

Constructing quasi-Z-directional epoxy-pins on aluminum alloy surface via highly controllable laser engraving for stronger adhesive bonding with carbon fiber composite
-
摘要:
本文设计了激光雕刻、常压等离子喷涂和树脂预涂(RPC)技术处理铝合金表面构建准Z方向“环氧钉”,实现铝合金与碳纤维增强树脂复合材料(CFRP)的粘接强度提升。采用激光雕刻处理铝合金表面形成凹坑结构,为浸渍环氧树脂提供了较大的垂直空间,同时获得了更高的润湿性。使用常压等离子喷涂技术去除铝合金表面污染物,增加极性官能团的吸附量。进一步运用RPC技术将高黏度环氧树脂引入预制坑道结构,减少环氧树脂胶与基体之间的缺陷,增强机械互锁效应。经联合处理后,试样最高的粘接强度比未处理的强度提高了130.5%,复合材料的破坏模式由铝合金表面的粘接失效转变为CFRP复合材料的分层失效。简单有效的联合处理技术方案有望在异质粘接结构的高性能化发展获得应用。
Abstract:This study designed laser engraving, atmospheric pressure plasma spraying and resin pre-coating (RPC) on aluminum alloy surface to construct quasi-Z-directional “epoxy-pins” for improving bonding strength with carbon fiber reinforce polymer (CFRP). The laser engraving treatment was used to create pitted structure on the aluminum alloy surface, higher wettability was acquired and greater vertical spaces were formed to impregnate epoxy resin for stronger mechanical interlocking. Atmospheric pressure plasma spraying was then utilized to remove surface contaminants of aluminum alloy surface and increase the quantity of adsorbed polar functional groups. RPC technique was further adopted to guide high-viscosity epoxy resin into pits to minimize defects between the resin and the substrate and reinforce the mechanical interlocking. The bonding strength of the specimen with the combined treatments of L0.08-1 yielded up to 130.5% increment than the base in bonding strength. The failure modes of composites were changed from adhesive failure of aluminum alloy surface to delamination-dominated failure of laminated CFRP composites. Simple and effective combined treatment method is expected to gain application in the development of high performance of heterogeneous material bonding.
-
碳纤维增强树脂复合材料(CFRP)因具有高比强度、高比模量、耐疲劳、耐腐蚀及良好的可设计性等优异特征,被广泛应用于航空航天、兵器船舰、交通装备、高端汽车等领域实现轻量化发展[1-2]。为满足实际应用的异质异构等设计需求,CFRP通常需要与金属结合形成异质连接复合材料[3-5],如CFRP、铝合金是空客A350 XWB用量最大的两种材料,两者的连接是结构组件高性能化的关键一环。当使用螺栓或铆钉将CFRP与金属机械连接时,尽管接头连接强度足够高[6-7],但机械紧固件的使用会增加裂纹扩展和接缝处应力集中的风险,同时也使复合材料发生增重。相较而言,通过胶接工艺连接可以避免CFRP与金属的界面腐蚀、应力集中等问题[8-9]。
然而,CFRP复合材料与铝合金胶接接头的强度发展主要取决于粘接接头的类型和制备工艺,通常会由于铝合金与环氧胶体之间较差的润湿性、相容性及缺乏准Z方向的失效阻抗等问题而发生脱胶、剥离等结构失效,造成较低的界面粘接强度和较弱的异质粘接体。因此,为提高CFRP复合材料与铝合金的粘接性能,铝合金表面预处理是非常必要的。基于渗透理论与机械咬合理论,在基体表面刻蚀处理形成垂直通道,能有效促进粘接。通常,采用喷砂[10-12]、砂磨[13-15]、NaOH刻蚀[16-17]、阳极氧化[18-19]等物理和化学方法能在粘接基体表面预制孔道,通过改变粘接表面的微观形貌、粗糙度与润湿性[20-21],强化粘接基体的润湿能力和机械咬合能力。微弧氧化是一种在弧光放电产生的瞬时高温高压作用下,能在金属及合金表面生长出以基体金属氧化物为主的改性陶瓷涂层的处理方法,被广泛应用在铝合金表面粗糙度、硬度、耐腐蚀性、润湿性及粘接性能的提升[21-22]。
上述表面处理工艺虽能提升CFRP复合材料与铝合金的粘接性能,但对预制的孔道结构可控性较低。激光雕刻技术[23-25]常用于金属、聚合物和无机非金属材料等各类型的表面刻蚀处理,可控性、可设计性高,能创造出特定形状和尺寸的理想结构,在铝合金表面预制结构以提升胶接接头的粘接强度能发挥重要作用。一旦激光射流接触到铝合金基板,产生热量促使温度急剧升高,导致合金熔化。液态铝暴露在空气中会迅速凝固形成特定的图案,这有助于增加环氧胶粘剂与基材的接触面积,形成的氧化物与聚合物之间的结合可以借助二次键(氢键)得到加强[26]。因此,研究学者们也采用激光雕刻处理铝合金表面实现胶接接头加固。Temesi等[27]发现铝-聚丙烯接头比未进行激光处理的接头具有更高的强度,由于通过雕刻产生的凹槽可以提供更好的机械联锁效果。Schricker等[28]通过激光雕刻铝基试样制得凹槽,接头面积和粗糙度获得增加,接头的强度实现显著提高。
众多研究结果表明,进一步的表面处理或改性需要被用来增强处理后的基材与环氧粘合剂之间的物理和化学结合[29-30]。树脂预涂(RPC)技术是一种通过预先引导高黏度环氧树脂(不含固化剂)进入多孔结构,通过改善基材与环氧胶粘剂(含固化剂)之间的润湿性和构建纤维桥接(加入增强纤维)以减少微观尺度孔隙缺陷和加强准Z方向机械咬合的有效技术[31-33]。虽然通过RPC可以改善界面缺陷和强化物理粘接,但引入的环氧树脂(不含固化剂)或环氧胶粘剂(含固化剂)与铝合金之间的化学键仍需增强,形成更好的粘接界面。
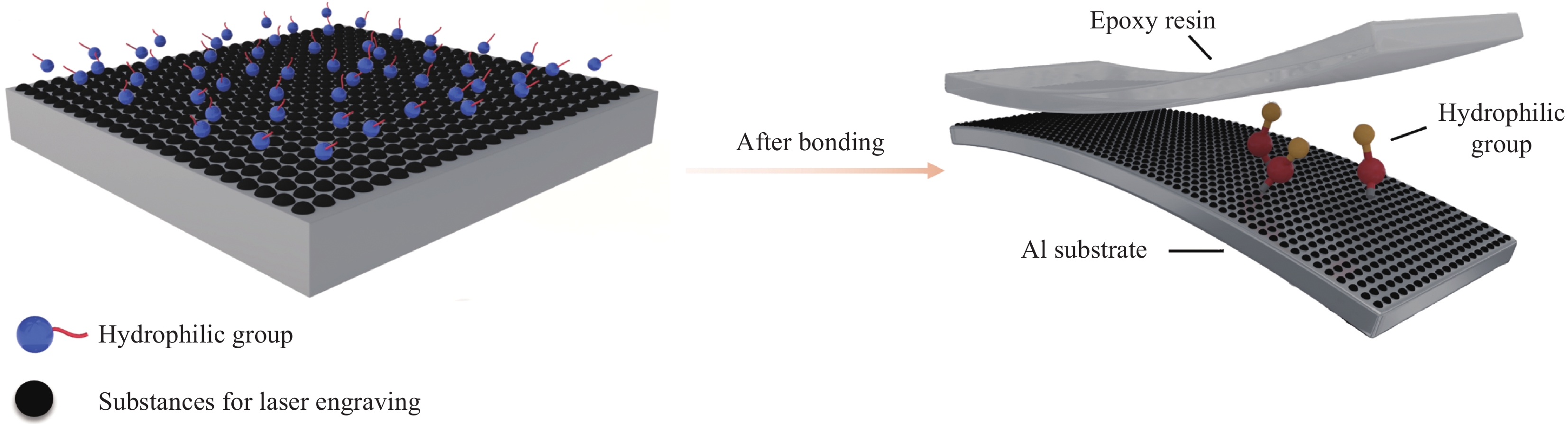
常压等离子体喷涂可被用于增加表面亲水性和极性官能团的吸附量[34](图1),已被证实是一种能改变基材表面条件以获得更优性能的环保且有效的处理方法[35-36]。可以推测,在激光雕刻和RPC处理的中间阶段采用常压等离子体喷涂可以获得更好的界面键合。
![]() 图 1 常压等离子体喷涂提高粘接强度的作用机制Figure 1. Mechanism of action of atmospheric pressure plasma spraying to improve bonding strength
图 1 常压等离子体喷涂提高粘接强度的作用机制Figure 1. Mechanism of action of atmospheric pressure plasma spraying to improve bonding strength本文依次设计激光雕刻、常压等离子体喷涂和RPC处理铝合金表面,增加接触面积,提高润湿性,形成机械咬合,从而制备出更强的铝合金-CFRP复合材料胶接接头。通过单搭接剪切试验验证了联合处理对粘结强度的影响,研究了失效模式并分析了增强机制。同时也表征并分析了激光雕刻后的铝合金表面微观结构、孔隙分布、化学成分和润湿性变化。
1. 材料设计、制备与表征
1.1 复合材料设计概念
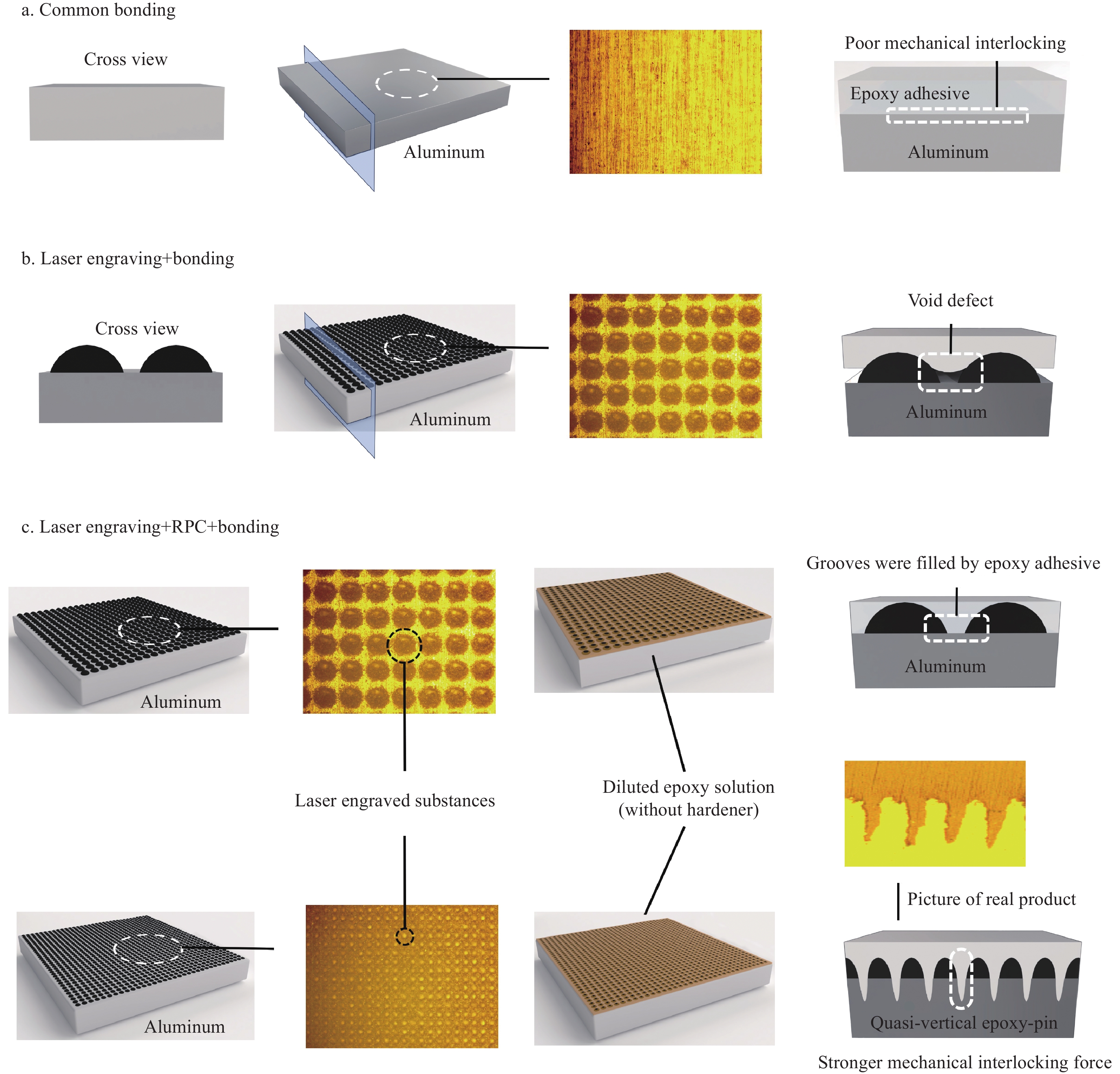
开发高性能的铝合金-CFRP复合材料必须考虑粘接界面的影响。由于环氧树脂与铝合金之间的机械互锁性差,复合材料容易发生脱粘失效。因此,采用激光雕刻、常压等离子体喷涂和RPC联合处理增强界面粘接强度是合理且可行的:(a)激光雕刻能可控创造有利的表面形态,增加接触面积,并为环氧胶体提供垂直浸渍空间;(b)等离子喷涂可以增加吸附极性官能团的数量,增强激光雕刻铝合金与环氧树脂的结合(不含固化剂);(c) RPC技术通过充分填充激光雕刻铝合金表面的孔洞,有助于减少孔隙缺陷,构建准Z方向“环氧钉”。这些处理方法能提高环氧树脂/铝合金粘接界面的物理和化学性能。需要注意的是,铝合金表面的小孔或凹坑尺寸对粘接接头的高性能发展起着至关重要的作用。因此,在联合处理的积极效应下,揭示雕刻单元尺寸对粘接强度的影响是非常必要的。
1.2 复合材料制备
制备铝合金-CFRP复合材料的主要原料为CFRP层合板、铝合金、环氧树脂、固化剂和丙酮。原材料的相关信息如表1所示。
表 1 主要原材料及其相关特性Table 1. Main raw materials and their relevant propertiesMaterials Special feature Origin Al alloy 6061 T4 aluminum flat bars Guangdong New Central Asia Aluminum Co., Ltd. Carbon fiber composite T300; 3K twill weave; Cross-ply [0/90]10 s carbon fiber plates Carbonwiz Technology Co., Ltd. Epoxy resin Araldite® AW106 epoxy resin Huntsman Advanced
Chemical Materials (Guangdong) Co., Ltd.Hardener HV 953 U hardener (polyurethane type) Huntsman Advanced
Chemical Materials (Guangdong) Co., Ltd.Acetone AR (toxic, boiling point around 56℃) Shanghai Aladdin Biochemical Technology Co., Ltd. 将6061铝合金条浸入丙酮溶液中,超声波清洗10 min。采用DL6391手持式电动磨床(浙江得力集团有限公司,DL6391)处理CFRP板,将打磨后的CFRP板置于丙酮溶液中超声清洗10 min,去除表面残留的粉尘颗粒。
激光加工参数设置为速度80 mm/s,功率24 W,频率30 kHz。使用激光雕刻机(聊城九菱激光设备有限公司,JLF30)在铝合金表面上雕刻出不同直径的圆形图案(0.8、0.6、0.4、0.2、0.08 mm),每种图案的试样雕刻1次或2次。采用常压等离子清洗机(ZH-AP-500 X-X,深圳振华等离子体智能制造有限公司),设置10 mm的喷涂距离等离子喷涂铝合金10 s。
将经过激光雕刻和等离子体喷涂后的铝合金试样浸泡在由90wt%丙酮和10wt%环氧树脂组成的RPC溶液(不含固化剂)中10 s后取出,随着铝合金表面丙酮蒸发形成环氧涂层。同样也将打磨后的CFRP板材浸入RPC溶液中制备环氧涂层。
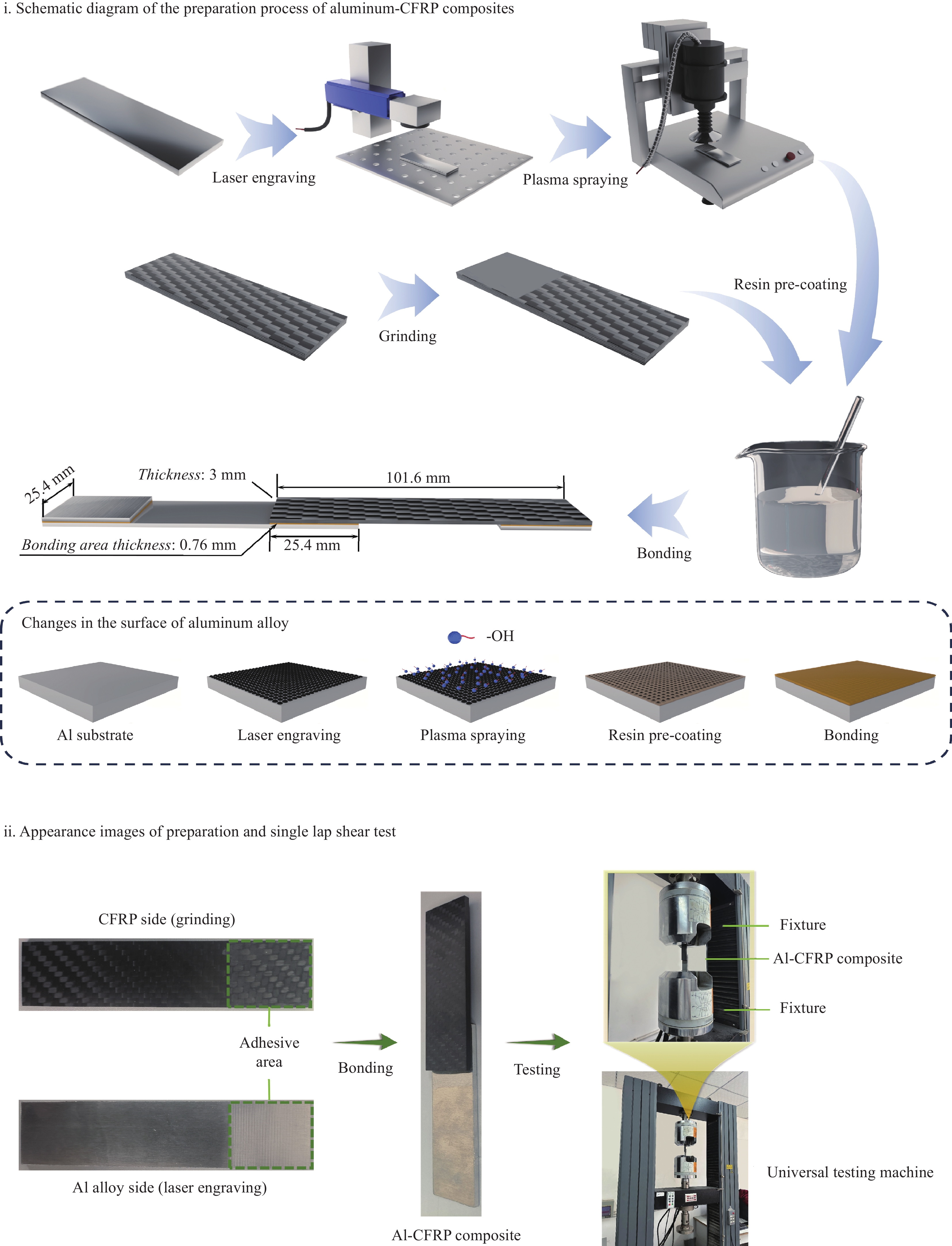
采用50vol%环氧树脂与50vol%固化剂的环氧胶粘剂胶接处理后的铝合金、CFRP形成铝合金-CFRP复合材料。包括粘接区域厚度在内的所有参数均参照ASTM D5868[37],如图2所示。初始固化12 h后,将所有试样放入60℃干燥箱中固化72 h。根据不同的表面处理方法制备了11组试样,如表2所示。
![]() 图 2 铝合金-碳纤维增强树脂(CFRP)复合材料制备工艺示意图及制备、单搭接剪切过程的实物图Figure 2. Schematic diagram of the preparation process of aluminum-carbon fiber reinforce polymer (CFRP) composites and appearance images of preparation and single lap shear test表 2 不同表面处理条件下设计的铝合金-CFRP复合材料Table 2. Designed aluminum alloy-CFRP composites with various surface treatments and conditions
图 2 铝合金-碳纤维增强树脂(CFRP)复合材料制备工艺示意图及制备、单搭接剪切过程的实物图Figure 2. Schematic diagram of the preparation process of aluminum-carbon fiber reinforce polymer (CFRP) composites and appearance images of preparation and single lap shear test表 2 不同表面处理条件下设计的铝合金-CFRP复合材料Table 2. Designed aluminum alloy-CFRP composites with various surface treatments and conditionsSpecimen 6061 aluminum alloy treating CFRP treating Specimen number A-C Acetone cleaning Grinding + RPC 5 L0.8-1 Laser engraving once (Diameter 0.8 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.8-2 Laser engraving twice (Diameter 0.8 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.6-1 Laser engraving once (Diameter 0.6 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.6-2 Laser engraving twice (Diameter 0.6 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.4-1 Laser engraving once (Diameter 0.4 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.4-2 Laser engraving twice (Diameter 0.4 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.2-1 Laser engraving once (Diameter 0.2 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.2-2 Laser engraving twice (Diameter 0.2 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.08-1 Laser engraving once (Diameter 0.08 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.08-2 Laser engraving twice (Diameter 0.08 mm) + plasma spraying + RPC Grinding + RPC 5 Note: RPC—Resin pre-coating. 1.3 复合材料性能表征
室温下,采用WANCE ETM105 D万能测试机(深圳万测试验设备有限公司)测量铝合金-CFRP复合材料的单搭接剪切强度(美国标准ASTM D5868[37])。每组试样为5个,位移控制速度为1 mm/min。负载力骤降后停止试验,加载过程中未出现试样滑动。
采用扫描电子显微镜(SEM,Zeiss Ultra 55, Carl Zeiss GmbH,Germany)观察处理后铝合金表面的微观形貌,并观察了破坏后粘接层的微观形貌。试样需喷金处理,扫描电压10 kV、光圈尺寸30 μm、工作距离10 mm。
使用金相显微镜(WMJ-9590,上海无陌光学仪器有限公司)观察了激光雕刻后铝合金的表面和横截面形貌,验证RPC方法改善粘接界面的有效性。
使用Krüss DSA30滴形分析器(Krüss DSA30,Krüss GmbH,Germany)、采用下垂滴法测量铝合金表面和超纯水之间的接触角。水滴尺寸为2.5 μL,每个表面测量3次。
采用掠入射X射线衍射(GIXRD,Malvern Panalytical b.v.,荷兰)分析激光雕刻后的铝合金表面化学成分。扫描采用Cu Kα辐射(波长λ = 0.154 nm),掠射入射角为1° (20°~80°),增量为0.04°。
2. 结果与讨论
2.1 微观结构和表面性能分析
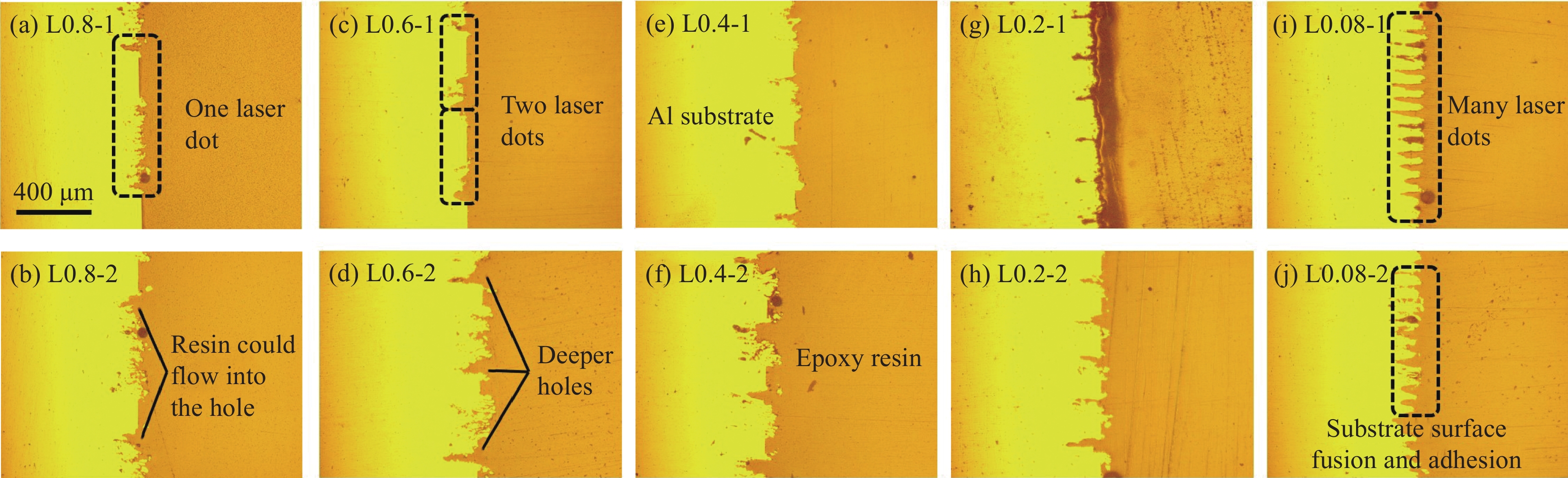
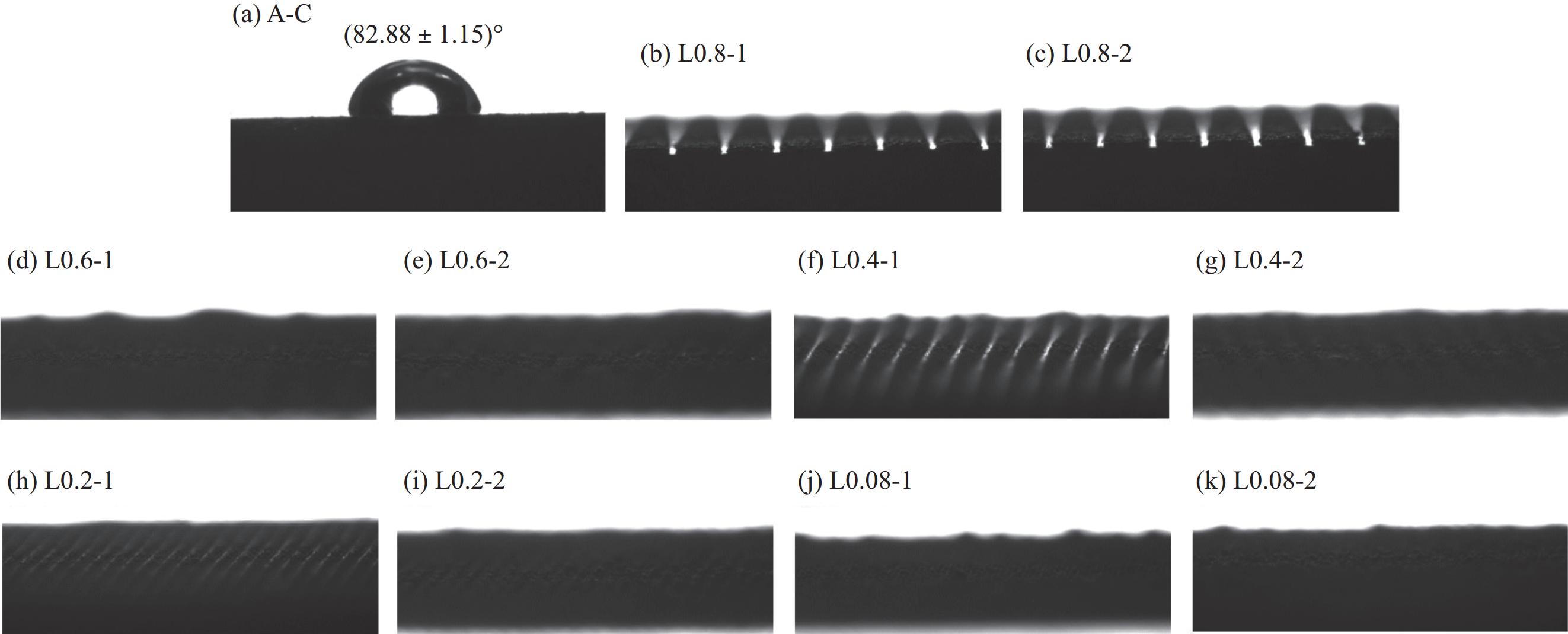
激光雕刻处理后的铝合金截面形貌如图3所示。采用RPC技术对铝合金表面进行处理,使环氧胶粘剂能有效地进入凹坑,形成准Z方向“环氧钉”,加强机械咬合。在相同的放大倍数下,随着激光雕刻图案尺寸的减小,铝合金表面上的凹坑增多。激光雕刻两次后,试样的垂直深度有所增加。这两个因素共同作用,增加了接触面积,并在铝合金和环氧胶粘剂界面之间形成更强的机械咬合。然而,图3(j)显示铝合金表面的凹坑尺寸比图3(i)有所减小,原因是第一次激光雕刻的产物在第二次激光雕刻时被熔化并流入相邻的凹坑中。熔化的铝合金再次凝固后使凹坑底部分被填埋,垂直方向的深度减小。
![]() 图 3 不同凹坑尺寸激光雕刻试件的截面光学显微镜图像Figure 3. Cross-section optical microscope images of laser engraved specimens with different pit dimension
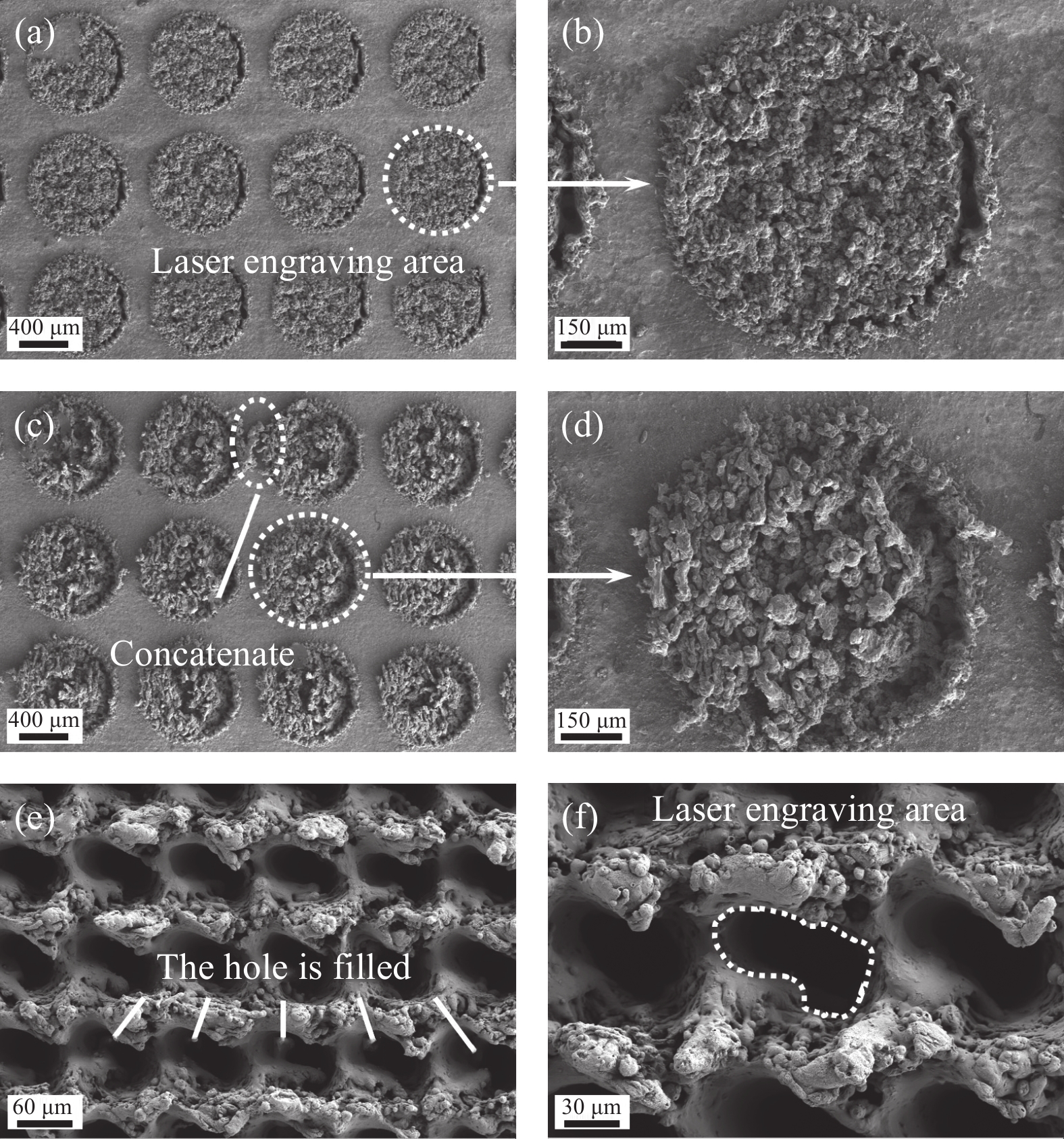
图 3 不同凹坑尺寸激光雕刻试件的截面光学显微镜图像Figure 3. Cross-section optical microscope images of laser engraved specimens with different pit dimension激光雕刻后的铝合金SEM图像如图4所示,铝合金表面呈现出规则的图案。激光雕刻可以形成许多凹坑,两次激光雕刻处理后的铝合金表面变得更加不均匀,凹坑结构更加明显。L0.08-2试样的表面形貌如图4(e)所示,试样表面不是一个规则的圆形,这是由于第二次激光雕刻时熔化的铝合金能够填充第一次激光雕刻形成的凹坑。如图4(c)所示,即使对于具有较大激光雕刻尺寸的试样,也可以观察到类似的情况。
![]() 图 4 不同激光雕刻处理条件下的铝合金表面SEM图像:((a), (b)) L0.8-1;((c), (d))L0.8-2;((e), (f)) L0.08-2Figure 4. SEM images of aluminum alloy surfaces obtained from different laser engraving treatment conditions: ((a), (b)) L0.8-1; ((c), (d)) L0.8-2; ((e), (f)) L0.08-2
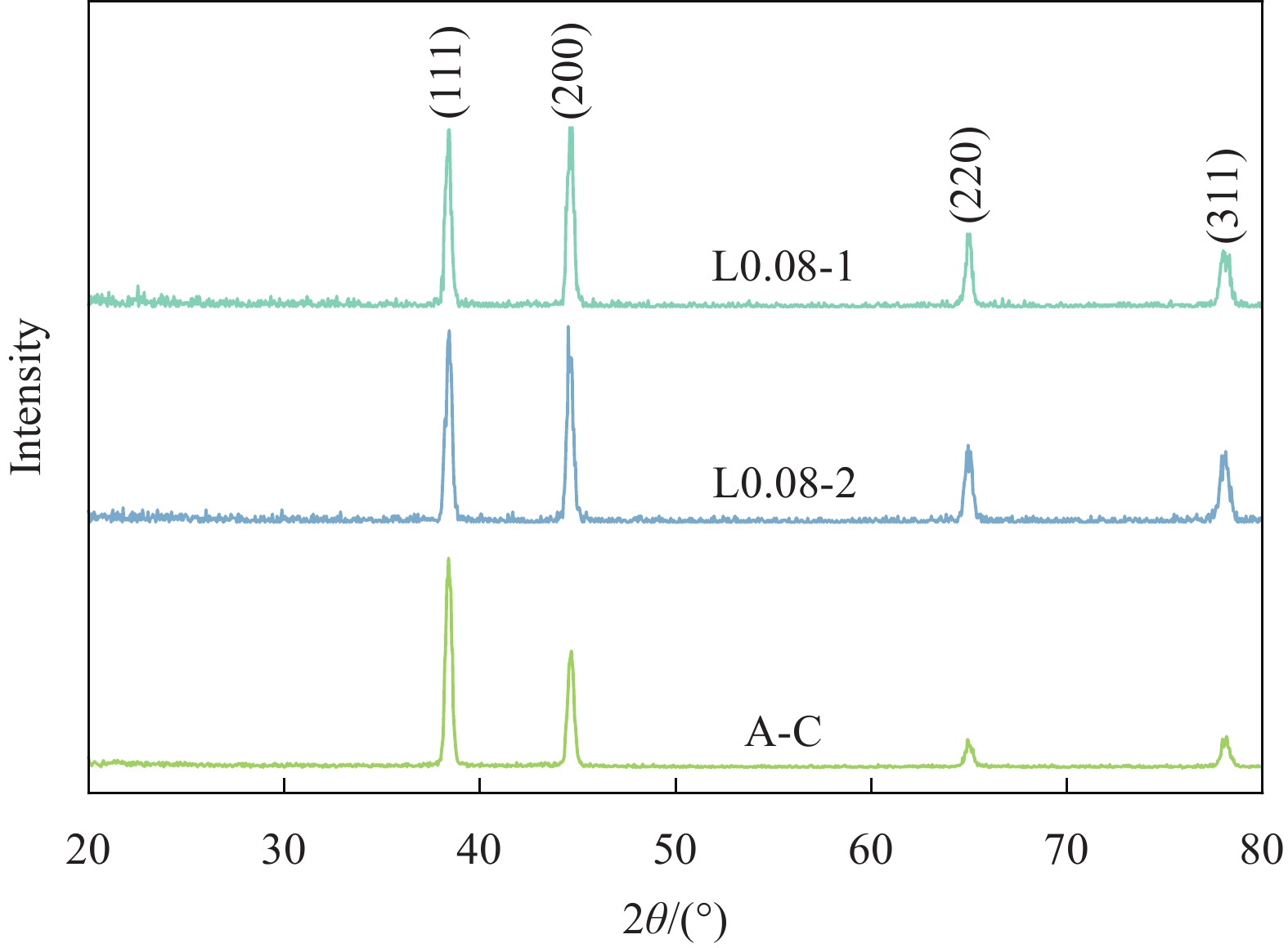
图 4 不同激光雕刻处理条件下的铝合金表面SEM图像:((a), (b)) L0.8-1;((c), (d))L0.8-2;((e), (f)) L0.08-2Figure 4. SEM images of aluminum alloy surfaces obtained from different laser engraving treatment conditions: ((a), (b)) L0.8-1; ((c), (d)) L0.8-2; ((e), (f)) L0.08-2图5为经过激光雕刻后铝合金的掠入射X射线衍射分析。Al (111)、Al (200)、Al (220)和Al (311)的晶面分别在L0.08-1和L0.08-2衍射图谱的38.4°、44.7°、65.1°和78.2°处形成特征峰,与仅丙酮清洗试样的一致,这说明激光雕刻处理后试样的表面化学成分并没有发生变化。主要原因为在低激光能量密度下铝合金未离子化,主要的物理过程是由冷凝相转变为气相,包括融化和蒸发[38-39]。
![]() 图 5 不同激光雕刻参数处理和仅丙酮清洗的铝合金的GIXRD图谱Figure 5. GIXRD patterns of aluminums treated with different laser engraving parameters and cleaned by acetone
图 5 不同激光雕刻参数处理和仅丙酮清洗的铝合金的GIXRD图谱Figure 5. GIXRD patterns of aluminums treated with different laser engraving parameters and cleaned by acetone图6显示了不同表面处理下铝合金的静态接触角。仅丙酮清洗后的试样接触角较大,为82.88°±1.15°。而经过激光雕刻处理后铝合金的接触角明显减小到了0°,这是由于在测试过程中液滴迅速进入激光雕刻形成的凹坑中,使接触角测量值几乎为0°。由此可知,激光雕刻处理有效提高了铝合金的界面润湿性。
![]() 图 6 不同激光雕刻参数处理和丙酮清洗试样的静态接触角Figure 6. Static contact angles of specimens treated by different laser engraving parameters and cleaned by acetone
图 6 不同激光雕刻参数处理和丙酮清洗试样的静态接触角Figure 6. Static contact angles of specimens treated by different laser engraving parameters and cleaned by acetone2.2 试样的粘接强度分析
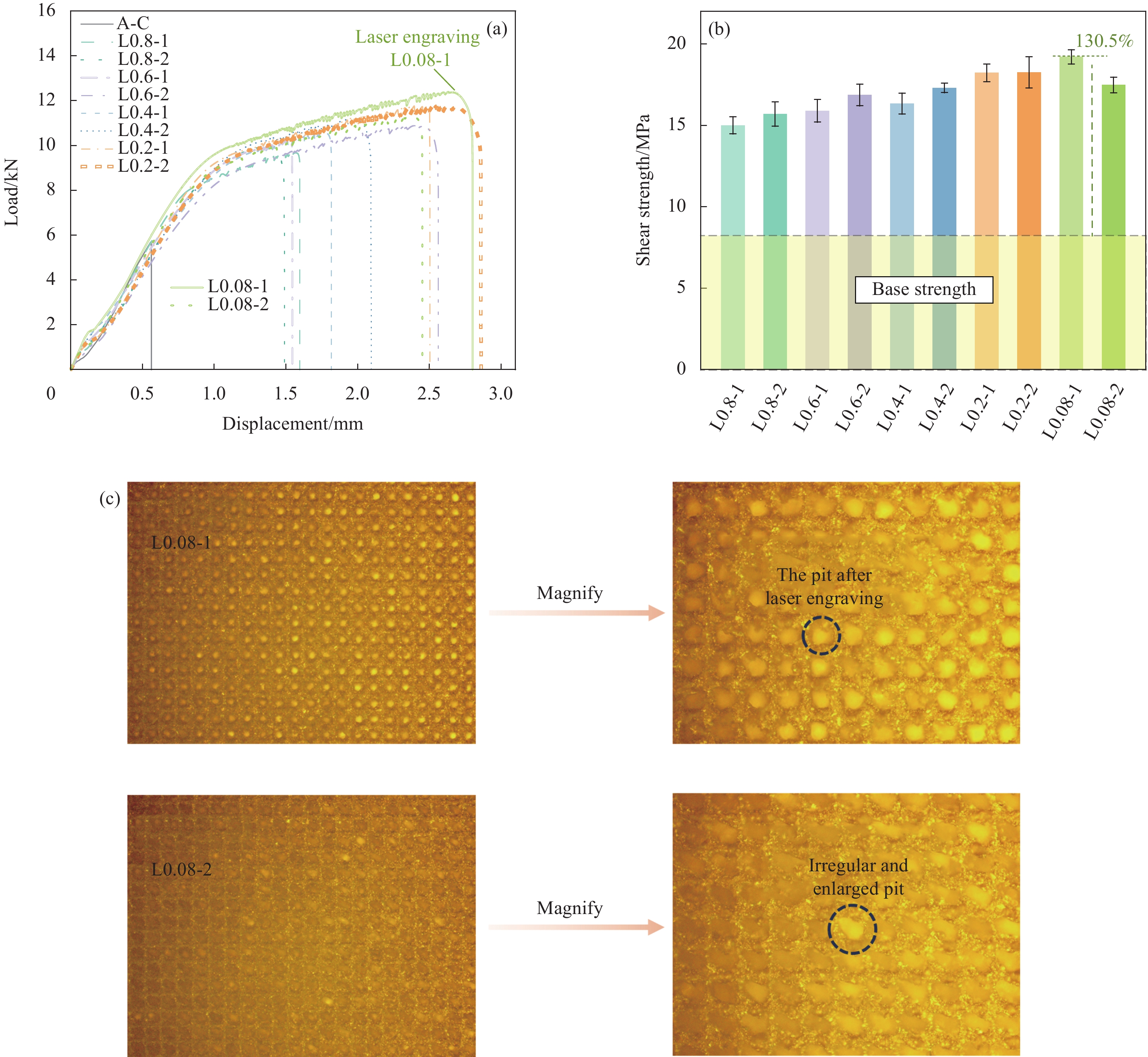
图7(a)为铝合金-CFRP胶接接头单搭接剪切试验结果,曲线均存在线性区和非线性区。由于夹具元件之间的初始间隙,在加载过程开始时曲线是非线性的。随着力的持续施加,试样进入弹性变形阶段,曲线呈线性上升。当达到屈服极限时,试样进入塑性变形阶段。一旦达到峰值载荷,结构最终出现破坏。
![]() 图 7 (a) 铝合金-CFRP胶接接头的荷载-位移曲线;(b) 铝合金-CFRP胶接接头的粘结强度;(c) 激光雕刻处理后铝合金的正面光学显微镜图像Figure 7. (a) Load-displacement curves of aluminum alloy-CFRP adhesive joint; (b) Bonding strength of aluminum alloy-CFRP adhesive joint; (c) Front optical microscope images of laser engraved aluminum alloy
图 7 (a) 铝合金-CFRP胶接接头的荷载-位移曲线;(b) 铝合金-CFRP胶接接头的粘结强度;(c) 激光雕刻处理后铝合金的正面光学显微镜图像Figure 7. (a) Load-displacement curves of aluminum alloy-CFRP adhesive joint; (b) Bonding strength of aluminum alloy-CFRP adhesive joint; (c) Front optical microscope images of laser engraved aluminum alloy图7(b)显示了不同处理条件下胶接接头的粘接强度。仅丙酮清洗后试样的粘接强度为8.33 MPa,远低于激光雕刻、等离子体喷涂和RPC联合处理后试样的粘接强度。这说明上述处理能提升铝合金-CFRP胶接接头的粘接强度。其中,雕刻直径为0.08 mm,雕刻次数为1次的试样粘接强度为19.20 MPa,比仅丙酮清洗的试样强度提高了130.5%。结果表明,随着雕刻直径的减小,胶接接头的结合强度增大。
当在铝合金表面应用较大的雕刻单位时,激光雕刻两次的试样要比雕刻一次的试样更有助于提升接头强度。但当雕刻直径为0.08 mm时,雕刻两次的试样粘接强度低于雕刻一次的试样。图7(c)为激光雕刻的铝合金表面,根据图4(e)和图4(f)的相关结果,这些光斑代表激光雕刻区域。激光雕刻两次后,凹坑边界变得不规则,试样的垂直深度减小,如图7(c)和图3(j)所示。它是很难构建更多、更强的准Z方向“环氧钉”,从而减弱了铝合金/环氧树脂粘接界面的机械咬合作用。这一结果也解释了为什么L0.08-2处理的试样比L0.08-1处理的试样结合强度下降。
2.3 失效模式及增强机制分析
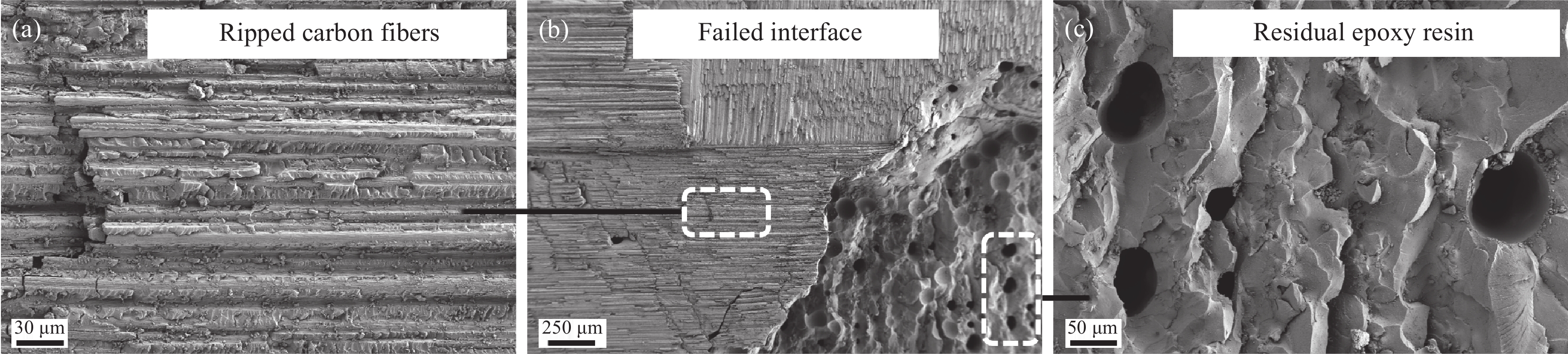
铝合金-CFRP胶接接头失效后的表面微观形貌如图8所示。在图8(b)中可以观察到CFRP复合板典型的分层失效,在失效界面处能清晰地观察到断裂的碳纤维层和残余树脂。
![]() 图 8 铝合金-CFRP复合材料失效后铝合金表面的SEM图像:(a)从CFRP撕裂下的碳纤维;(b)铝合金-CFRP胶接接头失效界面;(c)残留的环氧胶粘剂Figure 8. SEM images of aluminum alloy surface after bonding failure of aluminum alloy-CFRP composites: (a) Ripped carbon fibers from CFRP; (b) Failure interface of aluminum alloy-CFRP adhesive joint; (c) Residual epoxy adhesive
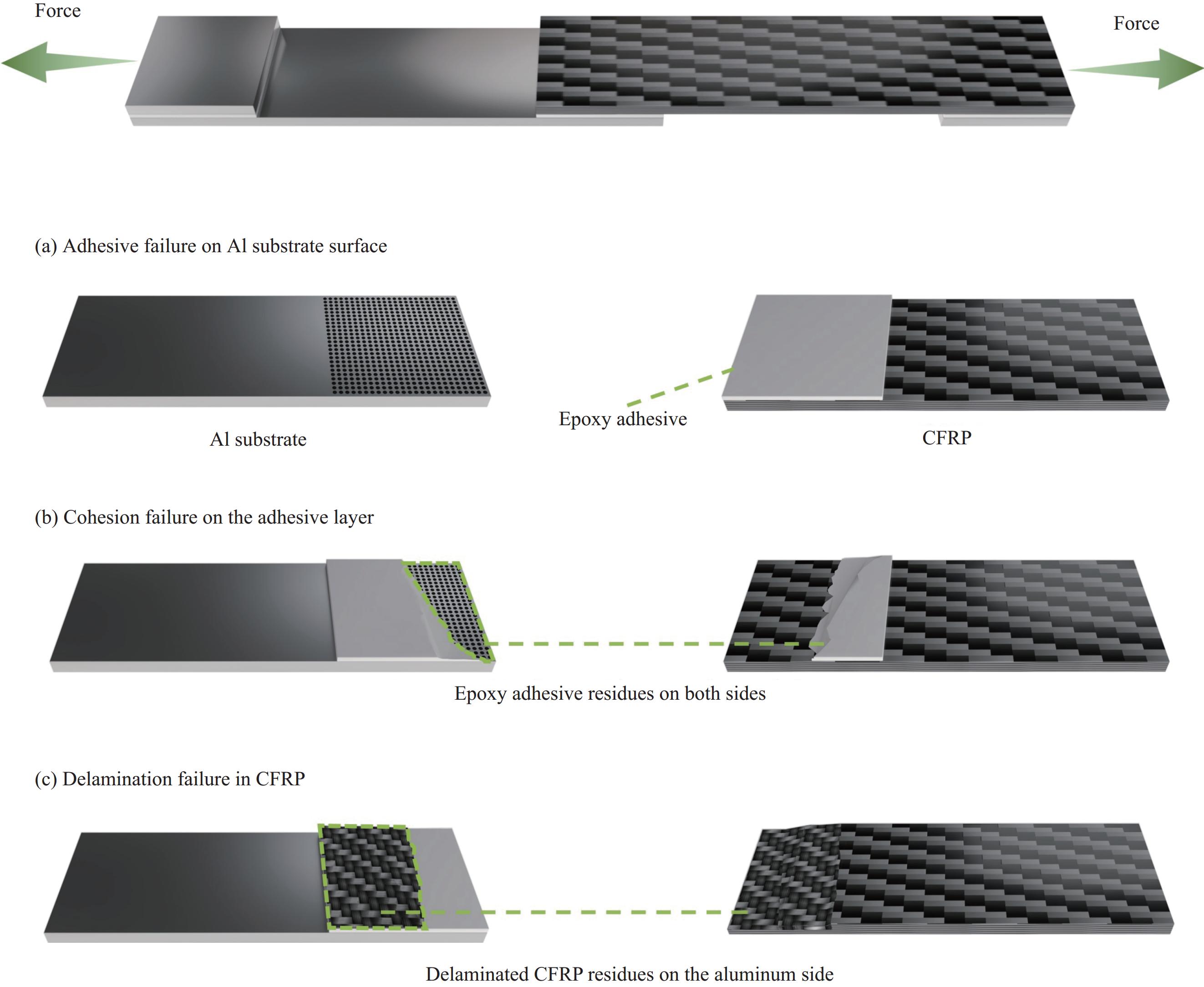
图 8 铝合金-CFRP复合材料失效后铝合金表面的SEM图像:(a)从CFRP撕裂下的碳纤维;(b)铝合金-CFRP胶接接头失效界面;(c)残留的环氧胶粘剂Figure 8. SEM images of aluminum alloy surface after bonding failure of aluminum alloy-CFRP composites: (a) Ripped carbon fibers from CFRP; (b) Failure interface of aluminum alloy-CFRP adhesive joint; (c) Residual epoxy adhesive图9总结了铝合金-CFRP复合材料单搭接剪切试验后的3种失效模式。当激光雕刻凹坑具有较大尺寸时,微观尺度的孔洞缺乏,引入的环氧树脂难以形成垂直分布,铝合金/环氧胶接界面很难形成机械咬合,容易造成胶粘剂失效。随着凹坑尺寸减小,更大密度、更小尺度的凹坑形成孔隙,为环氧胶粘剂形成准Z方向“环氧钉”创造了垂直空间。逐渐增加的机械咬合会增强铝合金/环氧树脂界面,造成铝合金和CFRP基材的混合粘接失效,而不是原来的铝合金脱胶失效。当环氧胶粘剂与基材之间的界面结合强度高于CFRP复合板的层间强度,会造成层状CFRP复合材料的分层失效(图9(c)),这说明形成了更强的胶接界面。
![]() 图 9 不同条件下铝合金-CFRP胶接接头的3种破坏模式:(a)铝合金/环氧胶粘剂界面脱粘失效;(b)环氧树脂粘结失效;(c) CFRP复合材料分层失效Figure 9. Three failure models for aluminum alloy-CFRP adhesive joints with various conditions: (a) Debonding failure at the aluminum alloy/epoxy adhesive interface; (b) Cohesive failure of epoxy resin; (c) Delamination failure of CFRP composites
图 9 不同条件下铝合金-CFRP胶接接头的3种破坏模式:(a)铝合金/环氧胶粘剂界面脱粘失效;(b)环氧树脂粘结失效;(c) CFRP复合材料分层失效Figure 9. Three failure models for aluminum alloy-CFRP adhesive joints with various conditions: (a) Debonding failure at the aluminum alloy/epoxy adhesive interface; (b) Cohesive failure of epoxy resin; (c) Delamination failure of CFRP composites铝合金-CFRP复合材料的裂纹起源于较弱的铝合金/环氧胶粘剂界面,并可能沿铝合金表面或环氧胶接层扩展而导致胶粘剂失效,通过结合界面的微结构设计和胶接能有效避免此问题。通过激光雕刻处理在铝合金表面制备凹坑结构,再对雕刻后试样进行等离子体喷涂处理,使羟基(—OH)等极性官能团能够吸附在铝合金表面[34]。环氧树脂的醚键(R—O—R)和羟基(—OH)在铝合金表面形成多个氢键[26]。同时,在铝合金/环氧树脂界面处还存在分子间作用力,氢键的加入可以增强胶粘剂与铝合金的结合强度,并随着RPC技术的进一步应用而得到提高。构建准Z方向的“环氧钉”是物理上提高胶接接头断裂阻抗的关键。如图10(a)所示,如果胶接层中缺乏机械咬合,较低的外部载荷很容易破坏铝合金/环氧胶接界面,这解释了仅丙酮清洗后试样的粘接强度较低。激光雕刻处理可以在铝合金表面形成如图10(b)所示的凹坑,接触面积和润湿性显著提高,改性后的铝合金表面易于浸渍环氧胶粘剂。但高黏度环氧胶粘剂难以进入凹坑,与基体形成较好的粘接,因此应考虑存在的孔隙缺陷。在粘接前,利用RPC和等离子体喷涂进一步处理铝合金表面,将稀释后的环氧树脂引入凹坑,形成孔隙缺陷充分减少、键合作用有效加强的界面,以获得更强的胶接接头。同时,可以采用小尺寸的雕刻单元预制凹坑结构,这样有利于在相同的粘接面积下能构建更多准Z方向的“环氧钉”,这有助于增强粘接界面的机械咬合,提升裂纹沿粘接界面扩展的断裂阻抗,因此强化了铝合金-CFRP复合材料。
![]() 图 10 联合处理下铝合金-CFRP接头的增强机制Figure 10. Reinforcing mechanisms of the combined treatments to enhance aluminum-CFRP adhesive joints
图 10 联合处理下铝合金-CFRP接头的增强机制Figure 10. Reinforcing mechanisms of the combined treatments to enhance aluminum-CFRP adhesive joints3. 总 结
本文的重点是采用不同的雕刻单元尺寸的激光雕刻处理铝合金表面形成不同的表面形貌,强化铝合金与碳纤维增强树脂(CFRP)的粘接性能。为了研究激光雕刻参数对铝合金表面的影响,采用研磨处理CFRP板,以确保CFRP/环氧界面不会发生破坏,并进一步运用了等离子体喷涂和树脂预涂(RPC)技术增强粘接强度。得出的重要结论如下:
(1)激光雕刻、等离子体喷涂和RPC联合处理有利于构建准Z方向的“环氧钉”,提高铝合金-CFRP复合材料的粘接强度。L0.08-1样品的最高粘接强度比仅丙酮清洗的样品高130.5%;
(2)小尺寸的雕刻单元有助于在垂直空间形成浸渍环氧胶粘剂的微孔,从而产生更强的机械咬合。失效模式由铝合金/环氧树脂界面脱粘失效转变为CFRP复合板分层损伤失效;
(3)激光雕刻是一种形状、尺寸可控的处理方法,能有效可行地在铝合金表面设计制备微观形貌以提高铝合金-CFRP复合材料粘接强度,可为其他金属与CFRP复合制备高性能异质异构粘接复合材料提供重要参考。
-
![]()
图 1 常压等离子体喷涂提高粘接强度的作用机制
Figure 1. Mechanism of action of atmospheric pressure plasma spraying to improve bonding strength
![]()
图 2 铝合金-碳纤维增强树脂(CFRP)复合材料制备工艺示意图及制备、单搭接剪切过程的实物图
Figure 2. Schematic diagram of the preparation process of aluminum-carbon fiber reinforce polymer (CFRP) composites and appearance images of preparation and single lap shear test
![]()
图 3 不同凹坑尺寸激光雕刻试件的截面光学显微镜图像
Figure 3. Cross-section optical microscope images of laser engraved specimens with different pit dimension
![]()
图 4 不同激光雕刻处理条件下的铝合金表面SEM图像:((a), (b)) L0.8-1;((c), (d))L0.8-2;((e), (f)) L0.08-2
Figure 4. SEM images of aluminum alloy surfaces obtained from different laser engraving treatment conditions: ((a), (b)) L0.8-1; ((c), (d)) L0.8-2; ((e), (f)) L0.08-2
![]()
图 5 不同激光雕刻参数处理和仅丙酮清洗的铝合金的GIXRD图谱
Figure 5. GIXRD patterns of aluminums treated with different laser engraving parameters and cleaned by acetone
![]()
图 6 不同激光雕刻参数处理和丙酮清洗试样的静态接触角
Figure 6. Static contact angles of specimens treated by different laser engraving parameters and cleaned by acetone
![]()
图 7 (a) 铝合金-CFRP胶接接头的荷载-位移曲线;(b) 铝合金-CFRP胶接接头的粘结强度;(c) 激光雕刻处理后铝合金的正面光学显微镜图像
Figure 7. (a) Load-displacement curves of aluminum alloy-CFRP adhesive joint; (b) Bonding strength of aluminum alloy-CFRP adhesive joint; (c) Front optical microscope images of laser engraved aluminum alloy
![]()
图 8 铝合金-CFRP复合材料失效后铝合金表面的SEM图像:(a)从CFRP撕裂下的碳纤维;(b)铝合金-CFRP胶接接头失效界面;(c)残留的环氧胶粘剂
Figure 8. SEM images of aluminum alloy surface after bonding failure of aluminum alloy-CFRP composites: (a) Ripped carbon fibers from CFRP; (b) Failure interface of aluminum alloy-CFRP adhesive joint; (c) Residual epoxy adhesive
![]()
图 9 不同条件下铝合金-CFRP胶接接头的3种破坏模式:(a)铝合金/环氧胶粘剂界面脱粘失效;(b)环氧树脂粘结失效;(c) CFRP复合材料分层失效
Figure 9. Three failure models for aluminum alloy-CFRP adhesive joints with various conditions: (a) Debonding failure at the aluminum alloy/epoxy adhesive interface; (b) Cohesive failure of epoxy resin; (c) Delamination failure of CFRP composites
![]()
图 10 联合处理下铝合金-CFRP接头的增强机制
Figure 10. Reinforcing mechanisms of the combined treatments to enhance aluminum-CFRP adhesive joints
表 1 主要原材料及其相关特性
Table 1 Main raw materials and their relevant properties
Materials Special feature Origin Al alloy 6061 T4 aluminum flat bars Guangdong New Central Asia Aluminum Co., Ltd. Carbon fiber composite T300; 3K twill weave; Cross-ply [0/90]10 s carbon fiber plates Carbonwiz Technology Co., Ltd. Epoxy resin Araldite® AW106 epoxy resin Huntsman Advanced
Chemical Materials (Guangdong) Co., Ltd.Hardener HV 953 U hardener (polyurethane type) Huntsman Advanced
Chemical Materials (Guangdong) Co., Ltd.Acetone AR (toxic, boiling point around 56℃) Shanghai Aladdin Biochemical Technology Co., Ltd.  下载: 导出CSV
下载: 导出CSV
表 2 不同表面处理条件下设计的铝合金-CFRP复合材料
Table 2 Designed aluminum alloy-CFRP composites with various surface treatments and conditions
Specimen 6061 aluminum alloy treating CFRP treating Specimen number A-C Acetone cleaning Grinding + RPC 5 L0.8-1 Laser engraving once (Diameter 0.8 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.8-2 Laser engraving twice (Diameter 0.8 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.6-1 Laser engraving once (Diameter 0.6 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.6-2 Laser engraving twice (Diameter 0.6 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.4-1 Laser engraving once (Diameter 0.4 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.4-2 Laser engraving twice (Diameter 0.4 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.2-1 Laser engraving once (Diameter 0.2 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.2-2 Laser engraving twice (Diameter 0.2 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.08-1 Laser engraving once (Diameter 0.08 mm) + Plasma spraying + RPC Grinding + RPC 5 L0.08-2 Laser engraving twice (Diameter 0.08 mm) + plasma spraying + RPC Grinding + RPC 5 Note: RPC—Resin pre-coating.
下载: 导出CSV
-
[1] YANG G M, CHENG F, ZUO S H, et al. Growing carbon nanotubes in situ surrounding carbon fiber surface via chemical vapor deposition to reinforce flexural strength of carbon fiber composites[J]. Polymers (Basel), 2023, 15: 2309. DOI: 10.3390/polym15102309
[2] CHENG F, YANG G M, HU Y S, et al. Improvement of interleaving aramid pulp micro-fibers on compressive strengths of carbon fiber reinforced polymers with and without impact[J]. Chinese Journal of Aeronautics, 2023, 36: 459-470. DOI: 10.1016/j.cja.2023.08.009
[3] ZHENG Y P, ZHANG C Y, TIE Y, et al. Tensile properties analysis of CFRP-titanium plate multi-bolt hybrid joints[J]. Chinese Journal of Aeronautics, 2022, 35: 464-474. DOI: 10.1016/j.cja.2021.07.006
[4] DUAN L M, LIANG W, HOU Y A, et al. Investigation on shear and fatigue performance of CFRP/aluminum alloy single-lap adhesive joint[J]. Thin-Walled Structures, 2024, 196: 111421. DOI: 10.1016/j.tws.2023.111421
[5] LIU Y, ZHUANG W M, WU S J. Damage to carbon fibre reinforced polymers (CFRP) in hole-clinched joints with aluminium alloy and CFRP[J]. Composite Structures, 2020, 234: 111710. DOI: 10.1016/j.compstruct.2019.111710
[6] WANG J, YU Y, FU C Y, et al. Experimental investigation of clinching CFRP/aluminum alloy sheet with prepreg sandwich structure[J]. Journal of Materials Processing Technology, 2020, 277: 116422. DOI: 10.1016/j.jmatprotec.2019.116422
[7] WANG Z Y, ZHANG N, WANG Q Y. Tensile behaviour of open-hole and bolted steel plates reinforced by CFRP strips[J]. Composites Part B: Engineering, 2016, 100: 101-113. DOI: 10.1016/j.compositesb.2016.06.038
[8] CHENG F, HU Y S, ZHANG X G, et al. Adhesive bond strength enhancing between carbon fiber reinforced polymer and aluminum substrates with different surface morphologies created by three sulfuric acid solutions[J]. Composites Part A: Applied Science and Manufacturing, 2021, 146: 106427. DOI: 10.1016/j.compositesa.2021.106427
[9] WANG B H, HU X Z, HUI J Z, et al. CNT-reinforced adhesive joint between grit-blasted steel substrates fabricated by simple resin pre-coating method[J]. The Journal of Adhesion, 2018, 94: 529-540. DOI: 10.1080/00218464.2017.1301255
[10] 段瑛涛, 武肖鹏, 王智文, 等. 碳纤维增强树脂复合材料-热成型钢超混杂层合板层间力学性能[J]. 复合材料学报, 2020, 37(10): 2418-2427. DUAN Yingtao, WU Xiaopeng, WANG Zhiwen, et al. Interlaminar mechanical properties of carbon fiber reinforced plastics-thermoformed steel super-hybrid laminates[J]. Acta Materiae Compositae Sinica, 2020, 37(10): 2418-2427(in Chinese).
[11] WANG B H, HU X Z, LU P M. Improvement of adhesive bonding of grit-blasted steel substrates by using diluted resin as a primer[J]. International Journal of Adhesion and Adhesives, 2017, 73: 92-99. DOI: 10.1016/j.ijadhadh.2016.11.012
[12] TAN B, HU Y S, YUAN B Y, et al. Optimizing adhesive bonding between CFRP and Al alloy substrate through resin pre-coating by filling micro-cavities from sandblasting[J]. International Journal of Adhesion and Adhesives, 2021, 110: 102952. DOI: 10.1016/j.ijadhadh.2021.102952
[13] HU Y S, ZHANG J H, WANG L, et al. A simple and effective resin pre-coating treatment on grinded, acid pickled and anodised substrates for stronger adhesive bonding between Ti-6Al-4V titanium alloy and CFRP[J]. Surface & Coatings Technology, 2022, 432: 128072.
[14] 程飞, 胡云森. 铝合金-碳纤维复合材料液氮温度下弯曲强度的强化研究[J]. 复合材料学报, 2022, 39(6): 3009-3019. CHENG Fei, HU Yunsen. Flexural strength enhancement study of aluminum and carbon fiber composite at liquid nitrogen temperature[J]. Acta Materiae Compositae Sinica, 2022, 39(6): 3009-3019 (in Chinese).
[15] SUN G, LIU X, ZHENG G, et al. On fracture characteristics of adhesive joints with dissimilar materials – An experimental study using digital image correlation (DIC) technique[J]. Composites Structure, 2018, 201: 1056-1075. DOI: 10.1016/j.compstruct.2018.06.018
[16] HU Y S, YUAN B Y, CHENG F, et al. NaOH etching and resin pre-coating treatments for stronger adhesive bonding between CFRP and aluminium alloy[J]. Composites Part B: Engineering, 2019, 178: 107478. DOI: 10.1016/j.compositesb.2019.107478
[17] ZAIN N M, AHMAD S H, ALI E S. Effect of surface treatments on the durability of green polyurethane adhesive bonded aluminium alloy[J]. International Journal of Adhesion and Adhesives, 2014, 55: 43-55. DOI: 10.1016/j.ijadhadh.2014.07.007
[18] ZHANG J H, CHENG F, WANG L, et al. Reinforcement study of anodizing treatment with various temperatures on aluminum substrates for stronger adhesive bonding with carbon fiber composites[J]. Surface & Coatings Technology, 2023, 462: 129473.
[19] HU Y S, ZHANG J H, WANG L, et al. Enhancing adhesive bond strength of CFRP/titanium joints through NaOH anodising and resin pre-coating treatments with optimised anodising conditions[J]. Chinese Journal of Aeronautics, 2024, 37: 511–523.
[20] 曹芳维, 李敏, 王绍凯, 等. 碳纤维与环氧树脂润湿和黏附作用[J]. 复合材料学报, 2011, 28(4): 23-28. CAO Fangwei, LI Min, WANG Shaokai, et al. Wetting and adhesive interaction of the interface between carbon fiber and epoxy resin[J]. Acta Materiae Compositae Sinica, 2011, 28(4): 23-28.
[21] CUI X J, NING C M, ZHANG G A, et al. Properties of polydimethylsiloxane hydrophobic modified duplex microarc oxidation/diamond-like carbon coatings on AZ31B Mg alloy[J]. Journal of Magnesium and Alloys, 2021, 9: 1285-1296. DOI: 10.1016/j.jma.2020.04.009
[22] ZUO S H, CHENG F, YANG G M, et al. An effective micro-arc oxidation (MAO) treatment on aluminum alloy for stronger bonding joint with carbon fiber composites[J]. Composites Part A: Applied Science and Manufacturing, 2024, 177: 107919. DOI: 10.1016/j.compositesa.2023.107919
[23] MA R Q, JIANG H Q, WANG C, et al. Multivariate MOFs for laser writing of alloy nanoparticle patterns[J]. Chemical Communications, 2020, 56: 2715-2718. DOI: 10.1039/C9CC09144K
[24] WANG Y H, QIN Z L, XU J K, et al. Microstructure control of the wettability and adhesion of Al alloy surfaces[J]. RSC Advances, 2020, 10: 38788-38797. DOI: 10.1039/D0RA07892A
[25] SZYMAŃSKI M, PRZESTACKI D, SZYMAŃSKI P. The influence of selected laser engraving parameters on surface conditions of hybrid metal matrix composites[J]. Materials, 2023, 16: 6575. DOI: 10.3390/ma16196575
[26] NAKAMURA S, YAMAMOTO S, TSUJI Y, et al. Theoretical study on the contribution of interfacial functional groups to the adhesive interaction between epoxy resins and aluminum surfaces[J]. Langmuir, 2022, 38: 6653-6664. DOI: 10.1021/acs.langmuir.2c00529
[27] TEMESI T, CZIGANY T. Laser-joined aluminium-polypropylene sheets: The effect of the surface preparation of aluminium[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121: 6907-6920. DOI: 10.1007/s00170-022-09790-0
[28] SCHRICKER K, BERGMANN J P, HOPFELD M, et al. Effect of thermoplastic morphology on mechanical properties in laser-assisted joining of polyamide 6 with aluminum[J]. Welding in the World, 2021, 65: 699-711. DOI: 10.1007/s40194-020-01048-1
[29] ZHANG D W, HUANG Y. The bonding performances of carbon nanotube (CNT)-reinforced epoxy adhesively bonded joints on steel substrates[J]. Progress in Organic Coatings, 2021, 159: 106407. DOI: 10.1016/j.porgcoat.2021.106407
[30] ATTA A M, EZZAT A O, EL-SAEED A M, et al. Self-healing of chemically bonded hybrid silica/epoxy for steel coating[J]. Progress in Organic Coatings, 2020, 141: 105549. DOI: 10.1016/j.porgcoat.2020.105549
[31] CHENG F, XU Y, ZHANG J H, et al. Growing carbon nanotubes in-situ via chemical vapor deposition and resin pre-coating treatment on anodized Ti-6Al-4V titanium substrates for stronger adhesive bonding with carbon fiber composites[J]. Surface & Coatings Technology, 2023, 457: 129296.
[32] CHENG F, HU Y S, LYU Z F, et al. Directing helical CNT into chemically-etched micro-channels on aluminum substrate for strong adhesive bonding with carbon fiber composites[J]. Composites Part A: Applied Science and Manufacturing, 2020, 135: 105952. DOI: 10.1016/j.compositesa.2020.105952
[33] YANG G M, CHENG F, ZUO S H, et al. Constructing quasi-vertical fiber bridging behaviors of aramid pulp at interlayer of laminated basalt fiber reinforced polymer composites to improve flexural performances[J]. Chinese Journal of Aeronautics, 2023, 36: 477-488. DOI: 10.1016/j.cja.2023.10.013
[34] GERULLIS S, KRETZSCHMAR B S, PFUCH A, et al. Influence of atmospheric pressure plasma jet and diffuse coplanar surface barrier discharge treatments on wood surface properties: A comparative study[J]. Plasma Processes and Polymers, 2018, 15(10): 1800058.
[35] MUI T S M, SILVA L L G, PRYSIAZHNYI V, et al. Surface modification of aluminium alloys by atmospheric pressure plasma treatments for enhancement of their adhesion properties[J]. Surface & Coatings Technology, 2017, 312: 32-36.
[36] HONG Q, WANG S Y, YIN S H. Influence of atmospheric pressure plasma modification on surface properties of aluminum alloy substrate and its interfacial adhesion strength with electrodeposited nickel coating[J]. Surface & Coatings Technology, 2023, 474: 130050.
[37] ASTM. Standard test method for lap shear adhesion for fiber reinforced plastic (FRP) bonding: D5868-01[S]. West Conshohocken, PA: ASTM International, 2023.
[38] HE Z R, SHEN Y Z, XIONG W B, et al. Uncovering the roles of laser action modes in surface mechanical properties of 2024 aluminum alloy[J]. Applied Surface Science, 2023, 613: 156032. DOI: 10.1016/j.apsusc.2022.156032
[39] REN Y, WANG L M, LI J F, et al. The surface properties of an aviation aluminum alloy after laser cleaning[J]. Coatings, 2022, 12: 273. DOI: 10.3390/coatings12020273
-
目的
由于铝合金与环氧胶体之间较差的润湿性、相容性以及缺乏准Z方向的失效阻抗等问题而发生脱胶、剥离等结构失效,造成铝合金-CFRP复合材料较低的界面粘接强度。本研究设计了激光雕刻、常压等离子喷涂和树脂预涂技术处理铝合金表面构建准Z方向“环氧钉”,实现铝合金与碳纤维增强树脂复合材料的粘接强度提升。
方法采用激光雕刻处理铝合金表面形成凹坑结构,为浸渍环氧树脂提供了较大的垂直空间,同时获得了更高的润湿性。使用常压等离子喷涂技术去除铝合金表面污染物,增加极性官能团的吸附量。进一步运用RPC技术将高粘度环氧树脂引入预制坑道结构,减少环氧树脂胶与基体之间的缺陷,增强机械互锁效应。
结果1. 对激光雕刻处理后的试样的微观结构和表面性能分析得出:激光雕刻处理在铝合金表面形成凹坑结构,使环氧胶粘剂能有效进入凹坑,形成准Z方向“环氧钉”,加强机械咬合。随着雕刻图案尺寸的减小,铝合金粘接区域表面的凹坑增多。激光雕刻两次后,试样的垂直深度有所增加。铝合金表面的凹坑结构能有效提高其润湿性,铝合金的接触角从82.88 ± 1.15°降低为0°。对比激光雕刻前后铝合金的表面成分发现,激光雕刻后铝合金的特征峰与雕刻前铝合金的特征峰一致,说明激光雕刻处理后试样的表面化学成分并没有发生变化。2. 对铝合金-CFRP复合材料的粘接强度分析得出:仅丙酮清洗后试样的粘接强度为8.33 MPa,远低于激光雕刻、等离子体喷涂和RPC联合处理后试样的粘接强度。其中,雕刻直径为0.08 mm,雕刻次数为1次的试样粘接强度为19.20 MPa,比仅丙酮清洗的试样强度提高了130.5%。当雕刻直径为0.08 mm时,雕刻两次的试样粘接强度低于雕刻一次的试样。原因是第一次激光雕刻的产物在第二次激光雕刻时被熔化并流入相邻的凹坑中。熔化的铝合金再次凝固后使得凹坑底部分被填埋,垂直方向的深度减小,机械咬合减弱,粘接强度降低。3. 对铝合金-CFRP复合材料的失效模式及增强机理分析得出:当激光雕刻凹坑具有较大尺寸时,微观尺度的孔洞缺乏,引入的环氧树脂难以形成垂直分布,铝合金/环氧胶接界面很难形成机械咬合,容易造成胶粘剂失效。随着凹坑尺寸减小,更大密度、更小尺度的凹坑形成孔隙,为环氧胶粘剂形成准Z方向“环氧钉”创造了垂直空间。逐渐增加的机械咬合会增强铝合金/环氧树脂界面,造成铝合金和CFRP基材的混合粘接失效,而不是原来的铝合金脱胶失效。
结论1. 激光雕刻、等离子体喷涂和RPC联合处理有利于构建准Z方向的“环氧钉”,提高铝合金-CFRP复合材料的粘接强度。L0.08-1样品的最高粘接强度比仅丙酮清洗的样品高130.5%。2. 小尺寸的雕刻单元有助于在垂直空间形成浸渍环氧胶粘剂的微孔,从而产生更强的机械咬合。失效模式由铝合金/环氧树脂界面脱粘失效转变为CFRP复合板分层损伤失效。3. 激光雕刻是一种形状、尺寸可控的处理方法,能有效可行地在铝合金表面设计制备微观形貌以提高铝合金-CFRP复合材料粘接强度,可为其他金属与CFRP复合制备高性能异质异构粘接复合材料提供重要参考。
计量
- 文章访问数: 163
- HTML全文浏览量: 109
- PDF下载量: 8
