 8 水胶比对MPC水泥基复合材料抗压和抗折强度的影响Figure 8. Effect of water-binder ratio on the compressive and flexural strength of MPC cementitious composite material
图 8 水胶比对MPC水泥基复合材料抗压和抗折强度的影响Figure 8. Effect of water-binder ratio on the compressive and flexural strength of MPC cementitious composite material由图8可知,水胶比为0.27~0.31时,随着水胶比增加,MPC水泥基复合材料抗压和抗折强度先增加后降低,水胶比为0.29时MPC水泥基复合材料的抗压和抗折强度最高。当水胶比较小时,养护时间6 h内MPC水化速度较慢,导致MPC水泥基复合材料强度降低。当水胶比较高时,未参与反应的拌合水蒸发形成孔隙,降低结构密实度,导致MPC水泥基复合材料强度降低。当水胶比为0.29时,既可以降低材料孔隙率又使材料能够充分水化,提高MPC水泥基复合材料强度。
2.2.4 早强剂对MPC水泥基复合材料抗压和抗折强度的影响
根据表2所示配合比制备MPC水泥基复合材料,分析不同种类和掺量的早强剂对MPC水泥基复合材料养护6 h后抗压和抗折强度的影响,如图9所示。
![]() 图 9 早强剂(ESA)对MPC水泥基复合材料抗压和抗折强度的影响Figure 9. Effect of ESA content on the compressive and flexural strength of MPC cementitious composite material
图 9 早强剂(ESA)对MPC水泥基复合材料抗压和抗折强度的影响Figure 9. Effect of ESA content on the compressive and flexural strength of MPC cementitious composite material掺加3种早强剂均对MPC水泥基复合材料的抗压和抗折强度有一定程度的增强效果,在材料中掺加早强剂,会促进MPC水化进程,导致复合材料抗折、抗压强度增加,其中掺加3%碳酸锂对MPC水泥基复合材料强度的提升效果最为明显。
掺加早强剂可以有效提高MPC水泥基复合材料的抗压强度,但是二者强度均未达到40 MPa,为使MPC水泥基复合材料的立方体抗压强度达到40 MPa以上,选择适当延长养护龄期。研究分别掺加掺量为3%的碳酸锂和掺量为2%的甲酸钙在空气养护龄期为6 h、8 h、10 h时MPC水泥基复合材料的抗压和抗折强度,如图10所示。
![]() 图 10 养护龄期对掺加早强剂MPC水泥基复合材料抗压和抗折强度的影响Figure 10. Effect of curing age on the compressive and flexural strength of MPC cementitious composite material with ESA
图 10 养护龄期对掺加早强剂MPC水泥基复合材料抗压和抗折强度的影响Figure 10. Effect of curing age on the compressive and flexural strength of MPC cementitious composite material with ESA适当延长养护龄期均可以提高MPC水泥基复合材料的抗压和抗折强度,同一养护龄期,掺碳酸锂的复合材料抗压和抗折强度大于掺甲酸钙,并且掺碳酸锂养护龄期为10 h时抗压强度达到43.2 MPa,满足抗压强度要求,3种早强剂中优选碳酸锂,最佳掺量为3%。
2.3 MPC水泥基复合材料立方体抗压强度
2.3.1 砂胶比对MPC水泥基复合材料立方体抗压强度的影响
在初步优选配合比基础上,根据表3所示配合比制备MPC水泥基复合材料,设置砂胶比0.8~1.2[32-34],空气养护龄期6 h,分析砂胶比对MPC水泥基复合材料立方体抗压强度的影响,如图11所示。
![]() 图 11 砂胶比对MPC水泥基复合材料立方体抗压强度的影响Figure 11. Effect of sand-binder ratio on the cubic compressive strength of MPC cementitious composite material
图 11 砂胶比对MPC水泥基复合材料立方体抗压强度的影响Figure 11. Effect of sand-binder ratio on the cubic compressive strength of MPC cementitious composite material随着砂胶比增大,MPC水泥基复合材料抗压强度呈现先增大后减小趋势,在设置的砂胶比范围内,最佳砂胶比为1.0。相对胶凝材料粒径而言,砂粒径大,当砂胶比较大时,较大粒径颗粒堆积,孔隙较多,而胶凝材料和水化产物无法均匀填充孔隙,导致结构密实度降低,MPC水泥基复合材料抗压强度降低。优选强度最大值时砂胶比,砂胶比优选为1.0。
2.3.2 水胶比对MPC水泥基复合材料立方体抗压强度的影响
根据表3所示配合比制备MPC水泥基复合材料,空气养护龄期6 h,分析水胶比对MPC水泥基复合材料立方体抗压强度的影响,如图12所示。
![]() 图 12 水胶比对MPC水泥基复合材料立方体抗压强度的影响Figure 12. Effect of water-binder ratio on the cubic compressive strength of MPC cementitious composite material
图 12 水胶比对MPC水泥基复合材料立方体抗压强度的影响Figure 12. Effect of water-binder ratio on the cubic compressive strength of MPC cementitious composite material由图12可知,随着水胶比增大,MPC水泥基复合材料抗压强度均呈现先增大后减小的趋势。M/P=3时MPC水泥基复合材料抗压强度大于M/P=2时材料抗压强度。M/P=3时,水胶比由0.17增大至0.18时,曲线斜率较大,抗压强度增加比较明显,抗压强度最大值为41.9 MPa。可能是由于水胶比为0.17时,复合材料流动性太小,成型效果不好,试件内部孔隙较多,导致强度表现不足,水胶比为0.18时材料水化较好,强度比较高。当水胶比超过0.18或者0.20时,除水化外的多余水分蒸发在试件内部留下孔隙,导致试件孔隙率增加,强度降低。
在设置的水胶比范围内,M/P=2试验组中MPC水泥基复合材料最佳水胶比为0.20,抗压强度为34.9 MPa;M/P=3试验组中最佳水胶比为0.18,此时抗压强度达到41.9 MPa,满足立方体抗压强度≥40 MPa。不同M/P试验组最佳水胶比不同,可能是由于MPC主要水化产物是NH4MgPO4·6H2O (鸟粪石),制备MPC时一般都掺入过量的氧化镁作为微集料,增大M/P会减少磷酸盐的掺量,磷酸盐和氧化镁发生水化生成鸟粪石需要的用水量就会减少,理论用水量会随着M/P变化而变化。
考虑水胶比对MPC水泥基复合材料立方体抗压强度的影响,空气养护龄期6 h,根据立方体抗压强度≥40 MPa要求,优选M/P=3,BO/M=30%,水胶比0.18。
综上,优选配合比为:空气养护龄期6 h,优选水胶比0.18,减水剂掺量1.1%,砂胶比1.0,M/P=3,BO/M=30%,粉煤灰掺量为20%,碳酸锂3%,纤维体积掺量为2%。
2.4 MPC水泥基复合材料拉伸性能
基于MPC水泥基复合材料立方体抗压强度测试优选的配合比进行拉伸性能测试。MPC水泥基复合材料极限抗拉强度为6.1 MPa,极限延伸率为1.10%,平均裂缝宽度为117 μm,满足HD-MPCRRM研制目标。测试HD-MPCRRM拉伸应力-应变关系曲线如图13所示。
![]() 图 13 高延性磷酸镁水泥基快速修补材料(HD-MPCRRM)的拉伸应力-应变关系Figure 13. Tensile stress-strain relationship of high ductility magnesium phosphate cementitious rapid repair material (HD-MPCRRM)
图 13 高延性磷酸镁水泥基快速修补材料(HD-MPCRRM)的拉伸应力-应变关系Figure 13. Tensile stress-strain relationship of high ductility magnesium phosphate cementitious rapid repair material (HD-MPCRRM)由图13可知,HD-MPCRRM材料拉伸应力-应变关系曲线表现出四阶段:弹性、塑性、应变硬化和应变软化阶段。
在加载初期,应力由基体承担,应力-应变呈线弹性关系;随着荷载增加,材料内部损伤逐渐增加,应力-应变关系曲线呈现塑性特点;待基体承担荷载超过自身强度后,基体开裂,曲线出现初裂点,应力下降,但由于纤维承担应力并通过桥联作用将应力传递给周围未开裂基体,试件可继续承载,应力呈现上升趋势,待基体开裂后,应力又降低,纤维发挥桥联作用等,在“基体开裂-纤维桥联作用-基体承载-基体开裂……”反复作用下,曲线呈现“应力上升-下降-上升……”抖动趋势,呈现应变硬化特点;待试件承载达到自身承载力后,承载力降低,裂缝变宽,拉伸变形增加,呈现应变软化特点。
2.5 MPC水化产物
采用XRD分析M/P、粉煤灰掺量和碳酸锂掺量对MPC净浆水化产物的影响,设计MPC净浆配合比如表5所示。
制备MPC样品后在空气中养护6 h,然后进行XRD测试,测试结果如图14所示。
不掺粉煤灰和碳酸锂的MPC主要水化产物是鸟粪石(MgNH4PO4·6H2O);当M/P为2和3时,净浆中还有中间水化产物Schertelite,化学式(NH4)2Mg(HPO4)2·4H2O。除了鸟粪石,还有不参与水化反应的氧化镁。
表 5 MPC净浆配合比 (kg/m3)Table 5. Mixture of MPC pure paste (kg/m3)Specimen ID M P BO FA Li M2F0L0 633.3 316.7 158.3 0 0 M4F0L0 760 190 304 0 0 M3F0L0 712.5 237.5 213.75 0 0 M3F2L0 570 190 171 190 0 M3F3L0 498.75 166.25 149.6 285 0 M3F2L3 570 190 171 190 28.5 Notes: The specimen ID contains three parts, the first part is the mass ratio of magnesium oxide (M) to ammonium dihydrogen phosphate (P), the second part is the mass ratio of fly ash to binder, and the third part is the mass ratio of lithium carbonate to binder. Such as, M3F2L3 means the mass ratio of magnesium oxide (M) to ammonium dihydrogen phosphate (P) is 3, the mass ratio of fly ash to binder is 20%, and the mass ratio of lithium carbonate to binder is 3%. MPC水化产物类型跟M/P与硼砂掺量有关。当M/P较大时,Mg2+离子浓度高,有助于中间水化产物Schertelite转化为鸟粪石;当硼砂掺量增加时,硼砂减缓了MgO溶解,使Mg2+离子浓度较低,有利于Schertelite生成[2]。表5配合比中,MPC水化产物都有鸟粪石;此外M/P对水化产物类型的影响大于硼砂,因此当M/P=2时,MPC水化产物有明显的Schertelite,M/P=3时,MPC水化产物Schertelite含量少,M/P=4时,MPC水化产物基本无Schertelite。
由图14可知,掺加粉煤灰的MPC水化产物是鸟粪石,Schertelite衍射峰不明显,图中也能观察到氧化镁和二氧化硅。
文中不同配合比中胶凝材料总质量(氧化镁、磷酸盐和粉煤灰)是相同的,当掺入粉煤灰时,粉煤灰可以吸附磷酸根离子,使溶液中Mg2+离子浓度较高,有助于中间水化产物Schertelite转化为鸟粪石,因此在图14中Schertelite基本不明显。
粉煤灰中有二氧化硅,随着粉煤灰掺量的增加,鸟粪石和氧化镁的衍射峰强度降低,主要是由于粉煤灰取代部分氧化镁和磷酸二氢铵,使水化产物量减少,导致MPC水泥基复合材料抗压和抗折强度降低。因此需合理优选粉煤灰掺量。
掺加碳酸锂可以促进水化产物的快速生成,使在养护6 h时材料抗压和抗折强度提高。
2.6 MPC微观形貌
分析表4中不同M/P、粉煤灰掺量和碳酸锂掺量下MPC的微观形貌,如图15和图16所示。
未掺粉煤灰时不同M/P下MPC的微观形貌如图15所示。如图15(a)所示,当M/P=4时,MPC主要水化产物鸟粪石形貌以结晶度不好的板状和针片状为主,相互堆积在一起,中间有较多孔隙,导致结构不够密实,可能是由于硼砂掺量较多,延缓了MPC早期水化进程,导致MPC养护6 h时强度降低。
如图15(b)所示,当M/P=3时,MPC主要水化产物鸟粪石的形貌以板状为主,它们朝着一定的方向生长,密集地堆叠在一起,生成比较密实的结构。
如图15(c)所示,当M/P=2时,MPC主要水化产物鸟粪石形貌以片状为主,这些片状水化产物松散地交织在一起,使MPC结构疏松。综合分析,M/P=3时,MPC结构比较密实,MPC抗压和抗折强度较高。
当M/P=3时,分析粉煤灰掺量对MPC水化产物形貌的影响,如图16所示。
掺粉煤灰后MPC中可以明显观察到粉煤灰球状体。粉煤灰掺量为20%时,水化产物鸟粪石将氧化镁和粉煤灰胶结一起,使MPC结构致密;当粉煤灰掺量为30%时,可以观察到更多球状体粉煤灰,粉煤灰替代磷酸镁水泥较多,使鸟粪石水化产物减少,较少水化产物包裹氧化镁和粉煤灰,使MPC基体结构疏松,导致MPC抗压强度较低。因此,相比粉煤灰替代率30%,粉煤灰替代率为20%时材料的抗压强度较高。
3. 结 论
(1) 磷酸镁水泥(MPC)凝结时间10 min内主要与氧化镁(M)/磷酸二氢铵(P)、硼砂掺量有关。M/P (质量比)增大时,参与水化反应的Mg2+增多,凝结时间越短。硼砂掺量增加时,硼砂中B4O2−7与MPC溶液中Mg2+发生络合反应,延缓了MPC酸碱中和反应。MPC体系中粉煤灰的掺入,降低氧化镁和磷酸盐掺量及粉煤灰吸附磷酸根离子,导致MPC水化速度减缓,进而延长MPC凝结时间。
(2) 粉煤灰掺量为0%~60%时,MPC水泥基复合材料的抗压和抗折强度基本随着粉煤灰掺量增大而减小,当M/P=2,粉煤灰掺量为20%时材料的抗压和抗折强度最大。空气养护龄期在6 h~1 d范围内MPC水泥基复合材料抗压和抗折强度增加趋势最为明显,MPC水化速度在早期最快。调整水胶比可以改善MPC水泥基复合材料的抗压和抗折强度。碳酸锂可以加速MPC水化进程,水化产物增加,提高复合材料早期强度,掺加3%碳酸锂作为早强剂对MPC水泥基复合材料的抗压和抗折强度的增强效果较好。
(3) 通过优化砂胶比和水胶比可以提高MPC水泥基复合材料立方体抗压强度。砂胶比0.8~1.2,随着砂胶比的增大,MPC水泥基复合材料立方体抗压强度呈现先增大后减小的趋势,最佳砂胶比为1.0,MPC水泥基复合材料结构致密,抗压强度较高。水胶比0.16~0.24,随着水胶比的增大,MPC水泥基复合材料立方体抗压强度均呈现先增大后减小的趋势,最佳水胶比0.18,材料结构较密实,导致抗压强度较大。通过性能优化设计高延性磷酸镁水泥基快速修补材料(HD-MPCRRM)立方体抗压强度为41.9 MPa,极限延伸率达到1.10%,平均裂缝宽度为117 μm。
(4) MPC水化产物与Mg2+离子浓度相关。不同配合比中硼砂掺量相差较小时,较低M/P的MPC体系中Mg2+离子浓度降低,水化产物有鸟粪石和中间产物Schertelite,随着M/P增加,Schertelite转变为鸟粪石。粉煤灰吸附磷酸根离子,Mg2+离子浓度增加,导致MPC体系中水化产物是鸟粪石。碳酸锂促进MPC水化反应,导致MPC体系水化产物是鸟粪石。
-
![]()
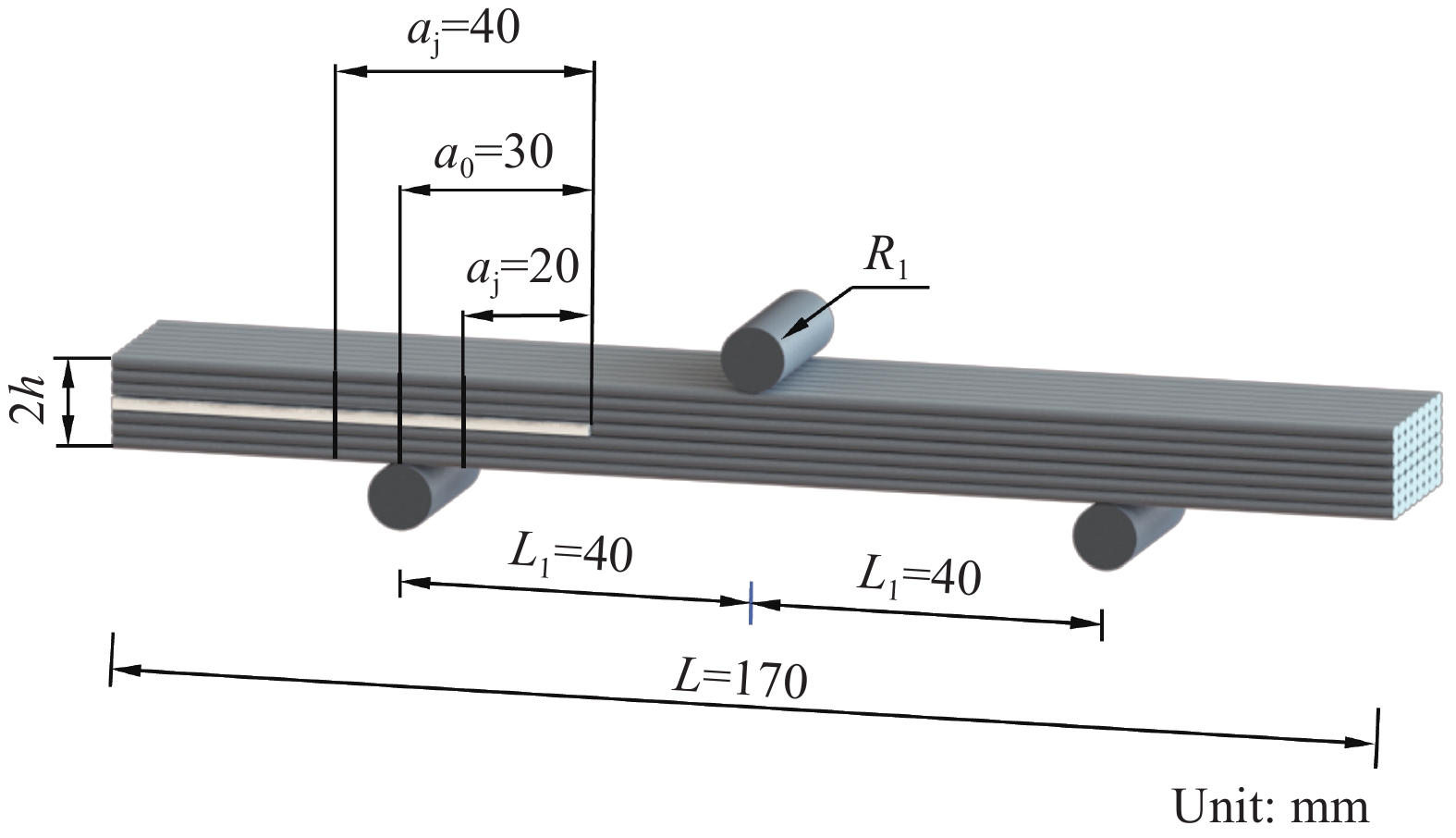
图 1 增材制造CFRP试件的几何特征
Figure 1. Geometric characteristics of additive manufacturing CFRP
![]()
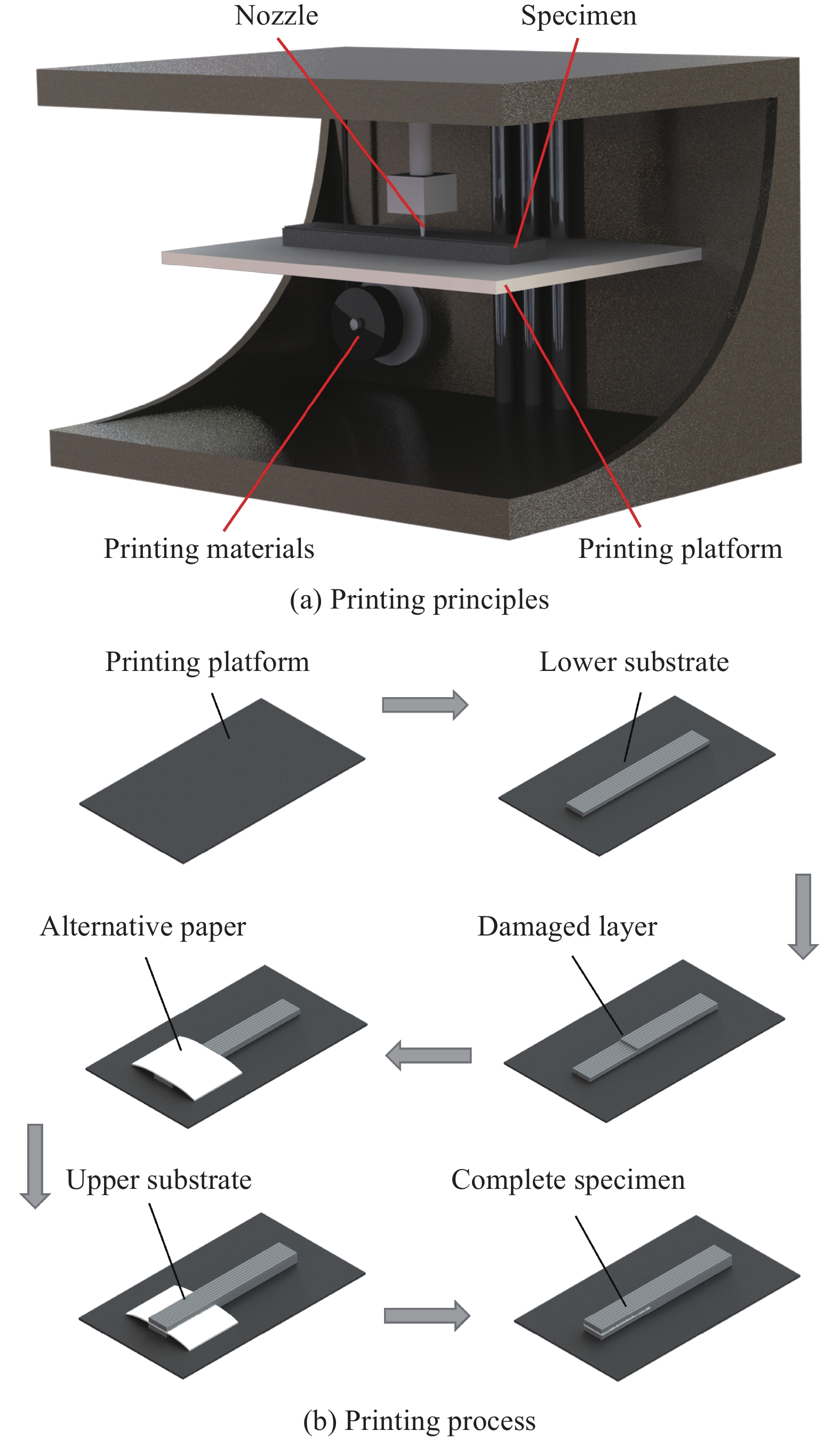
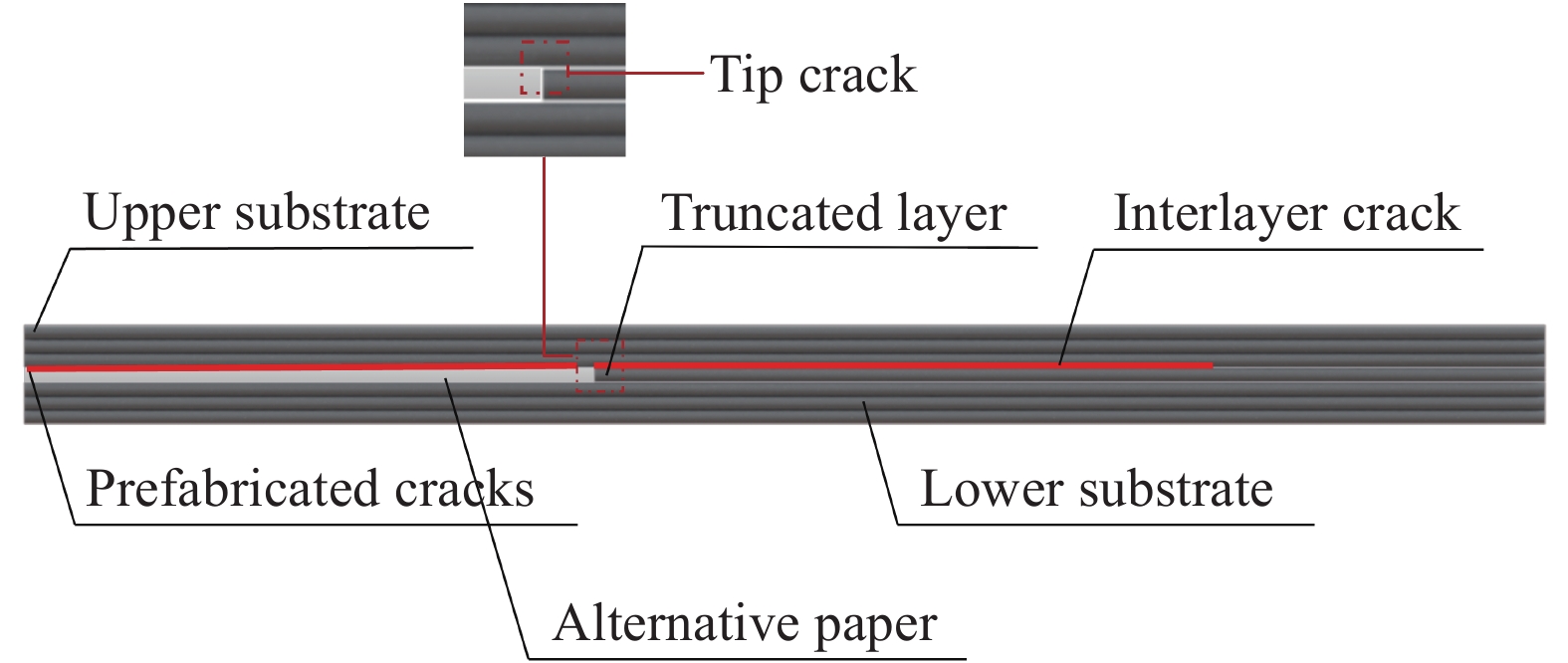
图 3 增材制造CFRP预制裂纹试件打印原理
Figure 3. Printing principles of additive manufacturing CFRP pre-crack specimen
![]()
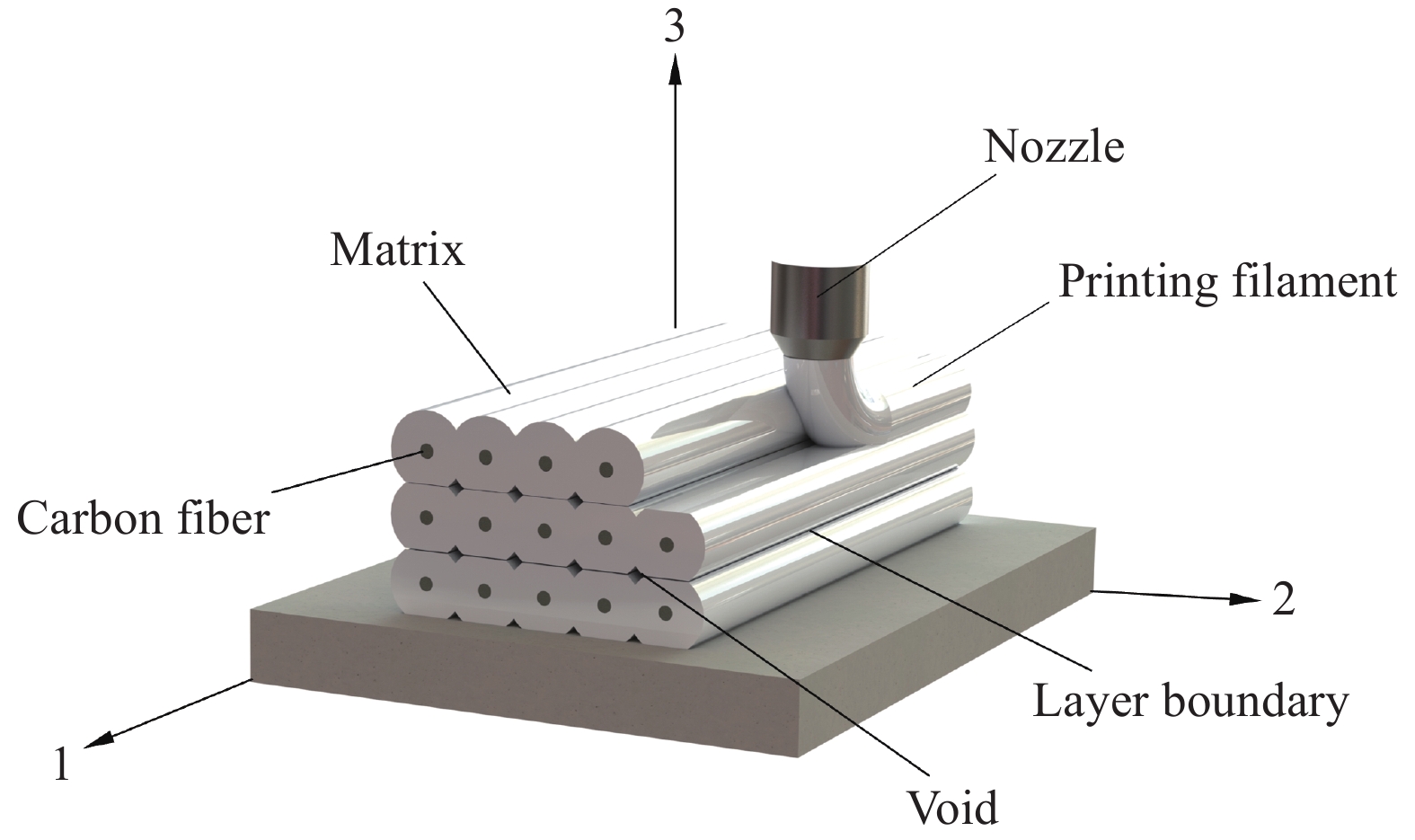
图 5 增材制造CFRP细观结构几何模型
Figure 5. Meso-structures geometric model of additive manufacturing CFRP
![]()
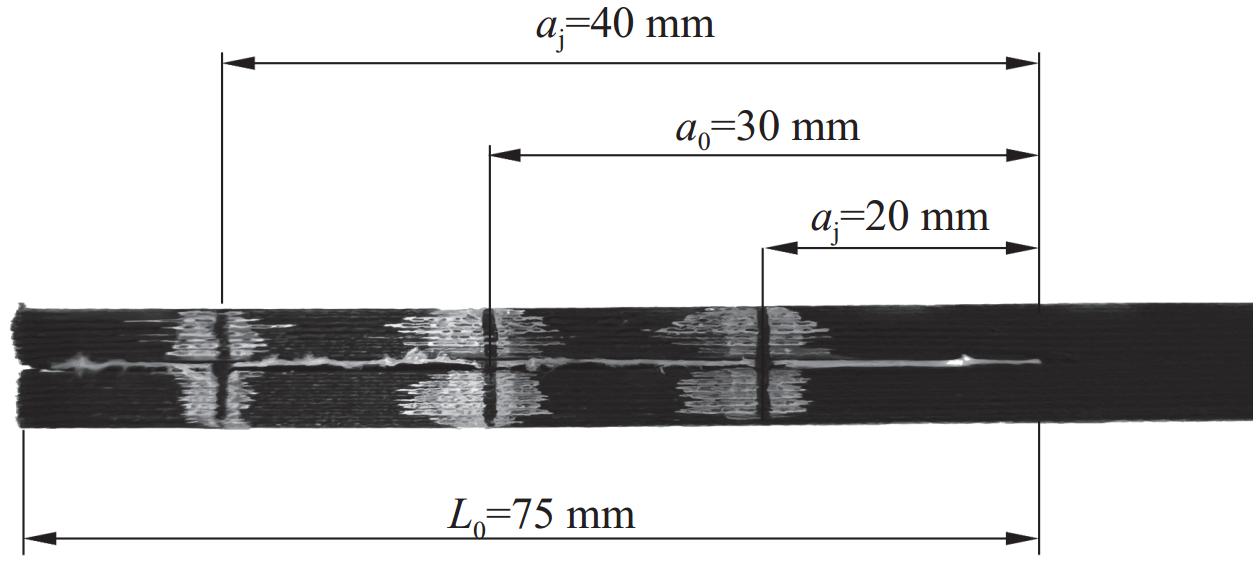
图 6 增材制造CFRP试件校准位置
aj—Layered length of flexibility calibration method; a0—Length of the initial crack; L0—Precast crack length
Figure 6. Calibration locations of additive manufacturing CFRP specimen
![]()
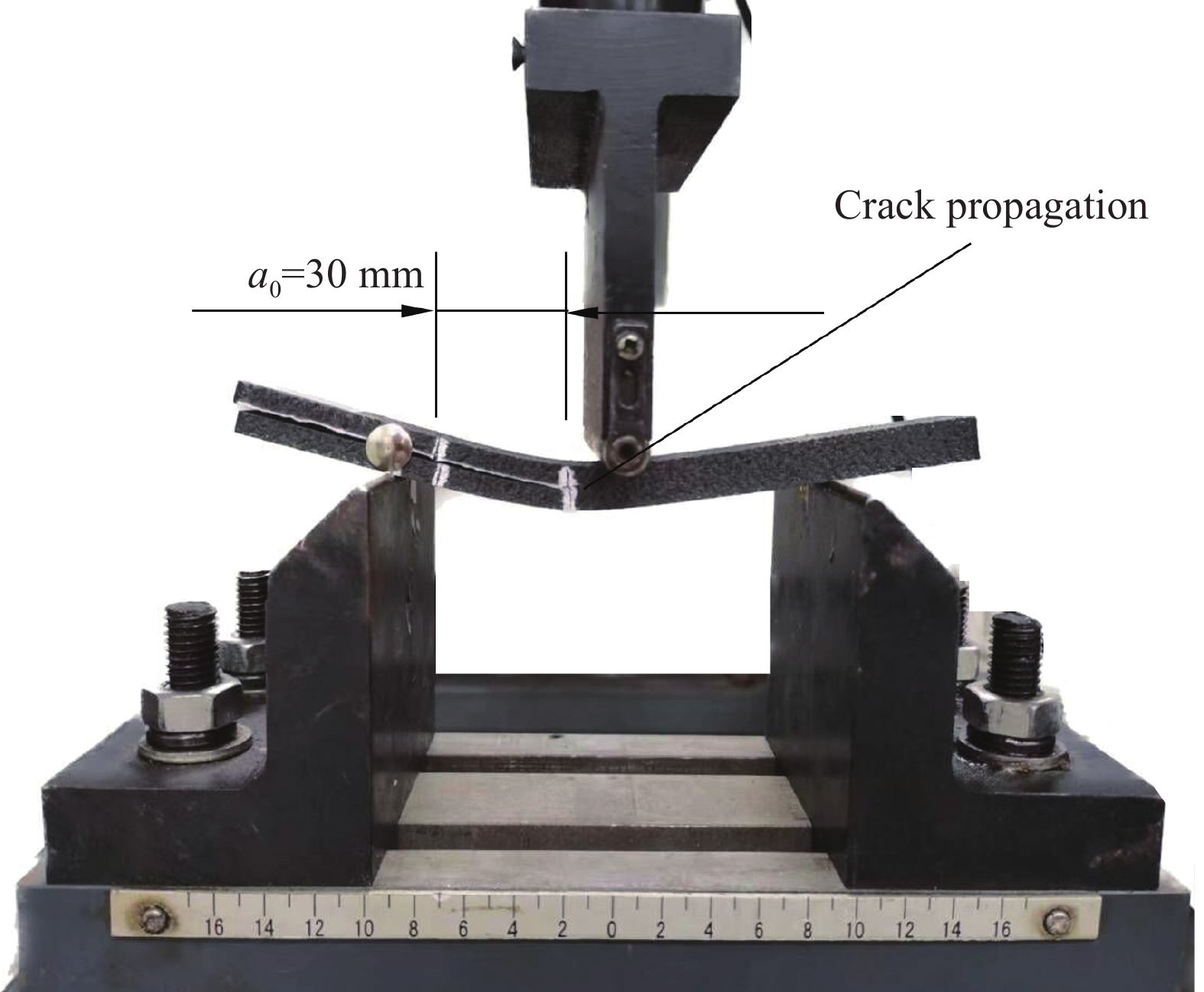
图 9 增材制造CFRP-II型层间断裂加载过程
Figure 9. Mode II inter-layer fracture loading process of additive manufacturing CFRP
![]()
图 7 增材制造CFRP试件加载特征
h—Half of the thickness of the specimen; R1—Fixture radius; L1—Axis distance between lower fixture and upper fixture; L—Length of specimen
Figure 7. Loading characteristics of additive manufacturing CFRP specimen
![]()
图 8 增材制造CFRP试件柔度校准试验
Figure 8. Compliance calibration test of additive manufacturing CFRP specimen
![]()
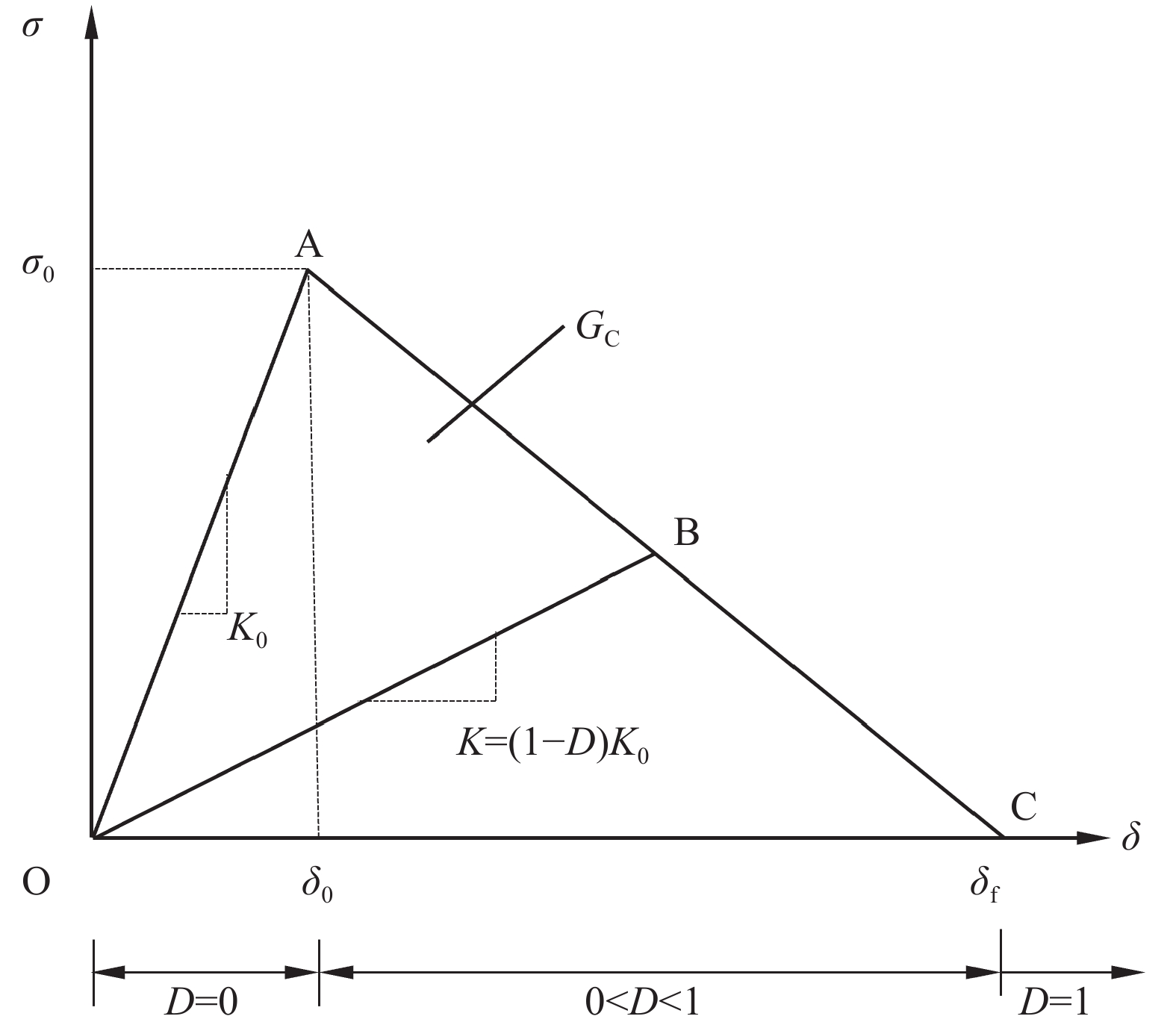
图 10 内聚区双线性本构模型
σ—Stress; δ—Displacement; σ0—Layered damage initiation stress; δ0—Initial displacement of delamination damage; δf—Displacement corresponding to complete layering of materials; K0—Initial interface stiffness; K—Damage interface stiffness; D—Damage variable; GC—Fracture toughness
Figure 10. Bilinear constitutive model of cohesive zone
![]()
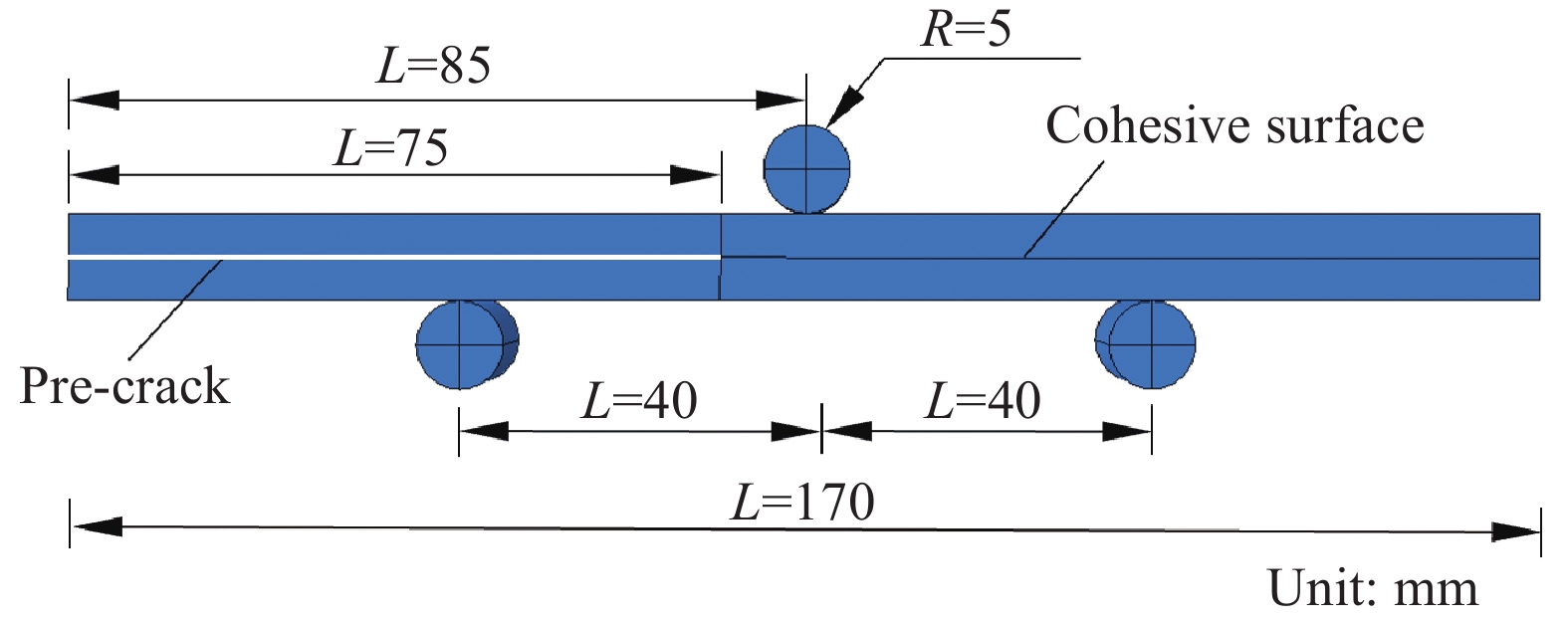
图 11 增材制造CFRP预制裂纹试件端部缺口梁三点弯曲(ENF)试验仿真模型
Figure 11. End notched flexure (ENF) experiment simulation model of additive manufacturing CFRP pre-crack specimen
![]()
图 13 不同网格尺寸的计算结果对比
Figure 13. Comparison of calculation results with different mesh sizes
![]()
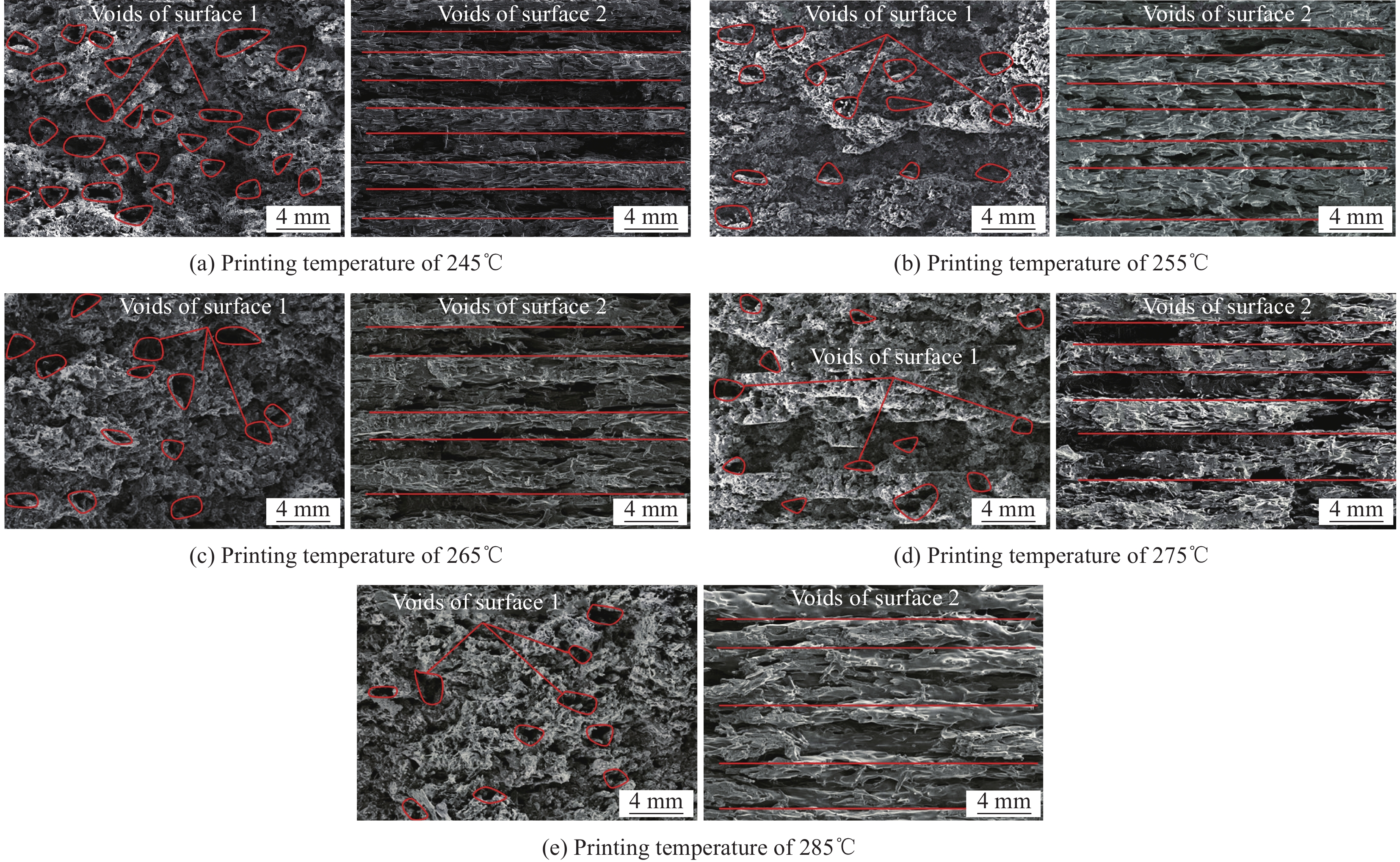
图 14 打印速度40 mm/s下不同打印温度时增材制造CFRP荷载-位移曲线:(a) 245℃;(b) 255℃;(c) 265℃;(d) 275℃;(e) 285℃
Figure 14. Load-displacement curves of additive manufacturing CFRP with printing speed of 40 mm/s under different printing temperatures: (a) 245℃; (b) 255℃; (c) 265℃; (d) 275℃; (e) 285℃
![]()
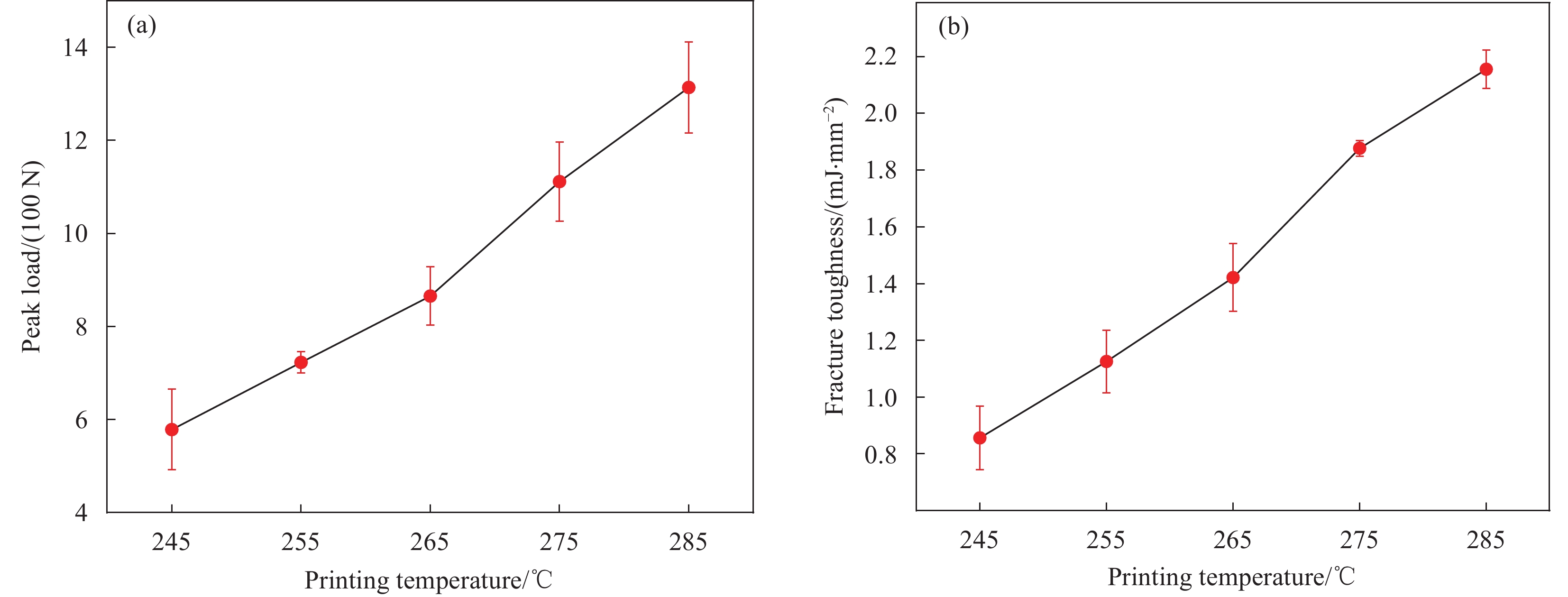
图 15 打印速度40 mm/s下增材制造CFRP层间力学性能变化规律:(a) 荷载峰值;(b) 断裂韧性值
Figure 15. Variations of inter-layer mechanical properties of additive manufacturing CFRP with printing speed of 40 mm/s: (a) Peak load; (b) Fracture toughness
![]()
图 16 打印速度40 mm/s下增材制造CFRP的细观结构
Figure 16. Meso-structures of additive manufacturing CFRP with printing speed of 40 mm/s
![]()
图 17 打印温度275℃下不同打印速度时增材制造CFRP荷载-位移曲线:(a) 20 mm/s;(b) 30 mm/s;(c) 40 mm/s;(d) 50 mm/s;(e) 60 mm/s
Figure 17. Load-displacement curves of additive manufacturing CFRP with printing temperature of 275℃ under different printing speeds: (a) 20 mm/s; (b) 30 mm/s; (c) 40 mm/s; (d) 50 mm/s; (e) 60 mm/s
![]()
图 18 打印温度275℃下增材制造CFRP层间力学性能变化规律:(a) 荷载峰值;(b) 断裂韧性值
Figure 18. Variation of inter-layer mechanical properties for additive manufacturing CFRP with printing temperature of 275℃: (a) Peak load; (b) Fracture toughness
![]()
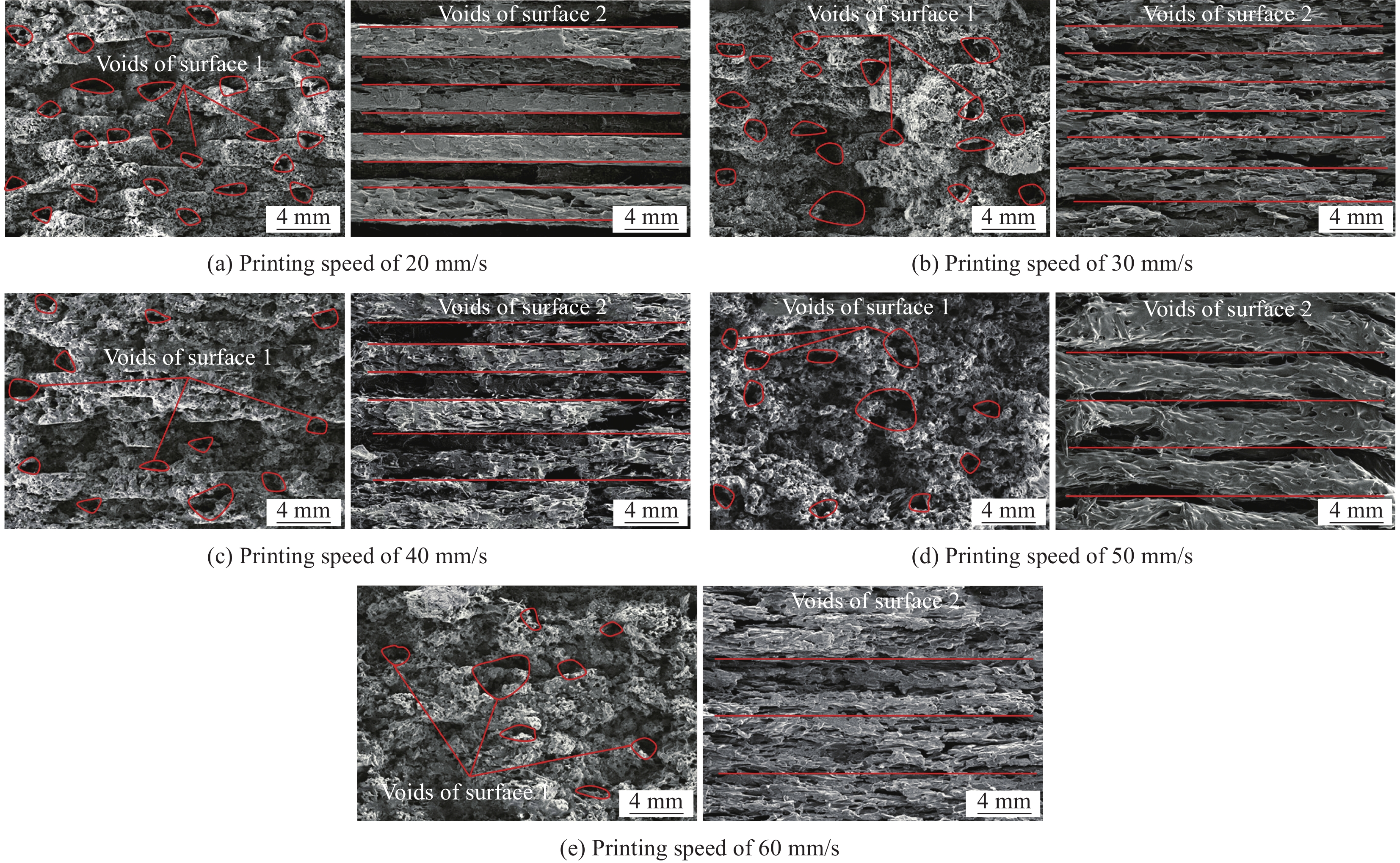
图 19 打印温度275℃下增材制造CFRP的细观结构
Figure 19. Meso-structures of additive manufacturing CFRP with printing temperature of 275℃
![]()
图 20 打印速度40 mm/s下不同打印温度时增材制造CFRP荷载-位移曲线仿真结果与试验数据对比:(a) 245℃;(b) 255℃;(c) 265℃;(d) 275℃;(e) 285℃
Figure 20. Comparison between simulation results and test data of load-displacement curves of additive manufacturing CFRP with printing speed of 40 mm/s under different printing temperatures: (a) 245℃; (b) 255℃; (c) 265℃; (d) 275℃; (e) 285℃
![]()
图 21 打印温度275℃下不同打印速度时增材制造CFRP荷载-位移曲线仿真结果与试验数据对比:(a) 20 mm/s;(b) 30 mm/s;(c) 40 mm/s;(d) 50 mm/s;(e) 60 mm/s
Figure 21. Comparison between simulation results and test data of load displacement curves of additive manufacturing CFRP with printing temperature of 275℃ under different printing speeds: (a) 20 mm/s; (b) 30 mm/s; (c) 40 mm/s; (d) 50 mm/s; (e) 60 mm/s
表 1 增材制造碳纤维增强树脂基复合材料(CFRP)的物理性能
Table 1 Physical properties of additive manufacturing carbon fiber reinforced polymer (CFRP)
Test condition Property Value ASTM D792[20] Density/(g·cm−3) 1.17 DSC[21], 10℃/min Vitrification temperature/℃ 56.6 300℃, 2.16 kg Melt index/(g·min−1) 205 DSC[21], 10℃/min Melting point/℃ 220 DSC[21], 10℃/min Crystallization temperature/℃ 186.6 ISO 75[22], 1.8 MPa Thermal deformation/℃ 196 Note: DSC—Differential scanning calorimetry.  下载: 导出CSV
下载: 导出CSV
表 2 增材制造CFRP固定打印参数
Table 2 Fixed printing parameters of additive manufacturing CFRP
Parameter Value Layer height/mm 0.2 Heated build platform temperature/℃ 90 Filling rate/% 99 Filling shape Linear Filling overlap rate/% 5 Nozzle diameter/mm 0.4
下载: 导出CSV
表 3 增材制造CFRP变量打印参数
Table 3 Variable printing parameters of additive manufacturing CFRP
Temperature/℃ Speed/(mm·s–1) 245, 255, 265, 275, 285 20, 30, 40, 50, 60
下载: 导出CSV
表 4 不同工况下的界面刚度K0及界面强度σ0
Table 4 Interface stiffness K0 and interface strength σ0 with different working conditions
Printing
temperature/℃Printing speed/
(mm·s−1)K0/(MPa·mm−1) σ0/MPa Printing
temperature/℃Printing speed/
(mm·s−1)K0/(MPa·mm−1) σ0/MPa 245 40 1.8×103 16 275 20 1.7×103 17 255 2.6×103 19 30 2.4×103 21 265 2.7×103 22 50 3.3×103 26 275 3.0×103 24 60 3.7×103 28 285 3.3×103 28
下载: 导出CSV
表 5 不同网格尺寸下的计算用时及最大荷载对比
Table 5 Comparisons of calculation time and maximum load with different mesh sizes
Mesh size/mm Number of units CPU calculation time/s Maximum load/N 4 3472 1218 1105.031 3 3640 1390 1111.864 2 7680 2334 1116.225 Note:CPU—Computer processor.
下载: 导出CSV
表 6 不同打印温度下试件荷载峰值
Table 6 Peak loads of specimens with different printing temperatures
Peak load/N 245℃ 255℃ 265℃ 275℃ 285℃ Specimen I 674.043 736.153 853.720 1083.141 1211.012 Specimen II 504.145 696.142 809.258 1044.133 1324.143 Specimen Ⅲ 557.234 736.214 933.317 1207.024 1406.043 Average value 578.474 722.836 865.432 1111.433 1313.733 Standard deviation 70.968 18.876 50.220 69.444 79.961
下载: 导出CSV
表 7 不同打印温度下试件峰值力位移
Table 7 Peak load displacements of specimens with different printing temperatures
Peak load displacement/mm 245℃ 255℃ 265℃ 275℃ 285℃ Specimen I 29.365 29.988 27.953 31.683 35.158 Specimen II 25.232 27.474 30.841 33.293 34.436 Specimen Ⅲ 28.773 30.695 26.279 30.136 33.596 Average value 27.790 29.284 28.358 31.704 34.397 Standard deviation 1.825 1.429 1.675 1.289 0.638
下载: 导出CSV
表 8 不同打印温度下试件断裂韧性值
Table 8 Fracture toughness of specimens with different printing temperatures
Fracture toughness/(mJ·mm−2) 245℃ 255℃ 265℃ 275℃ 285℃ Specimen I 0.983 1.086 1.459 1.850 2.098 Specimen II 0.814 1.041 1.287 1.876 2.138 Specimen Ⅲ 0.772 1.250 1.518 1.905 2.231 Average value 0.856 1.126 1.421 1.877 2.156 Standard deviation 0.091 0.090 0.098 0.022 0.056
下载: 导出CSV
表 9 不同打印速度下试件荷载峰值
Table 9 Peak loads of specimens with different printing speeds
Peak load/N 20 mm/s 30 mm/s 40 mm/s 50 mm/s 60 mm/s Specimen I 1045.134 868.359 1083.021 1167.156 1271.056 Specimen II 880.102 919.665 1044.359 1101.876 1378.168 Specimen Ⅲ 784.413 751.864 1207.189 1206.341 1189.058 Average value 903.216 846.629 1111.523 1158.458 1279.427 Standard deviation 107.687 70.806 69.463 43.089 77.430
下载: 导出CSV
表 10 不同打印速度下试件峰值力位移
Table 10 Peak load displacements of specimens with different printing speeds
Peak load displacement/mm 20 mm/s 30 mm/s 40 mm/s 50 mm/s 60 mm/s Specimen I 31.302 31.711 31.683 31.899 34.281 Specimen II 26.290 30.126 33.293 33.451 32.507 Specimen Ⅲ 29.075 32.883 30.136 30.541 35.929 Average value 28.889 31.573 31.704 31.964 34.239 Standard deviation 2.050 1.130 1.289 1.189 1.397
下载: 导出CSV
表 11 不同打印速度下试件断裂韧性值
Table 11 Fracture toughness of specimens with different printing speeds
Fracture toughness/(mJ·mm−2) 20 mm/s 30 mm/s 40 mm/s 50 mm/s 60 mm/s Specimen I 1.473 1.727 1.850 1.920 2.018 Specimen II 1.491 1.678 1.876 2.155 2.038 Specimen Ⅲ 1.555 1.826 1.905 1.905 2.258 Average value 1.506 1.744 1.877 1.993 2.105 Standard deviation 0.035 0.062 0.022 0.114 0.109
下载: 导出CSV
表 12 变温度工况下增材制造CFRP力学性能仿真结果与试验数据的对比分析
Table 12 Comparison between simulation results and test data of additive manufacturing CFRP mechanical properties with variable temperature conditions
Working conditions
and parameters/(℃-mm·s−1)Peak load/N Relative error/% Peak load displacement/mm Relative error/% 245-40 Test date 674.043 1.1730 29.365 4.734 Simulation result 685.920 27.975 255-40 Test date 736.214 0.6260 29.988 3.645 Simulation result 740.854 28.895 265-40 Test date 853.720 1.7145 27.953 8.664 Simulation result 839.083 25.531 275-40 Test date 1083.141 3.7450 31.683 9.245 Simulation result 1125.282 28.754 285-40 Test date 1211.012 2.0570 35.158 8.283 Simulation result 1236.447 32.246
下载: 导出CSV
表 13 变速度工况下增材制造CFRP力学性能仿真结果与试验数据的对比分析
Table 13 Comparison between simulation results and test data of additive manufacturing CFRP mechanical properties with variable speed conditions
Working conditions
and parameters/(℃-mm·s−1)Peak load/N Relative error/% Peak load displacement/mm Relative error/% 275-20 Test date 880.102 1.477 29.075 2.102 Simulation result 893.294 28.464 275-30 Test date 868.359 0.678 31.711 4.055 Simulation result 874.284 30.425 275-40 Test date 1083.141 3.745 31.683 9.245 Simulation result 1125.282 28.754 275-50 Test date 1167.156 2.895 31.899 8.483 Simulation result 1201.949 29.193 275-60 Test date 1271.056 3.095 34.281 6.677 Simulation result 1311.648 31.992
下载: 导出CSV
-
[1] 龙昱, 李岩, 付昆昆. 3D打印纤维增强复合材料工艺和力学性能研究进展[J]. 复合材料学报, 2022, 39(9): 4196-4212. LONG Yu, LI Yan, FU Kunkun. Research progress in the process and mechanical properties of 3D printed fiber reinforced composite materials[J]. Acta Materiae Compositae Sinica, 2022, 39(9): 4196-4212(in Chinese).
[2] 曹丰, 曾志勇, 黄建, 等. 连续纤维增强复合材料的3D打印工艺及应用进展[J]. 中国科学: 技术科学, 2023, 50(11): 1815-1833. CAO Feng, ZENG Zhiyong, HUANG Jian, et al. Printing process and application progress of 3D printing continuous fiber reinforced composites[J]. Scientia Sinica (Technologica), 2023, 50(11): 1815-1833(in Chinese).
[3] 张聘, 王奉晨, 李玥萱, 等. 连续纤维增强复合材料3D打印技术现状及展望[J]. 航空制造技术, 2023, 66(16): 76-87. ZHANG Pin, WANG Fengchen, LI Yuexuan, et al. Status and prospects of 3D printing for continuous fiber reinforced composites[J]. Aeronautical Manufacturing Technology, 2023, 66(16): 76-87(in Chinese).
[4] 刘强, 马小康, 宗志坚. 斜纹机织碳纤维/环氧树脂复合材料性能及其在电动汽车轻量化设计中的应用[J]. 复合材料学报, 2011, 28(5): 83-88. LIU Qiang, MA Xiaokang, ZONG Zhijian. Performance of twill woven carbon fiber/epoxy resin composite material and its application in lightweight design of electric vehicles[J]. Acta Materiae Compositae Sinica, 2011, 28(5): 83-88(in Chinese).
[5] 车士俊, 张明睿. 复合材料在轨道交通中的应用综述[J]. 纤维复合材料, 2022, 39(2): 100-104. DOI: 10.3969/j.issn.1003-6423.2022.02.019 CHE Shijun, ZHANG Mingrui. Overview of the application of composite materials in rail transit[J]. Fiber Composite Materials, 2022, 39(2): 100-104(in Chinese). DOI: 10.3969/j.issn.1003-6423.2022.02.019
[6] 赵丽滨, 龚愉, 张建宇. 纤维增强复合材料层合板分层扩展行为研究进展[J]. 航空学报, 2019, 40(1): 171-199. ZHAO Libin, GONG Yu, ZHANG Jianyu. Research progress on delamination propagation behavior of fiber reinforced composite laminates[J]. Chinese Journal of Aeronautics, 2019, 40(1): 171-199(in Chinese).
[7] LIU T F, TIAN X Y, ZHANG M Y, et al. Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with sizing reinforced PA6 composites[J]. Composites Part A: Applied Science and Manufacturing, 2018, 114: 368-376. DOI: 10.1016/j.compositesa.2018.09.001
[8] LIU T F, TIAN X Y, ZHANG Y Y, et al. High-pressure interfacial impregnation by micro-screw in-situ extrusion for 3D printed continuous carbon fiber reinforced nylon composites[J]. Composites Part A: Applied Science and Manufacturing, 2020, 130: 105770. DOI: 10.1016/j.compositesa.2020.105770
[9] TIAN X Y, LIU T F, YANG C C, et al. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites[J]. Composites Part A: Applied Science and Manufacturing, 2016, 88: 198-205. DOI: 10.1016/j.compositesa.2016.05.032
[10] LUO M, TIAN X Y, SHANG J F, et al. Impregnation and interlayer bonding behaviours of 3D-printed continuous carbon-fiber-reinforced poly-ether-ether-ketone composites[J]. Composites Part A: Applied Science and Manufacturing, 2019, 121: 130-138. DOI: 10.1016/j.compositesa.2019.03.020
[11] LUO M, TIAN X Y, SHANG J F, et al. Bi-scale interfacial bond behaviors of CCF/PEEK composites by plasma-laser cooperatively assisted 3D printing process[J]. Composites Part A: Applied Science and Manufacturing, 2020, 131: 105812. DOI: 10.1016/j.compositesa.2020.105812
[12] IRAGI M, PASCUAL-GONZALEZ C, ESNAOLA A, et al. Ply and interlaminar behaviours of 3D printed continuous carbon fiber-reinforced thermoplastic laminates: Effects of processing conditions and microstructure[J]. Additive Manufacturing, 2019, 30: 100884. DOI: 10.1016/j.addma.2019.100884
[13] CAMINERO M A, CHACON J M, GARCIA MOERNO I, et al. Interlaminar bonding performance of 3D printed continuous fiber reinforced thermoplastic composites using fused deposition modelling[J]. Polymer Testing, 2018, 68: 415-423. DOI: 10.1016/j.polymertesting.2018.04.038
[14] YAVAS D, ZHANG Z, LIU Q, et al. Interlaminar shear behavior of continuous and short carbon fiber reinforced polymer composites fabricated by additive manufacturing[J]. Composites Part B: Engineering, 2021, 204: 108460. DOI: 10.1016/j.compositesb.2020.108460
[15] SOMIREDDY M, SINGH C V, CZEKANSKI A. Mechanical behaviour of 3D printed composite parts with short carbon fiber reinforcements[J]. Engineering Failure Analysis, 2019, 107: 104232.
[16] KONG X, LUO J, LUO Q, et al. Experimental study on interface failure behavior of 3D printed continuous fiber reinforced composites[J]. Additive Manufacturing, 2022, 59: 103077. DOI: 10.1016/j.addma.2022.103077
[17] CAI R, WEN W, WANG K, et al. Tailoring interfacial properties of 3D-printed continuous natural fiber reinforced polypropylene composites through parameter optimization using machine learning methods[J]. Materials Today Communications, 2022, 32: 103985. DOI: 10.1016/j.mtcomm.2022.103985
[18] TOUCHARD F, CHOCINSKI-ARNAULT L, FOURNIER T, et al. Interfacial adhesion quality in 3D printed continuous CF/PA6 composites at filament/matrix and interlaminar scales[J]. Composites Part B: Engineering, 2021, 218: 108891. DOI: 10.1016/j.compositesb.2021.108891
[19] DANG Z, CAO J, PAGANI A, et al. Fracture toughness determination and mechanism for mode-I interlaminar failure of 3D-printed carbon-Kevlar composites[J]. Composites Communications, 2023, 39: 101532. DOI: 10.1016/j.coco.2023.101532
[20] ASTM International. Standard test methods for density and specific gravity (relative density) of plastics by displacement: ASTM D792—2008[S]. West Conshohocken, PA: ASTM International, 2008.
[21] 中华人民共和国标准化管理局, 国家质量监督检验检疫总局. 塑料差示扫描量热法(DSC) 第3部分:温度、熔化和结晶焓的测定: GB/T 19466.3—2004[S]. 北京: 中国标准出版社, 2004. Standardization Administration of the People's Republic of China, State Administration of Quality Supervision, Inspection and Quarantine. Plastic—Differential scanning calorimetry (DSC)—Part 3: Determination of temperature and enthalpy of melting and crystallization: GB/T 19466.3—2004[S]. Beijing: Standards Press of China, 2004(in Chinese).
[22] International Organization for Standardization. Plastics—Determination of temperature of deflection under load—Part 2: Plastics, ebonite and long-fibre-reinforced composite: ISO 75-2—2013[S]. Geneva: ISO Copyright Office, 2013.
[23] ASTM International. Standard test method for mode II interlaminar fracture toughness of unidirectional fiber reinforced polymer matrix composites: ASTM D7905—19[S]. West Conshohocken, PA: ASTM International, 2019.
[24] 王雅娜, 赵魏. 复合材料II型分层ENF试验数据处理方法对比分析[J]. 复合材料科学与工程, 2022(7): 81-92. WANG Yana, ZHAO Wei. Comparative analysis of data processing methods for type II layered ENF testing of composite materials[J]. Composite Materials Science and Engineering, 2022(7): 81-92(in Chinese).
[25] BLACKMAN B R K, BRUNNER A J, WILLIAMS J G. Mode II fracture testing of composites: A new look at an old problem[J]. Engineering Fracture Mechanics, 2006, 73(16): 2443-2455. DOI: 10.1016/j.engfracmech.2006.05.022
[26] QIU Y, CRISFIELD M A, ALFANO G. An interface element formulation for the simulation of delamination with buckling[J]. Engineering Fracture Mechanics, 2001, 68(16): 1755-1776. DOI: 10.1016/S0013-7944(01)00052-2
[27] CAMANHO P, DÁVILA C. Mixed-mode decohesion finite elements for the simulation of delamination in composite materials[R]. Hanover: NASA, 2002, 6: 211737.
[28] TURON A, DAVILA C G, CAMANHO P P, et al. An engineering solution for using coarse meshes in the simulation of delamination with cohesive zone models[R]. Washington: NASA, 2005, 3: 213547.
[29] BORG R, NILSSON L, SIMONSSON K. Simulation of low velocity impact on fiber laminates using a cohesive zone based delamination model[J]. Composites Science & Technology, 2004, 64(2): 279-288.
[30] ALFANO G. On the influence of the shape of the interface law on the application of cohesive-zone models[J]. Composites Science and Technology, 2006, 66(6): 723-730. DOI: 10.1016/j.compscitech.2004.12.024
[31] ZHAO L B, GONG Y, QIN T L, et al. Failure prediction of out-of-plane woven composite joints using cohesive element[J]. Composite Structures, 2013, 106: 407-416. DOI: 10.1016/j.compstruct.2013.06.017
-
其他相关附件
-
目的
增材制造技术的出现为持续推进碳纤维增强树脂复合材料(Carbon fiber reinforced polymer-CFRP)应用于桥梁工程领域提供了全新思路,然而,增材制造CFRP层间力学性能研究较为薄弱,严重阻碍了该技术在桥梁结构中的应用。为实现增材制造CFRP-Ⅱ型层间断裂韧性的测试分析,并量化打印参数对Ⅱ型层间断裂韧性的影响规律,本文分别从试验及仿真分析两个方面展开了相关研究。
方法首先,对打印工艺进行优化并提出了一种新型层间预制裂纹制备方法,即缺层置换法,并利用该方法探索了打印温度、打印速度两类关键打印参数对增材制造CFRP-Ⅱ型层间断裂韧性的影响规律。其次,基于内聚区理论建立了不同打印工况下预制裂纹试件端部缺口梁三点弯曲(End notched flexure-ENF)试验的仿真模型,并完成了仿真结果与试验数据的对比分析。最后,通过扫描电镜获取了不同打印参数下增材制造CFRP试件面1及面2的细观结构,并合理解释了打印参数对Ⅱ型层间断裂韧性的影响机理。
结果关于打印温度:①随着打印温度的升高,试件层间界面的抗剪切能力得到提升。当打印温度从245℃提升至285℃,试验荷载峰值的变化幅度范围为18%~27%,层间断裂韧性的变化幅度范围为14%~32%。②打印温度越高,试件层间延性越大,且当打印温度为285℃时,试件具有与传统加工工艺复合材料相近的断裂韧性。③当打印速度恒定时打印温度越高,丝材固化时间越长,固化前会发生充分的塑性流动,减小了打印丝内部及打印丝之间的空隙。同时,铺设下一层打印丝时,上一层打印丝温度越高,层与层之间材料的分子间作用效果越明显,表现为层间粘结性能增强。由此可得,当打印速度不变时材料的层间力学性能会随着打印温度的升高而增强。关于打印速度:①随着打印速度的提高,试件层间抗剪切能力也提高,增幅较大。当打印速度从20mm/s提升至60mm/s,试验荷载峰值的变化幅度范围为4%~31%,层间断裂韧性的变化幅度范围为4%~16%。②打印速度越高,试件层间断裂韧性越大,且当打印速度为60mm/s时,试件具有与传统加工工艺复合材料相近的断裂韧性。③当打印温度恒定时打印速度越快,丝材沉积过程中散失的热量越少,已沉积丝材与新挤出丝材在固化前能充分的发生塑性流动,打印丝之间的粘结性能越强。此外,铺设下一层打印丝时,上一层打印丝温度散失较少,层与层之间材料的分子间作用效果越明显,表现为层间粘结能力增强。由此可得,当打印温度不变时材料的层间力学性能会随着打印速度的升高而增强。
结论①打印温度及速度均会对增材制造CFRP-Ⅱ型层间力学性能产生明显的影响。②本文仿真结果与试验数据之间的相对误差基本保持在10%以内,表明了本次提出的缺层置换法是可靠的。③缺陷是影响材料层间力学性能的关键因素,随着打印温度及速度的提高,孔洞等缺陷的数量更少,可以获得更好的层间力学性能。
-
碳纤维增强树脂基复合材料(Carbon fiber reinforced polymer-CFRP)为高性能材料,具有高比刚度/强度、耐腐蚀/疲劳的优势,用于桥梁工程已成为目前的研究热点,而传统工艺(热压法、层压法等)存在的开发模具昂贵等问题严重制约了其相关应用。增材制造技术的出现为持续推进CFRP应用于桥梁工程领域提供了全新思路,然而,增材制造CFRP的层间力学性能研究较为薄弱,严重阻碍了该技术在桥梁结构中的应用。
本文将研究对象选取为增材制造CFRP,提出了一种新型层间预制裂纹制备方法,即缺层置换法,并利用该方法探索了两类关键打印参数对增材制造CFRP-Ⅱ型层间断裂韧性的影响规律,结果表明打印温度对层间力学性能的影响更强。同时,仿真结果与试验数据的相对误差均保持在10%以内,表明本次所获试验数据合理且稳定,故缺层置换法可用于制备增材制造CFRP预制裂纹试件,且传统工艺复合材料仿真方法同样适用于增材制造CFRP的仿真分析。进一步,结合扫描电镜(Scanning electron microscope-SEM)结果,揭示了两类关键打印参数对层间力学性能的影响机制,并为通过优化打印工艺提高材料层间力学性能提供了建议。
增材制造CFRP预制裂纹试件打印过程
增材制造CFRP荷载-位移曲线仿真结果与试验数据对比分析




















计量
- 文章访问数: 224
- HTML全文浏览量: 138
- PDF下载量: 21
