

Preparation and mechanical properties of tufting C/C composites
-
摘要:
采用Tufting缝合机器人研制碳纤维缝合预制体,通过改变预制体结构与致密化方式,制备具有不同结构的缝合C/C复合材料,探讨基体类型、网胎引入、针刺工艺等对缝合C/C复合材料力学性能的影响规律,并探讨力学性能影响机制。结果表明:在完全相同的预制体结构条件下,采用化学气相沉积工艺致密的缝合C/C拉伸模量和拉伸强度更高,采用化学气相沉积+糠酮树脂浸渍碳化工艺制备的缝合C/C具有更加优异的层间剪切性能与弯曲性能。在完全相同的复合致密条件下,网胎层的加入对于提高C/C复合材料弯曲、剪切性能有积极的作用,逐层针刺+缝合C/C复合材料强度性能优于缝合C/C复合材料,但因针刺工艺的引入削弱了缝合C/C复合材料的“假塑形”变形能力。
Abstract:Using tufting robot, carbon fiber tufted perform was developed. By changing the parameters of tufting and needle punching processes, tufted C/C composites with different structures and a combination of tufting and needle punching C/C composites were prepared. The effects of parameters such as matrix type, mesh felt and needle punching process on the mechanical properties of tufted C/C composites were studied, and the mechanism for the influence of preform structure on the mechanical properties of C/C composites were explored. The results showed that the addition of mesh layer or resin carbon matrix had a positive effect on improving the bending and shear performance of C/C composites. The strength performance of needle punched and tufted C/C composites was better than that of tufted C/C composites, but the introduction of needle punching technology weakened the“pseudo plastic” deformation of stitched C/C composites.
-
Keywords:
- tufting /
- C/C /
- composite /
- preform structure /
- mechanical performance
-
新一代航天器苛刻的超高温服役环境对材料及结构的承载与防热提出了严峻考验[1]。抗烧蚀的结构功能一体化材料,应用于C/C扩张段、延伸喷管等领域可大幅减轻发动机消极质量,简化喷管设计结构,提高发动机比冲和可靠性,在三叉戟Ⅱ-D5 Ⅱ级发动机、DeltaⅢ运载火箭Ⅱ级发动机、Ariane4运载火箭上面级液氢液氧发动机等美国、法国先进固体火箭Ⅱ、Ⅲ级发动机上得到广泛应用[2-4]。相比树脂基碳布/酚醛扩张段,C/C扩张段烧蚀量非常小,且不存在热解碳化问题,因此通常具有薄壁特征,扩张段构件极其有限的厚度范围内仅包含1~2个完整的铺层结构单元,例如Delta Ⅳ运载火箭的Novoltex® C/C出口锥,厚度仅为 2.4 mm,经过试验证明其具有安全可靠的性能[5-6]。此外,扩张段作为固体火箭发动机能量转换器的核心构件,使用过程中需要承受内压载荷与超高温、超音速二相流粒子冲刷,如何在大尺寸、异型、薄壁特征下,使C/C复合材料仍能承受复杂力、热、烧蚀耦合多目标需求并保证结构可靠性,对碳纤维预制体结构精细化设计提出了迫切的需求[7-8]。
碳纤维预制体作为C/C复合材料增强相,预制体的结构直接影响着复合材料性能。薄壁型碳纤维预制体成型技术经历了从二维(2D)成型、三维(3D)成型到非编织织造成型的发展历程,其中,以针刺、缝合为代表的三维非编织织造成型在解决2D层合件层间强度低,3D编织件制造工艺复杂、自动化难度大等问题方面表现出突出的优势[9]。缝合技术是采用连续缝合线使二维织物耦合成三维立体织物的技术,通过沿预制体厚度方向引入连续纤维来提高复合材料的整体性能。早期的自动化缝合采用双边缝合结构,缝合设备规模大,缝合技术并没有得到广泛应用[10-11]。为了克服传统缝合技术的限制,Alitin Nathechnik研制了单边Tufting缝合设备,通过将缝合过程集成于缝合机头内,并将缝合机头与具有多自由度的高精度机器人连结,从而使缝合预制体的形状与尺寸不再受设备的限制[12-17]。
本文应用Tufting缝合机器人研制碳纤维缝合预制体,通过改变预制体结构与致密化方式,制备具有不同结构的缝合C/C复合材料,探讨预制体结构、基体结构对缝合C/C复合材料力学性能影响规律。
1. 实验材料及方法
1.1 原材料
本实验选用T700-12K碳纤维无纬布(面密度为330 g/m2)与T700-12K碳纤维网胎(面密度为50 g/m2)为铺层结构原材料,缝合线采用自制1K碳纤维缝合线。化学气相沉积(CVI)致密时,以丙烯为碳源气体,氮气为载气。树脂浸渍碳化(PIP)致密时,原材料为糠酮树脂。
1.2 预制体制备
预制体铺层以[单向无纬布+网胎]形成基本结构单元,后采用[0/45/90/−45]s的准各向同性对称铺层排列方式,叠层铺放形成预制体结构。采用Tufting缝合机器人以簇绒缝合方式在铺层厚度方向引入长连续纤维,缝合密度为 7 st/cm2,完成预制体制备。针刺时采用完全相同的针刺密度、刺针类型与下针深度,通过是否引入针刺工艺、是否含有网胎、改变针刺时机,制备了4种结构缝合预制体,预制体类型见表1。
1.3 C/C复合材料制备
CVI工艺部分,使用丙烯气体作为前驱体,氮气作为载体和稀释气体,采用均热法CVI工艺进行缝合C/C致密,控制沉积温度为900℃,控制高温处理温度为
1800 ℃,最终制得的缝合C/C复合材料密度为(1.55~1.60) g/cm3,密度通过质量与体积之比计算得出,制备工艺路线见图4。表 1 缝合预制体结构类型Table 1. Structure of tufted preformsNumber Forming method of preforms Layup type A Laying up + Integral tufting Non-woven carbon fabrics + Carbon fiber mesh felts B C Laying up + Integral tufting Non-woven carbon fabrics D Laying up + Layer by layer needling+ Integral tufting Non-woven carbon fabrics + Carbon fiber mesh felts E Laying up + Cycle by cycle needling + Integral tufting Non-woven carbon fabrics + Carbon fiber mesh felts ![]() 图 4 缝合C/C的化学气相沉积(CVI)制备工艺流程Figure 4. Chemical vapor deposition (CVI) preparation process of tufted C/C
图 4 缝合C/C的化学气相沉积(CVI)制备工艺流程Figure 4. Chemical vapor deposition (CVI) preparation process of tufted C/C设置对照实验,在均热法CVI沉积复合材料坯体密度大于1.20 g/cm3时,进行1周期糠酮树脂浸渍碳化复合增密工艺过程。浸渍时在2 MPa的压力下浸渍保压6 h,待浸渍完全后排除反应釜内多余树脂进行固化,完成后取出样品置于真空炉中,于900℃下进行碳化处理,之后进行
1800 ℃高温处理,并继续通过CVI沉积至复合材料密度为(1.55~1.60) g/cm3,具体工艺路线见图5。制备各种类型C/C复合材料最终密度如表2所示。![]() 图 5 缝合C/C的CVI+树脂浸渍碳化(PIP)制备工艺流程Figure 5. CVI +Resin impregnated carbonization (PIP) preparation process of tufted C/C表 2 缝合C/C复合材料的密度Table 2. Density of tufted C/C preforms
图 5 缝合C/C的CVI+树脂浸渍碳化(PIP)制备工艺流程Figure 5. CVI +Resin impregnated carbonization (PIP) preparation process of tufted C/C表 2 缝合C/C复合材料的密度Table 2. Density of tufted C/C preformsNumber Density of preforms/(g·cm−3) Density of composite/(g·cm−3) Preparation method A 0.578 1.55 CVI B 0.578 1.56 CVI+PIP C 0.792 1.58 CVI D 0.653 1.58 CVI E 0.575 1.57 CVI 1.4 性能测试与微观结构表征
采用INSTRON-5500R型万能试验机对缝合C/C复合材料拉伸性能进行测试,拉伸、三点弯曲、水平剪切参照标准Q/QJA207-2014执行。拉伸、三点弯曲、水平剪切试样长度方向与预制体0°纤维铺层方向一致。
采用JEOL JSM-6460LV型扫描电子显微镜观察材料微观形貌与断口形貌,孔隙率及孔径分布测试通过压汞法测定。
2. 结果与讨论
2.1 预制体结构参数对纤维体积含量的影响
图6所示为缝合预制体宏观形貌,图6(a)为缝合网胎形貌,缝合线穿过网胎纤维,针脚排布整齐,缝合线针脚周围无明显孔隙。图6(b)为缝合无纬布形貌,缝合线穿过无纬布纤维,缝合针脚排布整齐,缝合线对无纬布纤维有“挤开”作用,缝合线周围沿无纬布轴向存在周期性排列的“梭形”孔隙[18]。
图7所示为缝合预制体截面形貌,缝合线沿材料厚度方向穿过预制体,在预制体上端留下“V”型孔隙,并在缝合通道内引入2股缝合纤维。
表3为计算所得的Tufting缝合预制体纤维体积含量。A、B为同一块预制体裁切所得,预制体密度与纤维体积含量相同。C铺层缝合结构因不含网胎,因此具有最高的预制体密度与纤维体积含量。D、E预制体在缝合前进行了预针刺,D针刺密度为E针刺密度4倍,由于针刺过程的Z向压实作用,使D预制体层间密度达到了17层/cm,相较于E预制体的15层/cm,引入了更多的碳布纤维于网胎纤维,因此密度比E高约0.08 g/cm3。E针刺过程只起到了固定铺层纤维的作用,缝合后预制体密度与具有相同缝合密度的A预制体密度与各向纤维体积含量相近。
表 3 缝合预制体纤维体积含量Table 3. Fiber volume content of tufted preformsNumber Fiber volume
fraction/vol%Fiber volume content
of mesh felt/vol%Z-direction
fiber content/%XY-direction
fiber content/%Density of
preforms/(g·cm–3)A 32.11 4.23 1.23 26.66 0.578 B C 44 0 1.23 42.77 0.792 D 36.28 4.77 1.23 30.27 0.653 E 31.94 4.20 1.23 26.51 0.575 2.2 基体类型对缝合C/C复合材料力学性能的影响
基体类型对缝合C/C复合材料力学性能的影响如表4所示。随着树脂碳基体的引入,缝合C/C复合材料的拉伸模量与拉伸强度分别降低17.13%与13.37%,弯曲模量、强度分别提高12.40%和31.55%,层间剪切强度提升21.51%。
表 4 A-C/C与B-C/C的力学性能对比Table 4. Comparison of mechanical properties between A-C/C and B-C/CNumber Tensile modulus/GPa Tensile strength/MPa Flexural modulus/GPa Flexural strength/MPa Shear strength/MPa A-C/C 42.73 82.40 17.57 95.53 9.95 B-C/C 35.41 71.38 19.75 125.67 12.09 采用压汞法分别对A-C/C、B-C/C试样孔隙率进行了测试,采用CVI致密的A-C/C孔隙率为19.83%,大于采用CVI+PIP致密的B-C/C孔隙率12.13%。糠酮树脂碳是一种多闭孔结构的低密度碳材料,密度约(1.35~1.40) g/cm3,压缩强度约33.9 MPa[19]。相比于光滑层热解碳密度约2.00 g/cm3,糠酮树脂碳密度更小,因此B-C/C虽与A-C/C最终密度相近,但孔隙率却更低。
缝合结构织物具有纤维束内孔隙较小、碳布层间及纤维束间孔隙较大的结构特征,这种孔隙结构直接影响着材料的致密化行为[20]。两种材料孔径分布如图8所示,A-C/C试样孔隙孔径主要集中在10~100 μm范围内,而B-C/C试样孔隙孔径主要集中于10~50 μm范围内,当C/C复合材料孔隙孔径小于50 μm时,两种C/C复合材料孔径分布基本一致。对于CVI致密过程来说,热解碳围绕纤维生长,优先填充纤维之间的微孔,而纤维束和纤维层间的大孔则较难填满,因此制备的 C/C 复合材料中存在一定数量的层间孔和缝合孔[21]。B-C/C相较于A-C/C,增加了一周期糠酮树脂浸渍-碳化致密,结合图8所示的两种试样孔径分布,说明该致密工艺可对缝合C/C碳布层间及纤维束间50~100 μm范围的较大孔隙有效填充。
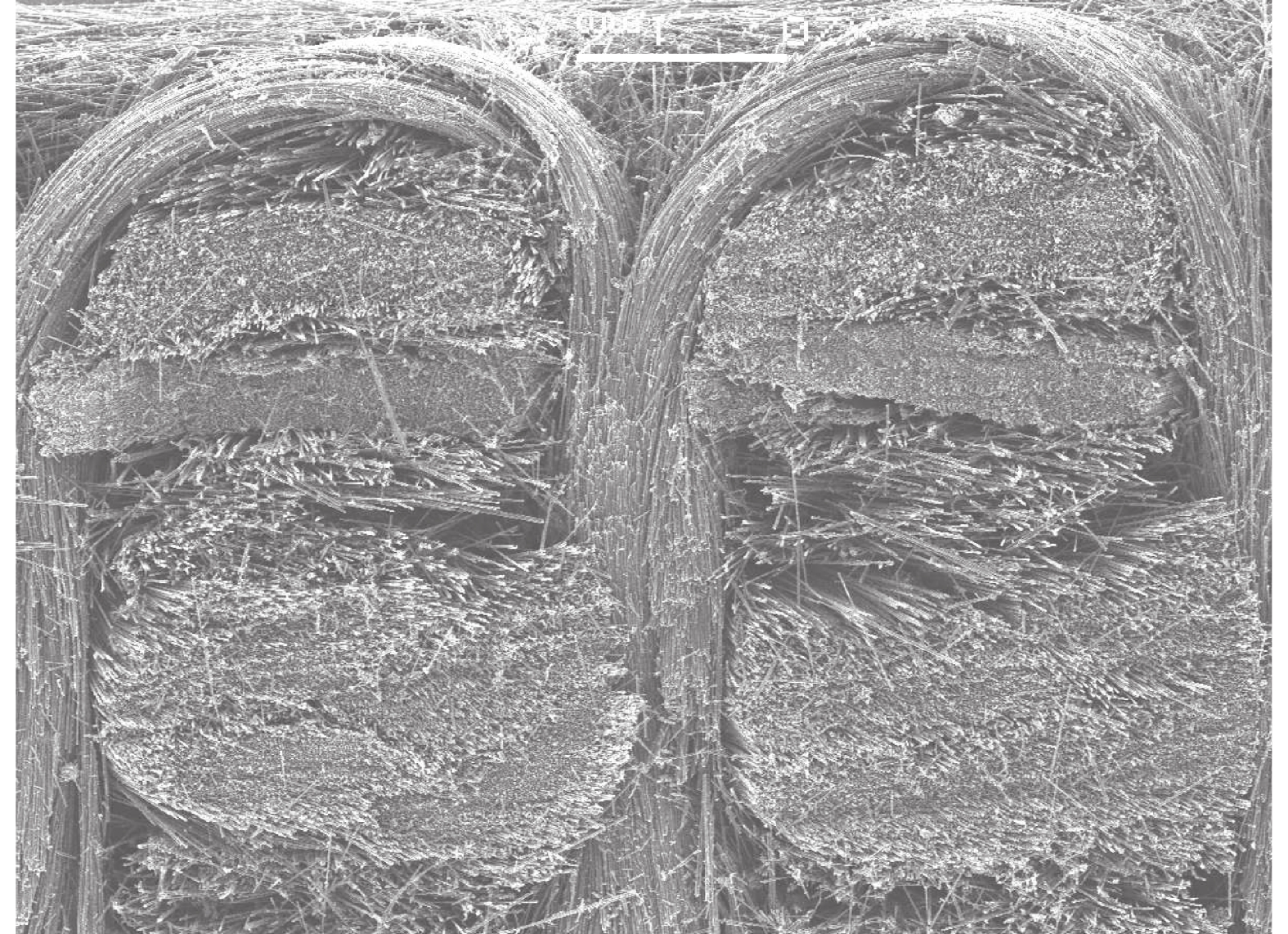
图9所示为A-C/C与B-C/C拉伸试样面内拉伸断口形貌,热解碳基体对碳纤维及纤维束紧密包裹,纤维束内与纤维束间并未发现树脂碳基体。A-C/C与B-C/C拉伸试样断口形貌类似,均表现出采用CVI工艺方法致密的C/C复合材料碳纤维拔出的典型形貌特征。
![]() 图 9 A-C/C与B-C/C拉伸试样断口形貌Figure 9. Tensile specimen fracture morphology of A-C/C and B-C/C
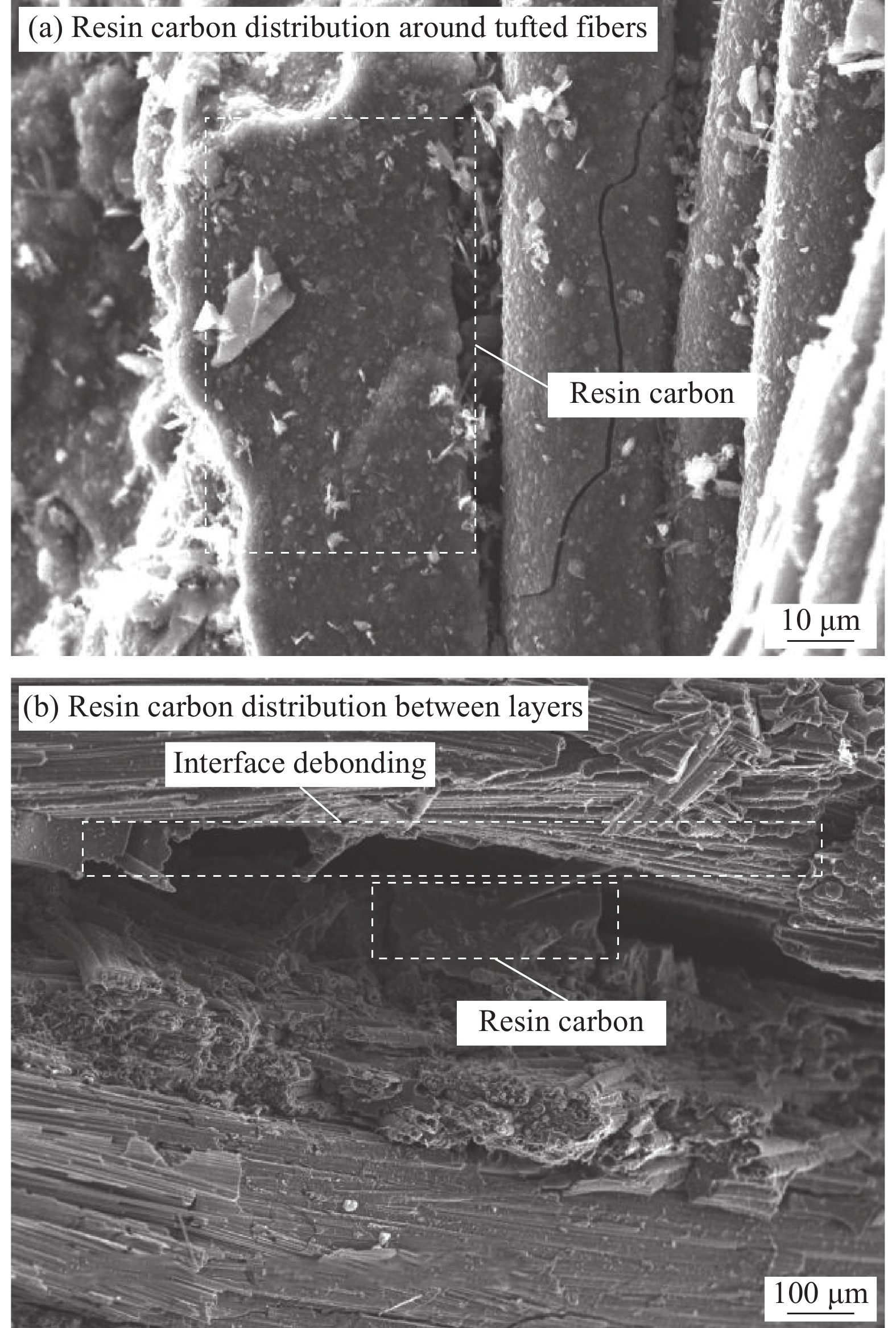
图 9 A-C/C与B-C/C拉伸试样断口形貌Figure 9. Tensile specimen fracture morphology of A-C/C and B-C/C图10所示为B-C/C面内拉伸试样断口形貌,由图10(a)可知,缝合碳纤维与热解碳结合紧密,缝合纤维附近存在树脂碳基体,但树脂碳与热解碳之间存在间隙。树脂碳随着孔隙通道进入预制体内部发生固化以填充内部孔隙,碳化时由于热缩聚效应树脂碳基体会发生体积收缩,使原本的大孔隙被分化为众多小孔隙结构[22]。由图10(b)可知,碳布铺层间同样存在块状树脂碳,B-C/C经糠酮树脂浸渍-碳化后,树脂碳填充了缝合纤维束、碳布铺层间的较大孔隙,与图8孔径分布分析结果相吻合。
B-C/C在拉伸载荷作用下表现出了分层破坏模式。在拉伸载荷作用下,相邻无纬布铺层之间因铺层角度差异引起的弹性模量差异会在铺层间形成剪应力集中,容易在碳布铺层间形成裂纹并扩展,裂纹并未穿过树脂碳基体,而是沿基体界面扩展,使树脂碳无法完全发挥承载能力,导致采用CVI+PIP致密的低孔隙率缝合C/C拉伸强度与模量反而低于CVI致密较高孔隙率的缝合C/C。
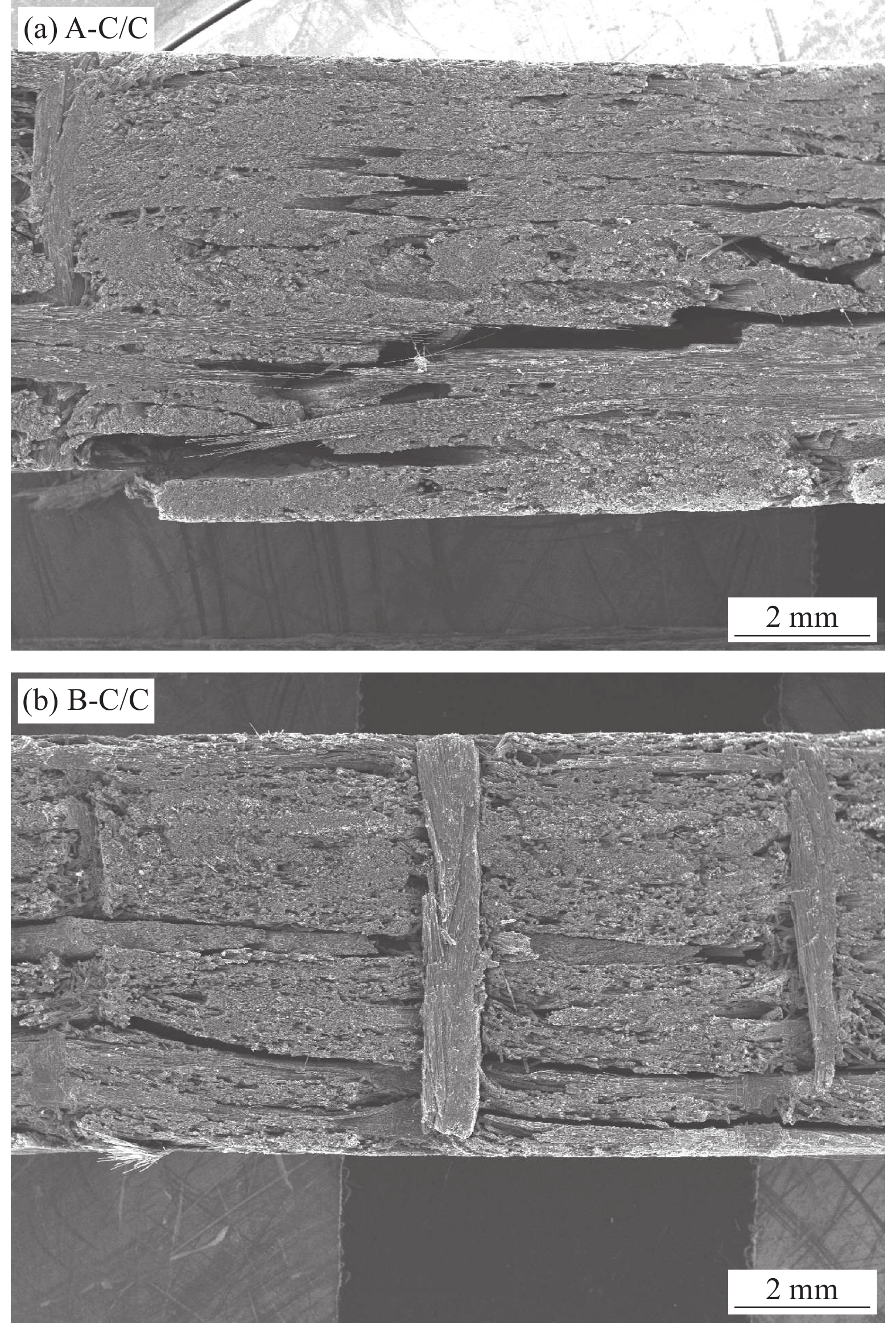
图11所示为A-C/C与B-C/C弯曲破坏试样裂纹扩展形貌。由图可知,A-C/C与B-C/C破坏模式类似,分层破坏与Z向缝合纤维束脱粘是引起破坏的主要原因。对于B-C/C,树脂碳是一种硬碳,具有优异的耐磨性能,可以增加分层破坏过程中相邻铺层间的摩擦,起到抑制分层作用。分布于缝合纤维附近的树脂碳增加了Z向纤维拔出过程中的能量消耗,阻碍了缝合线的拔出。因此,B-C/C相比于A-C/C,具有更高的弯曲强度与层间剪切强度。另一方面,C/C复合材料弯曲强度受孔隙率影响[23]。在弯曲载荷作用下,孔隙等缺陷位置容易成为应力集中点,易于导致复合材料的开裂。B-C/C孔隙率较低,断裂裂纹不易形成,因而具有较高的弯曲强度性能。
2.3 网胎对缝合C/C复合材料力学性能的影响
不含网胎结构的C-C/C力学性能如表5所示。结合表1~表3可知,A-C/C、C-C/C具有相同的铺层结构与缝合密度,最终C/C密度相近,C-C/C因不含网胎,预制体密度与A-C/C相比提升37%。相较于预制体密度较大增幅,拉伸弹性模量、拉伸强度随预制体密度升高仅增加约17%,但不含网胎的C-C/C弯曲强度与剪切强度却降低近50%。
表 5 C-C/C力学性能Table 5. Mechanical properties of C-C/CNumber Tensile modulus/GPa Tensile strength/MPa Flexural modulus/GPa Flexural strength/MPa Shear strength/MPa C-C/C 37.35 95.50 7.75 43.14 5.39 分层是导致缝合C/C复合材料在弯曲与层间剪切载荷作用下发生破坏的主要模式[24]。相邻无纬布铺层之间存在弹性模量的差异,根据胡克定律,这种弹性模量的差异在外加载荷的作用下,则表现为相邻铺层在相同的应变下会产生不同的应力,相邻铺层之间应力的差异会在层间基体处产生剪应力。对于A-C/C来说,无纬布铺层之间存在各向同性的碳纤维网胎,形成了“硬-软-硬”仿生结构,邻层之间的应力差异在网胎层得到了缓解和过渡,削弱了碳布层间剪应力集中导致的分层破坏现象。对于C-C/C来说,相C-C/C厚度方向无纬布铺层密度约为23层/cm,远高于A-C/C的15层/cm,拥有更多的层间结构,这使相邻无纬布铺层之间因铺层角度差异引起的弹性模量差异更显著,加剧了相邻铺层在协同应变变形作用下的剪应力集中。另一方面,C-C/C较低的热解碳含量也使这种层间剪切应力集中表现的更显著,最终导致高密度缝合C/C弯曲与剪切强度反而大幅降低。
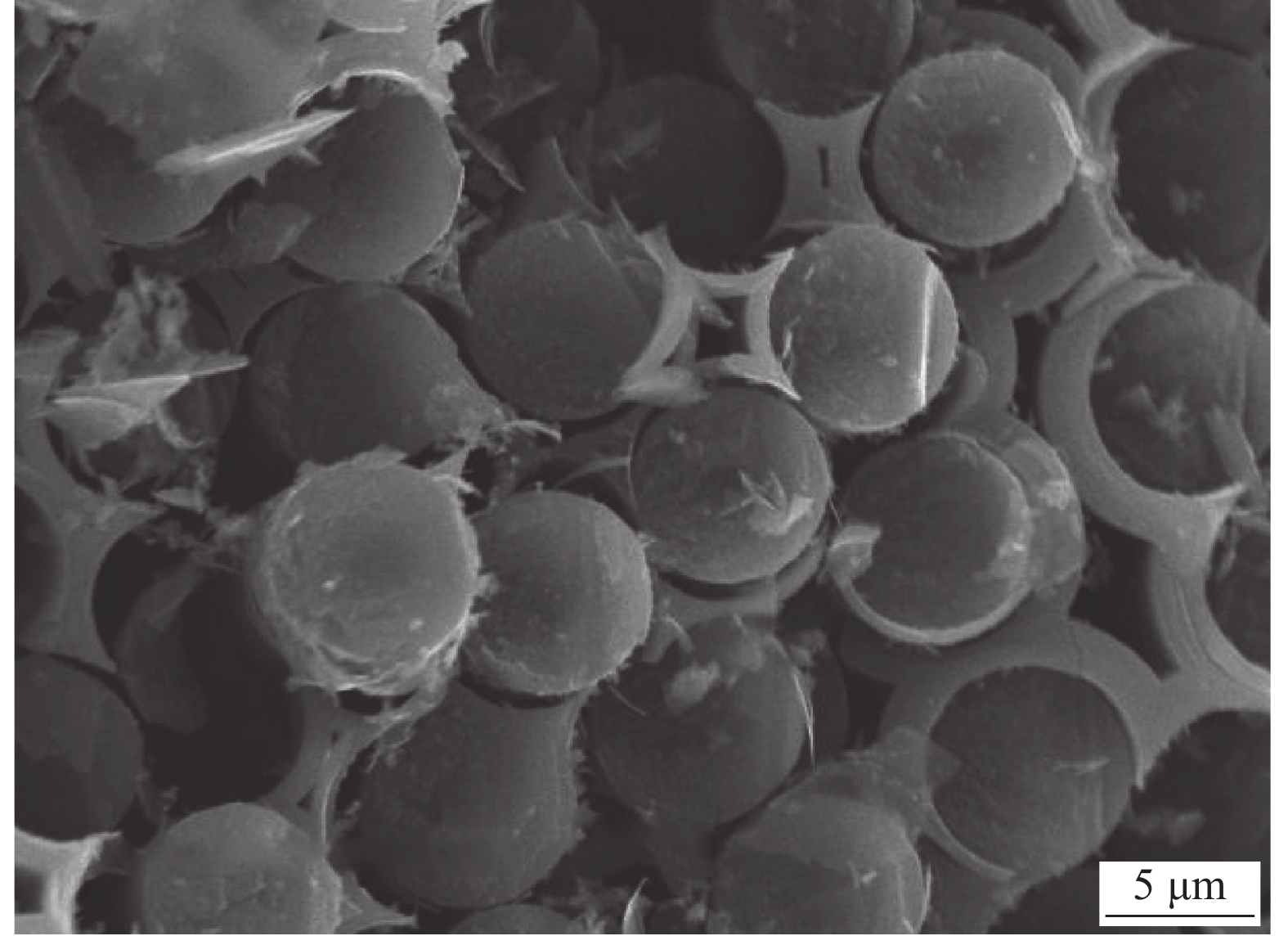
图12所示为C-C/C拉伸断口形貌,热解碳基体对碳纤维及纤维束紧密包裹。高纤维体积含量的C-C/C拉伸强度与模量并未随预制体密度的大幅增加而表现出较高的增幅,其变化规律与复合材料混合定律中模量、强度随纤维提及含量变化规律存在偏差,表明在相同预制体结构与C/C体积密度基本相当情况下,C/C复合材料拉伸强度与模量性能随碳纤维体积含量的提升存在性能拐点。复合材料在承载过程中,外加载荷通过基体及界面传递到增强体纤维上,当基体、界面具有一定强度时,纤维才能充分发挥承载能力,使复合材料表现出高的强度和模量。不含网胎的C-C/C碳纤维表面热解碳厚度约2~3 μm,表明较薄的界面层厚度削弱了高纤维含量预制体的强度发挥率。
2.4 针刺对缝合C/C复合材料力学性能的影响
D-C/C与E-C/C力学性能如表6所示。缝合C/C模量性能随针刺密度的增加而降低,强度性能随针刺密度的增加而增加。
表 6 D-C/C与E-C/C力学性能Table 6. Mechanical properties of D-C/C and E-C/CNumber Tensile modulus/GPa Tensile strength/MPa Flexural modulus/GPa Flexural strength/MPa Shear strength/MPa D-C/C 32.60 91.34 13.70 114.55 16.82 E-C/C 35.26 80.13 20.80 102.63 9.37 图13所示为针刺C/C复合材料细观结构,针刺过程中,刺针除了钩取网胎纤维,面内被约束固定的无纬布纤维也极易被钩断。因此,相比于面内拥有长连续纤维的缝合A-C/C,针刺+缝合的D-C/C、E-C/C拉伸模量较低。A-C/C与E-C/C拉伸、弯曲、剪切强度性能基本相当,这与表3所显示的二者预制体Z向及XY向纤维体积含量水平一致相吻合。
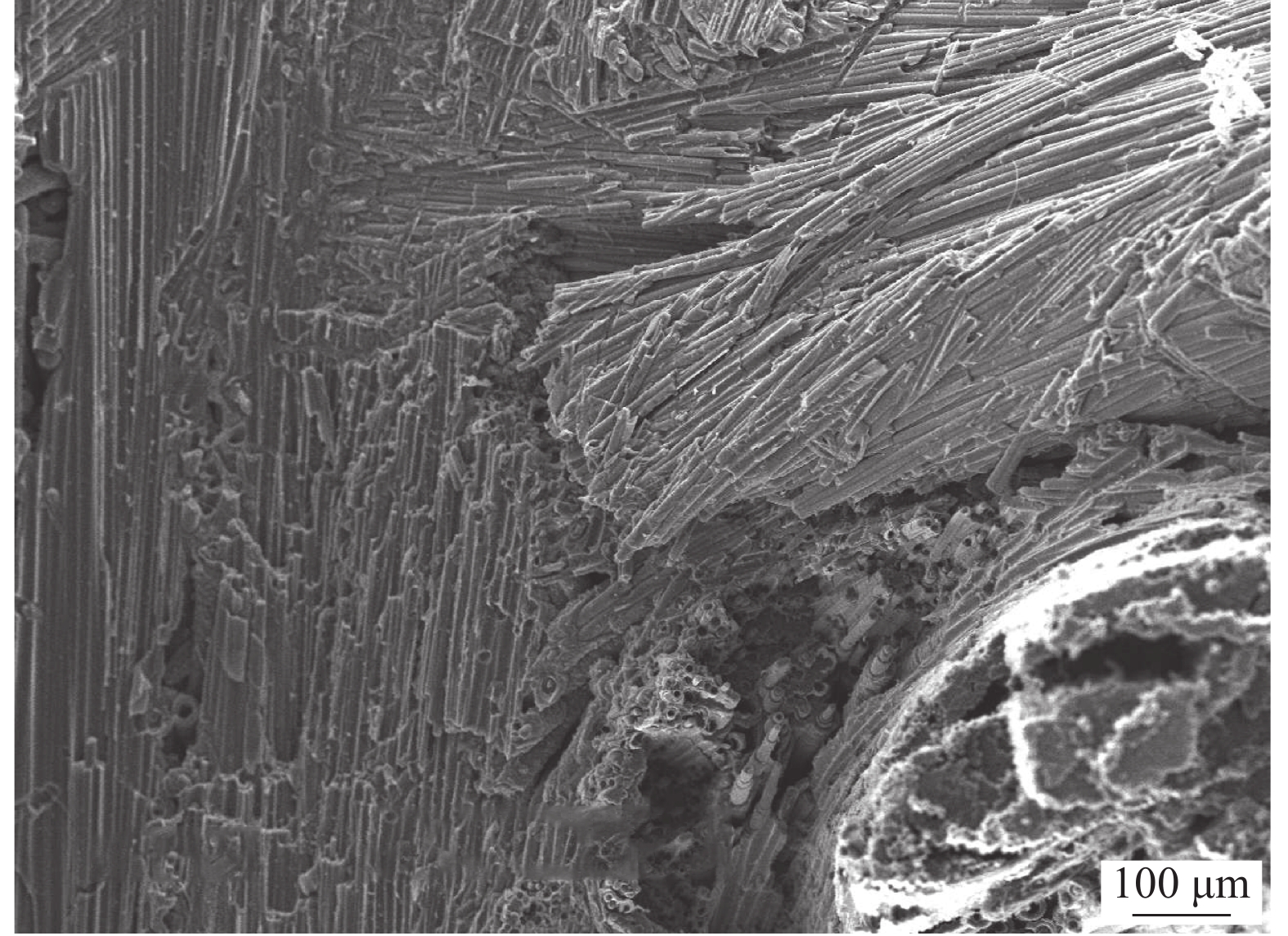
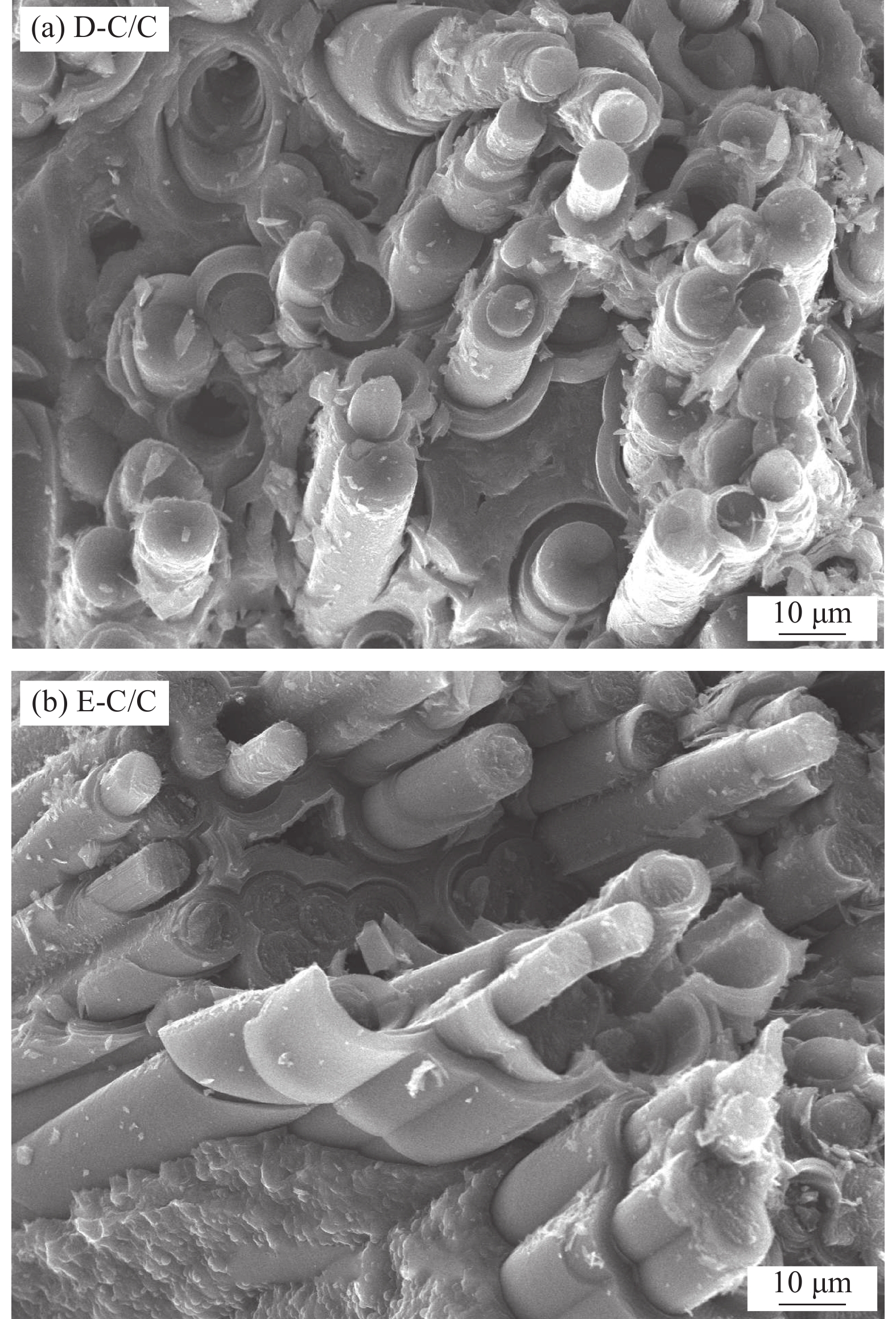
图14所示为D-C/C与E-C/C的拉伸试样断口形貌,D-C/C与E-C/C断口形貌类似,热解碳基体对碳纤维及纤维束紧密包裹,碳纤维均有较长的拔出。针刺过程对预制体有压实作用,有利于预制体密度与纤维体积含量升高。D-C/C、E-C/C具有相同的铺层结构、缝合密度与最终C/C密度,D-C/C因逐层针刺,预制体密度与E-C/C相比提升约14%。由表3可知,D预制体XY向碳布纤维含量相较于E预制体高3.76%,网胎纤维含量高0.57%,网胎纤维含量基本相当,引入更多的XY向碳布纤维是D-C/C力学性能更优的主要原因。
![]() 图 14 D-C/C (a)与E-C/C (b)拉伸试样断口形貌Figure 14. Tensile specimen fracture morphology of D-C/C (a) and E-C/C (b)
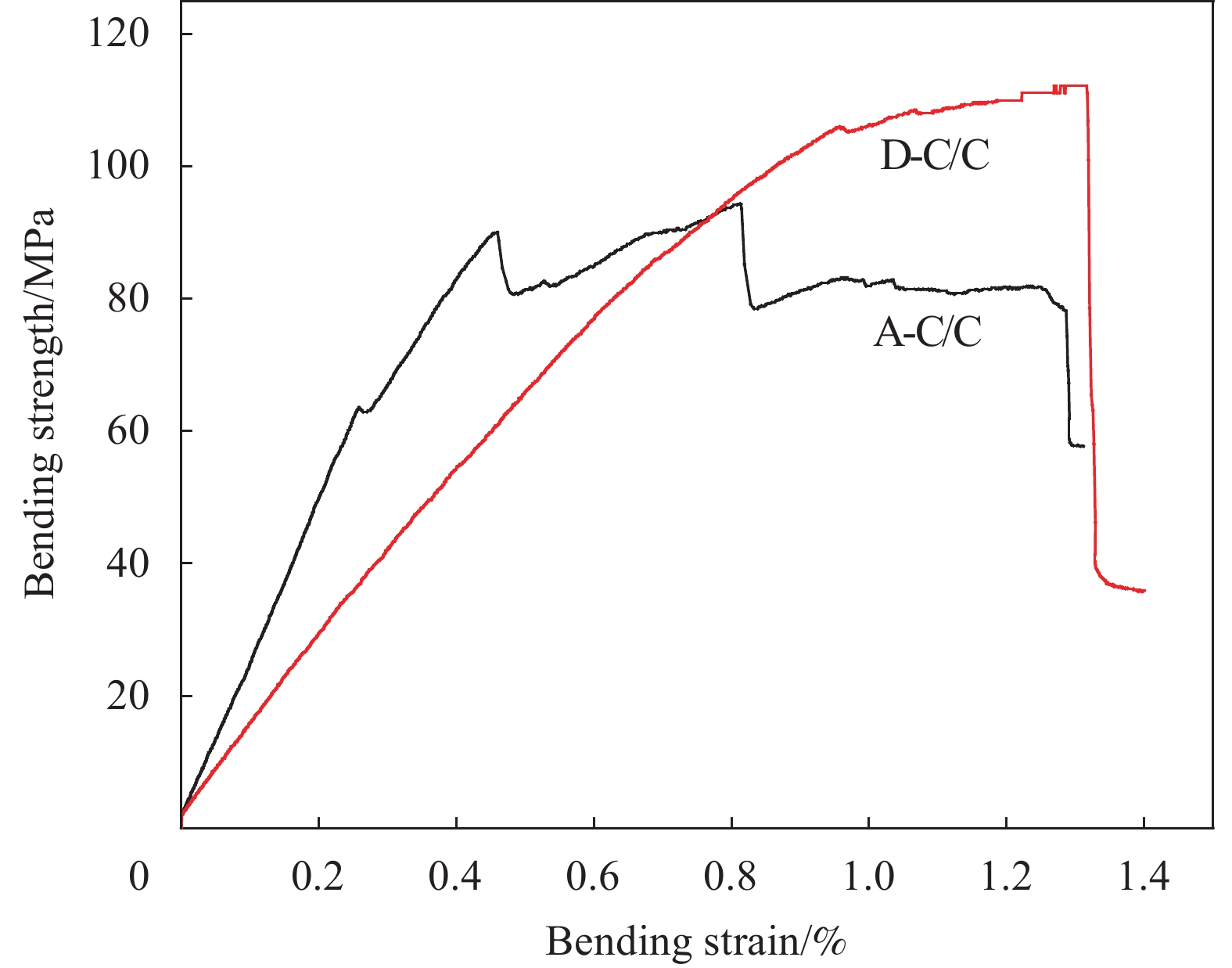
图 14 D-C/C (a)与E-C/C (b)拉伸试样断口形貌Figure 14. Tensile specimen fracture morphology of D-C/C (a) and E-C/C (b)随着针刺工艺的引入,缝合+针刺C/C复合材料断裂模式与缝合C/C复合材料相比发生转变,如图15与图16所示。A-C/C缝合C/C弯曲载荷作用下的应力-应变曲线中可见多个应力峰及平台,复合材料在弯曲载荷作用下表现为“假塑形”断裂。在拉伸载荷下,裂纹起始于基体,沉积在纤维表面的基体碳的裂纹沿基体薄弱环节蔓延,然后进行损伤积累而导致破坏[25]。缝合C/C在弯曲载荷作用下,上表面承受压缩应力发生局部损伤,随着载荷的增加,纤维束所受到的应力沿轴向传递,最外层铺层首先达到铺层断裂应变发生断裂[26]。随着应力的持续增加,当裂纹扩展至内层时裂纹发生偏转[27],断裂层纤维脱粘、拔出,载荷由次外层铺层承担,裂纹沿材料厚度方向继续扩展,在载荷-位移曲线上则表现为多个明显的应力-应变峰。由于各个铺层铺设角度不同,因此不同铺层所能承受最大载荷存在着差异,在载荷-位移曲线上则表现为多个明显的载荷-位移峰,宏观裂纹形貌见图11(a)。
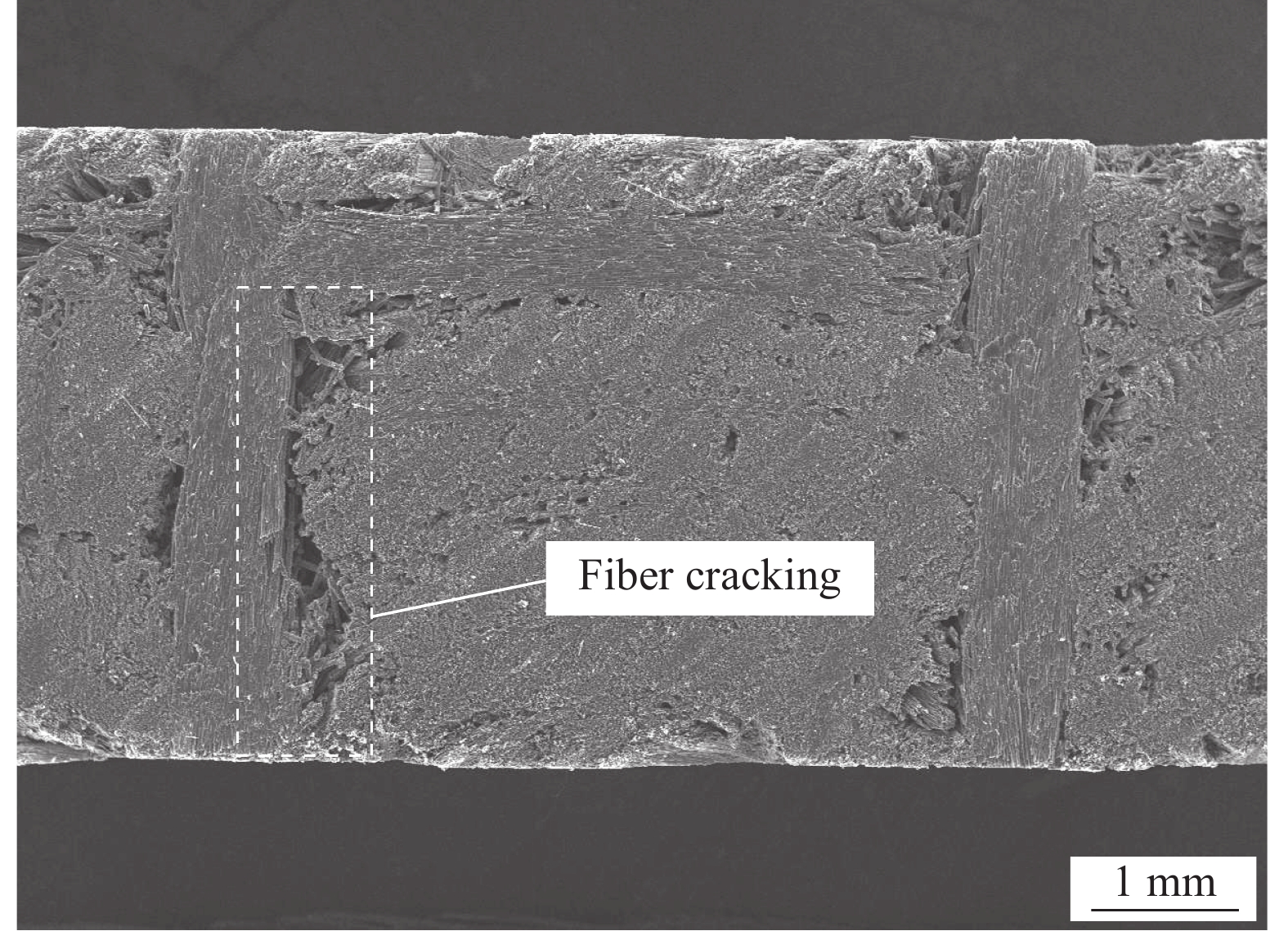
D-C/C在弯曲载荷作用下材料应力随应变线性增加,当材料应力靠近最大值时,应力-应变曲线出现“应力屈服”平台,待载荷增加至材料断裂极限时,材料随即发生断裂。针刺工艺在引入Z向短纤维的同时,会对XY向碳布纤维造成损伤,在增强复合材料层间性能的同时削弱了其面内性能。当裂纹穿过Z向短切纤维时,Z向短切纤维对裂纹“钉扎效应”也会起到抑制分层的作用,有利于弯曲强度、剪切强度的提升。D-C/C在弯曲载荷作用下,当裂纹扩展至内层时,裂纹并未沿铺层间发生偏转,而是缝合线穿过铺层纤维,使材料发生断裂破坏,宏观裂纹形貌见图16。针刺工艺的引入,削弱了缝合C/C复合材料“假塑形”变形能力。
3. 结 论
(1)在完全相同的预制体结构条件下,相比于采取化学气相沉积(CVI)工艺致密C/C复合材料,采取CVI+树脂浸渍碳化(PIP)工艺致密的复合材料孔隙率与采取CVI工艺致密C/C复合材料相比下降38.83%。CVI致密的缝合C/C拉伸模量和拉伸强度更高,CVI+PIP的缝合C/C具有更加优异的层间剪切性能与弯曲性能。
(2)在完全相同的复合致密条件下,高纤维体积含量的无纬布缝合C/C拉伸强度与模量并未随预制体密度的大幅增加而表现出较高的增幅,网胎层的加入对于提高C/C复合材料弯曲、剪切性能有积极的作用。
(3)在完全相同的复合致密条件下,逐层针刺+缝合C/C复合材料强度性能优于缝合C/C复合材料,但因针刺工艺的引入削弱了缝合C/C复合材料的“假塑形”变形能力。
-
![]()
图 4 缝合C/C的化学气相沉积(CVI)制备工艺流程
Figure 4. Chemical vapor deposition (CVI) preparation process of tufted C/C
![]()
图 5 缝合C/C的CVI+树脂浸渍碳化(PIP)制备工艺流程
Figure 5. CVI +Resin impregnated carbonization (PIP) preparation process of tufted C/C
![]()
图 9 A-C/C与B-C/C拉伸试样断口形貌
Figure 9. Tensile specimen fracture morphology of A-C/C and B-C/C
![]()
图 14 D-C/C (a)与E-C/C (b)拉伸试样断口形貌
Figure 14. Tensile specimen fracture morphology of D-C/C (a) and E-C/C (b)
表 1 缝合预制体结构类型
Table 1 Structure of tufted preforms
Number Forming method of preforms Layup type A Laying up + Integral tufting Non-woven carbon fabrics + Carbon fiber mesh felts B C Laying up + Integral tufting Non-woven carbon fabrics D Laying up + Layer by layer needling+ Integral tufting Non-woven carbon fabrics + Carbon fiber mesh felts E Laying up + Cycle by cycle needling + Integral tufting Non-woven carbon fabrics + Carbon fiber mesh felts  下载: 导出CSV
下载: 导出CSV
表 2 缝合C/C复合材料的密度
Table 2 Density of tufted C/C preforms
Number Density of preforms/(g·cm−3) Density of composite/(g·cm−3) Preparation method A 0.578 1.55 CVI B 0.578 1.56 CVI+PIP C 0.792 1.58 CVI D 0.653 1.58 CVI E 0.575 1.57 CVI
下载: 导出CSV
表 3 缝合预制体纤维体积含量
Table 3 Fiber volume content of tufted preforms
Number Fiber volume
fraction/vol%Fiber volume content
of mesh felt/vol%Z-direction
fiber content/%XY-direction
fiber content/%Density of
preforms/(g·cm–3)A 32.11 4.23 1.23 26.66 0.578 B C 44 0 1.23 42.77 0.792 D 36.28 4.77 1.23 30.27 0.653 E 31.94 4.20 1.23 26.51 0.575
下载: 导出CSV
表 4 A-C/C与B-C/C的力学性能对比
Table 4 Comparison of mechanical properties between A-C/C and B-C/C
Number Tensile modulus/GPa Tensile strength/MPa Flexural modulus/GPa Flexural strength/MPa Shear strength/MPa A-C/C 42.73 82.40 17.57 95.53 9.95 B-C/C 35.41 71.38 19.75 125.67 12.09
下载: 导出CSV
表 5 C-C/C力学性能
Table 5 Mechanical properties of C-C/C
Number Tensile modulus/GPa Tensile strength/MPa Flexural modulus/GPa Flexural strength/MPa Shear strength/MPa C-C/C 37.35 95.50 7.75 43.14 5.39
下载: 导出CSV
表 6 D-C/C与E-C/C力学性能
Table 6 Mechanical properties of D-C/C and E-C/C
Number Tensile modulus/GPa Tensile strength/MPa Flexural modulus/GPa Flexural strength/MPa Shear strength/MPa D-C/C 32.60 91.34 13.70 114.55 16.82 E-C/C 35.26 80.13 20.80 102.63 9.37
下载: 导出CSV
-
[1] 杜善义. 先进复合材料与航空航天[I]. 复合材料学报, 2007, 24(1): l-12. DU Shanyi. Advanced composite materials and aerospace engineering[J]. Acta Materiae Compositae Sinica, 2007, 24(1): 1-12(in Chinese).
[2] 李贺军. 碳/碳复合材料[J]. 新型碳材料, 2001, 16(2): 79-80. LI Hejun. Carbon/carbon composites[J]. New Carbon Materials, 2001, 16(2): 79-80 (in Chinese).
[3] 苏君明, 周绍建, 李瑞珍, 等. 工程应用C/C复合材料的性能分析与展望[J]. 新型碳材料, 2015(2): 106-114. SU Junming, ZHOU Shaojian, LI Ruizhen, et al. A review of carbon-carbon composites for engineering applications[J]. New Carbon Materials, 2015(2): 106-114(in Chinese).
[4] 李耿, 王周成, 生志斐, 等. C/C扩张段典型连接结构热应力对比分析及试验研究[J]. 固体火箭技术, 2017, 40(3): 289-294. DOI: 10.7673/j.issn.1006-2793.2017.03.004 LI Geng, WANG Zhoucheng, SHENG Zhifei, et al. Comparative analysis of thermal stress and test research for C/C divergent section with typical connecting structure[J]. Journal of Solid Rocket Technology, 2017, 40(3): 289-294(in Chinese). DOI: 10.7673/j.issn.1006-2793.2017.03.004
[5] LANCOMBE A, LACOSTE M, PICHON T. 3D novoltex and naxeco sepcarb carbon-carbon nozzle extensions[R]. AIAA-2008-5236
[6] ALAIN L. High temperature composite nozzle extensions: A mature and efficient technology to improve upper stage liquid rocket engine performance. AIAA, 2007: 2007-5470.
[7] 查柏林, 高勇, 王金金, 等. C/C复合材料在超声速富氧烧蚀环境下的烧蚀试验方法研究[J]. 固体火箭技术, 2024, 47(1): 87-98. DOI: 10.7673/j.issn.1006-2793.2024.01.011 ZHA Bailin, GAO Yong, WANG Jinjin, et al. Ablation test method for C/C composites in supersonic oxygen-enriched ablation environment[J]. Journal of Solid Rocket Technology, 2024, 47(1): 87-98(in Chinese). DOI: 10.7673/j.issn.1006-2793.2024.01.011
[8] 白侠, 李辅安, 李崇俊, 等. 纤维单向缠绕制备C/C扩张段成型技术[J]. 宇航材料工艺, 2008, 38(4): 63-65, 69. DOI: 10.3969/j.issn.1007-2330.2008.04.016 BAI Xia, LI Fu'an, LI Chongjun, et al. Molding technology of new C/C divergent section[J]. Aerospace Materials & Technology, 2008, 38(4): 63-65, 69(in Chinese). DOI: 10.3969/j.issn.1007-2330.2008.04.016
[9] 刘苏骅, 李崇俊, 嵇阿琳. Tufting缝合复合材料预制体的成型与研究进展[J]. 航空制造技术, 2017(14): 88-92, 96. LIU Suhua, LI Chongjun, JI A'lin. Manufacture and advances of tufting composite preform[J]. Aeronautical Manufacturing Technology, 2017(14): 88-92, 96(in Chinese).
[10] MOURITZ A P, BANNISTER M K, FALZON P J, et al. Review of applications for advanced three-fibre textile composites[J]. Composites Part A: Applied Science & Manufacturing, 1999, 30(12): 1445-1461.
[11] SICKINGER C, HERRMANN A S, SICKINGER C, et al. Structural stitching as a method to design high performance composites in future [C]. International Techtextil-Symposium for Technical Textiles, Nonwovens and Textile-Reinforced Materials. Germany. 2001.
[12] ING D, WITTING J. Recent development in robotic stitching technology for textile structural composites[J]. JTATM, 2001, 2(1): 1-8.
[13] GRUNDMANN T, GRIES T, KORDI M T, et al. Robot-supported joining of reinforcement textiles with one-sided sewing heads[J]. Technical Textiles, 2006, 49(4): 200.
[14] HAWLEY A V. Preliminary design of an advanced technology composite wing for a transport aircraft [C]. Proceedings of the 53rd Annual Conference, Society of Allied Weight Engineers (SAWE). Long Beach: 1994, 23-25.
[15] THURM T. Applications of one-sided stitching techniques for resin infusion preforms and structures[J]. Sampe Journal, 2005, 41(1): 64-67.
[16] TREIBER, JOHANNES W G. Performance of tufted carbin fibre/epoxy composites[J]. Cranfield University, 2011.
[17] DELL’ANNO G, GIUSEPPE. Effect of tufting on the mechanical behaviour of carbon fabric/epoxy composites[J]. Cranfield University, 200730.
[18] 李新涛, 赵高文, 许正辉, 等. 缝合结构C/C复合材料的制备及组织[J]. 宇航材料工艺, 2011, 41(1): 58-60, 65. DOI: 10.3969/j.issn.1007-2330.2011.01.014 LI Xintao, ZHAO Gaowen, XU Zhenghui, et al. Fabrication and microstructures of stitched C/C composites[J]. Aerospace Materials & Technology, 2011, 41(1): 58-60, 65(in Chinese). DOI: 10.3969/j.issn.1007-2330.2011.01.014
[19] 周红英, 张晓虎, 邹武, 等. 糠酮树脂碳及其碳/碳复合材料微观结构与性能研究[J]. 固体火箭技术, 2007, 30(3): 260-263. DOI: 10.3969/j.issn.1006-2793.2007.03.019 ZHOU Hongying, ZHANG Xiaohu, ZOU Wu, et al. Study on microstructure and performance of FA resin carbon and FA resin matrix carbon-carbon composites[J]. Journal of Solid Rocket Technology, 2007, 30(3): 260-263 (in Chinese). DOI: 10.3969/j.issn.1006-2793.2007.03.019
[20] 王春敏, 董娟, 董孚允. 缝合复合材料的力学性能[J]. 纤维复合材料, 2002, 18(1): 18-22. DOI: 10.3969/j.issn.1003-6423.2002.01.006 WANG Chunmin, DONG Juan, DONG Fuyun. Mechanical properties of stitched composites[J]. Fiber Composites, 2002, 18(1): 18-22(in Chinese). DOI: 10.3969/j.issn.1003-6423.2002.01.006
[21] TANG S F, ZHOU X M, DENG J Y, et al. The preparation of 2D C/C composites by chemical vapor infiltra-tion[J]. New Carbon Materials, 2005, 20(2): 139-143.
[22] 陶洋, 李存静, 逄增媛, 等. 展宽布/网胎针刺C/C复合材料制备及力学性能[J]. 复合材料学报, 2024, 41(4): 1934-1944. TAO Yang, LI Cunjing, PANG Zengyuan, et al. Preparation and mechanical properties of spreading cloth/carbon fiber felt needled C/C composites[J]. Acta Materiae Compositae Sinica, 2024, 41(4): 1934-1944(in Chinese).
[23] 熊翔, 黄伯云, 李江鸿, 等. 准三维C/C复合材料的弯曲性能及其破坏机理[J]. 航空材料学报, 2006, 26(4): 88-91. XIONG Xiang, HUANG Baiyun, LI Jianghong, et al. Bending property and fracture mechanism of quasi-3D C/C composites[J]. Journal of Aeronautical Materials, 2006, 26(4): 88-91(in Chinese).
[24] 刘宇峰, 李同起, 冯志海, 等. 薄层化碳布缝合碳/碳复合材料制备与性能[J]. 复合材料学报, 2021, 38(4): 1210-1222. LIU Yufeng, LI Tongqi, FENG Zhihai, et al. Preparation and properties of spreading carbon cloth stitched C/C composite[J]. Acta Materiae Compositae Sinica, 2021, 38(4): 1210-1222 (in Chinese).
[25] 李艳, 崔红, 王斌, 等. 致密化工艺对厚壁针刺 C/C 复合材料性能的影响[J]. 复合材料学报, 2017, 34(10): 2337-2343. LI Yan, CUI Hong, WANG Bin, et al. Effect of densify-cation methods on properties of thick-wall needled C/C composites[J]. Acta Materiae Compositae Sinica, 2017, 34(10): 2337-2343 (in Chinese).
[26] XU H, LI L, LI G, et al. In situ characterization of the flexu-ral behavior and failure mechanism of 2D needle-punched carbon/carbon composites by digital image correlation[J]. Journal of Materials Science, 2022, 57(24): 11077-11091. DOI: 10.1007/s10853-022-07272-y
[27] 卢雪峰, 张洁, 钱坤, 等. 密度梯度变化预制体对 C/C 复合材料结 构 和 力 学 性 能 的 影响[J]. 化 工 新 型 材 料, 2015, 43(8): 160-162. LU Xuefeng, ZHANG Jie, QIAN Kun, et al. Effect of carbon fiber preform with variable density on the structure and mechanical property of C/C composites[J]. New Chemical Materials, 2015, 43(8): 160-162(in Chinese).
-
其他相关附件
-
目的
基于薄壁C/C复合材料对碳纤维预制体结构的精细化设计需求,本文采用Tufting缝合机器人研制碳纤维缝合预制体,通过改变预制体结构与致密化方式,制备具有不同结构的缝合C/C复合材料,探讨预制体结构、基体结构对缝合C/C复合材料力学性能影响规律。
方法研究预制体结构对缝合C/C复合材料力学性能影响规律时,通过是否引入针刺工艺、是否含有网胎、改变针刺时机,制备了4种结构缝合预制体。采用均热法CVI工艺进行缝合C/C致密,控制沉积温度为900℃,控制高温处理温度为1800℃,最终制得的缝合C/C复合材料密度为(1.55~1.60)g/cm。研究基体结构对缝合C/C复合材料力学性能影响规律时,设置对照实验,在均热法CVI沉积复合材料坯体密度大于1.20 g/cm时,进行1周期糠酮树脂浸渍碳化复合增密工艺过程,之后进行1800℃高温处理,并继续通过CVI沉积至复合材料密度为(1.55~1.60)g/cm。采用INSTRON-5500R型万能试验机对缝合C/C复合材料拉伸性能进行测试,拉伸、三点弯曲、水平剪切参照标准Q/QJA207-2014执行。
结果①基体类型对缝合C/C复合材料力学性能的影响:随着树脂碳基体的引入,缝合C/C复合材料的拉伸强度降低13.37%,弯曲强度提高31.55%,层间剪切强度较提升21.51%。分布于缝合纤维附近的树脂碳增加了Z向纤维拔出过程中的能量消耗,阻碍了缝合线的拔出,且树脂炭引入后缝合C/C孔隙率降低38.83%,断裂裂纹不易形成,因此树脂炭基体的引入提高了缝合C/C复合材料的弯曲与层间剪切性能。②网胎对缝合C/C复合材料力学性能的影响:预制体去除网胎后密度提升37%,相较于预制体密度较大增幅,拉伸弹性模量、拉伸强度随预制体密度升高仅增加约17%,但不含网胎的C/C复合材料弯曲强度与剪切强度却降低近50%。分层是导致缝合C/C复合材料在弯曲与层间剪切载荷作用下发生破坏的主要模式,无纬布铺层之间存在各向同性的炭纤维网胎,形成了“硬-软-硬”仿生结构,邻层之间的应力差异在网胎层得到了缓解和过渡,削弱了碳布层间剪应力集中导致的分层破坏现象。③针刺对缝合C/C复合材料力学性能的影响:缝合C/C模量性能随针刺密度的增加而降低,强度性能随针刺密度的增加而增加。随着针刺工艺的引入,缝合+针刺C/C复合材料断裂模式与缝合C/C复合材料相比发生转变,针刺工艺的引入,削弱了缝合C/C复合材料“假塑形”变形能力。
结论在完全相同的预制体结构条件下,采用化学气相沉积工艺致密的缝合C/C拉伸模量和拉伸强度更高,采用化学气相沉积+糠酮树脂浸渍碳化工艺制备的缝合C/C具有更加优异的层间剪切性能与弯曲性能。在完全相同的复合致密条件下,网胎层的加入对于提高C/C复合材料弯曲、剪切性能有积极的作用,逐层针刺+缝合C/C复合材料强度性能优于缝合C/C复合材料,但因针刺工艺的引入削弱了缝合C/C复合材料的“假塑形”变形能力。
-
C/C复合材料作为一种轻质、高强、抗烧蚀的结构功能一体化材料,应用于C/C扩张段、延伸喷管等领域可大幅减轻发动机消极质量,提高发动机比冲和可靠性。C/C扩张段使用过程中需要承受内压载荷与超高温、超音速二相流粒子冲刷的苛刻工况,其大尺寸、异型、薄壁特征使得在极其有限的厚度范围内仅包含1~2个完整的铺层结构单元,因此需要对碳纤维预制体结构进行精细化设计,以满足复杂力、热、烧蚀耦合多目标需求并保证结构可靠性。
采用Tufting缝合机器人研制碳纤维缝合预制体,通过改变预制体结构与致密化方式,制备具有不同结构的缝合C/C复合材料,探讨预制体结构、基体结构对缝合C/C复合材料力学性能影响规律。研究基体类型、网胎引入、针刺工艺等对缝合C/C复合材料力学性能的影响规律,并探讨力学性能影响机理。结果表明:在完全相同的预制体结构条件下,CVI致密的缝合C/C拉伸模量和拉伸强度更高,CVI+PIP的缝合C/C具有更加优异的层间剪切性能与弯曲性能。在完全相同的复合致密条件下,网胎层的加入对于提高C/C复合材料弯曲、剪切性能有积极的作用,针刺+缝合C/C复合材料强度性能优于缝合C/C复合材料,但因针刺工艺的引入削弱了缝合C/C复合材料的“假塑形”变形能力。
基体类型对缝合C/C复合材料力学性能的影响
(a)不同基体类型缝合C/C力学性能对比(b)树脂碳对缝合C/C裂纹扩展的影响 







计量
- 文章访问数: 164
- HTML全文浏览量: 85
- PDF下载量: 13
