

Defects in additive manufacturing of fiber-reinforced composites: Research progress on formation causes and online monitoring
-
摘要:
纤维增强树脂基复合材料(FRC)因其高比强度、耐腐蚀和低成本等优异特性而被广泛应用于航空航天、轨道交通、风电能源等领域。然而,复合材料在成型过程中会发生复杂的物理与化学变化,不可避免地会产生内部缺陷;特别是在增材制造(AM)过程中,快速的升温-降温循环进一步增加了缺陷形成的概率。因此,成形缺陷与在线监测的研究对于提高纤维增强复合材料增材制造的质量具有重要意义。本文总结了复合材料树脂基体中残余应力、孔洞缺陷、富树脂缺陷以及界面缺陷的形成机制,分析了上述缺陷对于复合材料宏观力学性能的影响,探明了各类缺陷的微观成因。继而结合缺陷的形成原因归纳了基于光纤布拉格光栅传感器、应变和位移传感器、声发射技术和热力学监测的在线监测技术,对其技术特点、应用案例及局限性展开了深入讨论,以期为相关的科学研究提供参考和借鉴。
Abstract:Fiber-reinforced resin matrix composites (FRC) are extensively utilized in sectors such as aerospace, rail transportation, and wind energy due to their exceptional properties, including high specific strength, corrosion resistance, and cost-effectiveness. However, during the molding process, these composites undergo complex physical and chemical transformations that inevitably lead to the formation of internal defects. Notably, the rapid thermal cycling associated with additive manufacturing (AM) processes further escalates the likelihood of defect formation. Consequently, research into manufacturing defects and online monitoring is crucial for enhancing the quality of FRC produced through additive manufacturing. This study provides an in-depth summary of the mechanisms behind the formation of defects within the resin matrix of composites, including residual stress, porosity, resin-rich areas, and interfacial defects. It analyzes the impact of these defects on the macroscopic mechanical properties of the composites and elucidates the micro-level origins of each defect type. Subsequently, the paper consolidates online detection techniques based on Fiber Bragg Grating (FBG) sensors, strain and displacement sensors, acoustic emission technology, and thermodynamic monitoring. It discusses the technical characteristics, application scenarios, and limitations of these techniques, aiming to offer insights and references for scientific research in this field.
-
土木建筑结构因需承受各种结构性和环境性作用而导致服役能力逐年衰减,结构安全性下降。因此,为了确保结构可靠地工作,实时监测结构状态并为其潜在的风险提供早期预警是很有必要的。传统的损伤检测方法常会造成既有结构损伤,而无损检测技术如声发射法[1]、超声检测法[2]、射线检测法[3]、红外热成像法[4]等,大多存在操作程序复杂、精度受很多因素影响,且难以实现长期监测的缺点。近年来,众多学者基于分布式光纤传感技术,对桥梁钢拉索[5]、纤维增强聚合物基复合材料(FRP)加固混凝土构件[6-7]及结构[8-9]进行了结构健康监测的研究与实践。该法在结构长距离监测中具有灵敏度高、测量范围广、精度高等显著优势,但其复杂的安装过程及较高成本限制了其工程应用。
另一方面,碳纤维增强聚合物基复合材料(CFRP)具有耐腐蚀、比强度高、抗疲劳性能好等性能优势,在工程结构尤其是加固结构中得以广泛应用[10-11]。同时,研究者发现,CFRP的电阻随应变变化[12-14],即具有正向或者负向的“压阻效应”[15]。故而,CFRP结构构件能根据自身的电信号变化,感知结构自身在静、动力荷载作用下产生的应变和变形,进而诊断出结构可能出现的弹性变形、断裂、疲劳损伤、分层和脱粘等损伤[16-18]。这种方法既不损伤原结构,也不需额外附加传感器和大型监测设备,施工简便,且可监测包括弹性阶段、裂纹萌生乃至损伤扩展全过程的结构状态。Fouad等[19]在役结构的FRP加固层中编入长标距碳纤维线性传感器,形成新型混杂纤维复合材料智能系统,可根据碳纤维上的电阻变化监测开裂荷载和FRP板与混凝土面层的初始脱粘。Feng和Ou[20] 通过集成压电陶瓷传感器与常用混凝土增强材料,提出了一种自感知碳纤维复合材料系统,以提高混凝土结构加固后的承载能力并监测裂缝萌生和发展。Abry等[21]和Weber等[22]通过测量电阻法监测CFRP板弯曲加载中的结构损伤。Goldfeld等[23]开展了系列基于碳纤维的织物增强混凝土梁的智能监测,研究了不同加载条件下电学和力学响应的关联性及结构自监测能力,分析了不同开裂程度下内部碳纤维束电学响应对水渗漏的敏感性[24]。Saleh等[25]和Han等[26]探索了不同偏轴角三维机织复合材料在拉伸和弯曲载荷下的电阻响应规律。石荣荣等[27]建立了三维编织复合材料碳纤维含量与电阻率的关系。薛有松等[28]通过准静态与疲劳试验探究了三维角联锁机织复合材料在弯曲下的力阻效应。
迄今,相关研究仍很不全面,且主要集中在拉伸和弯曲加载中CFRP构件自身的智能特性方面,利用碳纤维智能特性对受压结构开展监测的相关研究鲜见报道。鉴于此,本文拟通过室内试验研究采用CFRP传感元件监测受压高延性混凝土柱实时状态的压阻特性,进而将之应用于某高延性混凝土加固砌体结构的施工期监测中,旨在为在役结构实现智能监测提供便利、有效的方法。
1. CFRP智能带自感知性能试验
1.1 原材料
采用C50高延性混凝土(HDC-120-II,西安五和新材料科技集团股份有限公司)制备混凝土柱(100 mm×100 mm×300 mm),标准养护28 d后模拟被监测结构构件;以课题组自主研发的1 mm厚树脂基预应力碳纤维智能带(含碳量65%,抗拉强度
2244 MPa,极限伸长率1.8%)对混凝土柱在单轴压缩加载条件下的结构状态进行监测。1.2 试件准备与加载方法
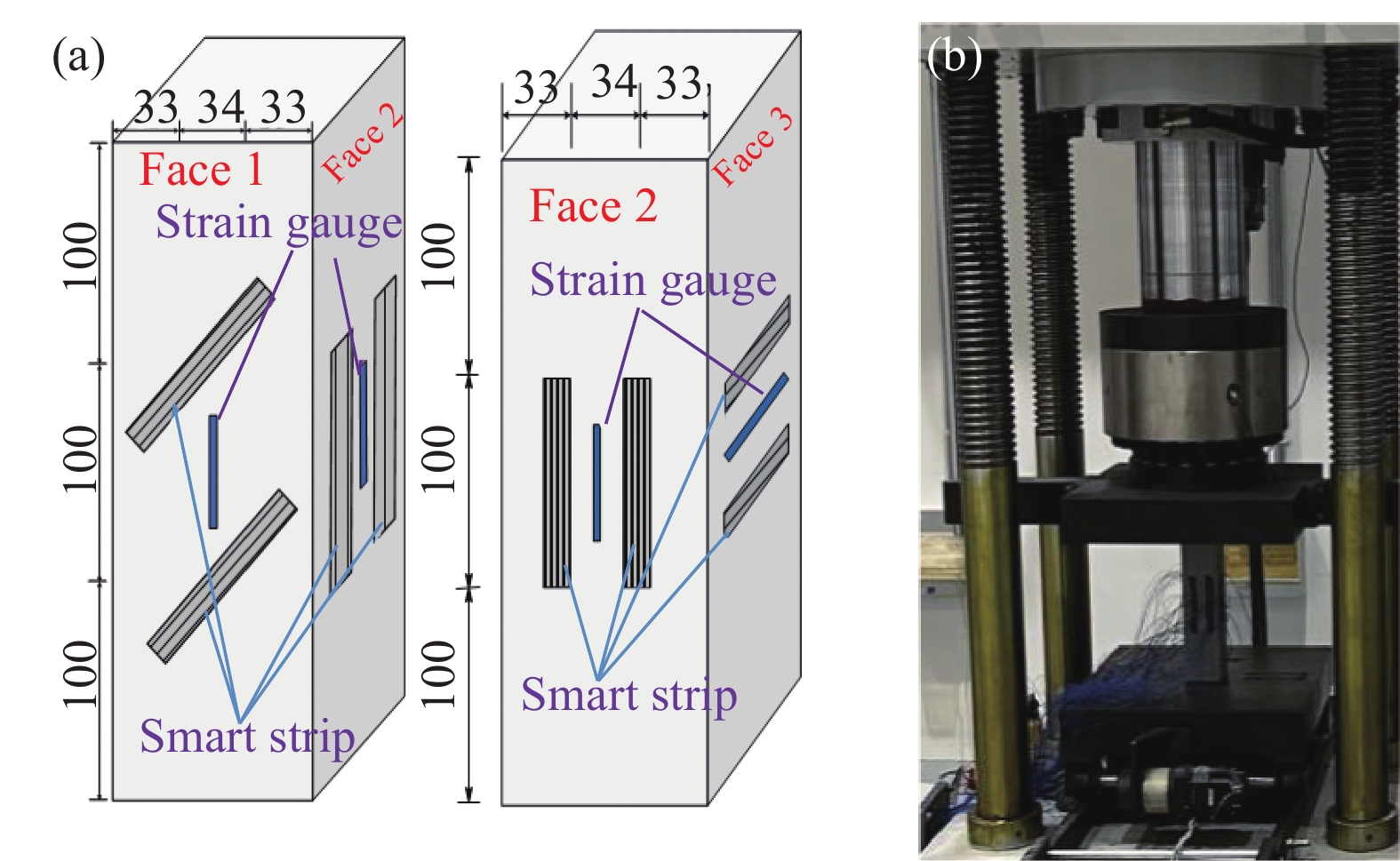
为分析结构状态与CFRP智能带电响应的相互关系,在柱侧面中心处沿轴向布置电阻应变片各1个,同时在其附近沿不同角度β(竖向:β=0°、斜向:β=45°、水平:β=90°)各布置平行的CFRP智能带2个。智能带各组详情见表1。
表 1 碳纤维增强聚合物基复合材料(CFRP)智能带分组详情Table 1. Details of smart carbon fiber reinforced polymer (CFRP) stripsGroup Number Dimension/mm3 Angle/(°) G1 G11 90×10×1 0 G12 90×10×1 0 G2 G21 90×10×1 45 G22 90×10×1 45 G3 G31 90×10×1 90 G32 90×10×1 90 采用电液伺服长柱压力试验机(济南鑫光试验机制造有限公司)进行准静态单轴压缩试验及循环加载试验,如图1所示。参考GB/T 50081—2019标准[29]对高延性混凝土柱预压数次后,进行单调压缩加载,试验中加载/卸载速率为±0.5 mm/min,循环加载的最大位移为2.9 mm。实时荷载及对应位移数据由试验机自动采集记录,CFRP智能传感带的实时电阻通过多路电阻测试仪(CXT2518-16,常州欣阳电子科技有限公司)采集,采集频率为0.5 Hz;应变测试结果由静态应变仪(uT7116Y,武汉优泰电子技术有限公司)采集,采集频率1 Hz。
![]() 图 1 CFRP智能带布置与试件加载:(a)智能带布置图(单位:mm);(b)试件加载图Figure 1. CFRP strips arrangement and specimen loading: (a) Strips layout (Unit: mm); (b) Specimen loading
图 1 CFRP智能带布置与试件加载:(a)智能带布置图(单位:mm);(b)试件加载图Figure 1. CFRP strips arrangement and specimen loading: (a) Strips layout (Unit: mm); (b) Specimen loading2. 结果与分析
2.1 准静态压缩全过程的电阻响应
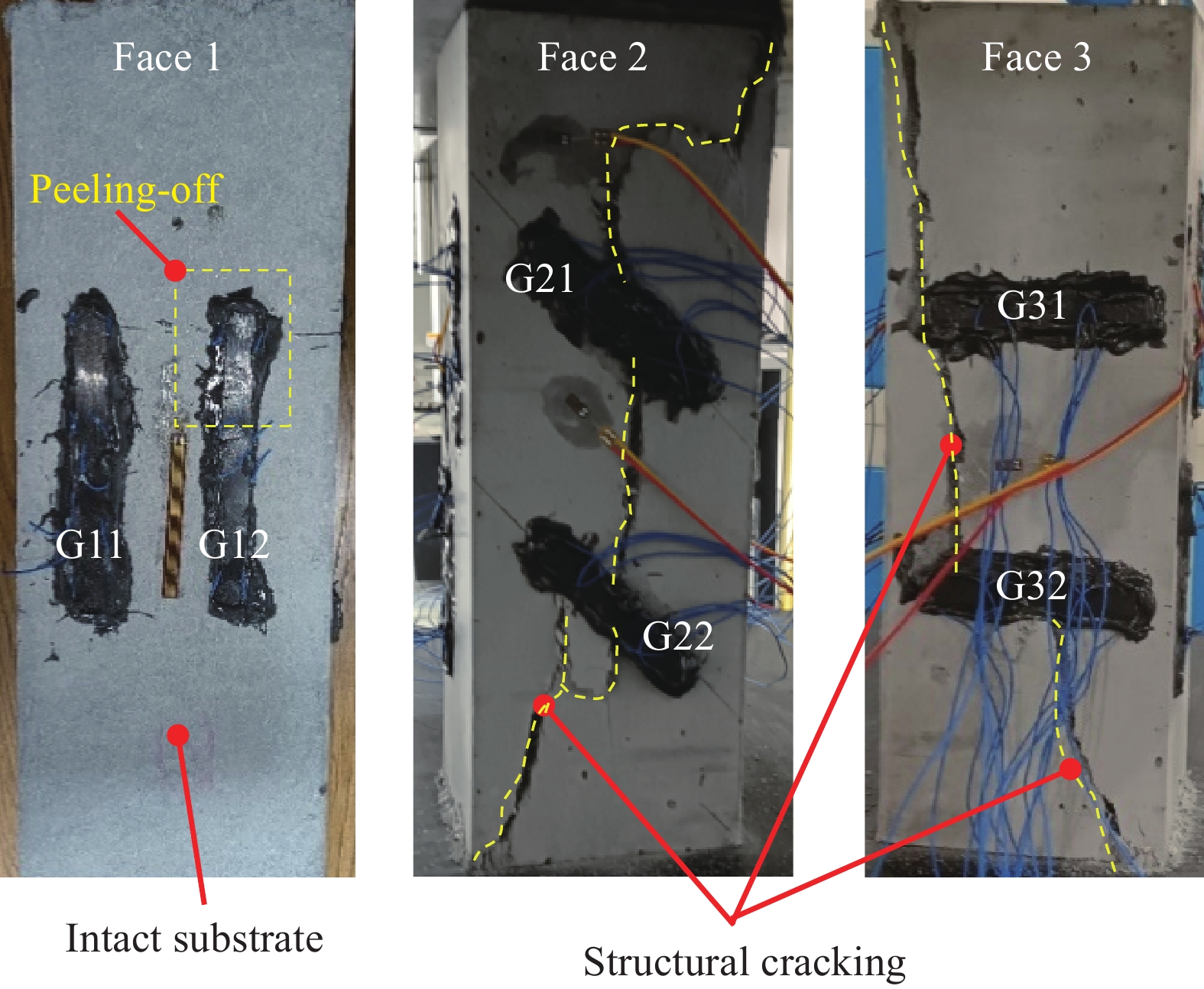
随着压缩荷载逐渐增大,延性混凝土柱从初始的弹塑性状态进入裂纹萌生与发展阶段,直至结构完全破坏,失效后CFRP智能带及所在基体的结构状态见图2。加载与卸载期间不同智能带的实时电阻Rt、电阻变化率ΔR/R以及混凝土柱中部的压缩应变ε见图3。其中,智能带G12加载中部分剥离,故未能获得其全过程电阻变化,其他智能带的电阻变化率(ΔR/R)根据下式计算确定:
![]() 图 2 柱失效后的智能带及所在混凝土基体状态Figure 2. States of sensing strips and their substrate after column failure
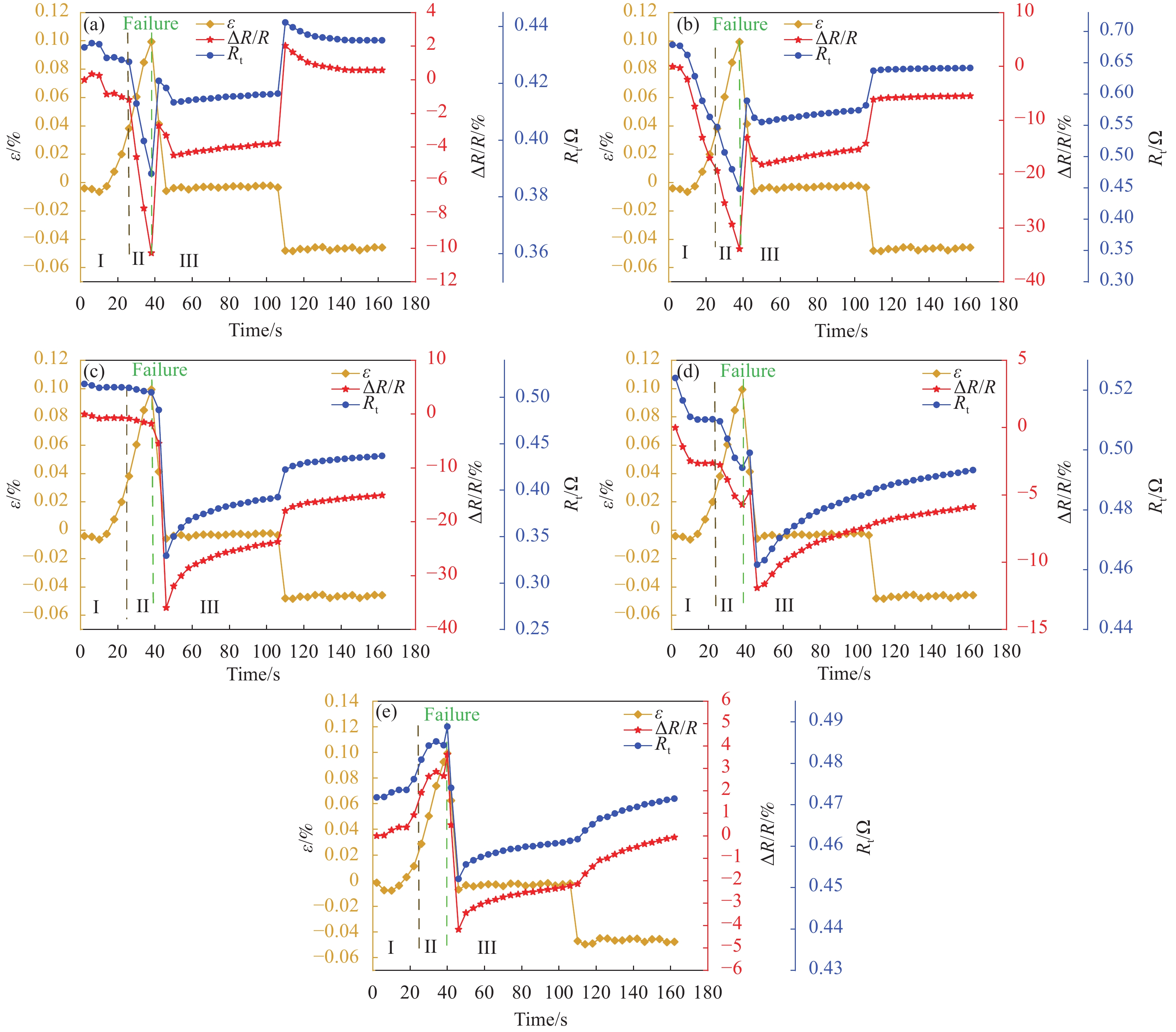
图 2 柱失效后的智能带及所在混凝土基体状态Figure 2. States of sensing strips and their substrate after column failure![]() 图 3 单调压缩作用下的全过程监测结果:(a) G11;(b) G12;(c) G21;(d) G22;(e) G31Figure 3. Full-range monitoring results under monotonic compressive loading: (a) G11; (b) G12; (c) G21; (d) G22; (e) G31ε—Compressive strain of concrete columns; ∆R/R—Resistance change rate of CFRP smart strip; Rt—Real-time resistance of CFRP smart strip
图 3 单调压缩作用下的全过程监测结果:(a) G11;(b) G12;(c) G21;(d) G22;(e) G31Figure 3. Full-range monitoring results under monotonic compressive loading: (a) G11; (b) G12; (c) G21; (d) G22; (e) G31ε—Compressive strain of concrete columns; ∆R/R—Resistance change rate of CFRP smart strip; Rt—Real-time resistance of CFRP smart stripΔRR=Rt−RR×100% (1) 其中:R为CFRP智能带的初始电阻;Rt为加载中智能带的实时电阻;ΔR为电阻变化。
由图3可以看出,随混凝土柱状态的阶段性变化,全过程电阻按3个阶段呈现不同的变化趋势:(1)阶段I—弹塑性阶段。此阶段中混凝土柱处于弹塑性状态,轴向应变和横向应变随荷载逐渐增大;所有智能带的电阻在经历初始的不稳定变化后,保持较平缓的变化;(2)阶段II—损伤破坏阶段。混凝土中裂纹萌生并随荷载增大而扩展,直至裂纹贯通、结构完全失效;该阶段的智能带电阻变化明显增快;当荷载达到极限压缩荷载时,电阻出现急剧变化;(3)阶段III—失效后阶段。该阶段中荷载迅速减少到零,混凝土柱中的弹性变形随之恢复,但塑性变形和损伤不能恢复;与之相应的,CFRP智能带仍结构完好(除G12部分剥离外),电阻部分恢复,最终电阻相对变化较小。
此外,对比第I、II阶段的电阻响应规律,可发现偏轴角β对智能带的压阻效应具有重要影响:G1(β=0°)的电阻和电阻变化率随应变增大出现明显下降,当结构失效时,G1对应的电阻和电阻变化出现突然反向大幅变化,即呈现典型的“负压阻效应”;相反,G3 (β=90°)的电阻随着应变增大而增大,直到结构失效时应变急剧下降,电阻和电阻变化率都随之迅速下降,体现了明显的“正压阻效应”; G2 (β=45°)的电阻随应变增大而下降,且下降速率不断增大;但结构失效时应变急速下降,而对应电阻和电阻变化率急剧减小,说明该智能带出现了由负压阻效应向正压阻效应的转变。以上差异体现了偏轴角对力阻效应的显著影响。尽管如此,这些智能带的电阻变化都与结构内部损伤具有较好的相关性,说明采用上述方法可有效地对结构的无损伤阶段、带损伤阶段和失效阶段等全过程进行监测。
同时,对比3组CFRP智能带的电阻变化率可以看出,结构损伤在G1中引起的电阻相对变化远大于G3的电阻变化,说明正轴布置方式比偏轴布置方式对监测结构内部裂纹扩展和重要损伤更有效。
2.2 循环压缩载荷下的电阻响应
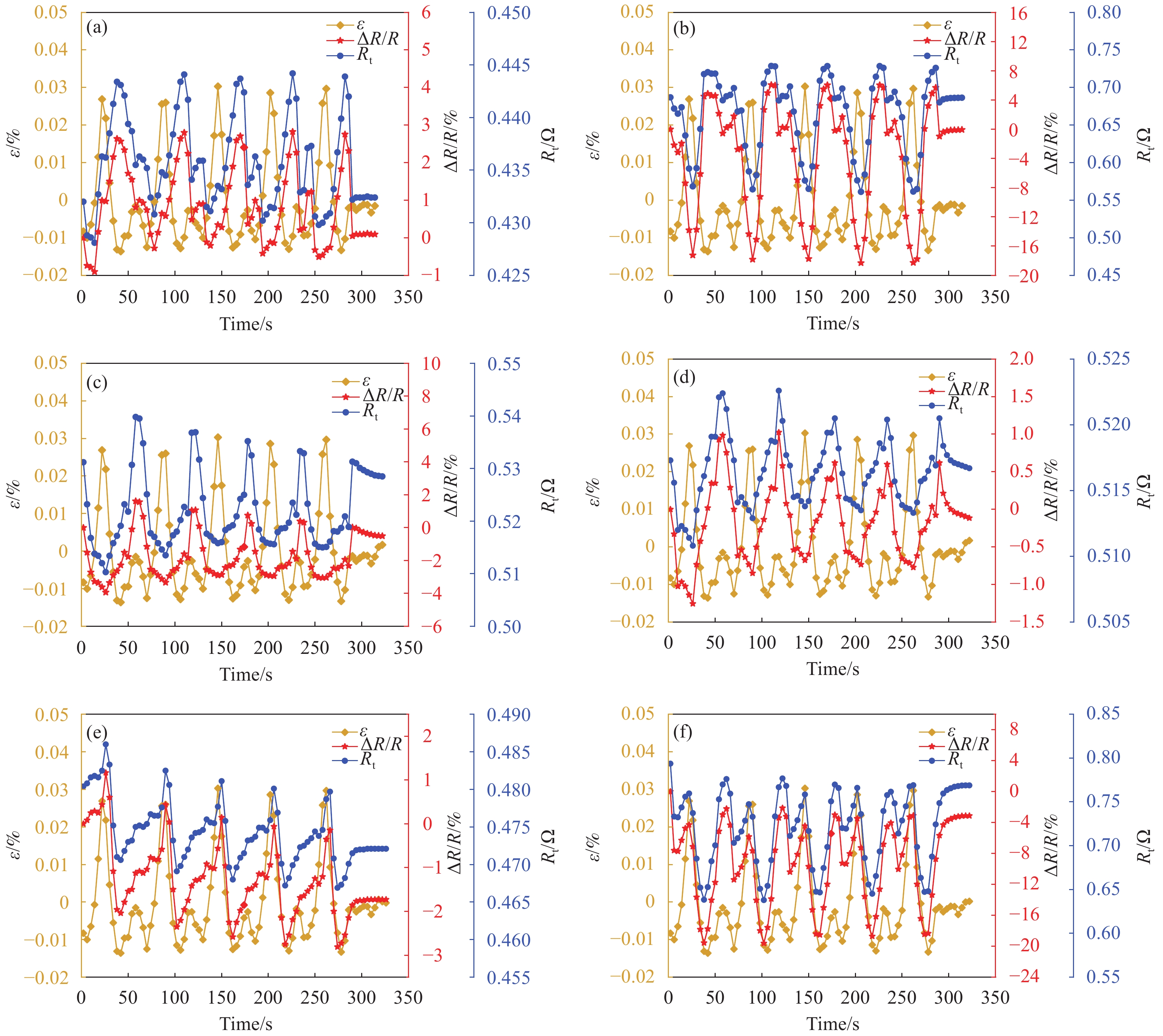
周期性荷载作用下,结构应变呈现周期性变化,电阻也随之呈现显著的周期性变化规律,各智能带的实时电阻变化及混凝土柱在该处的同向应变如图4所示。
![]() 图 4 循环荷载作用下的监测结果:(a) G11;(b) G12;(c) G21;(d) G22;(e) G31;(f) G32Figure 4. Monitoring results under cyclic loading: (a) G11; (b) G12; (c) G21; (d) G22; (e) G31; (f) G32
图 4 循环荷载作用下的监测结果:(a) G11;(b) G12;(c) G21;(d) G22;(e) G31;(f) G32Figure 4. Monitoring results under cyclic loading: (a) G11; (b) G12; (c) G21; (d) G22; (e) G31; (f) G32由图4可知,智能带G1(β=0°)的电阻随着结构应变的增大而减小,随其减小而增大,呈现“负压阻效应”。这一现象与上文中单调缩中观察到的电阻变化结果一致,也与Todoroki等[30]在压缩单向板时观察到的“沿厚度方向和轴向的电阻同时下降”的规律相似,其原因主要是压缩导致了CFRP内部垂直于加载方向的碳纤维接触点增多,这一方面引起该方向的电阻下降,另一方面导致了CFRP材料内部缺陷周围的环绕电路增多,降低了沿纤维方向的电阻。
与之不同的是,智能带G3组(β=90°)的电阻在整个载期间均呈现出与应变变化相同的趋势,即“正压阻效应”,且其电阻变化率小于G1组。这归因于两个方面的因素:一方面,混凝土基体上的轴向压应力会引起CFRP智能带的横向压缩,从而导致纤维横向接触增多,纤维方向与水平方向的电阻都随之下降;另一方面,泊松效应下,压缩荷载会引起混凝土基体向外膨胀,CFRP智能带内产生轴向拉应力,轴向电阻增大。这两方面对电阻产生相反的影响,实时电阻变化是这两者共同作用的结果。
尽管45°方向的智能带(G2组)的初值电阻与其他两组电阻初值相当,但其在加载期间的电阻变化幅度却很小,这是由竖向方向与水平方向引起的不同电阻响应在该方向的叠加所导致的。不同偏轴角的CFRP 带的电学响应变化规律和幅值均不同,说明CFRP智能带的电学特性具有显著各向异性,该现象与众多学者对复合材料压阻效应各向异性的描述是一致的[12, 30]。
观察加载前后CFRP智能带的内部微观结构,可发现压缩加载会不同程度地改变CFRP智能带的微观结构,从而引起电阻变化。以G11为例(图5),循环加载后平行排列的碳纤维间距有所增大、且出现了纤维损伤和断裂现象,故而造成不可逆的电阻变化。对比多次循环中的电阻和内部结构可发现,不可逆电阻主要产生于首次加载中,在此后的数次加载中电阻变化几乎完全恢复。因此,总体上看,智能带具有良好的重复性。
![]() 图 5 加载前后CFRP智能带的电镜扫描图:(a) 加载前;(b) 加载后Figure 5. SEM images of CFRP strip before and after loading: (a) Before loading; (b) After loading
图 5 加载前后CFRP智能带的电镜扫描图:(a) 加载前;(b) 加载后Figure 5. SEM images of CFRP strip before and after loading: (a) Before loading; (b) After loading需要说明的是,部分CFRP智能带的电阻变化相对于应变变化存在滞后现象。这与试验中的不同数据采集频率以及结构应变在界面上的传递效率有关:(1)电阻与应变由不同仪器采集,且两者固定的采集频率不同,故在数据处理中可能引起时差;(2)循环荷载下,混凝土柱与CFRP智能传感带之间的粘结界面上的微观损伤累计到一定程度时,会影响结构应变通过该界面传递到CFRP传感带的效率,从而导致电阻响应的滞后现象。
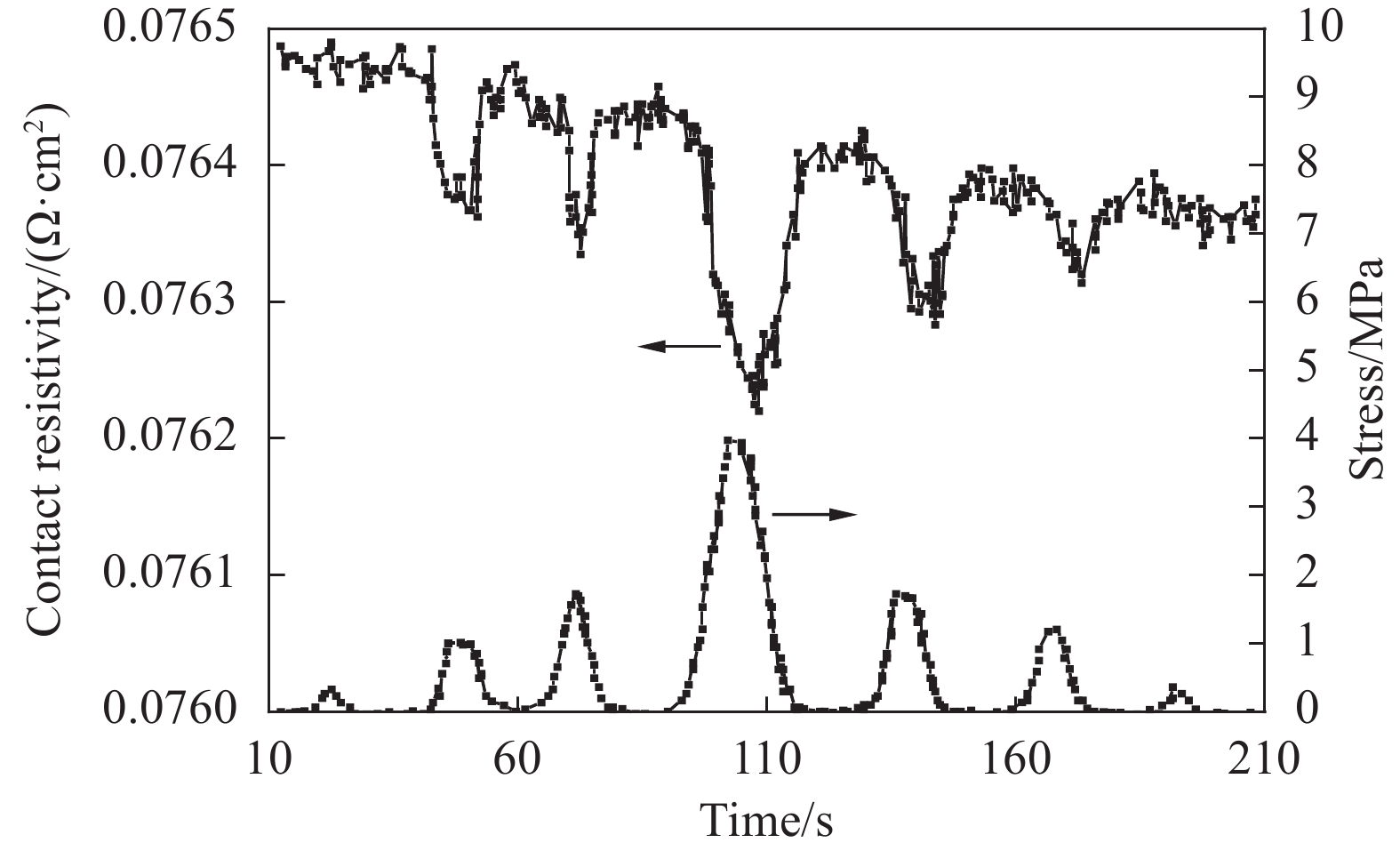
而且,电阻滞后效应还可能受到CFRP传感带的微观结构变化的重要影响。CFRP的电阻变化主要受纤维和树脂基体的形变、纤维间的接触情况以及内部微观裂纹等因素的影响。在循环荷载下,CFRP内部不可逆的微观结构变化(如纤维断裂和裂纹扩展等)发生累积效应,导致这些不可逆的微观结构变化产生了时间效应,从而使被监测结构的应变变化曲线与CFRP传感带的电阻变化曲线出现时差。在文献[12]中(图6)也可以观察到这种滞后现象:前3次循环中电阻率响应和应力变化的一致性较好,但自第4个循环开始,电阻率开始出现了滞后。每个循环下的电阻率各不相同,这表明CFRP内部发生了不可逆的微观结构变化。因部分不可逆的微观结构变化需通过累积效应才会引起可测的电阻率变化,故电阻变化曲线随之出现滞后现象。
![]()
3. 工程应用
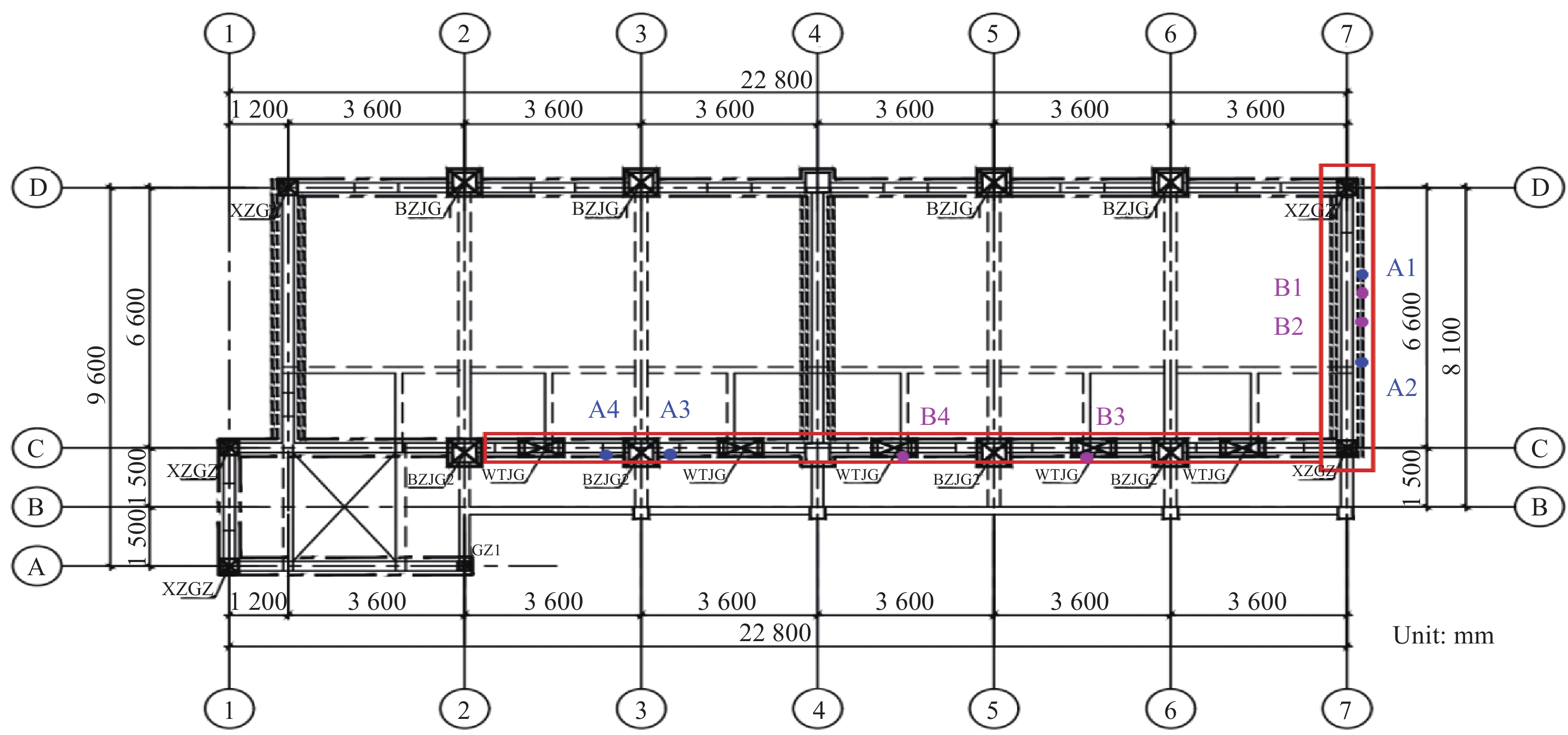
某四层砖混结构,原墙体均为部分风化的砖砌体结构,按照T/CECS 997—2022标准[31]采用高延性混凝土(HDC-120-II,西安五和新材料科技集团股份有限公司)对墙体进行双面加固。为监测施工过程及加固效果,按设计院建议取⑦轴上的横墙和C轴②~⑦之间的纵墙作为监测范围(图7),在两面墙的高延性混凝土嵌缝(水平向智能带)和混凝土外表面上(竖向智能带)布置监测点,如图8所示。
![]() 图 7 底层墙体监测区域Figure 7. Ground floor wall monitoring areaXZGZ—New high ductility concrete-masonry composite structural column; BZJG—High ductility concrete jacketed reinforced wall column; WTJG—High ductility concrete jacketed reinforced window wall
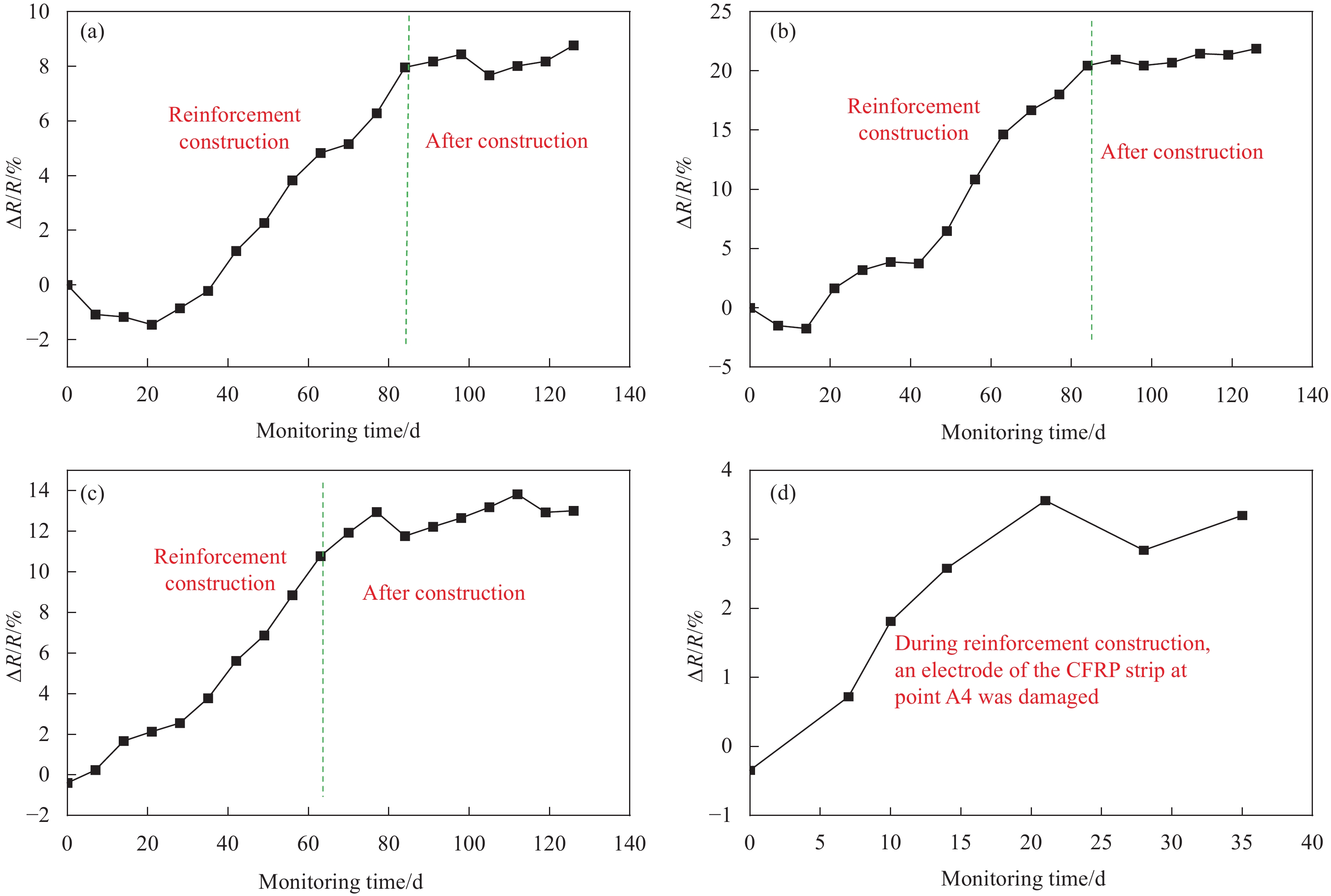
图 7 底层墙体监测区域Figure 7. Ground floor wall monitoring areaXZGZ—New high ductility concrete-masonry composite structural column; BZJG—High ductility concrete jacketed reinforced wall column; WTJG—High ductility concrete jacketed reinforced window wall以嵌缝监测点A1~A4和混凝土表面监测点B1~B4为例,绘制电阻变化率实时监测结果,见图9和图10。由图9中可以看出,横墙嵌缝中CFRP智能带的电阻变化率曲线呈现了相似的变化趋势:延性混凝土结构层施工期,电阻经历了短暂的震荡后保持持续增长的趋势,施工完成后电阻趋于稳定。这说明随着施工推进,新黏附的延性混凝土逐渐增大的附加荷载被有效传递到了原墙体,从而引起了嵌缝内CFRP带的电阻在此期间不断增大;因加固层施工结束后无新的附加荷载产生,故电阻在结束后达到新的稳定阶段。
![]() 图 9 嵌缝中CFRP带的电阻变化:(a)监测点A1(横墙);(b)监测点A2(横墙);(c)监测点A3(纵墙);(d)监测点A4(纵墙)Figure 9. Fractional change in electrical resistance of CFRP strips in caulked joints: (a) Monitoring point A1 (transverse wall); (b) Monitoring point A2 (transverse wall); (c) Monitoring point A3 (longitudinal wall); (d) Monitoring point A4 (longitudinal wall)
图 9 嵌缝中CFRP带的电阻变化:(a)监测点A1(横墙);(b)监测点A2(横墙);(c)监测点A3(纵墙);(d)监测点A4(纵墙)Figure 9. Fractional change in electrical resistance of CFRP strips in caulked joints: (a) Monitoring point A1 (transverse wall); (b) Monitoring point A2 (transverse wall); (c) Monitoring point A3 (longitudinal wall); (d) Monitoring point A4 (longitudinal wall)![]() 图 10 延性混凝土表面CFRP带的电阻变化:(a)监测点B1(横墙);(b)监测点B2(横墙);(c)监测点B3(纵墙);(d)监测点B4(纵墙)Figure 10. Fractional change in electrical resistance of CFRP strips on concrete substrate: (a) Monitoring point B1 (transverse wall); (b) Monitoring point B2 (transverse wall); (c) Monitoring point B3 (longitudinal wall); (d) Monitoring point B4 (longitudinal wall)
图 10 延性混凝土表面CFRP带的电阻变化:(a)监测点B1(横墙);(b)监测点B2(横墙);(c)监测点B3(纵墙);(d)监测点B4(纵墙)Figure 10. Fractional change in electrical resistance of CFRP strips on concrete substrate: (a) Monitoring point B1 (transverse wall); (b) Monitoring point B2 (transverse wall); (c) Monitoring point B3 (longitudinal wall); (d) Monitoring point B4 (longitudinal wall)图10反映了黏贴于延性混凝土加固层表面的CFRP带的电阻在装饰层施工前后的变化。可以看出,在装饰层施工前,电阻基本稳定;随着横墙和纵墙上先后涂装装饰层,新的附加荷载先后引起了两面墙上的CFRP带的荷载变化,电阻在此期间不断增长;装饰层施工完成后,电阻变化率又趋于稳定,未见急剧或者大幅度变化,意味着新形成的复合结构进入稳定状态。
4. 结 论
本文研究采用碳纤维增强聚合物基复合材料(CFRP)智能带实现结构健康监测的新方法,以高延性混凝土柱模拟结构构件,对其进行准静态压缩和循环加载试验,分析不同黏贴方式下CFRP智能带的电学响应规律,通过工程实践检验本文方法的工程适用性。主要结论如下:
(1) CFRP智能带的电阻随结构状态的不同呈现阶段性变化规律。当轴压构件处于弹塑性状态时,CFRP智能带的电阻经历短期的不稳定震荡后,趋于较稳定变化;随着结构构件中损伤产生和扩展,电阻变化也相应加快,直至构件失效时实时电阻对应地出现突变;
(2)偏轴角β对智能带的压阻效应具有重要影响。β=0°时智能带表现为负压阻效应,β=90°时智能带表现为正压阻效应,而β=45°时,智能带在不同阶段具有不同的压阻效应,且电阻变化率相对较小。这意味着采用CFRP智能带对受压结构进行实时监测时,采用β=0°的布置方式比沿其他布置方式具有更高的敏感性;
(3)尽管循环作用会引起CFRP智能带的微观结构变化,但其不可恢复电阻主要产生于首次循环加载中,整个循环加载过程中的电阻变化大部分可以恢复,从而使CFRP带具有较好的重复性;
(4)工程实践结果验证了本文提出的以β=0°和β=90°的智能带进行结构实时监测的可行性和有效性。
-
![]()
![]()
![]()
![]()
![]()
![]()
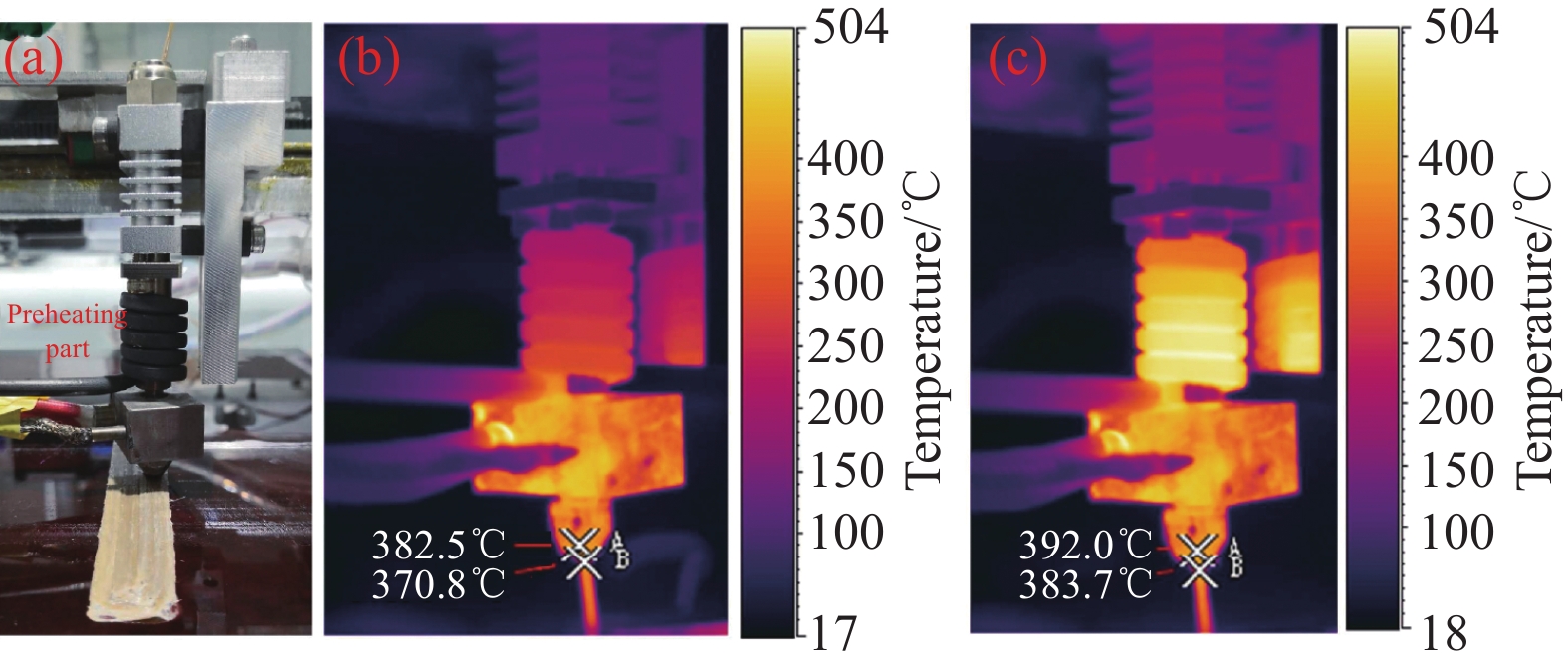
图 8 (a)带有预热部分的打印喷嘴;(b)预热部分关闭、加热块温度设置为410℃时打印喷嘴和复合丝的温度分布;(c)当预热温度设置为405℃、加热块温度设置为410℃时打印喷嘴和复合丝的温度分布[64]
Figure 8. (a) Printing nozzle with preheating part; (b) Temperature distribution of the printing nozzle and composite filament when the preheating part is off, and the temperature of heating block is set equal to 410℃; (c) Temperature distribution of the printing nozzle and composite filament when preheating temperature is set equal to 405℃, and the temperature of heating block is set equal to 410℃[64]
![]()
![]()
图 10 (a) 3D打印连续纤维增强复合材料(CFRC) 0°方向纤维增强方向的示意图以及光纤布拉格光栅(FBG)传感器和热电偶的位置;(b)包含嵌入式FBG传感器和热电偶的3D打印CFRC试样[66]
Figure 10. (a) Schematic of the midplane of a 0° fiber reinforcement orientation of a 3D printed continuous fiber reinforced composites (CFRC) with the location of the fiber Bragg grating (FBG) sensor and the thermocouple; (b) Picture of a 3D printed CFRC specimen containing an embedded FBG sensor and a thermocouple[66]
![]()
![]()
![]()
![]()
表 1 热塑性树脂结晶理论模型
Table 1 Theoretical model for thermoplastic resin crystallization
Purpose of model Equation Ref. Crystallization kinetic equation Xvc=X∞vc[w1Fvc1+(1−w1)Fvc2] [30] Isothermal crystallization process Fvci=1−exp(−Ki(T)nitn−1) [30] Non-isothermal crystallization process Fvci=1−exp[−∫t0Ki(T)nitni−1dt] [30] Crystallization of polyether ether ketone (PEEK) Xvc=X∞vc(1−exp(−KPEEK(T)tn)) [31] Crystallization shrinkage strain ˙εcr=−1+√1+(4/3)[ρ(Xvc)n+1−ρ(Xvc)nρ(Xvc)n]2 [28] Linear solid kinetic-viscoelastic S′=S′am(1−Xvc)+S′cr(Xvc)
S′′=S′′am(1−Xvc)+S′′cr(Xvc)[29] Notes: Xvc is ratio of mass (mt) or crystal volume (Vc) to total volume; X∞vc is the maximum crystallinity; S' and S'' are storage and loss bending compliance; S'am and S''am are storage and loss bending compliance of non-crystal volume; S'cr and S''cr are storage and loss bending compliance of crystal volume; Fvci is normalized volume fraction crystallinity for the ith mechanism; w1 is weight factors; Ki is crystallization rate constant for ith mechanism; ni is Avrami exponent; T is temperature; t is time; KPEEK (T) is crystallization rate constant for polyetheretherketone (PEEK); ρ is density; ˙εcr is crystallization shrinkage strain.  下载: 导出CSV
下载: 导出CSV
-
[1] TAKAGI H. Review of functional properties of natural fiber-reinforced polymer composites: Thermal insulation, biodegradation and vibration damping properties[J]. Advanced Composite Materials, 2019, 28(5): 525-543. DOI: 10.1080/09243046.2019.1617093
[2] 陈意伟, 单忠德, 杨旭静, 等. 连续纤维增强PEEK增材制造力学性能与成型质量优化[J]. 工程塑料应用, 2022, 50(5): 61-67. DOI: 10.3969/j.issn.1001-3539.2022.05.011 CHEN Yiwei, SHAN Zhongde, YANG Xujing, et al. Parameter optimization of mechanical properties and forming accuracy for continuous fiber reinforced PEEK additive manufacturing[J]. Engineering Plastics Application, 2022, 50(5): 61-67(in Chinese). DOI: 10.3969/j.issn.1001-3539.2022.05.011
[3] SWOLFS Y, MORTON H, SCOTT A E, et al. Synchrotron radiation computed tomography for experimental validation of a tensile strength model for unidirectional fibre-reinforced composites[J]. Composites Part A: Applied Science and Manufacturing, 2015, 77: 106-113. DOI: 10.1016/j.compositesa.2015.06.018
[4] CHEN C H, CHENG C H. Effective elastic moduli of misoriented short-fiber composites[J]. International Journal of Solids and Structures, 1996, 33(17): 2519-2539. DOI: 10.1016/0020-7683(95)00160-3
[5] 杨磊, 周磊, 林宇东, 等. 激光增材制造连续碳纤维增强复合材料[J]. 机械工程学报, 2023, 59(19): 411-428. DOI: 10.3901/JME.2023.19.411 YANG Lei, ZHOU Lei, LIN Yudong, et al. Laser additive manufacturing of continuous carbon fiber reinforced composites[J]. Journal of Mechanical Engineering, 2023, 59(19): 411-428(in Chinese). DOI: 10.3901/JME.2023.19.411
[6] POODTS E, MINAK G, MAZZOCCHETTI L, et al. Fabrication, process simulation and testing of a thick CFRP component using the RTM process[J]. Composites Part B: Engineering, 2014, 56: 673-680. DOI: 10.1016/j.compositesb.2013.08.088
[7] NING F, CONG W, QIU J, et al. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling[J]. Composites Part B: Engineering, 2015, 80: 369-378. DOI: 10.1016/j.compositesb.2015.06.013
[8] 陈杨, 何继敏, 常义, 等. 连续纤维增强复合材料模内混合注射成型研究进展[J]. 工程塑料应用, 2021, 49(9): 145-149, 154. CHEN Yang, HE Jimin, CHANG Yi, et al. Research progress of in-mold hybrid injection molding of continuous fiber reinforced composites[J]. Engineering Plastics Application, 2021, 49(9): 145-149, 154(in Chinese).
[9] 于天淼, 高华兵, 王宝铭, 等. 碳纤维增强热塑性复合材料成型工艺的研究进展[J]. 工程塑料应用, 2018, 46(4): 139-144. DOI: 10.3969/j.issn.1001-3539.2018.04.027 YU Tianmiao, GAO Huabing, WANG Baoming, et al. Research progress of molding process of carbon fiber reinforced thermoplastic composites[J]. Engineering Plastics Application, 2018, 46(4): 139-144(in Chinese). DOI: 10.3969/j.issn.1001-3539.2018.04.027
[10] RAHIM T N A T, ABDULLAH A M, MD AKIL H. Recent developments in fused deposition modeling-based 3D printing of polymers and their composites[J]. Polymer Reviews, 2019, 59(4): 589-624. DOI: 10.1080/15583724.2019.1597883
[11] CHEN Z, ZHAO D, LIU B, et al. 3D printing of multifunctional hydrogels[J]. Advanced Functional Materials, 2019, 29(20): 1900971. DOI: 10.1002/adfm.201900971
[12] 张峻瀚, 杨宇, 刘贞鹏, 等. 连续碳纤维/环氧树脂基复合材料增材制造设备研制[J]. 轻纺工业与技术, 2024, 53(2): 14-18. DOI: 10.3969/j.issn.2095-0101.2024.02.005 ZHANG Junhan, YANG Yu, LIU Zhenpeng, et al. Development of additive manufacturing equipment for continuous carbon fiber/epoxy resin-based composite materials[J]. Light and Textile Industry and Technology, 2024, 53(2): 14-18(in Chinese). DOI: 10.3969/j.issn.2095-0101.2024.02.005
[13] SHARMA R, SINGH R, PENNA R, et al. Investigations for mechanical properties of Hap, PVC and PP based 3D porous structures obtained through biocompatible FDM filaments[J]. Composites Part B: Engineering, 2018, 132: 237-243. DOI: 10.1016/j.compositesb.2017.08.021
[14] MING Y, DUAN Y, WANG B, et al. A novel route to fabricate high-performance 3D printed continuous fiber-reinforced thermosetting polymer composites[J]. Materials, 2019, 12(9): 1369. DOI: 10.3390/ma12091369
[15] HAO W, LIU Y, ZHOU H, et al. Preparation and characterization of 3D printed continuous carbon fiber reinforced thermosetting composites[J]. Polymer Testing, 2018, 65: 29-34. DOI: 10.1016/j.polymertesting.2017.11.004
[16] ZANJANIJAM A R, MAJOR I, LYONS J G, et al. Fused filament fabrication of peek: A review of process-structure-property relationships[J]. Polymers, 2020, 12(8): 1665. DOI: 10.3390/polym12081665
[17] CHANDRASEKHAR A, MIRZENDEHDEL A, BEHANDISH M, et al. FRC-TOuNN: Topology optimization of continuous fiber reinforced composites using neural network[J]. Computer-Aided Design, 2023, 156: 103449. DOI: 10.1016/j.cad.2022.103449
[18] CHENG P, WANG K, LE DUIGOU A, et al. A novel dual-nozzle 3D printing method for continuous fiber reinforced composite cellular structures[J]. Composites Communications, 2023, 37: 101448. DOI: 10.1016/j.coco.2022.101448
[19] CHEN R, BRATTEN A, RITTENHOUSE J, et al. Additive manufacturing of continuous carbon fiber-reinforced SiC ceramic composite with multiple fiber bundles by an extrusion-based technique[J]. Ceramics International, 2022, 49(6): 9839-9847.
[20] DONG W, BAO C, LU W, et al. Fabrication of a continuous carbon fiber-reinforced phenolic resin composites via in situ-curing 3D printing technology[J]. Composites Communications, 2023, 38: 101497. DOI: 10.1016/j.coco.2023.101497
[21] GUO A, LIU C, LI S, et al. Water absorption rates and mechanical properties of material extrusion-printed continuous carbon fiber-reinforced nylon composites[J]. Journal of Materials Research and Technology, 2022, 21: 3098-3112. DOI: 10.1016/j.jmrt.2022.10.134
[22] BRENKEN B, BAROCIO E, FAVALORO A, et al. Fused filament fabrication of fiber-reinforced polymers: A review[J]. Additive Manufacturing, 2018, 21: 1-16. DOI: 10.1016/j.addma.2018.01.002
[23] ALIHEIDARI N, CHRIST J, TRIPURANENI R, et al. Interlayer adhesion and fracture resistance of polymers printed through melt extrusion additive manufacturing process[J]. Materials & Design, 2018, 156: 351-361.
[24] YANG C, TIAN X, LIU T, et al. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance[J]. Rapid Prototyping Journal, 2017, 23(1): 209-215. DOI: 10.1108/RPJ-08-2015-0098
[25] BLOK L G, LONGANA M L, YU H, et al. An investigation into 3D printing of fibre reinforced thermoplastic composites[J]. Additive Manufacturing, 2018, 22: 176-186. DOI: 10.1016/j.addma.2018.04.039
[26] CAI J, QIU L, YUAN S, et al. Structural health monitoring for composite materials[M]//Composites and their applications. London: IntechOpen, 2012: 415.
[27] YUAN S, LI S, ZHU J, et al. Additive manufacturing of polymeric composites from material processing to structural design[J]. Composites Part B: Engineering, 2021, 219: 108903. DOI: 10.1016/j.compositesb.2021.108903
[28] BARAN I, CINAR K, ERSOY N, et al. A review on the mechanical modeling of composite manufacturing processes[J]. Archives of Computational Methods in Engineering, 2017, 24: 365-395. DOI: 10.1007/s11831-016-9167-2
[29] BRAUNER C, PETERS C, BRANDWEIN F, et al. Analysis of process-induced deformations in thermoplastic composite materials[J]. Journal of Composite Materials, 2014, 48(22): 2779-2791. DOI: 10.1177/0021998313502101
[30] TIERNEY J J, GILLESPIE JR J W. Crystallization kinetics behavior of PEEK based composites exposed to high heating and cooling rates[J]. Composites Part A: Applied Science and Manufacturing, 2004, 35(5): 547-558. DOI: 10.1016/j.compositesa.2003.12.004
[31] CHEN P, CAI H, LI Z, et al. Crystallization kinetics of polyetheretherketone during high temperature-selective laser sintering[J]. Additive Manufacturing, 2020, 36: 101615. DOI: 10.1016/j.addma.2020.101615
[32] JUDD N C W, WRIGHT W W. Voids and their effects on the mechanical properties of composites—An approvisal[J]. Sampe Journal, 1978, 14(1): 10-14.
[33] HUANG H, TALREJA R. Effects of void geometry on elastic properties of unidirectional fiber reinforced composites[J]. Composites Science and Technology, 2005, 65(13): 1964-1981. DOI: 10.1016/j.compscitech.2005.02.019
[34] KARDOS J L, DUDUKOVIĆ M P, DAVE R. Void growth and resin transport during processing of thermosetting—Matrix composites[J]. Epoxy Resins and Composites IV, 1986, 80: 101-123.
[35] TEKINALP H L, KUNC V, VELEZ-GARCIA G M, et al. Highly oriented carbon fiber–polymer composites via additive manufacturing[J]. Composites Science and Technology, 2014, 105: 144-150. DOI: 10.1016/j.compscitech.2014.10.009
[36] VAN DE WERKEN N, TEKINALP H, KHANBOLOUKI P, et al. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective[J]. Additive Manufacturing, 2020, 31: 100962. DOI: 10.1016/j.addma.2019.100962
[37] TIAN X, LIU T, YANG C, et al. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites[J]. Composites Part A: Applied Science and Manufacturing, 2016, 88: 198-205. DOI: 10.1016/j.compositesa.2016.05.032
[38] CAMINERO M A, CHACÓN J M, GARCÍA-MORENO I, et al. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling[J]. Polymer Testing, 2018, 68: 415-423. DOI: 10.1016/j.polymertesting.2018.04.038
[39] JUSTO J, TÁVARA L, GARCÍA-GUZMÁN L, et al. Characterization of 3D printed long fibre reinforced composites[J]. Composite Structures, 2018, 185: 537-548. DOI: 10.1016/j.compstruct.2017.11.052
[40] HOU Z, TIAN X, ZHENG Z, et al. A constitutive model for 3D printed continuous fiber reinforced composite structures with variable fiber content[J]. Composites Part B: Engineering, 2020, 189: 107893. DOI: 10.1016/j.compositesb.2020.107893
[41] JOSHI S C, SHEIKH A A. 3D printing in aerospace and its long-term sustainability[J]. Virtual and Physical Prototyping, 2015, 10(4): 175-185. DOI: 10.1080/17452759.2015.1111519
[42] VALINO A D, DIZON J R C, ESPERA JR A H, et al. Advances in 3D printing of thermoplastic polymer composites and nanocomposites[J]. Progress in Polymer Science, 2019, 98: 101162. DOI: 10.1016/j.progpolymsci.2019.101162
[43] FU Y, YAO X. Multi-scale analysis for 3D printed continuous fiber reinforced thermoplastic composites[J]. Composites Science and Technology, 2021, 216: 109065. DOI: 10.1016/j.compscitech.2021.109065
[44] FU Y, KAN Y, FAN X, et al. Novel designable strategy and multi-scale analysis of 3D printed thermoplastic fabric composites[J]. Composites Science and Technology, 2022, 222: 109388. DOI: 10.1016/j.compscitech.2022.109388
[45] LI X, SHONKWILER S, MCMAINS S. Detection of resin-rich areas for statistical analysis of fiber-reinforced polymer composites[J]. Composites Part B: Engineering, 2021, 225: 109252. DOI: 10.1016/j.compositesb.2021.109252
[46] ZHANG G, WANG Y, QIU W, et al. Geometric characteristics of single bead fabricated by continuous fiber reinforced polymer composite additive manufacturing[J]. Materials Today: Proceedings, 2022, 70: 431-437. DOI: 10.1016/j.matpr.2022.09.361
[47] HUANG F, PANG X, ZHU F, et al. Transverse mechanical properties of unidirectional FRC including resin-rich areas[J]. Computational Materials Science, 2021, 198: 110701. DOI: 10.1016/j.commatsci.2021.110701
[48] GHAYOOR H, MARSDEN C C, HOA S V, et al. Numerical analysis of resin-rich areas and their effects on failure initiation of composites[J]. Composites Part A: Applied Science and Manufacturing, 2019, 117: 125-133. DOI: 10.1016/j.compositesa.2018.11.016
[49] AHMADIAN H, YANG M, SOGHRATI S. Effect of resin-rich zones on the failure response of carbon fiber reinforced polymers[J]. International Journal of Solids and Structures, 2020, 188: 74-87.
[50] AL-SHAWK A, TANABI H, SABUNCUOGLU B. Investigation of stress distributions in the resin rich region and failure behavior in glass fiber composites with microvascular channels under tensile loading[J]. Composite Structures, 2018, 192: 101-114. DOI: 10.1016/j.compstruct.2018.02.061
[51] LIU T, TIAN X, ZHANG M, et al. Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with sizing reinforced PA6 composites[J]. Composites Part A: Applied Science and Manufacturing, 2018, 114: 368-376. DOI: 10.1016/j.compositesa.2018.09.001
[52] LIU X, SHAN Z, LIU J, et al. Mechanical and dielectric properties of continuous glass fiber reinforced poly-ether-ether-ketone composite components prepared by additive manufacturing[J]. Additive Manufacturing, 2024, 81: 103978. DOI: 10.1016/j.addma.2024.103978
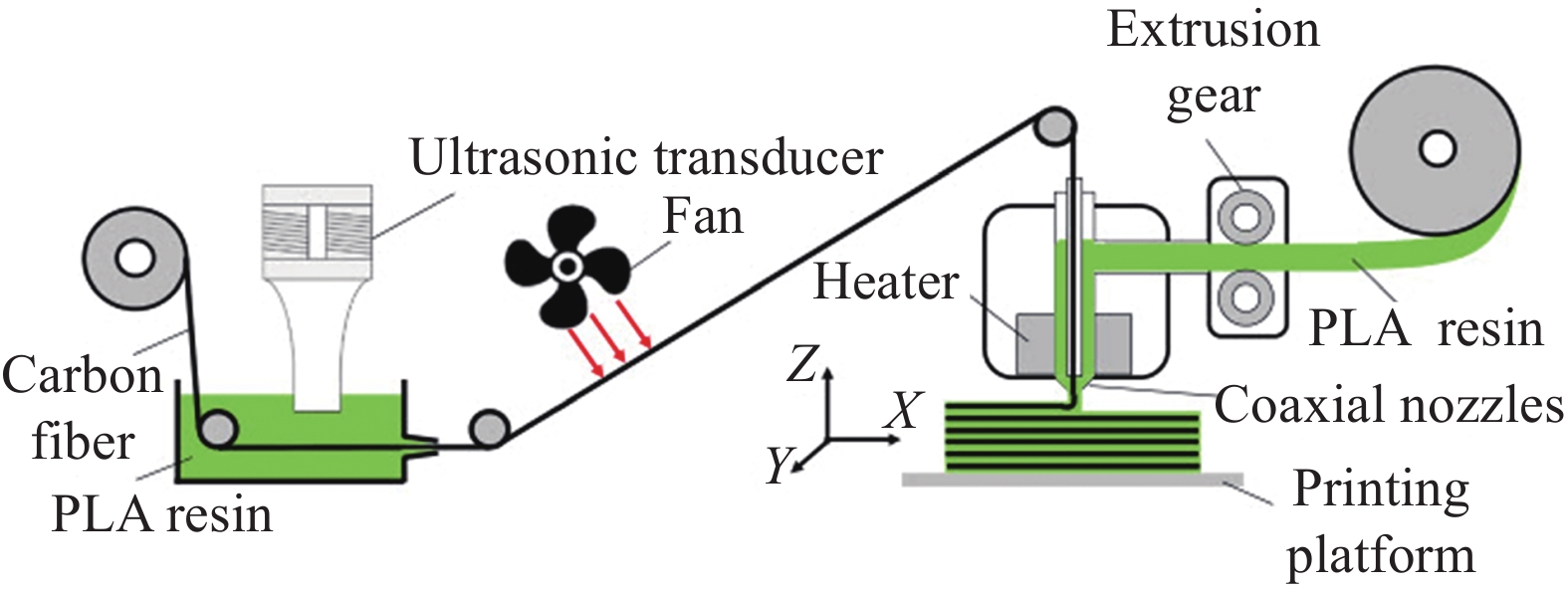
[53] QIAO J, LI Y, LI L. Ultrasound-assisted 3D printing of continuous fiber-reinforced thermoplastic (FRTP) composites[J]. Additive Manufacturing, 2019, 30: 100926. DOI: 10.1016/j.addma.2019.100926
[54] WANG F, WANG G, NING F, et al. Fiber–matrix impregnation behavior during additive manufacturing of continuous carbon fiber reinforced polylactic acid composites[J]. Additive Manufacturing, 2021, 37: 101661. DOI: 10.1016/j.addma.2020.101661
[55] OMURO R, UEDA M, MATSU-ZAKI R, et al. Mechanical testing[J]. SAMPE Journal, 2018, 54(5): 12.
[56] LUO M, TIAN X, SHANG J, et al. Impregnation and interlayer bonding behaviours of 3D-printed continuous carbon-fiber-reinforced poly-ether-ether-ketone composites[J]. Composites Part A: Applied Science and Manufacturing, 2019, 121: 130-138. DOI: 10.1016/j.compositesa.2019.03.020
[57] LUO M, TIAN X, ZHU W, et al. Controllable interlayer shear strength and crystallinity of PEEK components by laser-assisted material extrusion[J]. Journal of Materials Research, 2018, 33(11): 1632-1641. DOI: 10.1557/jmr.2018.131
[58] LUO M, TIAN X, SHANG J, et al. Bi-scale interfacial bond behaviors of CCF/PEEK composites by plasma-laser cooperatively assisted 3D printing process[J]. Composites Part A: Applied Science and Manufacturing, 2020, 131: 105812. DOI: 10.1016/j.compositesa.2020.105812
[59] MCILROY C, OLMSTED P D. Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing[J]. Polymer, 2017, 123: 376-391. DOI: 10.1016/j.polymer.2017.06.051
[60] KUMRAI-WOODRUFF R, WANG Q. Temperature control to increase inter-layer bonding strength in fused deposition modelling[C]//International Design Engineering Technical Conferences and Computers and Information in Engineering Conference. Reston, VA: American Society of Mechanical Engineers, 2020, 83952: V006T06A002.
[61] RAVI A K, DESHPANDE A, HSU K H. An in-process laser localized pre-deposition heating approach to inter-layer bond strengthening in extrusion based polymer additive manufacturing[J]. Journal of Manufacturing Processes, 2016, 24: 179-185. DOI: 10.1016/j.jmapro.2016.08.007
[62] KISHORE V, AJINJERU C, NYCZ A, et al. Infrared preheating to improve interlayer strength of big area additive manufacturing (BAAM) components[J]. Additive Manufacturing, 2017, 14: 7-12. DOI: 10.1016/j.addma.2016.11.008
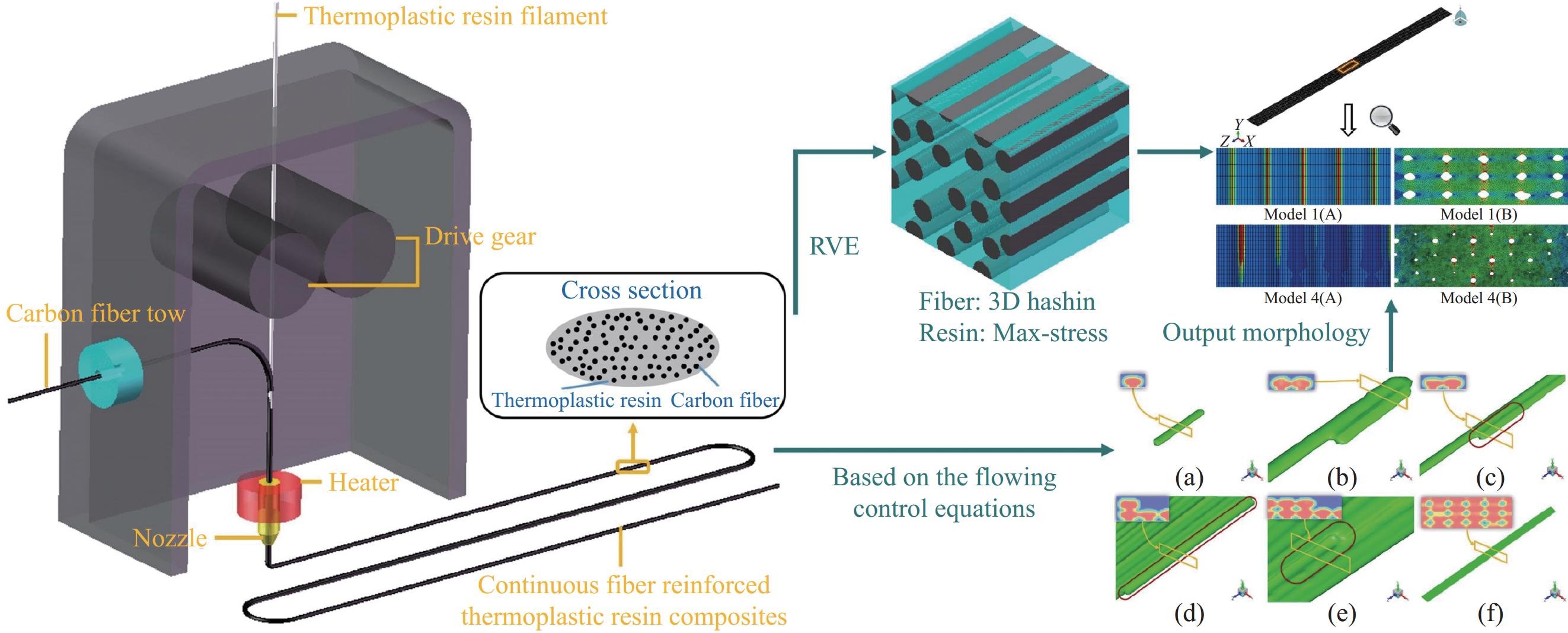
[63] ZHANG J, YANG W, LI Y. Process-dependent multiscale modeling for 3D printing of continuous fiber-reinforced composites[J]. Additive Manufacturing, 2023, 73: 103680.
[64] LIU X, SHAN Z, LIU J, et al. Mechanical and electrical properties of additive manufactured high-performance continuous glass fiber reinforced PEEK composites[J]. Composites Part B: Engineering, 2022, 247: 110292. DOI: 10.1016/j.compositesb.2022.110292
[65] LEWIS J, MOORE A L. In situ infrared temperature sensing for real-time defect detection in additive manufacturing[J]. Additive Manufacturing, 2021, 47: 102328. DOI: 10.1016/j.addma.2021.102328
[66] KOUSIATZA C, KARALEKAS D. In-situ monitoring of strain and temperature distributions during fused deposition modeling process[J]. Materials & Design, 2016, 97: 400-406.
[67] KOUSIATZA C, TZETZIS D, KARALEKAS D. In-situ characterization of 3D printed continuous fiber reinforced composites: A methodological study using fiber Bragg grating sensors[J]. Composites Science and Technology, 2019, 174: 134-141. DOI: 10.1016/j.compscitech.2019.02.008
[68] CHEN J, LIU B, ZHANG H. Review of fiber Bragg grating sensor technology[J]. Frontiers of Optoelectronics in China, 2011, 4: 204-212. DOI: 10.1007/s12200-011-0130-4
[69] DENG J, RASHID K, LI X, et al. Comparative study on prestress loss and flexural performance of rectangular and T beam strengthened by prestressing CFRC plate[J]. Composite Structures, 2021, 262: 113340. DOI: 10.1016/j.compstruct.2020.113340
[70] RAHMAN M T, MOSER R, ZBIB H M, et al. 3D printed high performance strain sensors for high temperature applications[J]. Journal of Applied Physics, 2018, 123(2): 024501.
[71] GOODING J, FIELDS T. 3D printed strain gauge geometry and orientation for embedded sensing[C]//58th AIAA/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference. Reston, VA: American Institute of Aeronautics and Astronautics, 2017: 0350.
[72] DIJKSHOORN A, WERKMAN P, WELLEWEERD M, et al. Embedded sensing: Integrating sensors in 3D printed structures[J]. Journal of Sensors and Sensor Systems, 2018, 7(1): 169-181. DOI: 10.5194/jsss-7-169-2018
[73] SHEMELYA C, BANUELOS-CHACON L, MELENDEZ A, et al. Multi-functional 3D printed and embedded sensors for satellite qualification structures[C]//2015 IEEE Sensors. Busan: IEEE, 2015: 1-4.
[74] MUNASINGHE N, WOODS M, MILES L, et al. 3D printed strain sensor for structural health monitoring[C]//2019 IEEE International Conference on Cybernetics and Intelligent Systems (CIS) and IEEE Conference on Robotics, Automation and Mechatronics (RAM). Bangkok: IEEE, 2019: 275-280.
[75] MUTH J T, VOGT D M, TRUBY R L, et al. Embedded 3D printing of strain sensors within highly stretchable elastomers[J]. Advanced Materials, 2014, 26(36): 6307-6312. DOI: 10.1002/adma.201400334
[76] AN B, MA Y, LI W, et al. Three-dimensional multi-recognition flexible wearable sensor via graphene aerogel printing[J]. Chemical Communications, 2016, 52(73): 10948-10951. DOI: 10.1039/C6CC05910D
[77] ZHANG Z, LONG Y, YANG Z, et al. An investigation into printing pressure of 3D printed continuous carbon fiber reinforced composites[J]. Composites Part A: Applied Science and Manufacturing, 2022, 162: 107162. DOI: 10.1016/j.compositesa.2022.107162
[78] DE BACKER W, SINKEZ P, CHHABRA I, et al. In-process monitoring of continuous fiber additive manufacturing through force/torque sensing on the nozzle[C]//AIAA scitech 2020 forum. Reston, VA: American Institute of Aeronautics and Astronautics, 2020: 1632.
[79] ZHANG P, ZHOU W, YIN H, et al. Progressive damage analysis of three-dimensional braided composites under flexural load by micro-CT and acoustic emission[J]. Composite Structures, 2019, 226: 111196. DOI: 10.1016/j.compstruct.2019.111196
[80] PAN Z, ZHOU W, ZHANG K, et al. Flexural damage and failure behavior of 3D printed continuous fiber composites by complementary nondestructive testing technology[J]. Polymer Composites, 2022, 43(5): 2864-2877. DOI: 10.1002/pc.26582
[81] YANG Z, JIN L, YAN Y, et al. Filament breakage monitoring in fused deposition modeling using acoustic emission technique[J]. Sensors, 2018, 18(3): 749. DOI: 10.3390/s18030749
[82] LU L, YUAN S, YAO X, et al. In-situ process evaluation for continuous fiber composite additive manufacturing using multisensing and correlation analysis[J]. Additive Manufacturing, 2023, 74: 103721. DOI: 10.1016/j.addma.2023.103721
[83] LU L, HOU J, YUAN S, et al. Deep learning-assisted real-time defect detection and closed-loop adjustment for additive manufacturing of continuous fiber-reinforced polymer composites[J]. Robotics and Computer-Integrated Manufacturing, 2023, 79: 102431. DOI: 10.1016/j.rcim.2022.102431
-
目的本研究的主要目的是深入探讨纤维增强树脂基复合材料(FRC)在增材制造(AM)过程中的缺陷形成原因,并研究在线监测技术的发展现状及其在复合材料增材制造领域的应用潜力。研究涉及的主题范围广泛,包括复合材料的内部缺陷形成机制、增材制造过程中的物理化学变化、以及各种在线监测技术的特点和应用案例。方法本研究采用了文献综述的方法,系统地分析了现有的研究成果和理论模型。研究基于复合材料的物理化学特性,考虑了增材制造过程中的快速升温-降温循环对缺陷形成的影响。所用的材料包括天然纤维和合成纤维增强的树脂基体,工艺涉及传统的热压、编织、缠绕以及新兴的增材制造技术。研究结构包括对FRC的宏观力学性能影响的分析,以及微观成因的探明。结果研究结果表明,复合材料在增材制造过程中不可避免地会产生内部缺陷,如孔洞、富树脂区域、界面缺陷等,这些缺陷会显著影响复合材料的力学性能。特别是连续纤维增强复合材料(CFRC)在增材制造中,由于层间粘合较弱,纤维与基体结合不紧密,导致力学性能较传统加工方式得到的复合材料性能较差。此外,研究还发现,通过优化工艺参数和打印策略,可以有效减少缺陷的形成,提高复合材料的性能。结论本研究对增材制造FRC的缺陷形成机制进行了深入分析,并归纳了基于光纤布拉格光栅传感器、应变和位移传感器、声发射技术和热力学监测的在线监测技术。这些技术的融合与创新,为实现增材制造过程的实时监控、提高监测精度和实现闭环控制提供了重要的技术参考。研究还指出,未来的工作需要进一步深入树脂基体的结晶动力学和取向机制,以实现对FRC力学性能的精确调控。同时,机器学习等先进数据处理技术的应用,将为从大量监测数据中提取有用信息、预测和分类缺陷提供强有力的工具。其他除了上述研究的主要目的、方法和结论外,本研究还提出了一些具有创新性和学术交流价值的重要内容。例如,研究探讨了增材制造FRC的残余应力对复合材料结构精度和安全使用的影响,以及如何通过改性纤维与树脂界面来提高复合材料的界面结合强度。此外,研究还涉及了多尺度建模仿真方法在分析3D打印复合材料孔隙形成中的应用,以及如何利用多传感器融合技术和机器学习算法对增材制造过程进行实时监控和闭环调整。通过本研究,我们不仅增进了对纤维增强复合材料增材制造过程中缺陷形成机制的理解,而且为复合材料的在线监测和质量控制提供了新的视角和方法。随着增材制造技术的不断发展和完善,预期这些研究成果将为复合材料在航空航天、轨道交通、风电能源等领域的应用提供强有力的支持。









计量
- 文章访问数: 545
- HTML全文浏览量: 248
- PDF下载量: 179
