

Advance in the continuous preparation methods and applications of metallized carbon fiber
-
摘要:
金属化处理的碳纤维(CF)能兼备原始纤维轻质高强和金属高导电/导热等多重性能,在电磁屏蔽、防雷击、除冰/防冰、电能传输、超级电容、信号传感、复合材料结构功能一体化等领域,可一定程度替代传统金属材料使用,是跨越材料属性限制的创新,市场应用潜力突出。本文综述了研究学者在CF表面金属化方面取得的进展。具体从金属化工艺入手,分析了近年来主要CF金属化工艺路线,包括喷涂、磁控溅射(PVD)、化学气相沉积(CVD)、电镀、化学镀等,从商业化工程应用角度重点分析了具有大长度连续金属化潜力的电镀和化学镀的核心环节和工艺特点。总结了金属化碳纤维(MCF)的应用现状,展望了CF表面金属化将面临的挑战及未来发展趋势。
Abstract:Metallized carbon fiber (CF) possesses multiple properties, such as the original fiber's lightweight and high strength, as well as the metal's high electrical/thermal conductivity. It has the potential to partially replace traditional metal materials in various fields, including electromagnetic interference, pro-lightning, de-icing/anti-icing, power transmission, super-capacitors, signal sensing, and structure-function integration of composites. This innovative approach surpasses material limitations and exhibits remarkable market application potential. This papper reviewed the development made by researchers on the metallized CF. The main carbon fiber metallization process routes in recent years were analyzed, including spraying, magnetron sputtering (PVD), chemical vapor deposition (CVD), electroplating, electroless plating, etc. From the perspective of commercial engineering application, the core links and process characteristics of electroplating and electroless plating were analyzed, possessing the capability for continuous metallization of extensive lengths. The application status of metallized CF is summarized, and the challenges and future development trend of carbon fiber surface metallization are prospected.
-
泡沫混凝土是具有轻质、保温、耐火、减震等优点的轻质多孔材料[1-4],广泛用于建筑防火、路基填充和结构保温等领域[5]。泡沫混凝土的轻质、保温性能来源于其内部复杂的孔隙结构[6-8],但孔隙结构同时削弱了其力学性能,导致泡沫混凝土的应用和推广受限[9-11]。玄武岩纤维增强泡沫混凝土(BFRFC)是通过在泡沫混凝土制备过程中加入短切玄武岩纤维改进传统玄武岩纤维的新型材料。相较于泡沫混凝土,BFRFC借助纤维的桥接作用,整体力学性能得到显著改善[12-14]。
力学性能作为影响BFRFC的关键指标,诸多学者已展开了大量研究[15-19],研究发现:孔隙结构和玄武岩纤维掺量是影响其力学性能的关键因素。孔隙结构随BFRFC密度增加变得更为致密,BFRFC抵抗变形的能力也越强。BFRFC随着玄武岩纤维的掺量增加,材料强度也会明显得到改善。然而,现有研究成果多采用室内试验对BFRFC的力学性能进行宏观力学性能研究,对于BFRFC的微观受力机制尚不明确,缺乏数值仿真的验证。为更加全面了解BFRFC的微观力学性能,需建立基于实际孔隙参数的三维数值仿真模型对BFRFC的力学性能进行研究。
本文基于Matlab二次开发生成随机孔隙和纤维,根据Hashin失效准则和损伤变量考虑材料软化特性,建立BFRFC的渐进损伤模型,采用Comsol有限元软件对BFRFC的力学性能进行仿真分析。设计孔隙结构实验和单轴压缩实验,并借助Avizo软件对X射线计算机断层扫描(X-CT)数据进行滤波降噪、阈值分割等处理,对BFRFC微观结构进行三维重构,通过统计分析,获得BFRFC的微观结构特征。依据重构之后获得的孔隙参数,借助Matlab软件建立三维随机纤维孔隙模型,并采用Comsol有限元软件对BFRFC的力学性能进行数值仿真,分析BFRFC在单轴压缩载荷作用下的性能表现,同时探索玄武岩纤维在泡沫混凝土中的增强效应,研究不同纤维掺量的作用效果以及对BFRFC宏观性能的影响程度。此外,将BFRFC的数值仿真与试验结果进行对比,验证仿真结果的可靠性。研究结果有助于了解不同纤维掺量和密度下BFRFC的宏观及微观力学性能,从而更加全面地总结其工程特性,加快其在实际工程中的推广应用。
1. BFRFC的孔隙结构试验及单轴压缩实验
1.1 试验材料制备
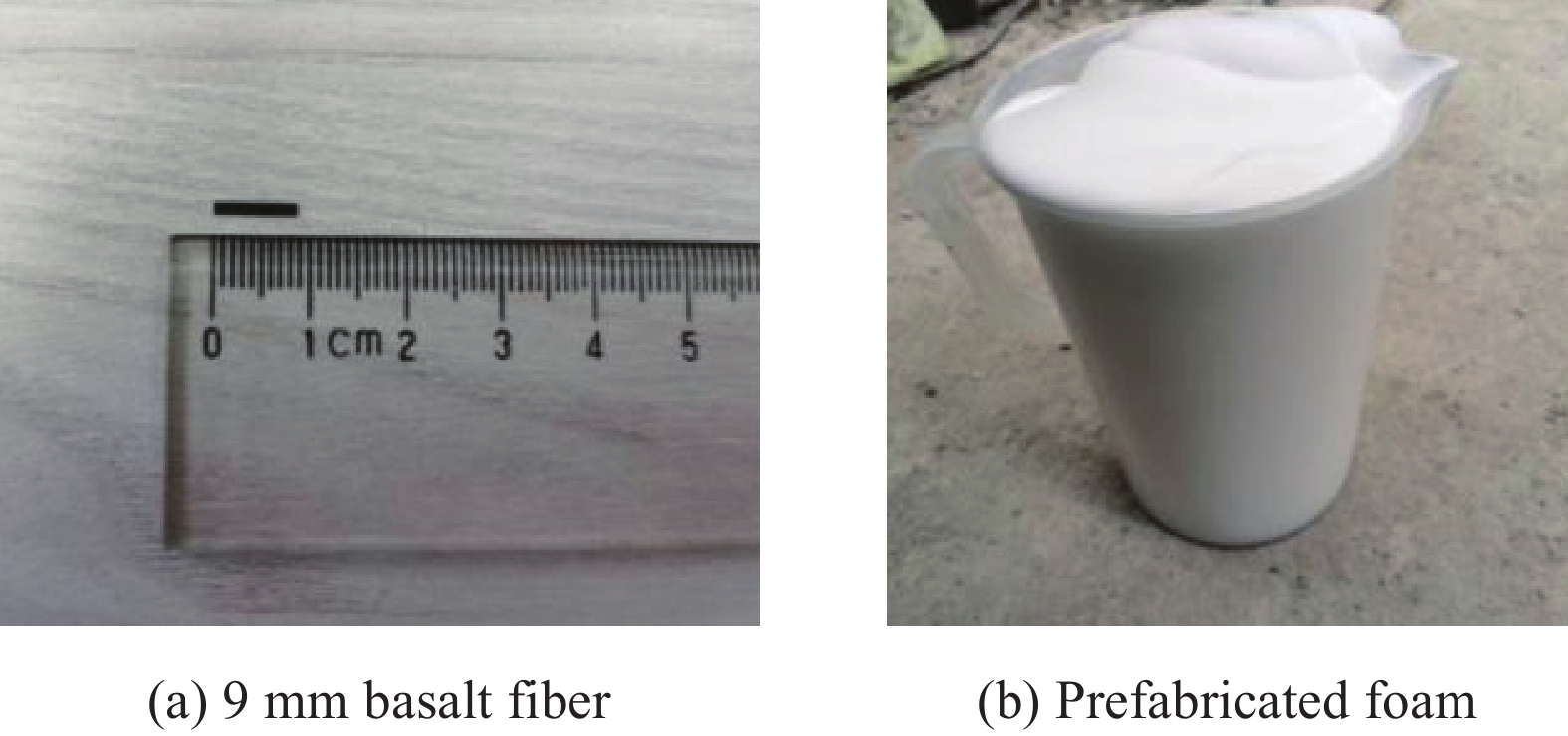
本文所制BFRFC的原材料为水泥、发泡剂、9 mm短切玄武岩纤维和水。水泥选用P·O 42.5普通硅酸盐水泥;玄武岩纤维为海宁安捷复合材料公司生产的9 mm短切纤维,纤维体积掺量设计为0vol%、0.15vol%、0.30vol%、0.45vol%[20];发泡剂为河南华泰新材公司生产的HTW-1型复合发泡剂,稀释倍数为1∶30,如图1所示;水为自来水,水灰比为0.5。
按表1中的配比,参照《泡沫混凝土》(JG/T 266—2011)[21],首先将HTW-1发泡剂与水按照比例混合稀释并搅拌均匀,当密度、泡沫稳定性达到要求且发泡机(RH-30,荣信恒机械制造厂)能够稳定连续供泡时,称取预制泡沫备用。然后,将水泥加入砂浆搅拌机(BTJX-JBJ,鼎峰测绘仪器有限公司)中干拌90 s,加入1/3水搅拌1 min,随后加入玄武岩纤维和剩余2/3水,搅拌至少2 min,直至水泥浆体中没有胶凝材料团聚、结块。最后加入预制泡沫,并继续搅拌2 min,使泡沫与浆体均匀混合,形成具有泡孔结构的混凝土。将BFRFC浆体倒入模具中,静置24 h后脱模,混凝土标准养护箱(DF2C,郑州市博图机械有限公司)中养护28 d。本实验共制备8组设计干密度为800、
1000 kg/m3,尺寸为100 mm×100 mm×100 mm的BFRFC试样,同时每组浇筑多个尺寸为50 mm×50 mm×50 mm小型立方体试样用作X-CT扫描试验。表 1 玄武岩纤维增强泡沫混凝土(BFRFC)的配合比及密度(kg/m3)Table 1. Mix ratio and density of basalt fiber reinforced foam concrete (BFRFC) (kg/m3)Sample No. Cement Water Basalt fiber Foam Wet density Dry density A08-0 416.67 208.33 0 35.49 944.31 868.03 A08-0.15% 416.67 208.33 4.2 35.49 959.33 840.00 A08-0.30% 416.67 208.33 8.4 35.49 1002.33 891.33 A08-0.45% 416.67 208.33 12.6 35.49 965.33 846.00 A10-0 743.05 371.53 0 21.83 1187.60 1075.05 A10-0.15% 743.05 371.53 4.2 21.83 1240.33 1138.00 A10-0.30% 743.05 371.53 8.4 21.83 1226.00 1073.00 A10-0.45% 743.05 371.53 12.6 21.83 1235.67 1131.33 Note: Sample number A08-0.15% represents the design of dry density of 800 kg/m3 and the volume of basalt fiber mixed with 0.15vol%. 1.2 试验方法
BFRFC的孔隙结构试验采用德国Y.CT Precision微焦点X射线CT系统,扫描50 mm×50 mm×50 mm的立方体试件。该实验装置产生锥形X射线束,沿试件的水平断面自上而下逐层扫描,扫描完成后将样品台绕垂直轴旋转,采集多个旋转角度样品射线照片,获得
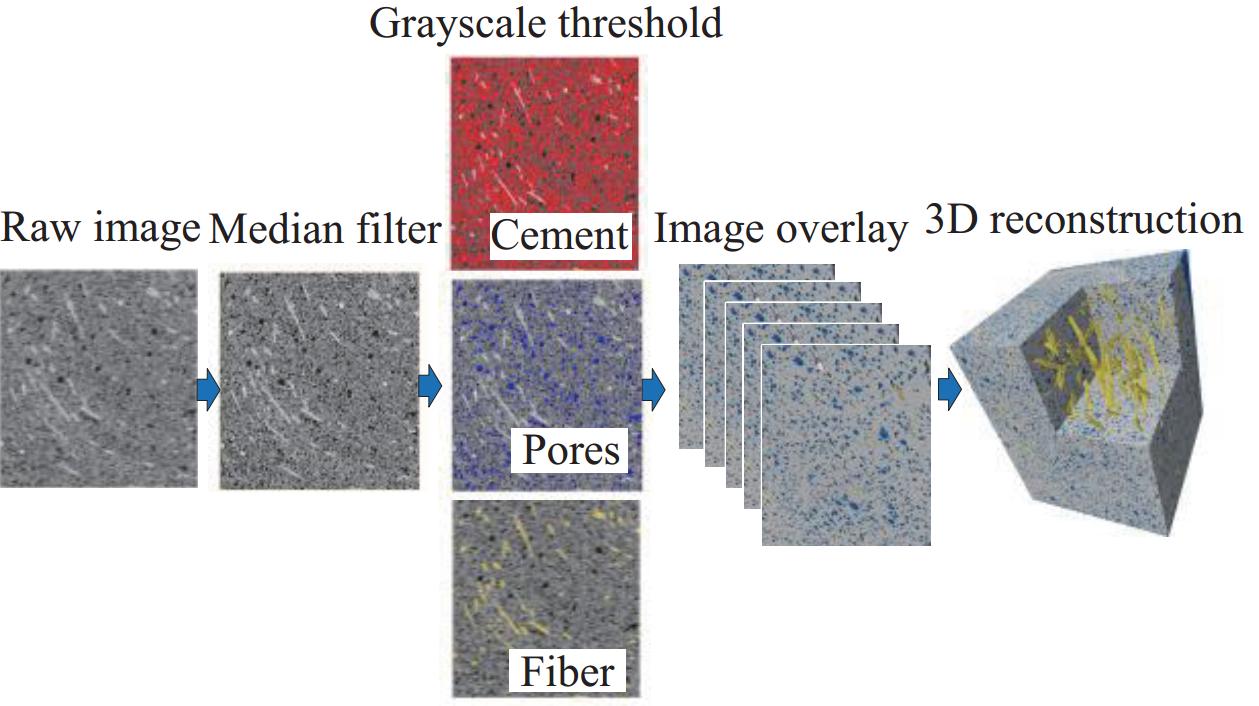
1600 张图像的空间分辨率为35.9 μm/Voxel的BFRFC试样的二维切片。通过Snake模型对X-CT二维切片进行预处理,提取纤维和孔隙的轮廓特征,并采用Avizo软件分离BFRFC的微观结构进行三维重构。具体过程如图2所示。首先,使用中值滤波法对CT图像进行降噪处理。其次,通过阈值方法对CT图像进行分割,水泥的分割阈值为21000 ~31500 ,孔隙的分割阈值为1110 ~21000 ,纤维的分割阈值为31500 ~65535 。然后,进行图像叠加,最后进行三维重构。BFRFC的单轴压缩试验参考《泡沫混凝土》(JG/T 266—2011) [21] 进行,试验装置采用MTS Landmark 370电液伺服万能试验机。试验采用位移控制的加载模式,设定加载速率为0.8 mm/min。当试样的轴向位移达到8 mm时停止加载并记录各试样的峰值荷载,每组设置3个平行试验。
2. BFRFC微观结构特征
2.1 BFRFC的孔隙率特征
孔隙结构特征是影响BFRFC宏观性能的重要指标。采用X-CT分析和饱和吸水率两种方法测算各试样的BFRFC孔隙率。X-CT分析通过Avizo中交互式阈值分割功能获取试样的孔隙率;而饱和吸水率法通过抽取试样真空使水充分进入孔隙,使试样处于充分饱和状态,计算试样烘干前后的质量差,间接获取孔隙体积,求得式样孔隙率。采用这两种方法计算两种密度等级(A08和A10)、不同纤维掺量共8组BFRFC试样的孔隙率,见表2。
表 2 各组BFRFC的孔隙率Table 2. Porosity of each group BFRFCDensity grade Fiber content/vol% Porosity/% X-CT analysis Saturated water absorption A08 0 15.43 15.87 0.15 14.91 15.29 0.30 14.44 14.84 0.45 14.02 13.75 A10 0 10.94 11.51 0.15 10.39 10.45 0.30 10.54 10.92 0.45 9.93 10.75 由表2可知,BFRFC的孔隙率随着密度的增大、纤维掺量的增加而逐渐减小,A08、A10等级的孔隙率分别在14%~15%、9%~10%范围内。使用饱和吸水率法得到的结果略大于X-CT分析,原因在于:对于BFRFC来说,靠近上下平面的孔隙率一般高于试样中段的孔隙率,而在处理X-CT数据时为了减小射束硬化的影响,会预先裁切掉试样上下面部分成像效果较差的数据;此外,受X-CT测试精度和分辨率的限制,部分微小孔隙不易被探测到[22],因此X-CT分析得到的孔隙率略小于实际孔隙率。
2.2 孔隙尺寸和形状特征
孔隙尺寸作为划分孔隙类型的重要指标之一,是影响BFRFC的宏观性能的重要因素。使用Avizo的“Label Analysis”工具对孔隙进行标记,生成每个孔隙的三维模型,对三维重构后分割出的孔隙部分进行统计,分析试样的孔隙直径、体积、表面积等特征,以此表征其微观结构的变化规律,不同密度和纤维掺量的孔隙尺寸特征如表3所示。采用SPSS软件拟合孔径分布情况,对BFRFC的孔隙分布曲线进行非线性拟合,发现其孔径近似服从非标准的对数正态分布,拟合曲线的相关系数均在0.95以上。因此,可用概率密度函数fd(d;μ,σ)来表征其分布规律,如下式所示:
fd(d;μ,σ)=1dσ√2π e−(lnd−μ)22σ2 (1) 式中:d为试样的直径,d>0 (μm);μ和σ分别为变量d对数的平均值和标准差。
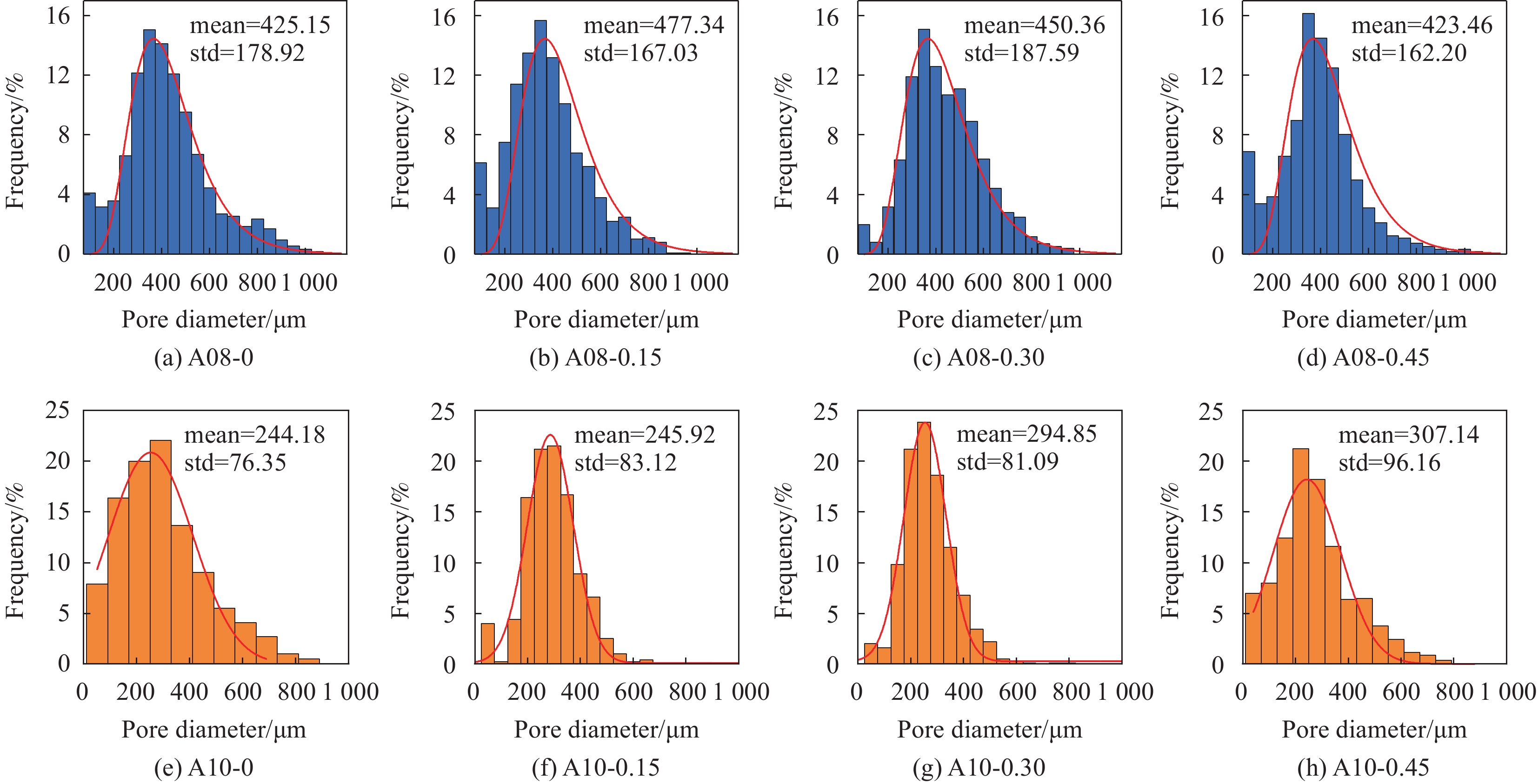
表 3 BFRFC代表试样的孔隙尺寸特征Table 3. Pore size features of representative BFRFC specimensSample No. Fiber content/vol% Porosity/% Pore diameter/μm Distribution parameter Max Min Average μ σ A08 0 15.43 4480.61 44.54 425.15 5.99 0.34 0.15 14.91 4503.13 44.54 437.94 5.98 0.37 0.30 14.44 4534.57 44.54 447.85 6.11 0.34 0.45 14.02 4556.17 44.54 458.14 6.03 0.40 A10 0 10.94 3000.06 44.54 244.18 5.71 0.29 0.15 10.39 3035.25 44.54 245.92 5.66 0.30 0.30 10.54 3094.54 44.54 294.85 5.75 0.27 0.45 9.93 3136.87 44.54 307.14 5.77 0.32 Notes: The minimum pore diameter of the measured BFRFC specimens is 44.54 μm due to the limitation of testing accuracy and resolution of the X-CT equipment. In fact, the minimum pore diameter of each specimen should be less than 44.54 μm and different from each other; μ and σ are the mean and standard deviation of the logarithm of the pore diameter, respectively. 由表3可知:不同试样所测得的最小孔隙直径相同,均为44.54 μm,这是由于受X-CT设备测试精度的限制,实际上的最小孔径应小于该值,且彼此存在差异[23];考虑到该尺寸以下的孔隙占比较小(<1%),且影响BFRFC的宏观性能的孔隙直径大多在500 μm以上[24-25],因此,可忽略因设备精度带来的误差。通过统计各试样的孔隙直径的范围及频次,得到其孔径分布特征,见图3。
![]() 图 3 不同BFRFC试样的孔径分布特征Figure 3. Features of pore size distribution for different BFRFC specimensstd—Standard deviation of pore diameter (%); mean—Mean of pore diameter (μm)
图 3 不同BFRFC试样的孔径分布特征Figure 3. Features of pore size distribution for different BFRFC specimensstd—Standard deviation of pore diameter (%); mean—Mean of pore diameter (μm)由图3可知,BFRFC的孔径分布特征与其密度等级关系密切,A08等级试样的孔径主要集中在400 μm左右,A10等级试样则为250~300 μm。
对数正态分布拟合曲线fd(d;μ,σ)的参数可表示BFRFC孔径分布特征。其中,孔隙对数平均值μ的数值越大,则对应试样的孔隙直径越大;对数标准差σ表示孔径分布的离散程度,其数值越大,试样孔径分布范围就越广。对比A08和A10两等级试样的分布参数,A08的平均值和标准差普遍大于A10试样,这表明BFRFC的孔径分布与其密度密切相关,密度等级越低,试样的孔径越大,分布范围越广。这是由于低密度的BFRFC使用较多的发泡剂,并且水泥含量较低,导致发泡剂形成的气孔更大、更不均匀,不仅增大了孔径而且增加孔径范围。
2.3 BFRFC的孔隙形状特征
除了孔隙率、孔隙直径外,孔隙形状同样对多孔水泥基材料有显著影响,BFRFC也不例外。本文借助Avizo的Label analysis命令,提取各孔隙的三维体积、表面积等数据,通过计算获得各BFRFC试样形状因子的分布情况,孔隙的形状因子定义如下:
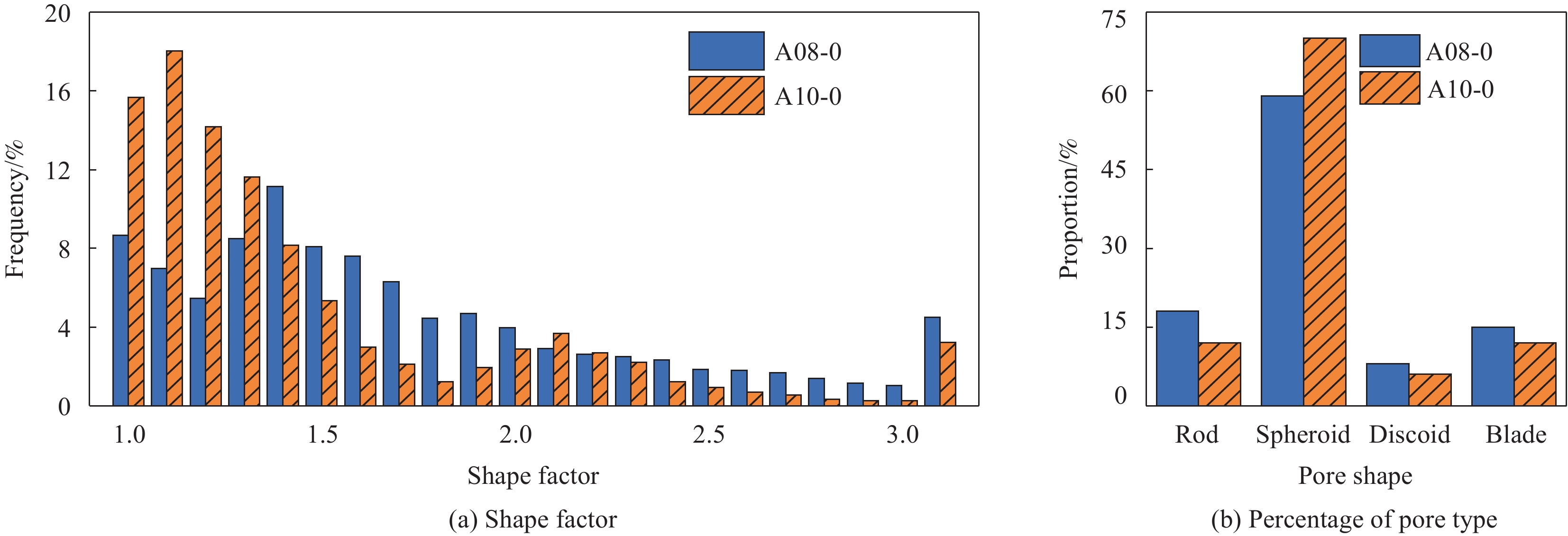
δ=S336π V2 (2) 式中:S为孔隙表面积(μm2);V为孔隙体积(μm3)。标准球体的形状因子为1,形状因子偏离1的程度越大,表明该物体的形状越不规则。以A08-0、A10-0试样为例,通过计算两试样的孔隙形状因子、各类孔隙占比以其变化情况,得到两密度等级BFRFC的孔隙形状特征分布,见图4。
![]() 图 4 各密度等级BFRFC的孔隙形状特征统计Figure 4. Statistics of BFRFC pore shape characteristics for each density class
图 4 各密度等级BFRFC的孔隙形状特征统计Figure 4. Statistics of BFRFC pore shape characteristics for each density class由图4可知,A08、A10两类密度等级BFRFC的孔隙形状因子数值主要位于1.0~2.0之间,孔隙类型以球状孔隙为主。A08试样的孔隙形状因子近似服从正态分布,其峰值位于1.4,分布范围较广,其球状孔隙的占比为58%;A10的形状因子集中在1.1附近,球状孔隙的占比高达71%,低密度等级的BFRFC由于配合比中胶凝材料的占比较低,包裹泡沫的水泥浆体较薄,在浇筑时更容易出现气泡合并的现象,使得孔隙的尺寸和形状分布更为离散[26],由此可知,BFRFC试样的孔隙形状与密度之间的关系较为密切。此外,通过计算得到A08和A10等级的BFRFC在的孔隙形状因子的数学期望值分别为1.56和1.21,由形状因子的定义可知,其数值越小意味着颗粒的形状越接近标准球形,力学性能越好[4]。因此,除了减小孔隙率和孔隙直径外,还可以通过改变孔隙形状来增强其力学性能。
2.4 BFRFC的纤维分布特征论
玄武岩纤维在 BFRFC内部起到了桥接增强的作用。本节通过分析BFRFC内部纤维的三维特征参数来定量描述其空间分布特征,并对比不同掺量下,纤维的分布差异,从微观结构角度探究其最优掺量,与后续BFRFC力学试验的结果相互验证。
对于玄武岩纤维来说,可用球坐标系描述其空间分布特征,主要参数为极角和方位角。极角为纤维长轴与Z轴间的夹角,表示纤维相对于Z轴的倾斜程度;方位角为纤维在XY平面的投影与X轴间的夹角,表示纤维在水平面的朝向。
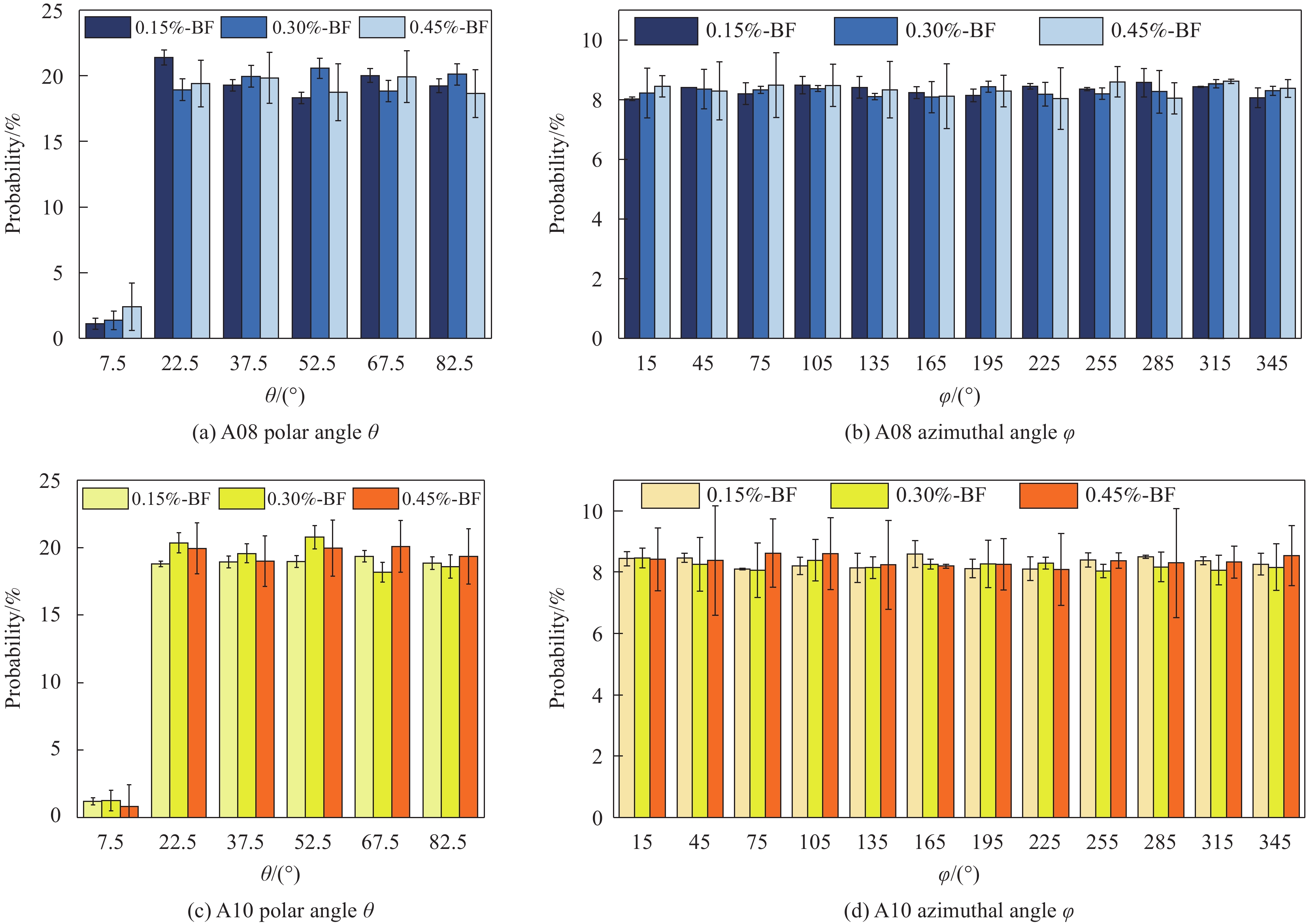
在Avizo中通过自定义纤维模板命令,认为长径比大于100的部分为玄武岩纤维,通过该命令可以有效筛除其他非纤维的成分,从而精准统计BFRFC内部纤维的各参数特征。使用Avizo的“Skeletonization”工具,对每根纤维进行骨架化处理,获取纤维的中心线。然后,使用“Orien-tation Analysis”模块,计算纤维的角度取向。采用5组实验探究A08、A10两密度等级BFRFC不同纤维含量的纤维极角和方位角的分布情况,见图5。
由图5可知:A08、A10等级BFRFC内部纤维的极角分布情况存在明显一致性,即各等级试样的纤维极角θ主要集中在15°~90°的范围内。其中,BFRFC纤维极角接近90°的占比最高可达26.69%,而接近0°占比极低,均在3%以下。这是由于玄武岩纤维在浇筑的过程中受重力的影响,存在向XY平面倾倒的趋势。此外,BFRFC内部纤维的方位角分布较为均匀,整体较为均衡地分布在0°~360°范围内。尽管各试样间的方位角分布存在一定的差异,这主要是由于实际操作中搅拌不足所引起的。因此,为了改善纤维分布的均匀性并提升试样的整体力学性能,建议在实际浇筑过程中充分搅拌BFRFC浆体。
3. 基于实际微观结构参数的三维数值模型
3.1 基于Comsol LivelinkTM for MATLAB®的参数化建模方法
BFRFC内部微观结构的分布情况为参数化建模提供了思路。由前文研究结果可知:BFRFC的孔隙直径近似服从对数正态分布,纤维在X方向均匀分布在0°~360°之间,在Z方向均匀分布在15°~90°之间。由各试样孔径分布和纤维分布特征参数便可有效表征BFRFC的孔隙直径和纤维分布情况;此外,孔隙和纤维的中心位置可认为随机分布在试样内部。可利用Matlab软件中的对数正态分布Lognrnd函数和随机均匀分布rand函数实现参数化建模[5],同时借助Comsol LivelinkTM for MATLAB®接口将BFRFC数值模型导入Comsol软件中进行有限元分析。
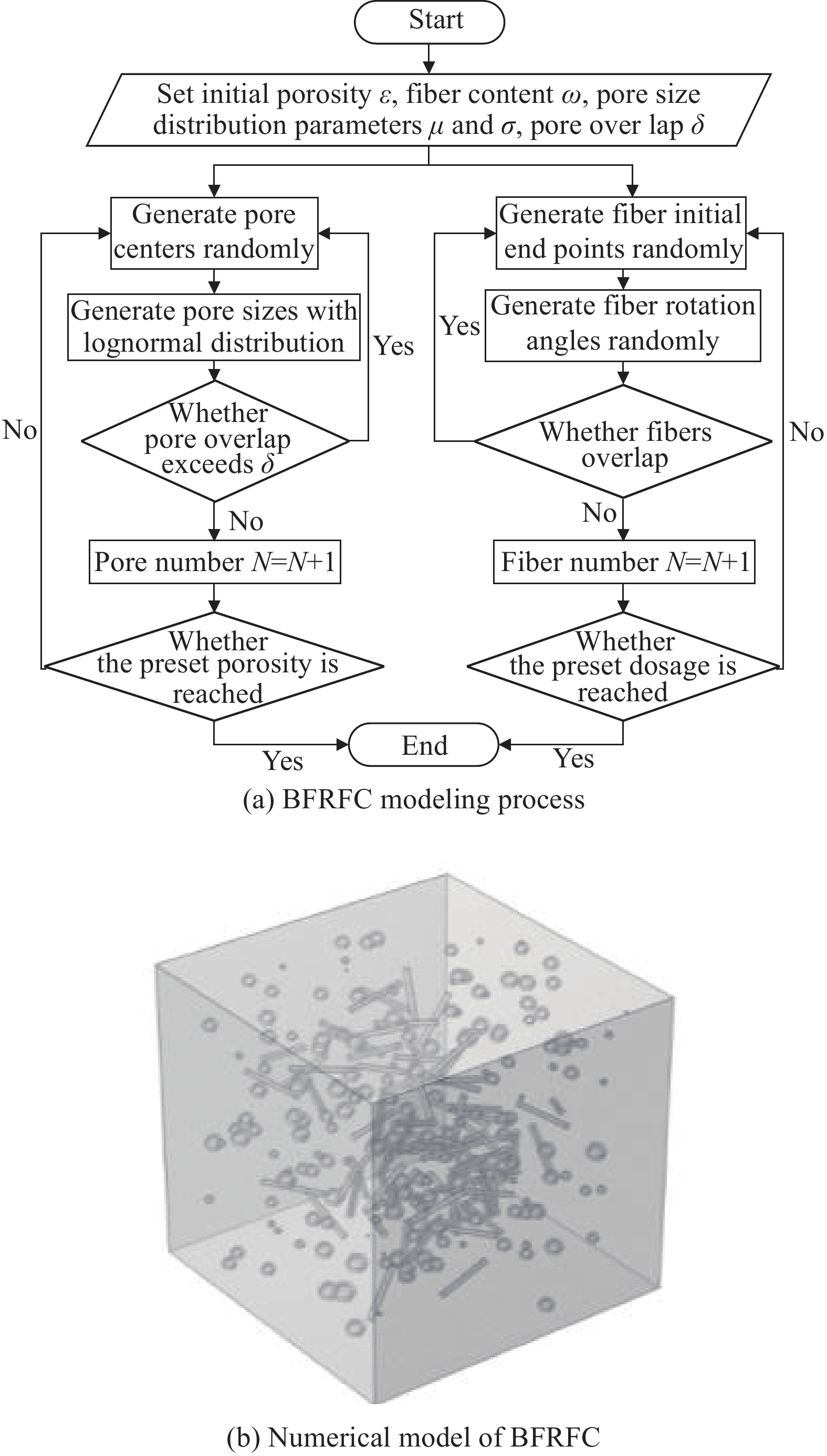
前文中孔隙形状的分析结果表明:BFRFC内部孔隙主要以球状孔为主,占比高达71%,因此在仿真建模过程中可以将其内部孔隙简化为具有随机分布特征的球体。而其内部的异形孔隙可通过定义球体之间的重叠度δ来实现[27],试样的目标孔隙率作为孔隙生成的终止条件。玄武岩纤维可简化为具有固定长度和直径的圆柱体,可视为在BFRFC立方体内部随机分布且具有固定长度的空间向量,在定义纤维位置时只需定义向量起点的三维坐标,并通过生成随机旋转的角度来模拟其分布情况。为了避免纤维出现空间重叠问题,需要引入异面直线不重叠的判断方法。经过上述简化,便可建立基于实际微观结构的BFRFC三维概化模型,建模的基本步骤如下:
(1) 确定孔隙中心位置。基于孔隙结构的概化模型,假定BFRFC内部孔隙随机分布在试样中,可通过随机分布函数以及模型尺寸来确定各孔隙中心位置:
X=Lrand(1,1)cos(2πrand(1,1)) (3) Y=Lrand(1,1)sin(2πrand(1,1)) (4) Z=Lrand(1,1) (5) 式中:X、Y、Z分别为孔隙中心位置的三维坐标;L为BFRFC立方体试块的边长;rand(1,1)为Matlab中在0~1之间生成随机数的函数指令。
(2) 确定孔隙直径。借助前文分析得到的孔径分布特征参数μ和σ,使用Lognrnd函数生成服从对数正态分布的孔隙直径。同时为了防止出现尺寸过大或过小的孔隙,将随机生成的孔径控制在μ±2σ,保证具有95%的置信度[28],孔隙直径d可表示为
d=Lognrnd(μ,σ) (6) (3) 确定孔隙间关系。基于上文统计的各BFRFC试样孔隙形状因子的数学期望确定模型的孔隙重叠率δ,并通过限制相邻孔隙的中心距离确定孔隙间位置关系。
(4) 确定孔隙率。在生成孔隙过程中,通过计算每次生成新孔隙的当前孔隙率来控制BFRFC的整体材料孔隙率。终止孔隙生成的判断条件如下所示:
Vsum+Vpore⩾ (7) 式中:Vsum为截止至本次孔隙生成之前已有的全部孔隙体积;Vpore为当前随机生成的孔隙体积;Vsq为BFRFC立方体试样的体积;ε为目标孔隙率。
(5) 确定纤维起始端点坐标。由前文的假设可知:玄武岩纤维可视作服从随机分布的空间向量,其起点位置可借助随机分布函数rand(1,1)确定。为防止纤维另一端超出模型范围,需对纤维起点坐标设置限值Llim,使其分布在距离模型边缘距离为Llim的三维空间内,纤维起始端点坐标的定义如下:
X_0=\mathrm{rand}(1,1)(L-2L_{\text{lim}})+L_{\text{lim}} (8) Y_0=\mathrm{rand}(1,1)(L-2L_{\text{lim}})+L_{\text{lim}} (9) Z_0=\mathrm{rand}(1,1)(L-2L_{\text{lim}})+L_{\text{lim}} (10) 式中:X0、Y0、Z0分别为纤维起始端点的三维坐标, X_0,\ Y_0,\ Z_0\in\left[L_{\text{lim}},\ L-L_{\text{lim}}\right] ; {L_{{\text{lim}}}} 为起点坐标限值,在数值上等于纤维的长度。
(6) 确定纤维旋转角度。根据2.4节的各纤维的方向随机分布的特征,借助随机分布函数rand定义其旋转矩阵,如下式所示:
\alpha=\mathrm{rand}(1,1)\times2\text{π } (11) \beta=\mathrm{rand}(1,1)\times2\text{π } (12) \gamma=\frac{\text{π }}{12}+\mathrm{rand}(1,1)\left(\frac{\text{π }}{2}-\frac{\text{π }}{12}\right) (13) \begin{split} R=\;&\left(\begin{array}{ccc}1 & 0 & 0 \\ 0 & \mathrm{cos}\alpha & -\mathrm{sin}\alpha \\ 0 & \mathrm{sin}\alpha & \mathrm{cos}\alpha\end{array}\right) \cdot\left(\begin{array}{ccc}\mathrm{cos}\beta & 0 & \mathrm{sin}\beta \\ 0 & 1 & 0 \\ -\mathrm{sin}\beta & 0 & \mathrm{cos}\beta\end{array}\right)\cdot\\ &\left(\begin{array}{ccc}\mathrm{cos}\gamma & -\mathrm{sin}\gamma & 0 \\ \mathrm{sin}\gamma & \mathrm{cos}\gamma & 0 \\ 0 & 0 & 1\end{array}\right)\end{split} (14) 式中:α、β、γ为初始随机旋转角度;R为纤维的旋转矩阵。定义玄武岩纤维的起始端点坐标和旋转矩阵之后,可在三维空间中从起始端点沿随机生成的旋转角度构建出固定长度的纤维模型。
(7) 纤维干涉判断。由于玄武岩纤维属于实体结构,在三维空间中不能出现重叠现象,因此可以通过判断两纤维之间的最短距离大于纤维直径从而判断纤维是否相交。玄武岩纤维可视作服从随机分布的空间向量\overrightarrow {{a_1}{a_2}} 和\overrightarrow {{b_1}{b_2}} 。判断向量\overrightarrow {{a_1}{a_2}} 和\overrightarrow {{b_1}{b_2}} 是否相交,首先采用下式计算空间向量\overrightarrow {{a_1}{a_2}} 和\overrightarrow {{b_1}{b_2}} 单位向量的叉积 \vec c 。如果 \vec c 的模 \left\| c \right\| 为零,说明两条直线平行;反之,说明两条直线不平行 :
\vec c = \frac{{\overrightarrow {{a_1}{a_2}} }}{{\left\| {\overrightarrow {{a_1}{a_2}} } \right\|}} \times \frac{{\overrightarrow {{b_1}{b_2}} }}{{\left\| {\overrightarrow {{b_1}{b_2}} } \right\|}} (15) 当两条直线平行时,采用下式计算点到线的距离d:
d = \left\| {\left( {{b_1} - {a_1}} \right) - \left[ {\left( {{b_1} - {a_1}} \right) \cdot \left( {{a_2} - {a_1}} \right)} \right]\left( {{a_2} - {a_1}} \right)} \right\| (16) 否则采用下式计算两条直线之间的最近距离:
d = \frac{{\left| {\left( {{b_1} - {a_1}} \right) \cdot \vec c} \right|}}{{\left\| {\vec c} \right\|}} (17) 当最小距离小于纤维直径时,则认为纤维产生干涉。基于该特征设置判断条件,排除上述情景即可保证生成的玄武岩纤维模型在三维空间中不相交。
(8) 纤维掺量判断。纤维掺量的判断方法同孔隙率判断方法一致,以BFRFC每次加载条件下当前掺量与目标掺量的对比作为终止条件,当生成的纤维体积达到目标掺量时便停止生成,此处不再赘述。
基于上述建模步骤,可通过Matlab软件建立由参数控制的孔隙、纤维随机分布的BFRFC模型,建模流程及结果如图6(a)所示。基于上述流程可生成BFRFC的三维概化模型,如图6(b)所示。
![]() 图 6 参数控制的BFRFC建模流程及结果示意图Figure 6. Parameter-controlled BFRFC modeling process and results
图 6 参数控制的BFRFC建模流程及结果示意图Figure 6. Parameter-controlled BFRFC modeling process and results3.2 参数设置与网格划分
将所生成的三维概化模型导入至Comsol Multiphysics®软件以进行结构力学分析。在执行参数化三维建模时,依据BFRFC微观结构分析的结果,包括孔隙率、孔径分布、孔隙形状和纤维分布等特性参数进行设置,以此构建基于实际微观结构参数的三维BFRFC数值模型,各试样的建模参数根据实验数据所取,如表3、图3和图4所示。根据建模参数和实际微观结构,通过定义水泥基质、玄武岩纤维和空气三类材料的基本属性,建立了BFRFC模型。其中,水泥基质的密度为
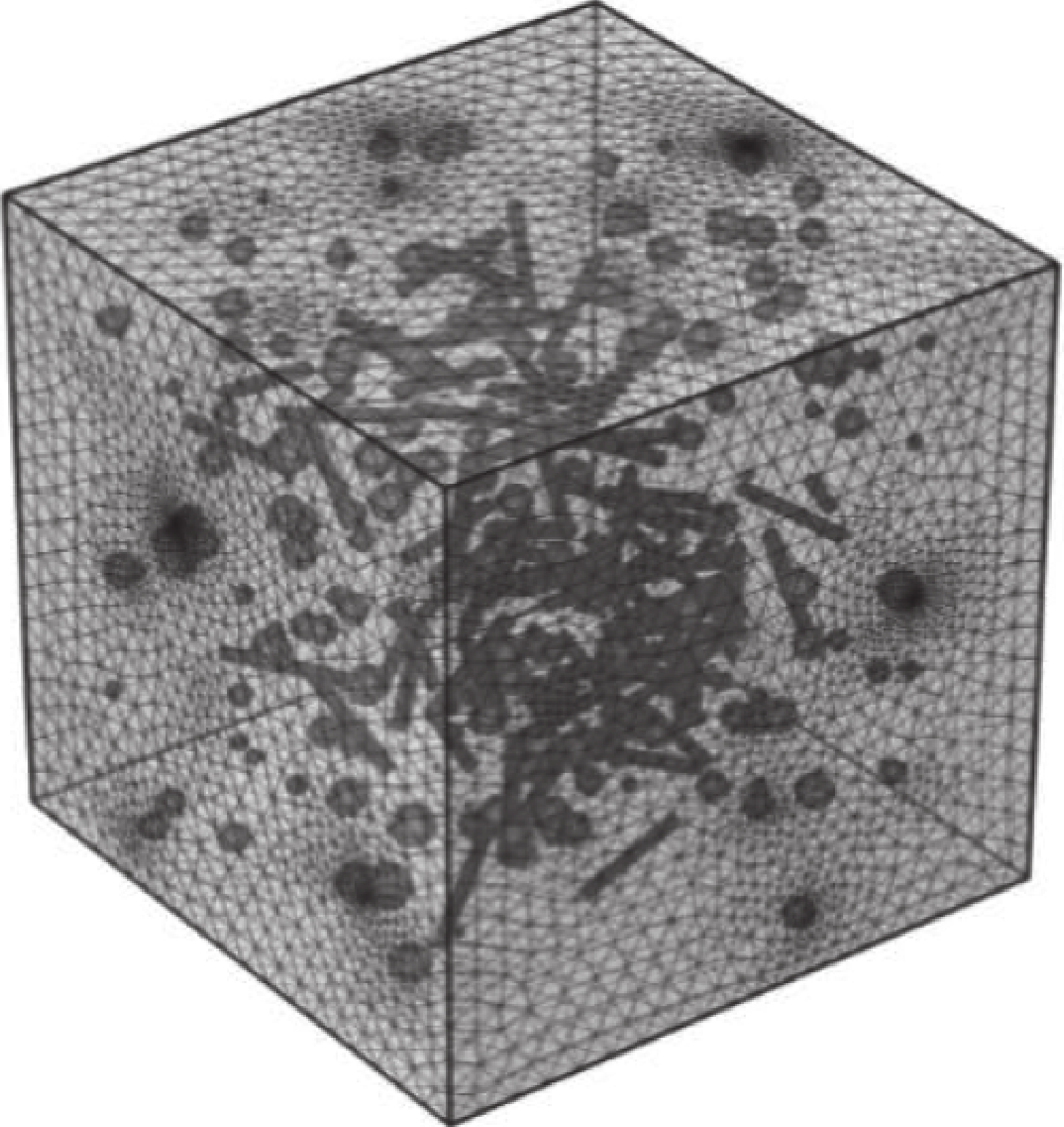
2300 kg/m3,弹性模量为30 GPa,泊松比为0.2;孔隙视为空气,密度为1.225 kg/m3,弹性模量为0.1 MPa,泊松比为0.3;玄武岩纤维的密度为2700 kg/m3,弹性模量为85 GPa,泊松比为0.25。采用物理场控制的方式划分网格,类型为自由四面体细化网格单元。纤维掺量为0.45vol%的A08的BFRFC数值模型,如图7所示。该试件仿真模型中网格单元总数为3426442 ,其中:孔隙单元网格数为130268 ,纤维单元网格数为543903 ,水泥基质网格数为2755047 ,模型大小为5.18 GB。![]() 图 7 BFRFC数值模型的网格划分示意图Figure 7. Schematic mesh delineation of the numerical model of BFRFC
图 7 BFRFC数值模型的网格划分示意图Figure 7. Schematic mesh delineation of the numerical model of BFRFC3.3 基于Comsol模拟的BFRFC单轴压缩仿真
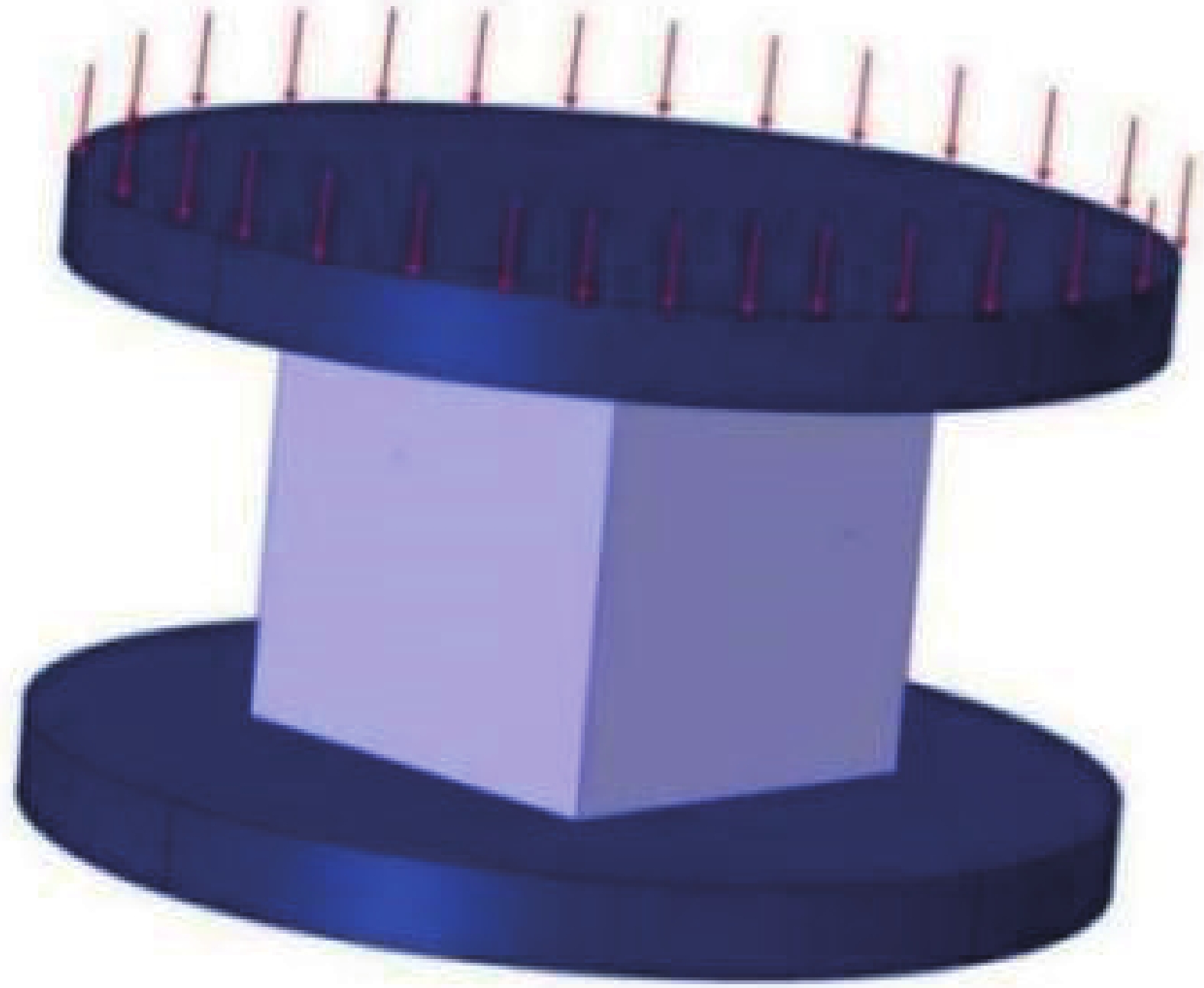
基于3.2节参数化建模的基本原理,建立BFRFC的三维数值模型,在Comsol软件中仿照单轴压缩的加载方式对模型设置荷载和边界条件,试样加载的示意图如图8所示。
采用Comsol内置结构力学模块,对BFRFC进行瞬态受压分析。模拟实际单轴压缩试验条件,通过在试样的上下表面各放置一块刚性平板来模拟单轴压缩装置。固定下板各方向的位移,并限制上面平板在X和Y方向的移动,同时在上板上施加一个随时间变化的Z方向位移,其增长速率定为−
0.013333 mm/s,以在10 min内实现8 mm的Z轴向下位移,确保与实际试验情况相吻合。设置上下压板与受压面之间的接触行为,两界面在法线和切向方向上分别采用粗糙接触和硬接触模型,其中,粗糙接触的摩擦系数设置为0.235[29]。在BFRFC仿真模拟过程中,所采用计算机的计算参数如表4所示。建立特征模型的耗时以及内存占用情况如下:网格剖分时间基本在15 min内完成;计算时间方面,采用正常的网格密度,整个计算过程均在5 h内完成。在计算过程中,需要注意的是模型所需的内存较大。例如,对于密度为A08纤维掺量为0.45vol%的BFRFC模型,其占用的内存达到54.56 GB。表 4 计算机性能表Table 4. Computer performance specificationsComponent Specification Processor (CPU) AMD Ryzen Threadripper 3990X; 32 cores/64 threads; Base frequency: 3.7 GHz;
Max boost frequency: 4.5 GHzGraphics processor (GPU) NVIDIA RTX 4090; VRAM: 24 GB GDDR6X Memory (RAM) 256 GB DDR4 ECC; Frequency: 3200 MHzPrimary storage 2 TB NVMe SSD (Samsung 980 PRO) Secondary storage 4 TB NVMe SSD (Samsung 970 EVO Plus) Mass storage 10 TB HDD (Seagate IronWolf Pro) Operating system Windows 11 Pro or Ubuntu 22.04 LTS Motherboard ASUS ROG Zenith II Extreme Alpha; Supports multiple GPU slots (PCIe 4.0); 8 DIMM slots;
USB 3.2; Wi-Fi 6; 10 G Ethernet对于BFRFC来说,其内部的主要受力结构为水泥基质和玄武岩纤维,两者在荷载作用下性能的变化规律决定了试样的力学行为。可使用Hashin失效准则来描述BFRFC单轴压缩过程中的损伤情况,Hashin是一种三维复合材料失效判定准则[30-33],现已广泛用于纤维增强复合材料的失效评估中。Hashin失效准则将纤维增强复合材料的失效模式分为4种:纤维方向拉伸、纤维方向压缩、水泥基质方向拉伸、水泥基质方向压缩,分别使用F_{\text{f}}^{\text{t}}、F_{\text{f}}^{\text{c}}、F_{\text{m}}^{\text{t}}和F_{\text{m}}^{\text{c}}表示上述4种失效指标,其计算公式如表5所示。只要任意一个失效指标不小于1,就可认定纤维复合材料发生破坏。
表 5 三维Hashin失效准则Table 5. Three-dimensional Hashin failure criteriaFailure mode Standard of judgment Fiber tension {\hat \sigma _{11}} \geqslant 0 F_{\text{f}}^{\text{t}} = {\left( {\dfrac{{{{\hat \sigma }_{11}}}}{{{X_{\text{T}}}}}} \right)^2} + \alpha {\left( {\dfrac{{{{\hat \tau }_{12}}}}{{{S_{\text{L}}}}}} \right)^2} \leqslant 1 Fiber compression {\hat \sigma _{11}} < 0 F_{\text{f}}^{\text{c}} = {\left( {\dfrac{{{{\hat \sigma }_{11}}}}{{{X_{\text{C}}}}}} \right)^2} \leqslant 1 Cement matrix tension {\hat \sigma _{22}} \geqslant 0 F_{\text{m}}^{\text{t}} = {\left( {\dfrac{{{{\hat \sigma }_{22}}}}{{{Y_{\text{T}}}}}} \right)^2} + {\left( {\dfrac{{{{\hat \tau }_{12}}}}{{{S_{\text{L}}}}}} \right)^2} \leqslant 1 Cement matrix compression {\hat \sigma _{22}} < 0 F_{\text{m}}^{\text{c}} = {\left( {\dfrac{{{{\hat \sigma }_{22}}}}{{2{S_{\text{T}}}}}} \right)^2} + \left[ {{{\left( {\dfrac{{{Y_{\text{C}}}}}{{2{S_{\text{T}}}}}} \right)}^2} - 1} \right] \dfrac{{{{\hat \sigma }_{22}}}}{{{Y_{\text{C}}}}} + {\left( {\dfrac{{{{\hat \tau }_{22}}}}{{{S_{\text{L}}}}}} \right)^2} \leqslant 1 Notes: X_{\text{T}}^{} and {X_{\text{C}}} represent the longitudinal tensile and compressive strengths, respectively; {Y_{\text{T}}} and {Y_{\text{C}}} denote the transverse tensile and compressive strengths of the specimen, respectively; {S_{\text{L}}}and {S_{\text{T}}} are the longitudinal and transverse shear strengths of the specimen, respectively; \alpha is the coefficient of contribution of shear stress to fiber tension (0 \leqslant \alpha \leqslant 1); \hat \sigma is the normal stress for material damage; \hat{\tau} is the shear stress for material damage; F_{\text{f}}^{\text{t}} , F_{\text{f}}^{\text{c}} , F_{\text{m}}^{\text{t}} and F_{\text{m}}^{\text{c}} represent four failure indices for the four directions: Fiber direction tension, fiber direction compression, cement matrix direction tension, and cement matrix direction compression, respectively. 材料损伤的评估系数\hat \sigma 可用下式计算:
\hat \sigma = M\sigma = \left[ {\begin{array}{*{20}{c}} {\dfrac{1}{{1 - {d_{\text{f}}}}}}&0&0 \\ 0&{\dfrac{1}{{1 - {d_{\text{m}}}}}}&0 \\ 0&0&{\dfrac{1}{{1 - {d_{\text{s}}}}}} \end{array}} \right] \cdot \sigma (18) 式中:\sigma 为材料所受实际应力;M是损伤矩阵;{d_{\text{f}}}、{d_{\text{m}}}和{d_{\text{s}}}为纤维、基体和剪切损伤的内部变量,计算方式如下:
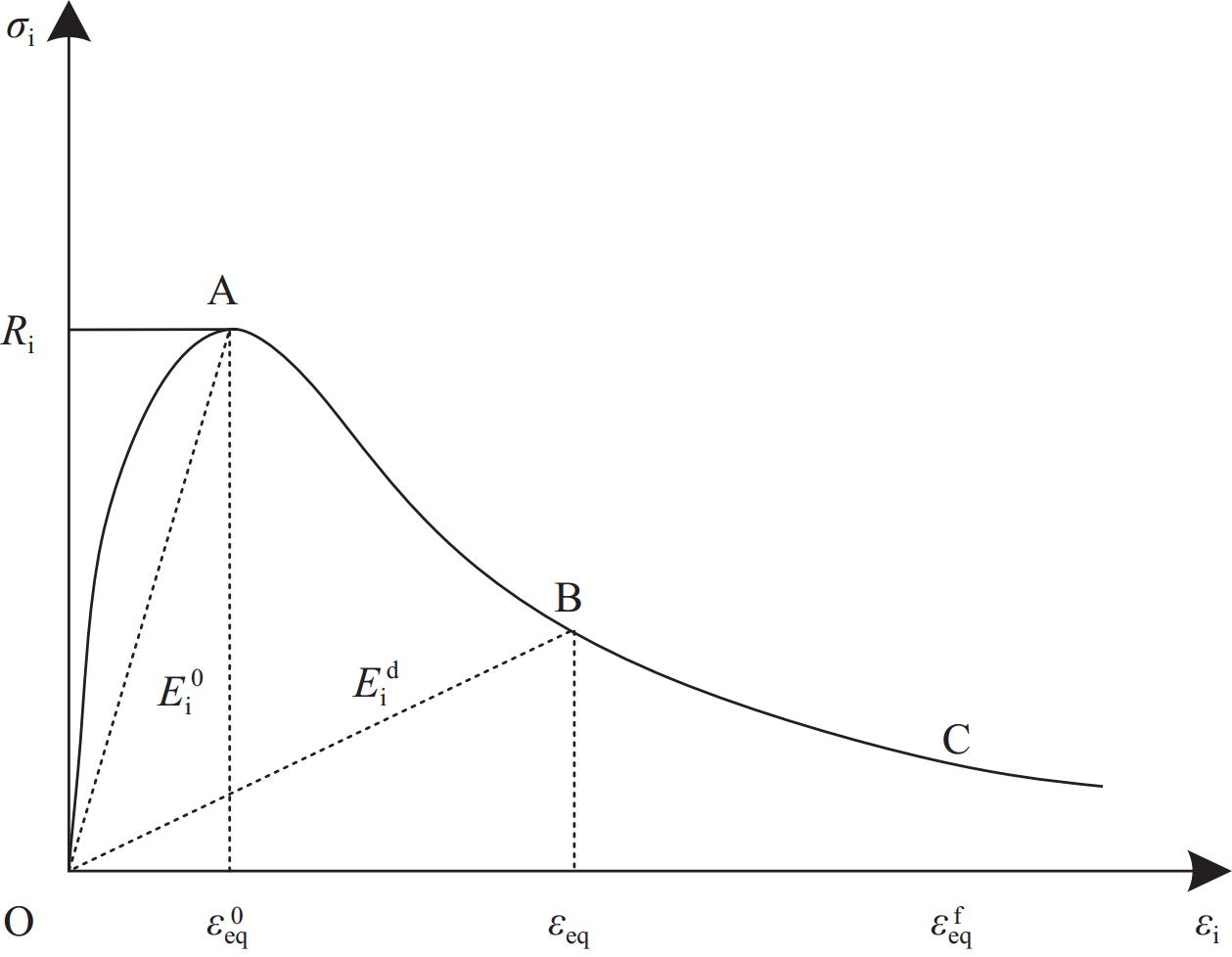
{d_{\text{f}}} = \left\{ {\begin{array}{*{20}{c}} {d_{\text{f}}^{\text{t}}}&{{\text{if}}\quad {{\hat \sigma }_{11}} \geqslant 0} \\ {d_{\text{f}}^{\text{c}}}&{{\text{if}}\quad {{\hat \sigma }_{11}} < 0} \end{array}} \right. (19) {d_{\text{m}}} = \left\{ {\begin{array}{*{20}{c}} {d_{\text{m}}^{\text{t}}}&{{\text{if}}\quad{{\hat \sigma }_{22}} \geqslant 0} \\ {d_{\text{m}}^{\text{c}}}&{{\text{if}}\quad{{\hat \sigma }_{22}} < 0} \end{array}} \right. (20) {d_{\text{s}}} = 1 - \left( {1 - d_{\text{f}}^{\text{t}}} \right){\text{ }}\left( {1 - d_{\text{f}}^{\text{c}}} \right){\text{ }}\left( {1 - d_{\text{m}}^{\text{t}}} \right){\text{ }}\left( {1 - d_{\text{m}}^{\text{c}}} \right) (21) BFRFC损伤演化参考Matzenmiller等[34]提出的纤维复合材料各向异性损伤本构模型,该模型将纤维复合材料的损伤过程视作应变能的释放过程,在这期间材料力学参数的退化引起试样整体强度的下降,材料软化的形式主要有线性和指数两种[35-36],本文假定BFRFC损伤过程中材料满足指数的应变-软化行为,如图9所示。
损伤变量{D_i}用来描述BFRFC在受压过程结构损伤的演化情况,可通过函数\phi \left( {{F_i}} \right)表示,各类损伤变量表达式如表6所示。
\phi \left( {{F_i}} \right)为损伤演化函数,其表达式如下:
{D_i} = \phi \left( {{F_i}} \right) = \left\{ {\begin{array}{*{20}{c}} {0{\text{ , }}F < {F_{{\text{min}}}}} \\ {{D_{{\text{max}}}} \left( {1 - {{\mathrm{e}}^{ - \frac{{{F^\beta } - F_{\min }^\beta }}{{e\beta }}}}} \right)} \end{array}} \right.{\text{ , }}F \geqslant {F_{{\text{min}}}} (22) 式中,\;\beta 为BFRFC材料的响应参数,其数值的变化能够影响失效指标F与损伤变量D之间的关系曲线,本文推荐参数\beta = 5,Fmin=1。
![]() 图 9 BFRFC材料本构关系Figure 9. BFRFC material ontological relationshipPoint A represents the onset of material damage, point B corresponds to the damage state at any given moment, and point C represents the moment when the material is completely degraded; Ei0 and Eid denote the initial elastic modulus and the hardening modulus of the material after yielding; \varepsilon _{{\rm{eq}}}^0 , εeq and \varepsilon _{{\rm{eq}}}^{\mathrm{f}} represent the yield strain, strain, and ultimate strain; εi and σi represent the strain and stress of concrete, respectively; Ri is the yield strength表 6 各类损伤变量DiTable 6. Impairment variables by category Di
图 9 BFRFC材料本构关系Figure 9. BFRFC material ontological relationshipPoint A represents the onset of material damage, point B corresponds to the damage state at any given moment, and point C represents the moment when the material is completely degraded; Ei0 and Eid denote the initial elastic modulus and the hardening modulus of the material after yielding; \varepsilon _{{\rm{eq}}}^0 , εeq and \varepsilon _{{\rm{eq}}}^{\mathrm{f}} represent the yield strain, strain, and ultimate strain; εi and σi represent the strain and stress of concrete, respectively; Ri is the yield strength表 6 各类损伤变量DiTable 6. Impairment variables by category DiDamage pattern Value of the damage variable Fiber material damage D{}_1 = \phi \left( {\max \left\{ {F_{\text{f}}^{\text{t}},F_{\text{f}}^{\text{c}}} \right\}{\text{ }}} \right) Cement matrix damage D{}_2 = \phi \left( {\max \left\{ {F_{\text{m}}^{\text{t}},F_{\text{m}}^{\text{c}}} \right\}{\text{ }}} \right) Composite shear damage {D_3} = 1 - (1 - {D_1})(1 - {D_2}) 4. 结果与讨论
根据Hashin失效准则和损伤变量可以得到考虑材料软化特性的渐进损伤模型,将其导入Comsol水泥基质与玄武岩纤维的材料属性中,得到改进后的BFRFC的数值模型,计算在单轴压缩仿真下改进后的应力-应变关系曲线如图10所示。
![]() 图 10 各BFRFC试样的应力-应变关系曲线Figure 10. Stress-strain relationship curves for each BFRFC specimen
图 10 各BFRFC试样的应力-应变关系曲线Figure 10. Stress-strain relationship curves for each BFRFC specimen图10为各试样实测应力-应变关系曲线与仿真结果的对比图,实线部分为实际测试结果,虚线部分为仿真结果。由图可知:在材料属性中引入连续渐进损伤模型后,单轴压缩得到的应力-应变关系曲线各阶段的特征更为明显。屈服阶段之前,应力应变曲线呈现线弹性变化,内部材料结构破坏以弹性密实为主,应力应变曲线与实验结果基本吻合;屈服阶段之后,应力-应变关系先下降,内部孔隙逐渐进行脆性密实,然后进入平台阶段,此阶段中试样的承载力未大幅下降,与实际试验结果较为接近。总之,基于BFRFC损伤模型构建的仿真模型可以描述单轴压缩过程,且误差范围可以被接受。此外,通过提取各曲线的峰值强度,得到两类峰值强度的对比情况,见表7。
表 7 各BFRFC试样的峰值强度差异Table 7. Differences in peak strength of each BFRFC specimenDensity grade Fiber content/vol% Simulation result/MPa Actual result/MPa Absolute error/MPa Relative error/% A08 0.15 4.17 4.01 0.16 3.99 0.30 5.02 5.50 0.48 8.73 0.45 6.36 6.59 0.23 3.49 A10 0.15 7.44 7.04 0.40 5.68 0.30 8.12 8.33 0.21 2.52 0.45 10.59 11.18 0.59 5.25 由表7可知,A08、A10两等级不同纤维掺量试样的仿真结果与实际的绝对误差控制在0.59 MPa以下,相对误差保持在9%以内,整体较为接近。总体来说,基于连续介质损伤理论的BFRFC单轴压缩模型可以较为精准地模拟BFRFC在单轴压缩过程中的力学行为,因而可以借助该方法来模拟其他在试验室难以实现的加载情况,从而更全面地了解试样的力学性能。
BFRFC在单轴压缩过程中的缓冲性能可用总吸能E来表征,可通过对荷载-位移关系曲线积分进行计算:
E=\int_0^{l}P\mathrm{d}l (23) 式中:E为BFRFC在单轴压缩过程中总吸能量(J);P为压缩过程任意时刻的荷载值(N);l为试样在压缩过程中任意时刻的位移值(m)。
计算得到各BFRFC试样的吸能情况,如图11所示。可以看出,A10试样的整体吸能情况均大于A08试样,说明材料的吸能情况与试样的承载能力有关。A10试样的峰值应力和平台阶段应力较大,因此具有较强的吸能能力。此外,随着玄武岩纤维掺量的增大,BFRFC的总吸能也随之增加,A08、A10两试样纤维掺量从0.15vol%增至0.30vol%的过程中,总吸能分别提高了11.8%和20.5%,而从0.30vol%增至0.45vol%的过程中,总吸能分别提高2.1%和7.3%,可见当玄武岩纤维掺量过高时,由于纤维之间容易出现打结、团聚的现象,造成纤维增强效果的降低,进而引起总吸能的下降。
玄武岩纤维掺量的增加能够引起BFRFC峰值强度的提升,对比各冻融循环后的试样,玄武岩纤维对试样强度的提升效果随着密度的增大而不断降低。对于BFRFC来说,玄武岩纤维掺量过高时难以搅拌充分,降低了混凝土的工作性能,试样内部容易出现纤维重叠、交错等问题,使得纤维补强增韧的作用受限。冻融循环使得各试样的峰值强度均出现下降,而随着纤维掺量的提高,试样峰值强度的下降幅度有所收敛,纤维占比的提高抵消了因孔隙增大带来的强度损失问题,有助于试样抵抗冻融侵蚀等环境作用。
以A10-0.45%试样为例,分析Comsol软件模拟得到BFRFC的单轴压缩应力分布结果。由于试件应变为8 mm时,结构发生破碎,此时应力为0,难以分析完整试件的应力特征。因此,选取结构应力最大的状态进行分析,即压缩应变处于3 mm,计算结果如图12所示。
![]() 图 12 BFRFC单轴压缩结果示意图Figure 12. Schematic diagram of BFRFC uniaxial compression results
图 12 BFRFC单轴压缩结果示意图Figure 12. Schematic diagram of BFRFC uniaxial compression results图12(a)为上表面在压板的作用下沿轴向位移至3 mm的BFRFC试样的变形图。可以看出压缩引起试样侧面向外发生变化,孔隙形状吸收能量,变为不规则的椭球状,而玄武岩纤维则未发生的明显变化。图12(b)展示了材料的应力分布情况。
观察试件的外表面,可以发现试件在接近底部的区域应力较高,而在中部区域应力较低。这种现象部分原因是由于底部受到加载装置的约束作用,导致其应力相对较低。对于试件内部,孔隙和纤维承受的力并不均匀,呈现出应力在中部集中的趋势,上下界面的应力较低。这一分布与孔隙在中部发生塌陷的规律相吻合。此外,孔隙越大,其集中的应力相对越高,孔隙吸能更高,孔隙更容易破碎,结构强度降低;相较之下,纤维虽受力更为均匀,但得益于其较长的形状及较高的强度,纤维有效地在材料内部重新分配了应力,显著提升了材料的整体强度。
在密度为A10纤维掺量为45vol%的BFRFC试样内部,布置5个域点探针来实时监测各位置处的应力大小,即空间坐标分别为A(10,10,10)、B(90,90,10)、C(50,50,50)、D(10,10,90)、E(90,90,90)。其中,A、B两点位于试样的下表面附近,D、E两点位于上表面附近,C点位于试样中心位置。提取各点数据可获得这5个点应力随时间的变化情况,如图13所示。
由图13可知:在t=0时刻,各点应力水平较为接近,加载刚开始进行,各点的应力水平均为0;随着压缩的进行,各探针位置的应力值均不断提升,其中位于试样的上下表面附近的A、B、D、E 4点的应力水平较为接近,而C点位于试样中心位置,在加载初期的应力值明显低于其他4点,且增幅略有所下降。因此,随着单轴压缩的持续进行,试样上下表面受外界荷载的影响程度最大,附近的玄武岩纤维在抵抗变形、传递荷载的过程中,内部的应力水平也随之提高;试样中部由于变形幅度较小,其内部应力主要由上下两侧的水泥基质和纤维传递而来,因此内部应力较小。
5. 结 论
(1)玄武岩纤维增强泡沫混凝土(BFRFC)的孔径分布近似服从对数正态分布。随着密度等级越高,内部水泥基占比增大,在浇筑的过程中不易出现气泡合并,从而降低了孔隙率和平均孔径,同时使孔径的分布范围变得更加集中。
(2) BFRFC的纤维在一定范围内大体分布均匀。由于玄武岩纤维在浇筑的过程中受重力的影响,BFRFC内部的纤维极角 \theta 主要集中在15°~90°之间,而方位角\varphi 则在0°~360°之间均匀分布。
(3)基于微观结构的随机分布采用Matlab的二次开发Comsol LivelinkTM for MATLAB®的建模技术可以准确地模拟BFRFC试样内部微观结构分布情况,这种方法不仅提升了数值仿真结果的准确度,而且为多孔混凝土结构的仿真研究提供了新的方向和思路。
(4) 基于Hashin失效准则和损伤变量的渐进损伤模型,考虑了材料软化特性,有效改进了BFRFC的数学仿真模型,从而使得仿真结果可以精准地模拟单轴压缩过程中的力学行为,为深入认识试样的细观力学性能提供了更为全面的视角。
(5) BFRFC单轴压缩过程中,材料的峰值强度和吸能能力随着纤维掺入量及材料密度的增加而显著提升,因此,玄武岩纤维可有效提升材料的力学性能特征。此外,试件的边缘应力相对于中心应力的增大,说明材料内部力学响应从外层向内层进行传递。
-
![]()
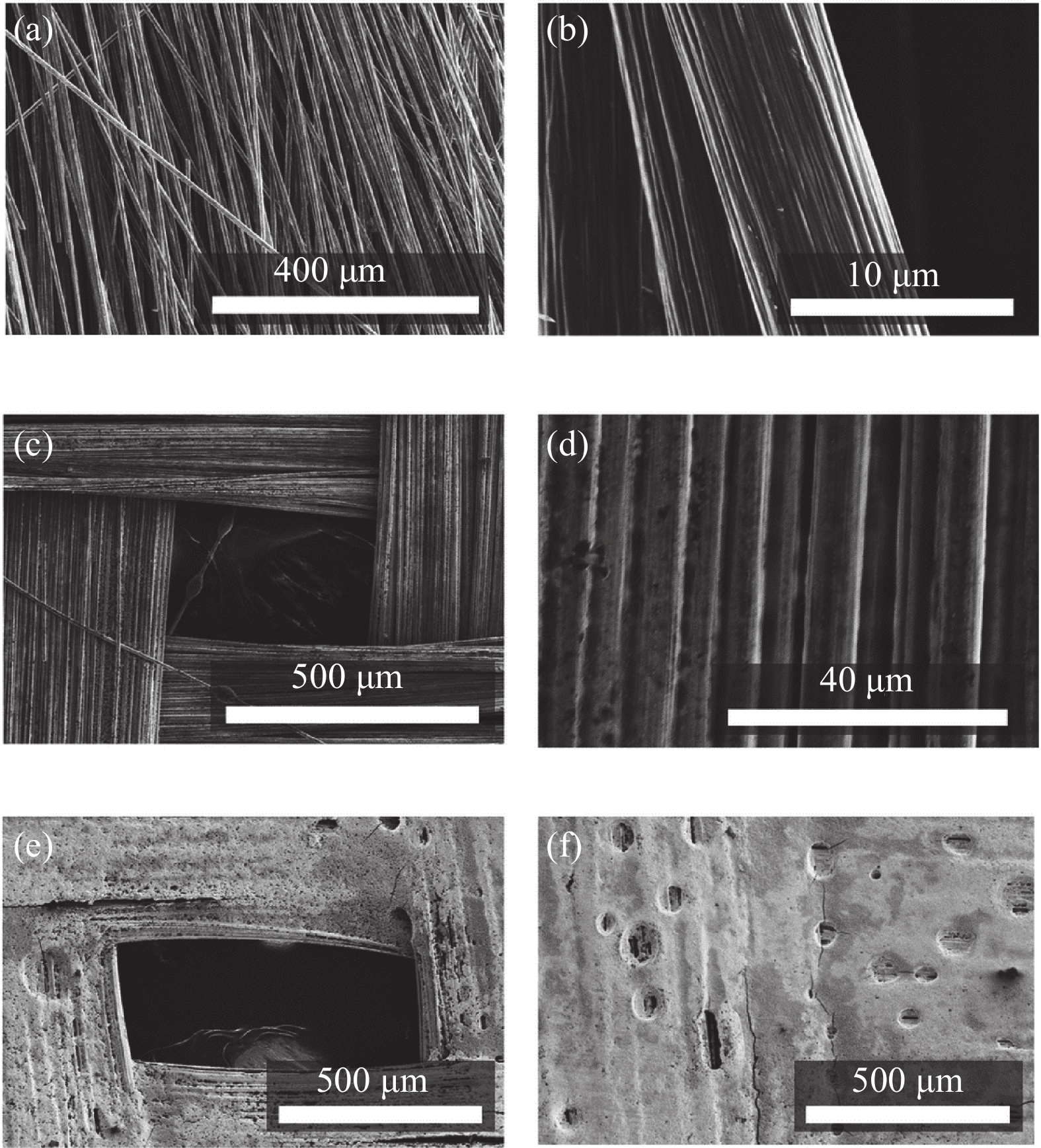
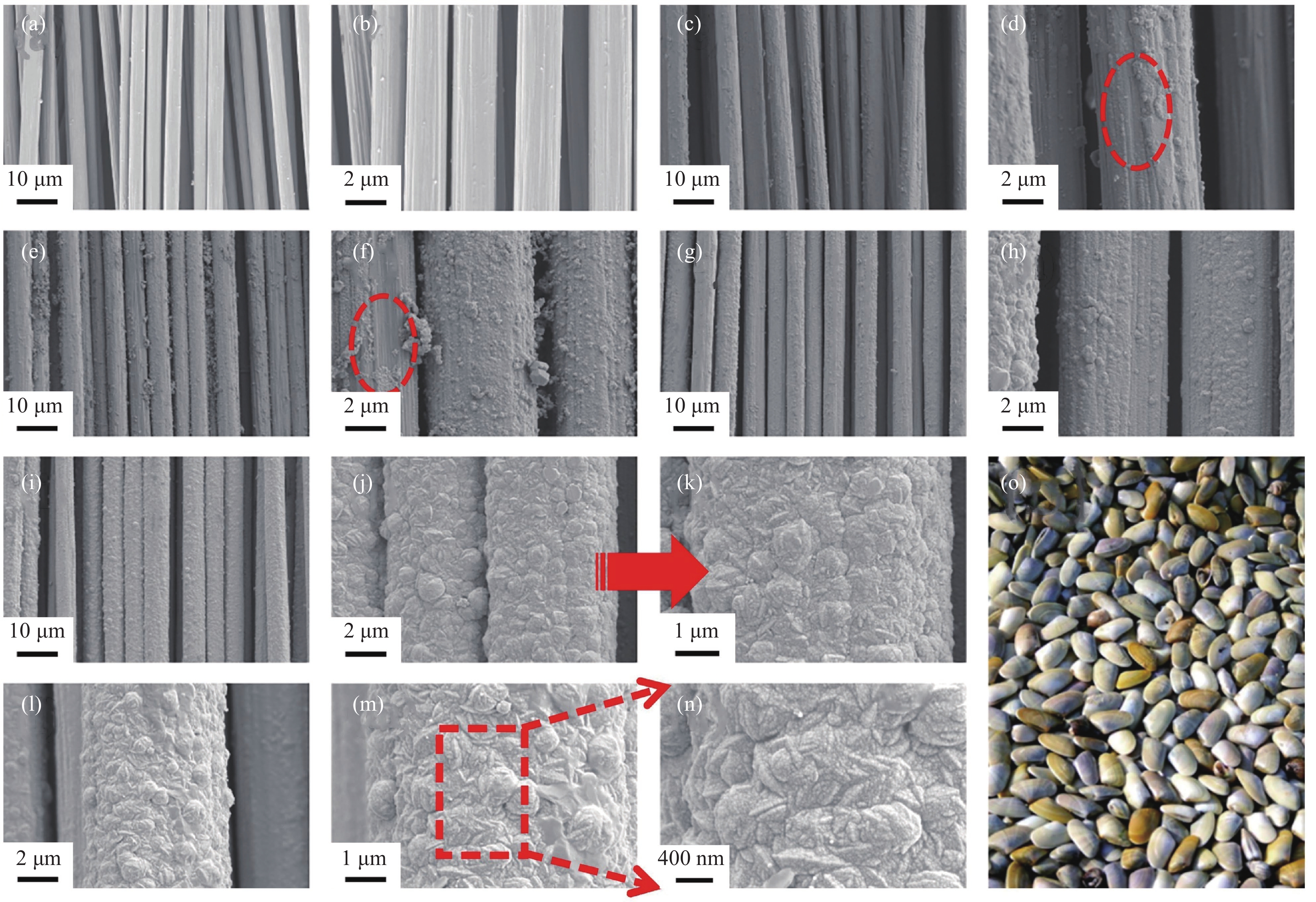
图 1 不同喷涂次数下碳纤维织物(CFFs)@Ag的SEM图像[5]:((a), (b))原始CFFs;((c), (d))喷10 次;((e), (f))喷30 次;((g), (h))喷50 次;((i)~(k))喷70 次;((l)~(n))喷100 次;(o)壳状结构
Figure 1. SEM images of carbon fiber fabrics (CFFs)@Ag with different spraying times[5]: ((a), (b)) Pristine CFFs; ((c), (d)) 10 times; ((e), (f)) 30 times; ((g), (h)) 50 times; ((i)-(k)) 70 times; ((l)-(n)) 100 times; (o) Picture of shells
![]()
![]()
![]()
![]()
![]()
![]()
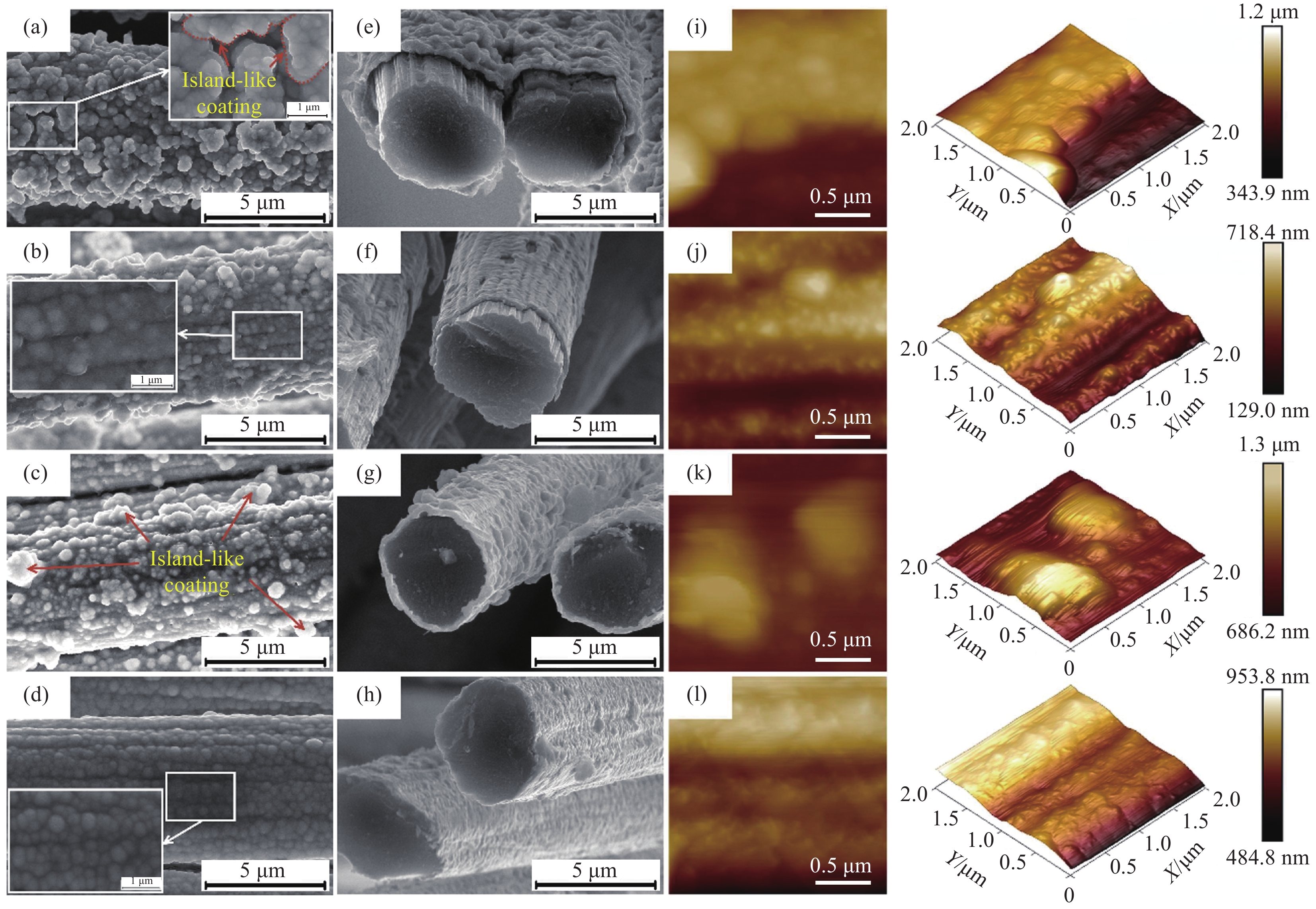
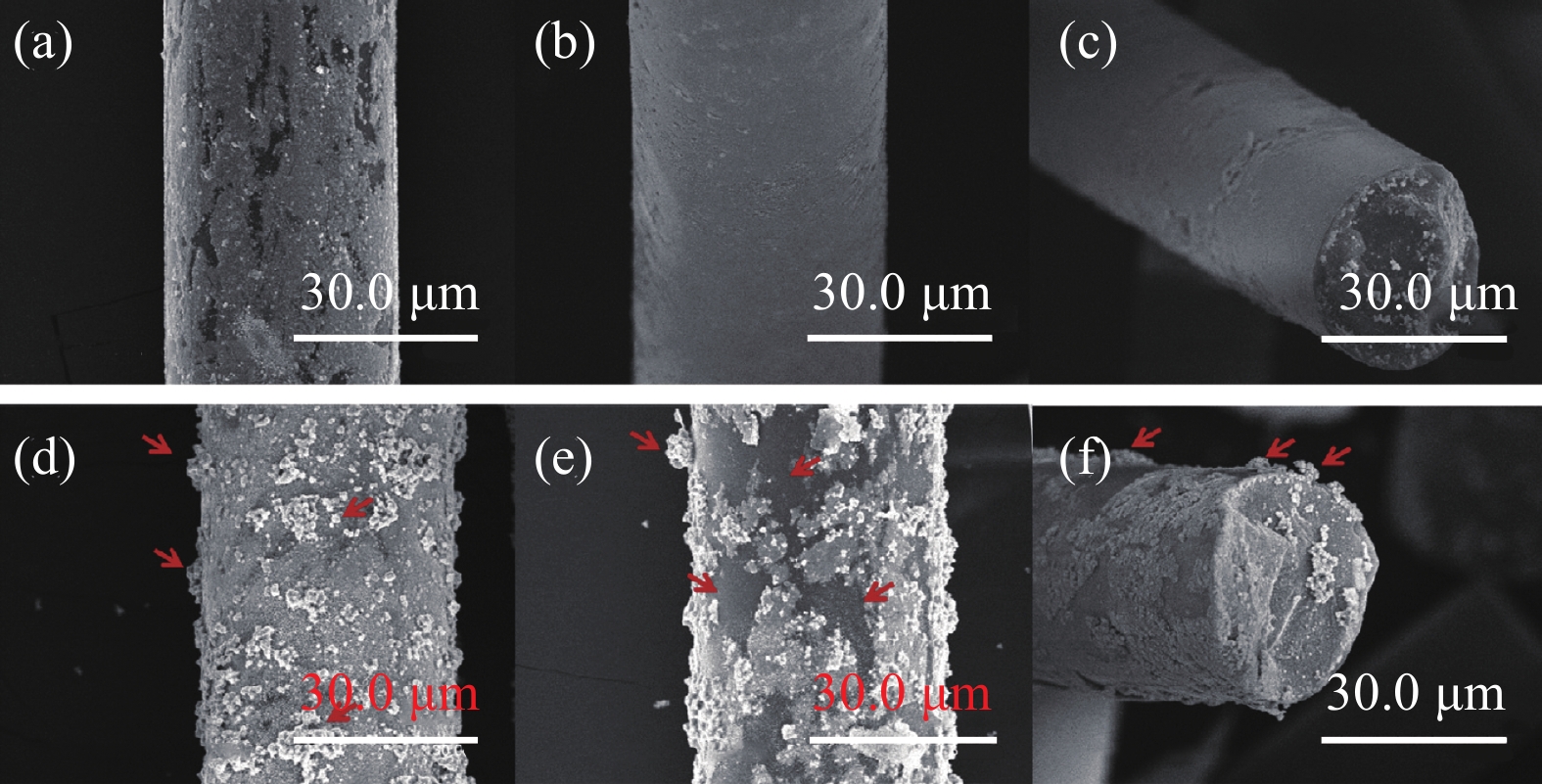
图 8 PVD工艺下不同活化法CF@Ni的SEM和AFM图像[22]:((a), (e), (i))二步Pd活化;((b), (f), (j))一步Pd胶体活化;((c), (g), (k))强氧化混合酸(SMA)刻蚀;((d), (h), (i))一步Pd与SMA刻蚀组合活化
Figure 8. SEM and AFM images of CF@Ni with different activation methods by the PVD process[22]: ((a), (e), (i)) Two-step Pd activation; ((b), (f), (j)) One-step Pd-colloid activation; ((c), (g), (k)) Strong oxidizing mixed acid (SMA) etching; ((d), (h), (i)) With the combination of SMA etching and one-step Pd-colloid activation
![]()
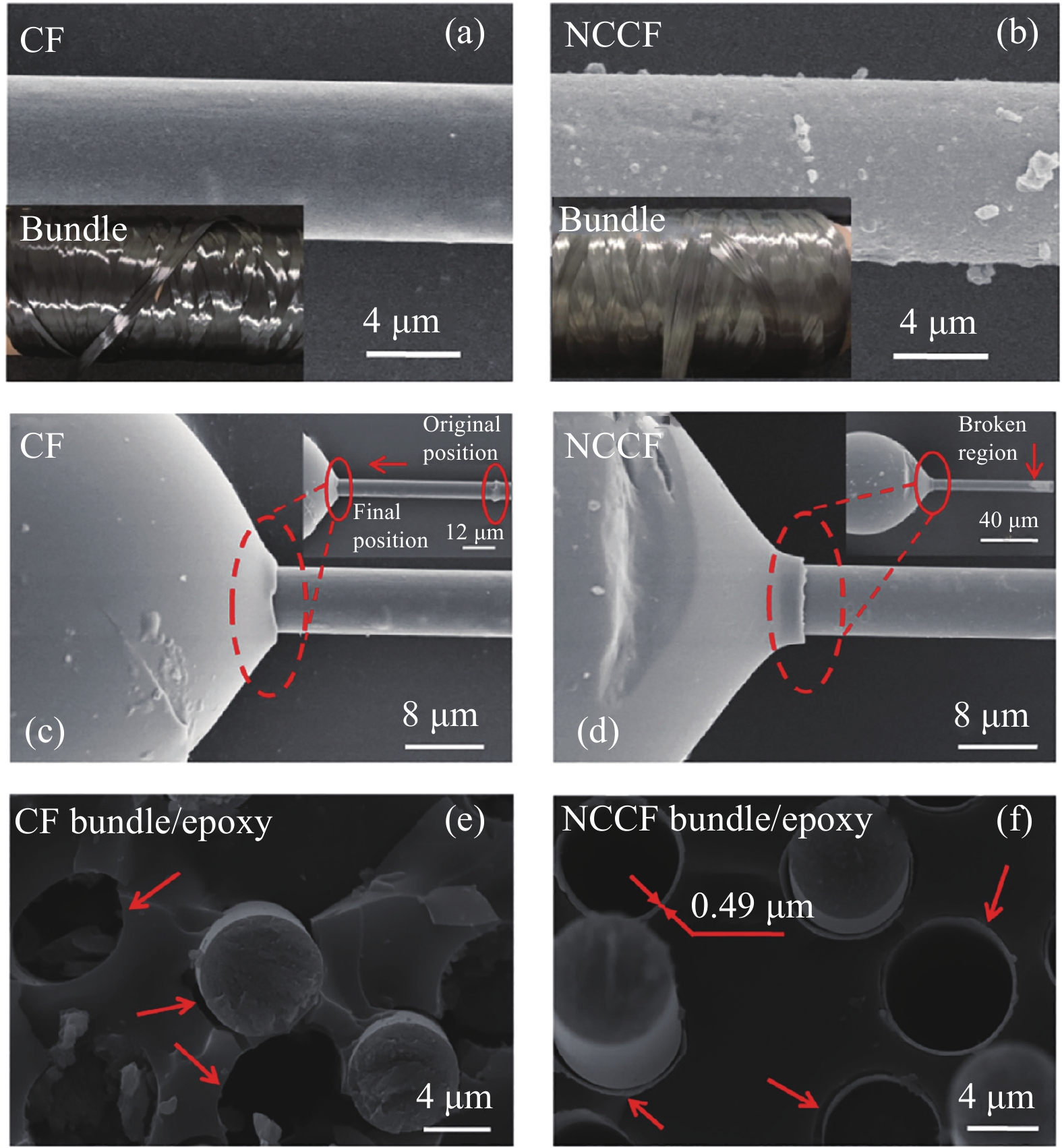
图 9 ((a), (b)) CF和CF@Ni的SEM图像;((c), (d)) CF IFSS和CF@Ni IFSS的SEM图;((e), (f)) CF/EP和CF@Ni/EP拉伸断面SEM图像[23]
Figure 9. ((a), (b)) SEM images of CF and CF@Ni; ((c), (d)) SEM images of CF IFSS and CF@Ni IFSS; ((e), (f)) SEM images of CF/EP and CF@Ni/EP tensile fracture cross section[23]
NCCF—Nickel coated carbon fiber
![]()
![]()
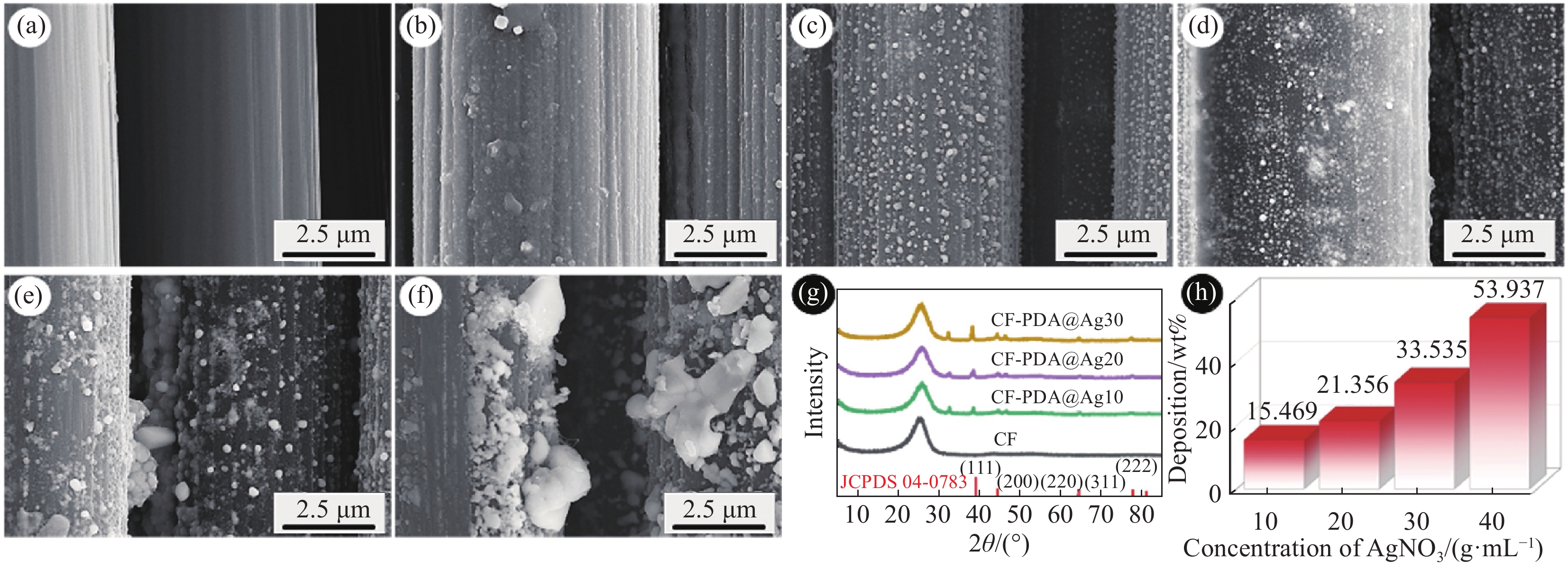
图 11 化学镀工艺下不同阶段CF的SEM图像[30]:(a)原始CF;(b)聚多巴胺(PDA)涂层CF;((c)~(f)) AgNO3浓度分别为10、20、30、40 g/mL的CF-PDA@Ag;(g) CF和CF-PDA@Ag的XED图谱;(h)不同AgNO3浓度下Ag增加量
Figure 11. SEM images of CF with different stage by electroless plating process[30]: (a) Pristine CF; (b) CF coated polydopamine (PDA); ((c)-(f)) CF-PDA@Ag with AgNO3 concentrations 10, 20, 30, 40 g/mL; (g) XED patterns of CF and CF-PDA@Ag; (h) Loading of CF-PDA@Ag with different AgNO3 concentrations
![]()
![]()
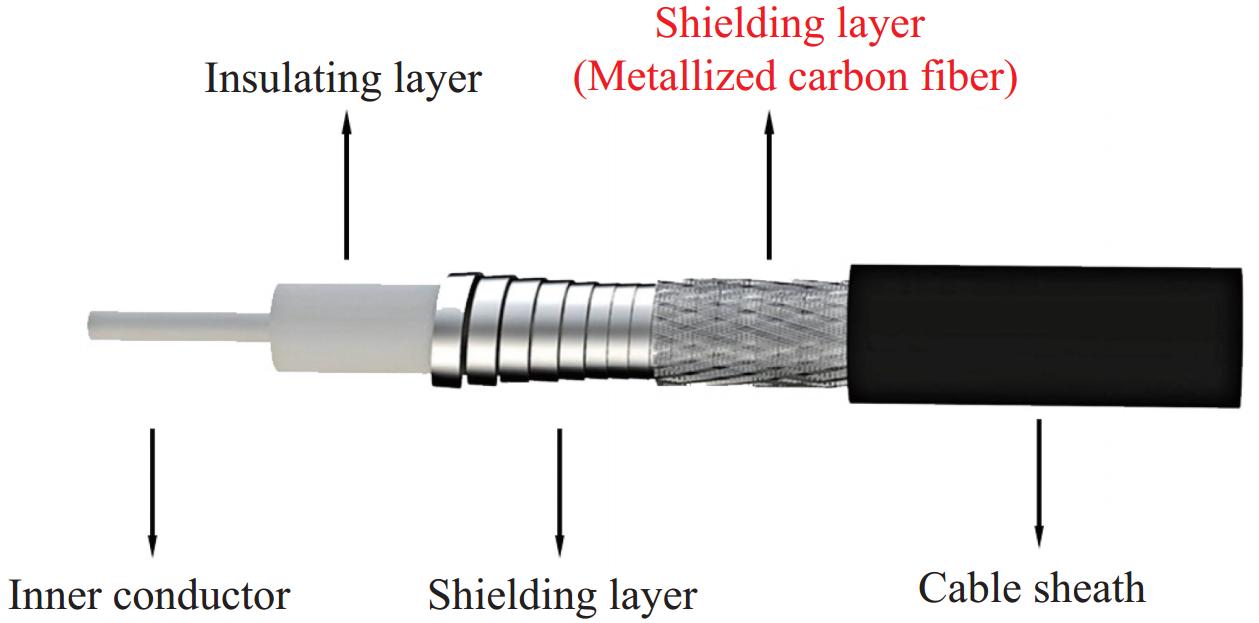
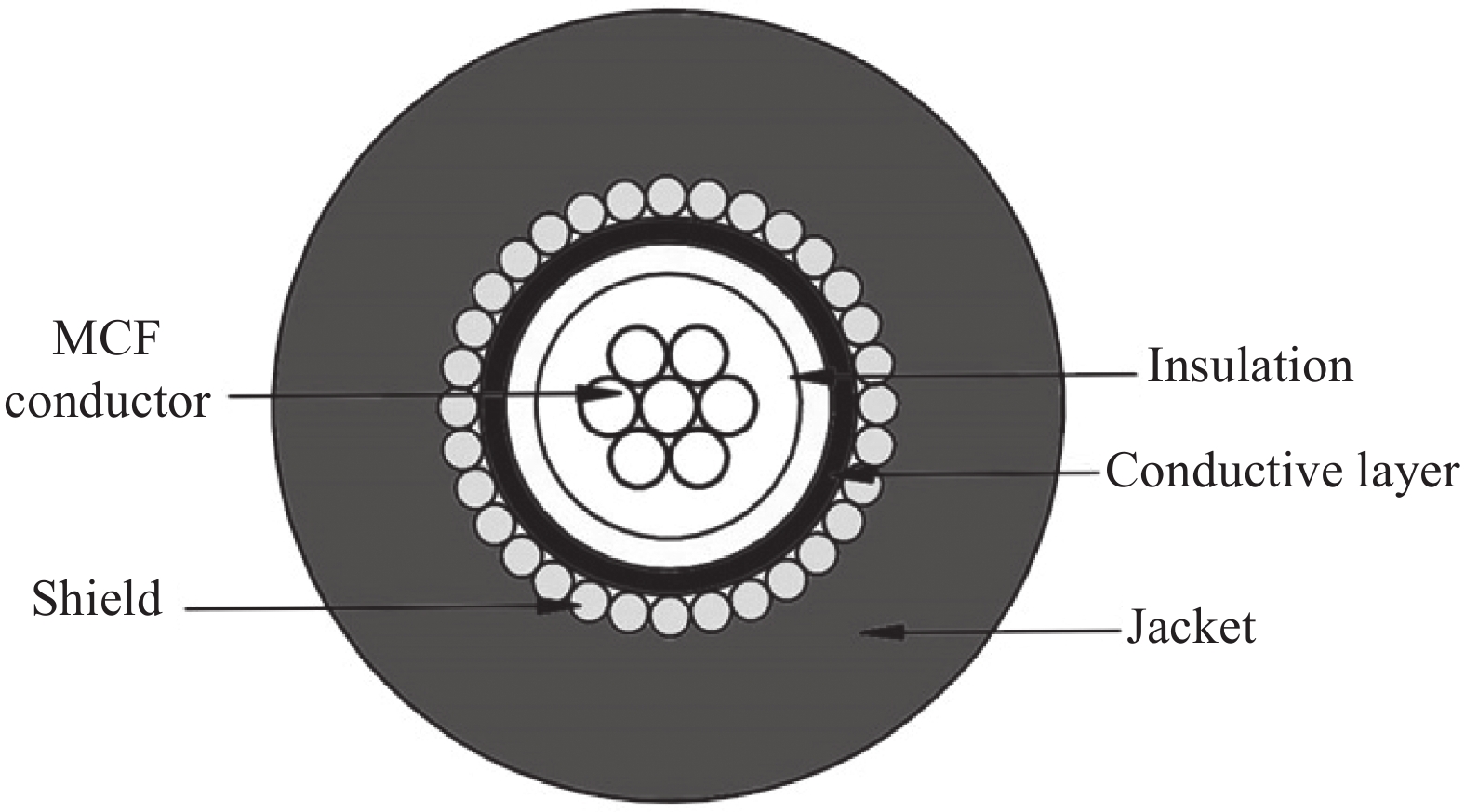
图 17 金属化碳纤维(MCF)芯导线结构图
Figure 17. Structure of cable with metallized carbon fiber (MCF) conductor core
表 1 不同预处理方法下金属化纤维复合材料的IFSS
Table 1 Metallized fiber composites IFSS with different pretreatment methods
 下载: 导出CSV
下载: 导出CSV
-
[1] 曹维宇, 杨学萍, 张藕生. 我国高性能高分子复合材料发展现状与展望[J]. 中国工程科学, 2020, 22(5): 112-120. DOI: 10.15302/J-SSCAE-2020.05.010 CAO Weiyu, YANG Xueping, ZHANG Ousheng. Development and prospect of high performance polymer composites in China[J]. Strategic Study of CAE, 2020, 22(5): 112-120(in Chinese). DOI: 10.15302/J-SSCAE-2020.05.010
[2] 高家诚, 谭尊, 任富忠. 碳纤维表面化学镀镍工艺及机理研究[J]. 功能材料, 2011, 42(8): 1360-1363. GAO Jiacheng, TAN Zun, REN Fuzhong. Study on the process and mechanism of chemical nickel coating on carbon fiber surface[J]. Journal of Functional Materials, 2011, 42(8): 1360-1363(in Chinese).
[3] 叶伟, 徐刘碗, 严仁杰, 等. 碳纤维金属化镀镍的研究进展[J]. 科技视界, 2015(13): 8-10. DOI: 10.3969/j.issn.2095-2457.2015.13.003 YE Wei, XU Liuwan, YAN Renjie, et al. Research progress in nickel coating on carbon fiber[J]. Science & Technology Vision, 2015(13): 8-10(in Chinese). DOI: 10.3969/j.issn.2095-2457.2015.13.003
[4] 董晓阳, 郭金海. 纤维增强树脂基复合材料表面金属化研究进展[J]. 玻璃钢/复合材料, 2017(2): 93-99. DONG Xiaoyang, GUO Jinhai. Research progress on surface metallization of fiber reinforced resin matrix composite materials[J]. Composites Science and Engineering, 2017(2): 93-99(in Chinese).
[5] LIU C Y, KANG Z X. Facile fabrication of conductive silver films on carbon fiber fabrics via two components spray deposition technique for electromagnetic interference shielding[J]. Applied Surface Science, 2019, 487: 1245-1252. DOI: 10.1016/j.apsusc.2019.04.186
[6] PARK J, HU X, TORFEH M, et al. Exceptional electromagnetic shielding efficiency of silver coated carbon fiber fabrics via a roll-to-roll spray coating process[J]. Journal of Materials Chemistry C, 2020, 8(32): 11070-11078. DOI: 10.1039/D0TC02048F
[7] 胡隆. 织物表面银基复合涂层的制备及电磁屏蔽性能研究[D]. 广州: 华南理工大学, 2022. HU Long. Preparation and electromagnetic interference shielding performance of silver-based composite coatings on fabric surfaces[D]. Guangzhou: South China University of Technology, 2022(in Chinese).
[8] 王孝锋. 基于磁控溅射C/C膜界面复合材料的制备[D]. 芜湖: 安徽工程大学, 2019. WANG Xiaofeng. Preparation of C/C film interface composite based on magnetron sputtering[D]. Wuhu: Anhui Polytechnic University, 2019(in Chinese).
[9] 岳光辉. 低维纳米功能材料制备及研究[D]. 兰州: 兰州大学, 2007. YUE Guanghui. Preparation and study of low-dimensional functional nanomaterials[D]. Lanzhou: Lanzhou University, 2007(in Chinese).
[10] NELYUB V A, FEDOROV S Y, MALYSHEVA G V, et al. Properties of carbon fibers after applying metal coatings on them by magnetron sputtering technology[J]. Fibre Chemistry, 2021, 53(4): 252-257. DOI: 10.1007/s10692-022-10279-5
[11] 李颖, 王鸿博, 高卫东. 碳纤维表面磁控溅射镀铜研究[J]. 化工新型材料, 2011, 39(12): 62-63, 86. DOI: 10.3969/j.issn.1006-3536.2011.12.020 LI Ying, WANG Hongbo, GAO Weidong. The study of carbon fibers with magnetron sputtered copper coating[J]. New Chemical Materials, 2011, 39(12): 62-63, 86(in Chinese). DOI: 10.3969/j.issn.1006-3536.2011.12.020
[12] 陈缘, 徐珍珍, 杨莉, 等. 基于磁控溅射技术的碳基电磁屏蔽材料[J]. 工程塑料应用, 2022, 50(3): 25-31, 37. DOI: 10.3969/j.issn.1001-3539.2022.03.005 CHEN Yuan, XU Zhenzhen, YANG Li, et al. Carbon-based electromagnetic shielding materials based on magnetron sputtering technology[J]. Engineering Plastics Application, 2022, 50(3): 25-31, 37(in Chinese). DOI: 10.3969/j.issn.1001-3539.2022.03.005
[13] ANDRÉANI A S, POULON-QUINTIN A, REBILLAT F. Oxidation of refractory metallic coatings on carbon fibers heated up to
1850 ℃[J]. Surface and Coatings Technology, 2010, 205(5): 1262-1267. DOI: 10.1016/j.surfcoat.2010.10.037[14] 宋季. 碳纤维表面改性、界面粘合及金属化的研究[D]. 北京: 北京化工大学, 2020. SONG Ji. Surface modification, interfacial adhesion and metallization of carbon fiber[D]. Beijing: Beijing University of Chemical Technology, 2020(in Chinese).
[15] ROHATGI P K, TIWARI V, GUPTA N. Squeeze infiltration processing of nickel coated carbon fiber reinforced Al-2014 composite[J]. Journal of Materials Science, 2006, 41(21): 7232-7239. DOI: 10.1007/s10853-006-0915-9
[16] 李一, 聂俊辉, 李楠, 等. 镍覆膜碳纤维的制备与性能研究[J]. 功能材料, 2012, 43(13): 1688-1691, 1695. DOI: 10.3969/j.issn.1001-9731.2012.13.007 LI Yi, NIE Junhui, LI Nan, et al. Preparation and performance study of nickel coated carbon fiber[J]. Journal of Functional Materials, 2012, 43(13): 1688-1691, 1695(in Chinese). DOI: 10.3969/j.issn.1001-9731.2012.13.007
[17] OGAWA F, MASUDA C, FUJII H. In situ chemical vapor deposition of metals on vapor-grown carbon fibers and fabrication of aluminum-matrix composites reinforced by coated fibers[J]. Journal of Materials Science, 2017, 53(7): 5036-5050.
[18] GUO H W, CHEN Z Q, LI J J, et al. Study of Fe/Ni alloy coated carbon fibres prepared by electroplating[J]. Surface Engineering, 2018, 35(10): 841-847.
[19] 吕钊钊, 沙建军, 祖宇飞, 等. 碳纤维表面超声振荡辅助电镀镍涂层工艺及其参数的影响规律[J]. 中国有色金属学报, 2020, 30(3): 571-579. DOI: 10.11817/j.ysxb.1004.0609.2020-37513 LYU Zhaozhao, SHA Jianjun, ZU Yufei, et al. Ultrasonic oscillation assisted electroplating of nickel coating on carbon fiber surface and the influence of its parameters[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(3): 571-579(in Chinese). DOI: 10.11817/j.ysxb.1004.0609.2020-37513
[20] ZHANG G D, YU J W, SU C, et al. The effect of annealing on the properties of copper-coated carbon fiber[J]. Surfaces and Interfaces, 2023, 37: 102630. DOI: 10.1016/j.surfin.2023.102630
[21] ZHENG X R, KIM S, PARK C W. Enhancement of thermal conductivity of carbon fiber-reinforced polymer composite with copper and boron nitride particles[J]. Composites Part A: Applied Science and Manufacturing, 2019, 121: 449-456. DOI: 10.1016/j.compositesa.2019.03.030
[22] LIU J M, ZHANG Y B, GUO Z K, et al. Enhancement of fiber-matrix adhesion in carbon fiber reinforced Al-matrix composites with an optimized electroless plating process[J]. Composites Part A: Applied Science and Manufacturing, 2021, 142: 106258. DOI: 10.1016/j.compositesa.2020.106258
[23] CAO Y H, FARHA F I, GE D S, et al. Highly effective E-heating performance of nickel coated carbon fiber and its composites for de-icing application[J]. Composite Structures, 2019, 229: 111397. DOI: 10.1016/j.compstruct.2019.111397
[24] KURKOWSKA M, AWIETJAN S, KOZERA R, et al. Application of electroless deposition for surface modification of the multiwall carbon nanotubes[J]. Chemical Physics Letters, 2018, 702: 38-43. DOI: 10.1016/j.cplett.2018.04.056
[25] VITRY V, BONIN L. Formation and characterization of multilayers borohydride and hypophosphite reduced electroless nickel deposits[J]. Electrochimica Acta, 2017, 243: 7-17. DOI: 10.1016/j.electacta.2017.04.152
[26] BALARAJU J N, RADHAKRISHNAN P, EZHILSELVI V, et al. Studies on electroless nickel polyalloy coatings over carbon fibers/CFRP composites[J]. Surface & Coatings Technology, 2016, 302: 389-397.
[27] CHOI B K, CHOI W K, RHEE K Y, et al. Influence of heat treatment temperature on structure and exothermic properties of electroless Ni-P plating carbon fiber heating elements[J]. Composites Part B: Engineering, 2019, 167: 676-682. DOI: 10.1016/j.compositesb.2019.03.057
[28] JIAO Y X, LI J, DU F, et al. A study of the wear resistance of carbon fiber composites deposited using an alkaline-based palladium-free electroless plating method[J]. Materials Today Communications, 2023, 37: 106931. DOI: 10.1016/j.mtcomm.2023.106931
[29] YIM Y J, RHEE K Y, PARK S J. Influence of electroless nickel-plating on fracture toughness of pitch-based carbon fibre reinforced composites[J]. Composites Part B: Engineering, 2015, 76: 286-291. DOI: 10.1016/j.compositesb.2015.01.052
[30] REN X, HAO R X, YANG Y Q, et al. A facile and green strategy to achieve metallized woven carbon fiber through the triple roles of dopamine in in-situ thermal reduction of Ag[J]. Composites Communications, 2023, 40: 101585. DOI: 10.1016/j.coco.2023.101585
[31] KISS P, GLINZ J, STADLBAUER W, et al. The effect of thermally desized carbon fibre reinforcement on the flexural and impact properties of PA6, PPS and PEEK composite laminates: A comparative study[J]. Composites Part B: Engineering, 2021, 215: 108844. DOI: 10.1016/j.compositesb.2021.108844
[32] 肇研, 孙铭辰, 张思益, 等. 连续碳纤维增强高性能热塑性复合材料的研究进展[J]. 复合材料学报, 2022, 39(9): 4274-4285. ZHAO Yan, SUN Mingchen, ZHANG Siyi, et al. Advance in continuous carbon fiber reinforced high performance thermoplastic composites[J]. Acta Materiae Compositae Sinica, 2022, 39(9): 4274-4285(in Chinese).
[33] 梁晶晶. 导电芳纶纤维的制备与性能研究[D]. 上海: 上海大学, 2013. LIANG Jingjing. Preparation and performance of conductive aramid fibers[D]. Shanghai: Shanghai University, 2013(in Chinese).
[34] 王丽雪, 王春艳, 于久灏, 等. 碳纤维表面化学镀预处理工艺研究[J]. 黑龙江工程学院学报, 2017, 31(2): 49-52. WANG Lixue, WANG Chunyan, YU Jiuhao, et al. Research on pretreatment process of carbon fibers before electroless[J]. Journal of Heilongjiang Institute of Technology, 2017, 31(2): 49-52(in Chinese).
[35] 贾志刚, 孔德龙, 王洺浩, 等. 尼龙无铬粗化与无钯活化的金属化过程[J]. 哈尔滨工业大学学报, 2017, 49(5): 42-48. DOI: 10.11918/j.issn.0367-6234.201611017 JIA Zhigang, KONG Delong, WANG Minghao, et al. Metallization process of PA10T with chrome-free roughening and palladium-free activation[J]. Journal of Harbin Institute of Technology, 2017, 49(5): 42-48(in Chinese). DOI: 10.11918/j.issn.0367-6234.201611017
[36] NELYUB V A. Plasma processing of fibrous carbon materials prior to their metallization[J]. Polymer Science, Series D, 2020, 13(4): 429-434. DOI: 10.1134/S1995421220040140
[37] 李颖, 王鸿博, 高卫东. 磁控溅射碳纤维基纳米铜薄膜的结构及其性能[J]. 纺织学报, 2012, 33(9): 10-14. DOI: 10.3969/j.issn.0253-9721.2012.09.003 LI Ying, WANG Hongbo, GAO Weidong. Structure and properties of nano-copper thin films deposited on carbon fiber fabric by magnetron sputtering[J]. Journal of Textile Research, 2012, 33(9): 10-14(in Chinese). DOI: 10.3969/j.issn.0253-9721.2012.09.003
[38] 蔡超迁, 韩乾翰, 黄壮, 等. 基于常压协同射流等离子体改性国产高强中模碳纤维表面的研究[J]. 纺织科学与工程学报, 2021, 38(2): 29-34. DOI: 10.3969/j.issn.2096-5184.2021.02.007 CAI Chaoqian, HAN Qianhan, HUANG Zhuang. Research on the surface modification of domestic high strength and medium modulus carbon fiber based on atmospheric pressure collaborative jet plasma[J]. Journal of Textile Science and Engineering, 2021, 38(2): 29-34(in Chinese). DOI: 10.3969/j.issn.2096-5184.2021.02.007
[39] 林雅. 新型碳纤维表面活化方法研究[D]. 西安: 西安建筑科技大学, 2016. LIN Ya. New surface activation method of carbon fiber[D]. Xi'an: Xi'an University of Architecture and Technology, 2016(in Chinese).
[40] 杜颖. 碳复合材料表面处理和镀铜的工艺研究[D]. 长沙: 湖南大学, 2021. DU Ying. Investigation on surface treatment and copper plating of carbon composite materials[D]. Changsha: Hunan University, 2021(in Chinese).
[41] SUN Z P, HUANG J J. Fabrication of nickel coating on polyethylene terephthalate substrate modified with primer: Effect of surface roughness on structural properties of plated coating[J]. Journal of Electronic Materials, 2019, 48(10): 6298-6305. DOI: 10.1007/s11664-019-07291-7
[42] CHU H Q, QIN Z Q, ZHANG Y Z, et al. Magnetic field enhancing preferred orientation of nickel-cobalt plated carbon fibers in cement paste, with relevance to compression self-sensing[J]. Measurement, 2023, 220: 113396. DOI: 10.1016/j.measurement.2023.113396
[43] ZHANG J J, LIU S C, LIU J M, et al. Electroless nickel plating and spontaneous infiltration behavior of woven carbon fibers[J]. Materials & Design, 2020, 186: 108301.
[44] 朱雁风, 张君艺, 高培凯. 碳纤维无钯化学镀银工艺研究[J]. 化学工程, 2023, 51(4): 18-21, 33. ZHU Yanfeng, ZHANG Junyi, GAO Peikai. Palladium-free electroless silver plating on carbon fiber[J]. Chemical Engineering (China), 2023, 51(4): 18-21, 33(in Chinese).
[45] WANG Q H, LI X S. Study on new process of electroless copper plating pretreatment on carbon fiber surface[J]. Materials Research Express, 2023, 10(2): 025604. DOI: 10.1088/2053-1591/acac02
[46] LI M L, SONG B Z, SU L F, et al. Electroless nickel metallization on palladium-free activated polyamide fabric for electromagnetic interference shielding[J]. Fibers and Polymers, 2021, 22(9): 2433-2439. DOI: 10.1007/s12221-021-0992-z
[47] HUANG M M, LI W W, LIU X J, et al. Study on structure and performance of surface-metallized carbon fibers reinforced rigid polyurethane composites[J]. Polymers for Advanced Technologies, 2020, 31(8): 1805-1813. DOI: 10.1002/pat.4907
[48] DARVISHZADEH A, NASOURI K. Manufacturing, modeling, and optimization of nickel-coated carbon fabric for highly efficient EMI shielding[J]. Surface and Coatings Technology, 2021, 409: 126957. DOI: 10.1016/j.surfcoat.2021.126957
[49] 熊海洋. 碳纤维连续金属化改性及其复合材料电磁屏蔽性能的研究[D]. 上海: 东华大学, 2023. XIONG Haiyang. Research on continuous metallization modification of carbon fiber and the performance of electromagnetic shielding of composite materials[D]. Shanghai: Donghua University, 2023(in Chinese).
[50] 田庆, 韩庆军, 刘艳, 等. 镀镍碳纤维功能一体化复合材料的工艺及性能研究[J] 材料科学, 2018, 8(4): 374-381. TIAN Qing, HAN Qingjun, LIU Yan, et al. Study on the process and properties of nickel coated carbon fiber functional integrated composites subtitle as needed[J]. Material Sciences, 2018, 8(4): 374-381(in Chinese).
[51] ZHOU Q W, LI G L, ZHOU Z P, et al. Effect of Ni2+ concentration on microstructure and bonding capacity of electroless copper plating on carbon fibers[J]. Journal of Alloys and Compounds, 2021, 863: 158467. DOI: 10.1016/j.jallcom.2020.158467
[52] 乔英铭, 甘春雷, 曲迎东, 等. 工艺参数对连续碳纤维表面电磁搅拌化学镀镍的影响[J]. 表面技术, 2020, 49(5): 325-334. QIAO Yingming, GAN Chunlei, QU Yingdong, et al. EMI shielding effectiveness of electroless nickel-plated carbon fibres/epoxy resin composites[J]. Surface Technology, 2020, 49(5): 325-334(in Chinese).
[53] 陈娜. 碳纤维表面金属化及其在铜基复合材料中的应用[D]. 南昌: 南昌大学, 2023. CHEN Na. Surface metallization of carbon fiber and its application in copper matrix composites[D]. Nanchang: Nanchang University, 2023(in Chinese).
[54] KANG S S, JI H J, GUL H Z, et al. Metal-coated carbon fiber for lighter electrical metal wires[J]. Synthetic Metals, 2016, 222: 180-185. DOI: 10.1016/j.synthmet.2016.10.015
[55] WANG Y, WANG W, DING X D, et al. Multilayer-structured Ni-Co-Fe-P/polyaniline/polyimide composite fabric for robust electromagnetic shielding with low reflection characteristic[J]. Chemical Engineering Journal, 2020, 380: 122553. DOI: 10.1016/j.cej.2019.122553
[56] 陈春亮. 高效涂层改性碳纤维的表界面结构及电热性能研究[D]. 武汉: 武汉纺织大学, 2022. CHEN Chunliang. Study on surface interface structure and electrothermal properties of carbon fiber modified by high efficiency coating[D]. Wuhan: Wuhan Textile University, 2022(in Chinese).
[57] 赵中杰. 结构-导电复合材料的制备及其导电性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2019. ZHAO Zhongjie. Study on preparation of structural-conductive composites and their conducting properties[D]. Harbin: Harbin Institute of Technology, 2019(in Chinese).
[58] LYU G F, WANG F, DU X D, et al. Microstructure, mechanical and wear properties of short carbon fiber-reinforced AM50 magnesium matrix composite[J]. International Journal Metalcasting, 2024, 18: 3028-3046.
[59] GAO C Q, LIANG A, MA Q. Tensile properties and fracture mechanism of copper matrix composites reinforced by carbon fibres with Ni-Co-P alloy coating[J]. Rare Metal Materials and Engineering, 2022, 51(11): 3949-3955.
[60] ZHOU X, GAO Y M, WANG Y R. Effect of Cu/Ni coating on the interface and mechanical properties of Cf/2024Al composites[J]. Diamond and Related Materials, 2023, 140(B): 110439.
[61] AL-SALEH M H, SUNDARARAJ U. Electrically conductive carbon nanofiber/polyethylene composite: Effect of melt mixing conditions[J]. Polymers for Advanced Technologies, 2011, 22(2): 246-253. DOI: 10.1002/pat.1526
[62] 闫丽丽, 乔妙杰, 雷忆三, 等. 化学镀镍碳纤维/环氧树脂复合材料电磁屏蔽性能[J]. 复合材料学报, 2013, 30(2): 44-49. YAN Lili, QIAO Miaojie, LEI Yisan, et al. EMI shielding effectiveness of electroless nickel-plated carbon fibres/epoxy resin composites[J]. Acta Materiae Compositae Sinica, 2013, 30(2): 44-49 (in Chinese).
[63] 吴骅, 朱忠仁, 卓越, 等. 一种超轻低损稳相同轴电缆: CN, ZL201721325765.8[P]. 2017-10-16. WU Hua, ZHU Zhongren, ZHUO Yue, et al. An ultra-light and low-loss stable coaxial cable: CN, ZL201721325765.8[P]. 2017-10-16(in Chinese).
[64] WANG H, LIU M Y, LI S N, et al. A self-healing and flexible Ag@carbon fiber/polyurethane composite based on disulfide bonds and application in electromagnetic interference shielding[J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2022, 646: 128956. DOI: 10.1016/j.colsurfa.2022.128956
[65] LI J P, QI S H, ZHANG M Y, et al. Thermal conductivity and electromagnetic shielding effectiveness of composites based on Ag-plating carbon fiber and epoxy[J]. Journal of Applied Polymer Science, 2015, 132(33): 42306. DOI: 10.1002/app.42306
[66] YANG J, LI W W, ZHOU Y L, et al. Spirally Ag-coated short carbon fiber as a reinforcing filler for rigid poly-urethane[J]. Materials Chemistry and Physics, 2022, 291: 126747. DOI: 10.1016/j.matchemphys.2022.126747
[67] 游文涛. 民机复合材料含镍涂层涡流加热效应及其除冰研究[D]. 德阳: 中国民用航空飞行学院, 2019. YOU Wentao. Study on eddy current heating effect and deicing of nickel-coated coatings in civil aircraft composites[D]. Deyang: Civil Aviation Flight University of China, 2019(in Chinese).
[68] SUN Y L, ZHANG M, ZHANG Y H, et al. Fabrication of high thermal and electrical conductivity composites via electroplating Cu network on 3D PEEK/CF felt skeletons[J]. Composites Communications, 2021, 28: 100909. DOI: 10.1016/j.coco.2021.100909
[69] ZHANG R, BIN Y Z, DONG E Y, et al. Considerable different frequency dependence of dynamic tensile modulus between self-heating (Joule heat) and external heating for polymer-nickel-coated carbon fiber composites[J]. The Journal of Physical Chemistry B, 2014, 118(25): 7047-7058. DOI: 10.1021/jp5031202
[70] WAN Y Z, XIAO J, LI C Z, et al. Microwave absorption properties of FeCo-coated carbon fibers with varying morphologies[J]. Journal of Magnetism and Magnetic Materials, 2016, 399: 252-259. DOI: 10.1016/j.jmmm.2015.10.006
[71] BARD S, SCHÖNL F, DEMLEITNER M, et al. Copper and nickel coating of carbon fiber for thermally and electrically conductive fiber reinforced composites[J]. Polymers, 2019, 11(5): 823. DOI: 10.3390/polym11050823
[72] MING Y K, XIN Z B, ZHU Y S, et al. 3D printed nickel-plated carbon fiber mesh for lightning strike protection[J]. Materials Letters, 2021, 294: 129809. DOI: 10.1016/j.matlet.2021.129809
[73] GAO L B, SURJADI J U, CAO K, et al. Flexible fiber-shaped supercapacitor based on nickel-cobalt double hydroxide and pen ink electrodes on metallized carbon fiber[J]. ACS Applied Materials & Interfaces, 2017, 9(6): 5409-5418.
[74] STEINBILD P J, WIEJA N, CONDÉ-WOLTER J, et al. Changes in electric resistance of cracked copper-coated, pitch-based carbon fibers for structural health monitoring in a glider wing[J]. Journal of Physics: Conference Series, 2023, 2526: 012066. DOI: 10.1088/1742-6596/2526/1/012066
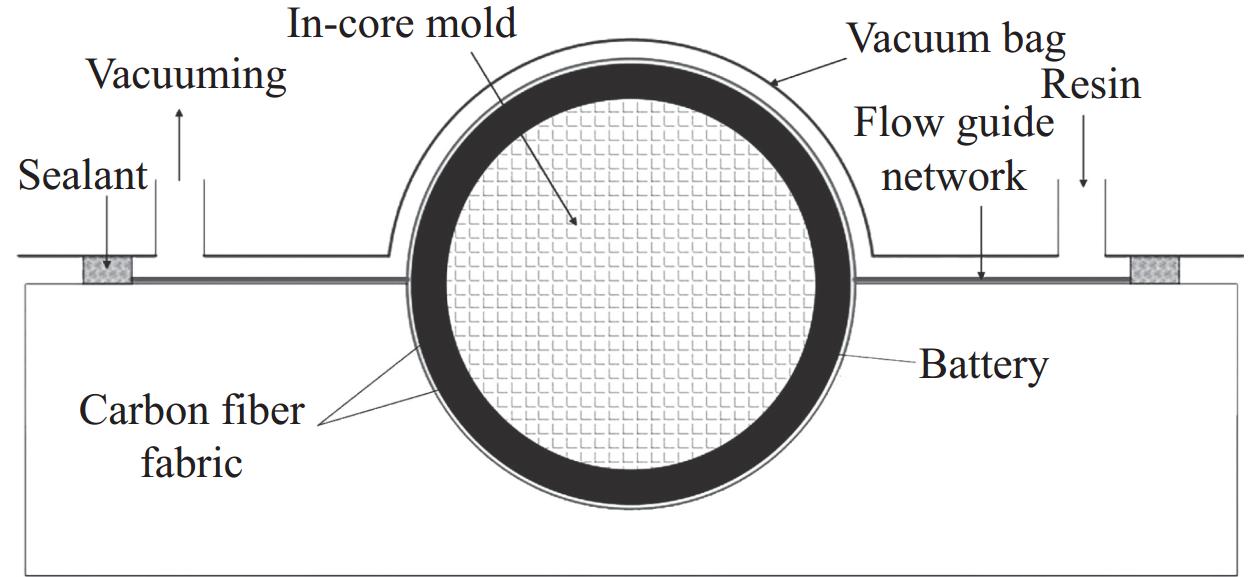
[75] 王亚震, 张峻滔, 李晖, 等. 超薄镀镍碳纤维管状结构电池的制备及性能研究[J]. 复合材料科学与工程, 2023(5): 12-18. WANG Yazhen, ZHANG Junhui, LI Hui, et al. Preparation and performance study on ultra-thin nickel-plated carbon fiber tubular structure battery[J]. Composites Science and Engineering, 2023(5): 12-18(in Chinese).
-
目的
在碳纤维(CF)表面进行金属化处理可以使碳CF兼备原始纤维轻质高强和金属高导电/导热等多重性能,并可一定程度改善其可编织性,是丰富CF功能、提高纤维界面结合能力和赋能复合材料结构与功能一体化的有效手段之一,在电磁屏蔽、防雷击、除冰/防冰、电能传输、超级电容、信号传感、复合材料结构功能一体化等领域,可一定程度替代传统金属材料使用。
方法本文综述了研究学者在CF表面金属化方面取得的进展。具体从金属化工艺入手,分析了近年来主要CF金属化工艺路线,包括喷涂、磁控溅射(PVD)、化学气相沉积(CVD)、电镀、化学镀等,从商业化工程应用角度重点分析了具有大长度连续金属化潜力的电镀和化学镀的核心环节和工艺特点。总结了金属化碳纤维(MCF)的应用现状,展望了CF表面金属化将面临的挑战及未来发展趋势。
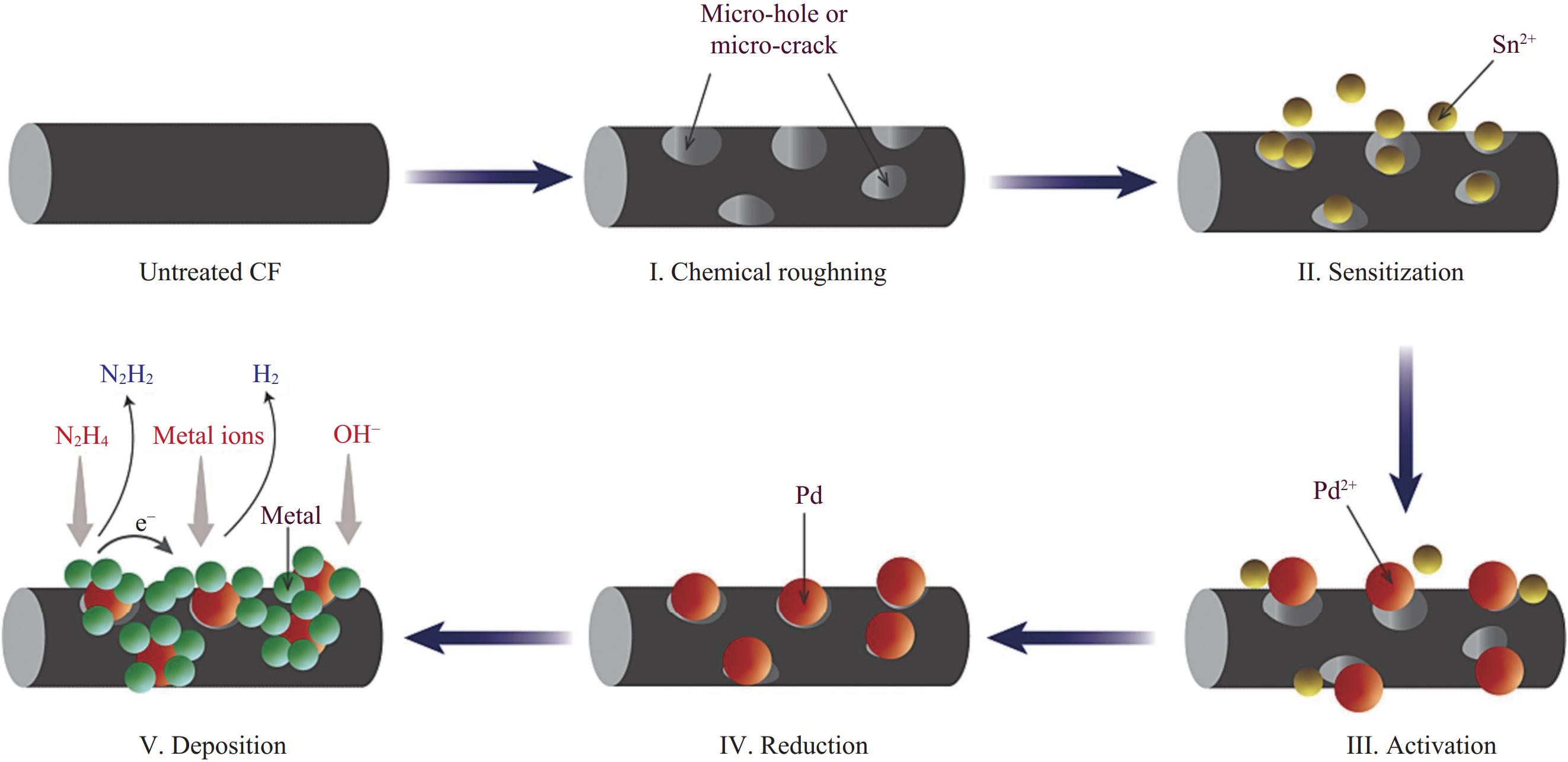
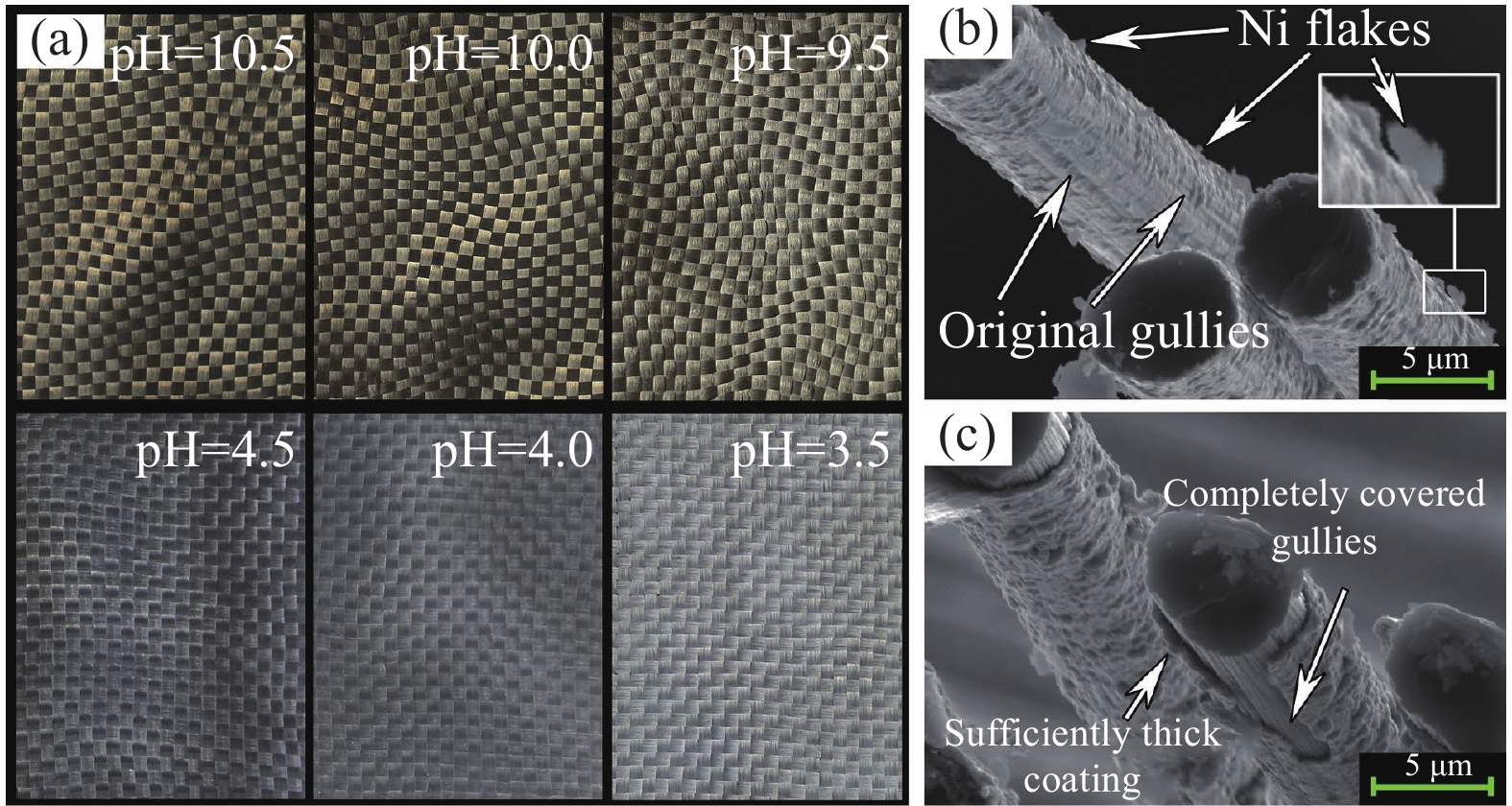
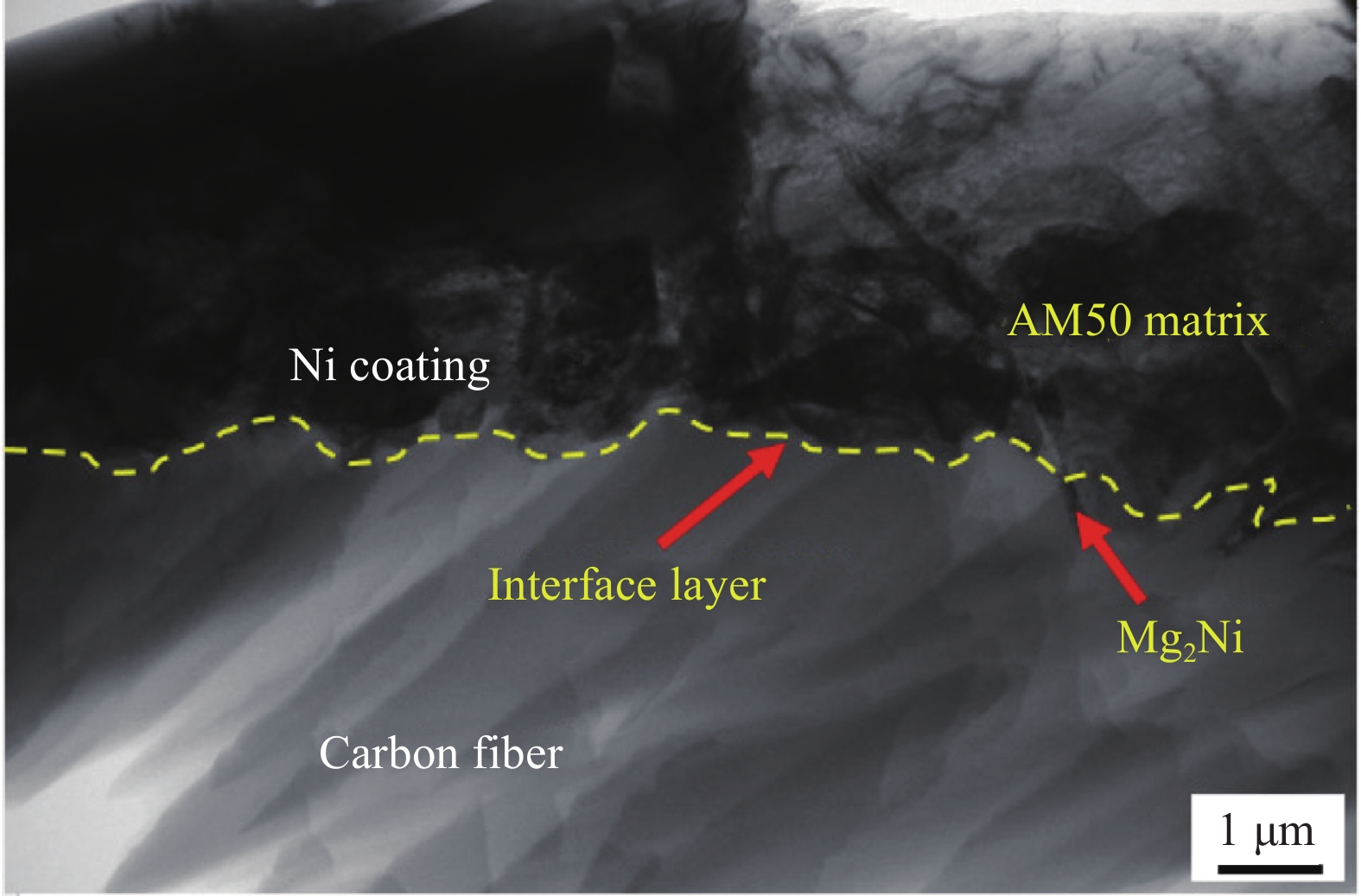
结果目前CF的表面金属化处理方法主要有喷涂、磁控溅射(PVD)、化学气相沉积(CVD)、电镀、化学镀,此外还包括溶胶-凝胶法、原子层沉积、金属熔敷等新概念技术。各种CF金属化处理方法均有其优势和弊端,鉴于目前技术水平,用作电磁屏蔽填料的场景多使用MCF短纤,在CF短纤金属化层面,多种金属化方法共存,主要以满足实验和部分应用验证需求;从商业规模化应用角度看,大长度连续MCF更能满足如柔性电磁屏蔽材料、防雷除冰、信号传感器、电气线路传输、超级电容、结构电池等工程领域的复杂应用需求。电镀和化学镀作为众多金属化方法中兼备大长度连续金属化潜力和较高性价比的技术,二者工艺路线基本相似,仅在施镀条件上有所差异,其核心环节会直接影响到镀层质量与材料性能。无论电镀或化学镀,CF金属化处理之前均需对其表面进行去胶、粗化、活化(敏化)等预处理,其目的为增强纤维与金属层间的界面结合力。CF表面除胶方法主要有高温灼烧法、酸蚀法及丙酮浸泡法。高温热处理和有机溶剂清洗是除胶的主要手段,其中有机溶剂可能还要增加超声震荡分散、索氏提取器来辅助达到理想除胶效果,在连续金属化应用上二者各有利弊。现有粗化方法多为强氧化试剂处理法,对纤维本体会造成不可逆损伤,大大加重了金属化纤维在长期服役中分解失效、力学性能和导电性能损失的风险。而等离子体处理对界面能的改善效果突出,由等离子体处理的MCF所制备复合材料的IFSS增幅比经化学处理的复合材料IFSS增幅高出了约27%,比经涂覆聚多巴胺处理的复合材料IFSS增幅高出了约90.5%。电流密度、镀覆时间、主盐浓度和温度是电镀工艺的关键参数。在面对连续MCF制备时,为了最大化保留CF力学性能和柔韧可织的优势,同时发挥出金属层的高导电特性,适中厚度(0.5-1.0μm)、低电流密度、少施镀时间、光滑镀层的电镀条件可能更适合连续金属化。化学镀配方体系繁多,各因素条件对镀层成型的影响程度会略有不同。当面向连续MCF制备时,为了最大化保留CF力学性能和柔韧可织的优势,同时发挥出金属层的高导电特性,选择碱性镀液配方可能更适合在连续CF表面快速沉积微薄金属层,以实现CF与金属的性能兼备。特别指出的是,在施镀过程中增加对镀液内离子的均匀分散处理,如镀液搅拌,可以有效提高镀层质量,减少漏镀现象发生。在应用方面,将CF表面金属化可以有效改善CF表面能,有利于制造性能更佳的复合材料;且其低密度、高比强度、耐高温、耐腐蚀、导电性好等优异性能使其在电磁屏蔽材料、电热材料以及其他结构-功能一体化材料领域具有广阔的应用前景。其中在MCF产业中,工艺最成熟、应用最广泛的是CF@Ni,其主要用于屏蔽和传导。
结论当前金属化工艺中,电镀和化学镀可能更适合连续金属化工程制备。在纤维表面预处理的环节中,无Pd活化处理可进一步研究,其中等离子体处理方法对CF损伤程度可控,一次处理可同时获得机械铆合点位和附着活性基团,为CF连续金属化的高效、高质量、低成本工艺路线提供了有力支撑。CF本身具有战略意义,表面金属化更为其锦上添花,所以在制备与应用方面仍具有较大的提升空间,可在以下方面寻求进一步发展:(1)协同升级CF表面改性处理以及金属化工艺或探索新工艺,提升金属化CF力学与导电性能稳定性;(2)对MCF连续化制备工艺加大投入,加快学术研究成果的产业生产转化;(3)积极探索MCF的应用场景,发掘潜在的应用领域,以需求牵引国产化自循环,加速MCF的国产化进程,扩大国际市场份额。




计量
- 文章访问数: 243
- HTML全文浏览量: 87
- PDF下载量: 39
