

Preparation and properties of supplementary cementing materials based on recycling of straw solid wastes
-
摘要:
针对双碳目标下水泥及其复材降低碳排放问题,本研究以玉米秸秆固废(CSW)为原料,发展预处理-热解-研磨三步工艺,制备一种可作为水泥辅助胶凝材料的可持续生物质灰材料。重点研究了预处理方式(未处理,蒸馏水洗涤,盐酸洗涤)、热解温度(500 ℃、600 ℃、700 ℃)和热解时间(1 h、2 h、3 h)对CSA性能的影响,以及不同预处理类型和玉米秸秆灰(CSA)掺量对水泥砂浆性能的影响。实验结果表明,随着热解温度的升高和热解时间的增长,CSA中SiO2含量逐渐增加,且热解温度对SiO2结晶的影响远大于热解时间的影响。掺入量为5wt%的CSA可使砂浆抗压强度提高11.7%。当CSA掺入量超过5wt%时,过多的多孔结构导致抗压强度降低。未处理、水洗和酸洗CSA的复掺,依次引发水泥基体内水化硅酸钙(C-S-H)形貌从蜂窝状、纤维状转变为致密的凝胶状,CSW经酸洗预处理、600℃下热解2 h制备的CSA具有优异的火山灰活性,可作为良好的水泥辅助胶凝材料。
Abstract:This paper is aimed at the problem of reducing carbon emissions of cement and its composites under the carbon peaking and carbon neutrality goals. This study used corn straw waste (CSW) as raw material to develop a three-step process of pretreatment-pyrolysis-grinding to prepare a sustainable corn straw ash (CSA) material that can be used as supplementary cementing materials. The study focused on studying the effects of pretreatment methods (untreated, distilled water washing, hydrochloric acid washing), pyrolysis temperature (500℃, 600℃, 700℃) and pyrolysis durations (1 h, 2 h, 3 h) on CSA activity, as well as the effects of different pretreatment types and blending amounts of CSA on the performance of prepared mortars. The experimental results show that the content of SiO2 of CSA increases with the enhancement of pyrolysis temperature and duration. And the effect of pyrolysis temperature on SiO2 crystallization is much greater than that of pyrolysis durations. The incorporation of 5wt% CSA increases the compressive strength of mortar by 11.7%. The incorporation of over 5wt% CSA decreases the compressive strength due to the porous structure of CSA. The incorporation of untreated, distilled water washing and hydrochloric acid washing CSA demonstrated causes the hydrate calcium silicate (C-S-H) morphology in the cement matrix to change from honeycomb and fibrous to dense gel. The CSA treated by acid washing and pyrolysis at 600℃ for 2 h shows excellent pozzolanic activity and can be used as good supplementary cementing materials.
-
碳纤维增强热塑性树脂基复合材料因其良好的力学性能在车辆船舶、航空航天、汽车制造等众多领域得到广泛应用[1-6]。其中,大连理工大学蹇锡高院士团队研发的杂萘联苯聚芳醚砜酮(PPBESK)相比较同类型产品具有耐高温、易溶解、易加工等优点[7],其作为树脂基体有较好前景。在复合材料中,基体为连续相,其对复合材料的热量传递具有决定作用。然而,树脂基体无规结构使其热散射严重,导致其导热系数较差,限制了其在电子封装、快速散热领域中的使用。因此,提高碳纤维(CF)增强PPBESK复合材料的导热系数(λ)具有重要意义。
研究者采用两种设计方向来提高树脂基复合材料的导热系数(λ)。一是合成本征高导热树脂基体,但树脂是由相互纠缠的分子链所构成,其结构包含了复杂的支链和侧链。目前关于分子链结构与树脂导热能力之间的具体联系规律尚未明确[8]。因此,直接从结构上改善树脂本征导热系数的难度较高。二是引入高导热填料如石墨烯[9],氮化硼[10],氮化铝[11],碳化硅[12]和碳纳米管[13]。徐任信[14]等人利用浇注法合成了CF/AlN/EP复合材料,有效提升了其导热性能。钱欣[15]等人则选用石墨作为增强材料,与酚醛树脂结合制备了新型树脂基复合材料,并发现随着石墨含量的提升,复合材料的导热率也呈现上升趋势。顾军渭[16]等人则选用不同种类的碳化硅与环氧树脂为原料,通过浇铸成型制备了SiC/环氧树脂基复合材料,实验结果表明,纳米级SiC含量的增加能显著提高复合材料的导热率。
碳纳米管,具有高导热系数和大比表面积,掺入聚合物基体后,有望改善复合材料的导热性能和力学性能[17, 18]。其结构可以形象地描述为石墨烯片层的卷曲与焊接,这种结构赋予了碳纳米管与石墨烯相似的优异导通性能,其热导率可在
2500 -6000 W·m−1·K−1之间[19, 20]。此外,碳纳米管的高度sp2杂化结构赋予其高模量和高强度的特点。其抗拉强度高达200 GPa,是钢材的百倍之多;同时,其弹性模量也达到了钢材的5倍左右。凭借其独特的结构和卓越的物理性能,少量加入就有望合成具有优异力学性能和导热性能的结构/功能一体化复合材料。然而,对碳纳米管改善树脂基体力学性能和导热性的系统性研究较少。为了提高CF增强PPBESK复合材料导热及力学性能,笔者将碳纳米管(CNTs)引入CF/PPBESK复合材料,研究了CNTs对CF/PPBESK复合材料导热系数和力学性能的影响,并阐明了其导热及力学性能增强机制。为制备导热结构/功能一体化复合材料提供了理论依据和实验研究。1. 实验材料及方法
1.1 主要原材料
PPBESK (密度1.33 g/cm3,特性黏度0.48 dl/g,拉伸强度87 MPa)由大连高聚物新材料有限公司制造;
碳纳米管(纯度95%,直径10 nm)江苏先锋纳米材料科技有限公司提供。
DMAc(纯度99%)天津博迪化工有限公司生产;
碳纤维(直径7 μm,密度1.8 g/cm3,拉伸强度为4.9 GPa,拉伸模量为230 GPa)由日本东丽公司生产。
1.2 仪器与设备
扫描电子显微镜(SEM):FLexSEM1000,SU8200,日本日立株式会社;
电子光学显微镜:Axiocam 208 color,蔡司集团;
电子万能试验机:Instron 5869,英国英斯特朗公司;
动态机械热分析(DMA)仪:TA Q800型,美国TA公司。
红外热成像仪:UTi260 A,中国优利德科技股份有限公司
1.3 测试与表征
采用日本日立株式会社FLexSEM1000,SU8200扫描电镜和蔡司集团Axiocam 208 color光学显微镜观察复合材料的显微组织和形貌。在SEM观察之前,采用溅射工艺在样品上喷金,获得清晰稳定的图像。
根据ASTM D790-10[21]标准,使用50 KN Instron 5869试验机测量复合材料的弯曲强度。试件尺寸为80 mm × 12.5 mm × 2 mm。施加弯曲力的十字头速度为2 mm·min−1。
根据ASTM D695 M[22]标准,使用50 KN Instron 5869试验机测量复合材料的抗压强度。试件尺寸为75 mm × 10 mm × 2 mm。施加力的十字头速度为1 mm·min−1。
根据ASTM D3039[23]标准,使用50 KN Instron 5869试验机测量复合材料的拉伸强度。试件尺寸为250 mm × 15 mm × 1 mm。施加力的十字头速度为2 mm·min−1。
根据ISO14130[21]标准,使用50 KN Instron 5869试验机测量复合材料的层间剪切强度(ILSS)。试件尺寸为20 mm × 10 mm × 2 mm。施加剪切力时,横头速度为1 mm·min−1。根据式ILSS=4F3bh计算ILSS值。
其中F为断裂时的最大压缩载荷(N), b为试件宽度(mm), h为试件厚度(mm)。
动态力学分析(DMA)测量在空气气氛中等速升温至300℃,使用美国TA公司TA Q800型装置,频率为1 Hz。加热速率为3℃/min。试验程序为单悬臂模型。试件尺寸为35 mm × 6 mm × 2 mm。利用LFA 467微闪烁激光器进行了空气中透层热扩散系数的测量。根据式λ=αρCp计算含/不含碳纳米管的CF/PPBESK层压板的垂直导热系数λ其中α为热扩散系数,ρ为试样的体积密度,Cp为比热容。
将中国优利德科技股份有限公司UTi260 A手持红外热成像通过支架固定,将样品置于150℃加热台加热,每隔1 s拍摄一张热成像图。
1.4 CNTs@CF/PPBESK复合材料的制备
本研究采用溶液浸渍法制备了CNTs@CF/PPBESK复合材料。具体步骤如下:首先将纤维缠绕在230 mm × 150 mm的铁框上,然后将碳纳米管溶解在DMAc中,再将该溶液超声震荡6 h,之后将PPBESK溶解在上述溶液中,然后将缠绕在铁框上的CF束用CNTs@PPBESK/DMAc溶液浸泡得到预浸料。将预浸料置于烘箱中蒸发DMAc溶剂(100℃/4 h, 120℃/2 h, 150℃/2 h, 180℃/2 h, 220℃/2 h),然后用热压机在330℃下以5 MPa的压力对15层预浸料进行压缩,得到2 mm厚的CNTs@CF/PPBESK复合材料。使用纯预浸料以相同的方法制备原始CF/PPBESK复合材料。整个制备过程如图所示:
2. 结果与讨论
2.1 导热性能
所有试件的垂直导热系数测量数据已在图2中详细展示。经过CNTs改性的CF增强复合材料的导热系数均显著超过了未改性的层压板。随着CNTs含量的递增,复合层压板的导热系数展现出一种先增后减的趋势。具体来说,当CNTs含量达到10 wt%时,复合材料的导热系数达到峰值,为1.016 W/(m·K),相较于纯CF增强复合材料,其提升幅度高达72%。然而,随着CNTs含量的进一步增加,导热系数却开始逐渐下降。这一现象的主要原因在于,随着CNTs含量的增加,CNTs在树脂基体中有效分散的难度增大,造成了CNTs和树脂基体的接触面积反而减小,进而导致了整体导热率的降低[24]。此外,此外,从图2中还可以观察到CNTs对热扩散系数的影响。改性后的CF增强复合材料的热扩散系数同样显著高于未改性的层压板,并且其随CNTs含量的变化趋势与导热系数的变化趋势基本一致。
![]() 图 2 碳纳米管(CNTs)含量对导热性能的影响Figure 2. Effect of carbon nanotubes (CNTs) content on thermal conductivity
图 2 碳纳米管(CNTs)含量对导热性能的影响Figure 2. Effect of carbon nanotubes (CNTs) content on thermal conductivity此外,为了更清楚地说明CNTs与CF对复合材料导热性能的作用以及之间的导热协效性,对PPBESK、10 wt%CNTs/PPBESK、10 wt%CNTs@CF/PPBESK复合材料进行了导热性能测试。从图3中可以看出,PPBESK与10 wt%CNTs/PPBESK导热率较差,而10 wt%CNTs@CF/PPBESK复合材料的导热率几乎是10 wt%CNTs/PPBESK复合材料的两倍,这充分证明了CNTs与·CF对复合材料导热率的协效型。
通过红外热成像技术模拟了在实际应用过程中复合材料的热传导能力。从图4中可以了解到纯CF/PPBESK复合材料与CNTs@CF/PPBESK (4wt%)复合材料的温度变化有明显不同。经过CNTs改性的复合材料导热速率有明显改善。进一步证明了CNTs的引入对纯CF/PPBESK复合材料的导热率有积极作用。
在纯CF/PPBESK复合材料中,存在较大的富树脂区,CF被树脂分隔开,两相间巨大的声子散射使其导热性能差。因此,虽然CF具有良好的导热性,但CF/PPBESK复合材料由于富树脂区导热性不足而表现出较差的导热性。如图5所示,在引入CNTs后,复合材料中相邻的CF被CNTs连接,形成导热网路。热量通过CNTs与CF形成的导热网络高效传递,有效地降低了富树脂区域的声子散射,从而增强了导热性。
![]() 图 4 纯碳纤维(CF)/聚芳醚砜酮(PPBESK)复合材料和CNTs@CF/PPBESK(4 wt%)复合材料在升温和降温过程中的红外热成像图Figure 4. Infrared thermography of pure carbon fibers (CF)/poly(phthalazinone ether sulfone ketone) (PPBESK) composites and CNTs@CF/PPBESK (4 wt%) composites during ramp-up and ramp-down temperatures
图 4 纯碳纤维(CF)/聚芳醚砜酮(PPBESK)复合材料和CNTs@CF/PPBESK(4 wt%)复合材料在升温和降温过程中的红外热成像图Figure 4. Infrared thermography of pure carbon fibers (CF)/poly(phthalazinone ether sulfone ketone) (PPBESK) composites and CNTs@CF/PPBESK (4 wt%) composites during ramp-up and ramp-down temperatures![]() 图 5 CNTs@CF/PPBESK复合材料表面形貌图及纯CF/PPBESK复合材料与CNTs@CF/PPBSK复合材料热传导模拟图Figure 5. Surface topography of CNTs@CF/PPBESK composites and heat conduction simulation of pure CF/PPBESK composites and CNTs@CF/PPBSK composites
图 5 CNTs@CF/PPBESK复合材料表面形貌图及纯CF/PPBESK复合材料与CNTs@CF/PPBSK复合材料热传导模拟图Figure 5. Surface topography of CNTs@CF/PPBESK composites and heat conduction simulation of pure CF/PPBESK composites and CNTs@CF/PPBSK composites2.2 弯曲性能
CNTs的引入同样会对复合材料的力学性能产生显著影响。为了深入探究这一影响,我们进行了针对性的弯曲试验。观察图6中的数据,可以发现,纯CF/PPBESK复合材料的弯曲强度为
1328 MPa随着CNTs含量的增加,CNTs@CF/PPBESK复合材料的弯曲性能起初呈现出提升的趋势。当CNTs含量达到4 wt%时,弯曲强度达到了最大值,即1695 MPa,相较于纯CF/PPBESK复合材料,提升了28%。然而,随着CNTs含量的进一步增加,弯曲强度开始逐渐下降。当CNTs含量达到15 wt%时,弯曲强度降至最低,为1233 MPa,这主要归因于CNTs的团聚。![]() 图 6 CNTs含量对复合材料弯曲性能的影响Figure 6. Effect of CNTs content on flexural properties of composites
图 6 CNTs含量对复合材料弯曲性能的影响Figure 6. Effect of CNTs content on flexural properties of composites为了进一步揭示CNTs对弯曲性能的具体影响,利用扫描电镜对弯曲试验后的样品断裂面进行了深入观察。从图7(a)中,可以清晰地看到纯CF/PPBESK复合材料的断裂面上存在着较多的孔洞。这些孔洞表明,在弯曲断裂的过程中,CF在PPBESK基体中被强力拉出,形成了明显的缺陷。而在添加了CNTs后,复合材料的断裂面展现出了显著的变化。观察图7(b),可以发现,在含有CNTs@CF/PPBESK(4 wt%)复合材料中,纤维被拉出的现象明显减少。这表明CNTs的加入有效地增强了纤维与基体之间的界面附着力。在局部放大图7(c)中,可以更加清晰地观察到CNTs的存在。它们紧密地分布在纤维和基体之间,形成了一个坚固的网络结构。在纯CF/PPBESK复合材料中,由于纤维上的表面活性基团数量较少,导致纤维与基体之间的界面附着力较弱,容易产生应力集中和裂纹扩展,进而引发界面的破坏[25, 26]。而引入CNTs后,情况得到了显著的改善。CNTs以其高比表面积和优良的力学性能[27],大幅增加了树脂基体与纤维增强体之间的应力传输能力,从而提升了复合材料的力学性能。此外,一部分CNTs可能会迁移至CF表面,增加了纤维与树脂间的接触面积,改善了CF与树脂之间的结合强度。这两方面的共同作用使得CNTs显著提升了CF/PPBESK复合材料的弯曲性能。
![]() 图 7 弯曲端口的表面形貌(a) CF/PPBESK复合材料(b) CNTs@CF/PPBESK复合材料(c)图b红色圈标注图像放大图Figure 7. Surface morphology of bending ports (a) CF/PPBESK composites (b) CNTs@CF/PPBESK composites (c) Fig. b Enlarged image labeled with red circle
图 7 弯曲端口的表面形貌(a) CF/PPBESK复合材料(b) CNTs@CF/PPBESK复合材料(c)图b红色圈标注图像放大图Figure 7. Surface morphology of bending ports (a) CF/PPBESK composites (b) CNTs@CF/PPBESK composites (c) Fig. b Enlarged image labeled with red circle2.3 压缩性能
为了探究CNTs含量对CF/PPBESK复合材料压缩性能的影响,进行了压缩实验。与弯曲强度趋势类似,随着CNTs浓度的增加,其变化趋势并非单调上升,而是呈现出先升高后降低的态势。具体来说,在加入CNTs之前,纯CF/PPBESK复合材料的压缩强度为729 MPa。当向复合材料中加入至4 wt%的CNTs时,其压缩强度提升至
1001 MPa,相比纯CF/PPBESK复合材料,这一提升幅度高达37%。然而,当继续增加CNTs的含量时,情况开始发生变化。随着CNTs质量分数达到15 wt%,复合材料的压缩强度最终降至629 MPa,甚至低于纯CF/PPBESK复合材料的压缩强度。这可能是因为随着CNTs含量的增加,其在复合材料中的分散变得困难,并形成了团聚,这导致复合材料内部形成了大量缺陷,从而在受到外力作用时,更容易发生破坏。观察图9压缩样件断裂面可以得出:纯CF/PPBESK复合材料在受到压力而发生断裂时,明显出现了分层破坏。这主要是由于碳纤维与树脂之间的界面结合较为薄弱,树脂与基体间存在微小的裂纹。当受到外部应力的作用时,这些微裂纹便会沿着界面逐渐扩展,最终导致复合材料的分层破坏。当加入4 wt%的CNTs后,情况发生了显著的变化。复合材料的破坏形式由分层失效转变为了纤维与基体的共同断裂(45°剪切破坏)。CNTs的存在增强了树脂与碳纤维之间的应力传输能力,使得外力能够更好地由基体传递至纤维,而不是沿着界面处扩散。另一方面,碳纳米管能够起到偏转裂纹的作用,这消耗了大量的裂纹扩展能,从而使得其能够承受更大的力,具有更高的压缩强度。
![]() 图 9 失效压缩复合材料试样的光学显微照片。图(a)和(b)是CF/PPBESK复合材料;图(c)和(d)是CNTs@ CF/PPBESK(4 wt%)复合材料Figure 9. Optical micrographs of failed compression composite specimens. (a) and (b) are CF/PPBESK composites; Figures (c) and (d) are CNTs@ CF/PPBESK (4 wt%) composites
图 9 失效压缩复合材料试样的光学显微照片。图(a)和(b)是CF/PPBESK复合材料;图(c)和(d)是CNTs@ CF/PPBESK(4 wt%)复合材料Figure 9. Optical micrographs of failed compression composite specimens. (a) and (b) are CF/PPBESK composites; Figures (c) and (d) are CNTs@ CF/PPBESK (4 wt%) composites2.4 复合材料层间剪切强度和断裂形态
从图10 CNTs含量对层间剪切强度的影响中可以看出,加入CNTs后会对CF/PPBESK复合材料的剪切强度造成影响。低填充量的CNTs可以提高CF/PPBESK复合材料的剪切强度,当CNTs的质量分数为4 wt%时,剪切模量达到了70 MPa,相比纯CF/PPBESK复合材料提升了14%。随着CNTs填充量的增加,剪切强度会下降。
从图11(a),(b)SEM图中可以看出,纯CF/PPBESK复合材料破坏后CF表面相对光滑,CF表面几乎没有树脂,而从11(c)中则可以看出,CF表面粗糙,可以清楚观察到纤维表面附有大量的树脂碎片。此外,如图11(d)的放大图像中可清晰的看出CNTs的存在。在模压过程中,一部分CNTs能够扩散到CF表面,增加其与树脂间的接触面积,从而改善了其与树脂间的机械互锁能力。此外,CNTs能够起到偏转裂纹的作用,一定程度上阻止了层间裂纹的扩展,增强了界面剪切强度。
![]() 图 11 SEM图:(a),(b)为纯CF/PPBESK复合材料,(c),(d)为CNTs@CF/PPBESK(4 wt%)复合材料Figure 11. SEM images (a),(b) for pure CF/PPBESK composites, (c),(d) for CNTs@CF/PPBESK (4 wt%) composites
图 11 SEM图:(a),(b)为纯CF/PPBESK复合材料,(c),(d)为CNTs@CF/PPBESK(4 wt%)复合材料Figure 11. SEM images (a),(b) for pure CF/PPBESK composites, (c),(d) for CNTs@CF/PPBESK (4 wt%) composites2.5 拉伸性能
CNTs加入到CF/PPBESK复合材料体系中会对基体与CF的界面造成较大的影响,进而也会影响复合材料的拉伸强度,为了深入探究这一影响,进行了拉伸试验。从图5中了解到,纯CF/PPBESK的拉伸强度为
1450 MPa,当CNTs含量达到4 wt%时,CNTs@CF/PPBESK复合材料拉伸强度最高,达到了1696 MPa。之后随CNTs含量的增加,CNTs@CF/PPBESK复合材料的拉伸强度降低,当CNTs含量为15 wt%时,复合材料的拉伸强度最低,为1240 MPa。这归因于CNTs的团聚。通过观察失效拉伸样条,纯CF/PPBESK复合材料中CF与PPBESK之间结合不紧密,而CNTs@CF/PPBESK复合材料由于CNTs的引入改善了树脂与CF的机械锁合作用,界面性能有了明显改善,从而提高了复合材料的拉伸强度。
![]() 图 13 SEM图:(a)为纯CF/PPBESK复合材料,(b)为CNTs@CF/PPBESK(4 wt%)复合材料Figure 13. SEM images: (a) for pure CF/PPBESK composites, (b) for CNTs@CF/PPBESK (4 wt%) composites
图 13 SEM图:(a)为纯CF/PPBESK复合材料,(b)为CNTs@CF/PPBESK(4 wt%)复合材料Figure 13. SEM images: (a) for pure CF/PPBESK composites, (b) for CNTs@CF/PPBESK (4 wt%) composites2.6 复合材料动态热力学分析
对纯CF/PPBESK复合材料与CNTs@CF/PPBESK进行了动态热力学分析,如图11所示,纯CF/PPBESK复合材料的储能模量为14 GPa,而CNTs@CF/PPBESK(4 wt%)复合材料的储能模量为22 GPa,明显可以看出,相较于改性前,改性后的复合材料Tg也有升高。这是因为CNTs比表面积大,并且具有良好的力学性能,与树脂基体结合后,可以将其看作复合材料的增强相。其次,由于CNTs的存在,限制了分子链的移动。在这两种因素协同作用下,CNTs@CF/PPBESK复合材料的刚性得到增强。
![]() 图 14 CF/PPPBESK及CNTs@CF/PPBESK的储能模量和Tan δ曲线Figure 14. Energy storage modulus and Tan δ curves for CF/PPPBESK and CNTs@CF/PPBESK
图 14 CF/PPPBESK及CNTs@CF/PPBESK的储能模量和Tan δ曲线Figure 14. Energy storage modulus and Tan δ curves for CF/PPPBESK and CNTs@CF/PPBESK3. 结 论
(1)引入碳纳米管(CNTs)后,碳纤维(CF)/聚芳醚砜酮(PPBESK)复合材料的导热性能和力学性能均得到了提升。
(2)通过扫描电镜观察证明了引入CNTs后复合材料形成了导热网路。
(3)通过动态热力学分析证明CNTs的引入提高了CF/PPBESK复合材料的Tg和储能模量。
(4)本研究有助于进一步推进结构/功能一体化复合材料的商用步伐,为社会创造巨大收益。
-
![]()
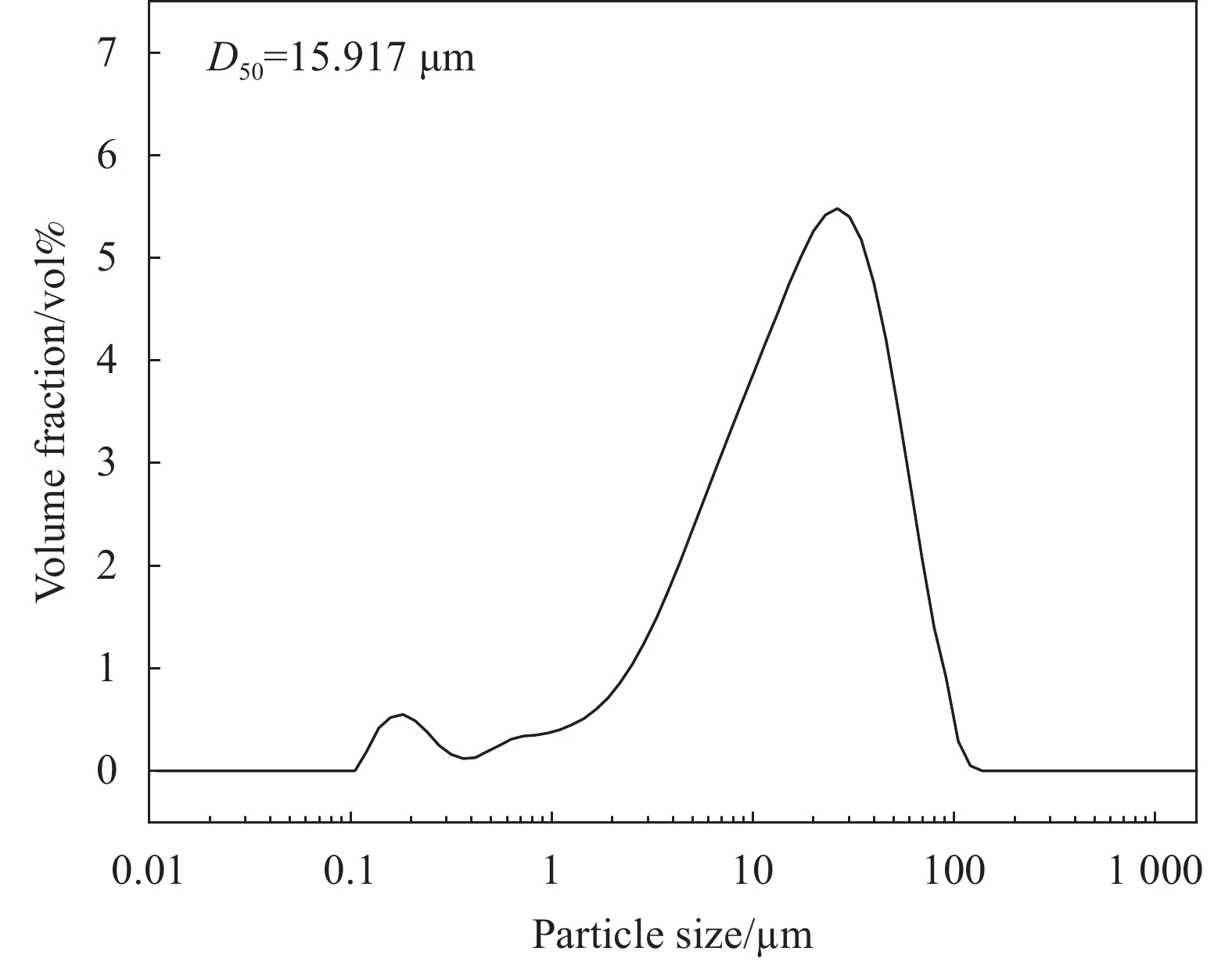
图 1 水泥的粒径分布
Figure 1. Particle size distribution of cement
D50—The diameter at which 50% of particles in a sample are smaller and 50% are larger
![]()
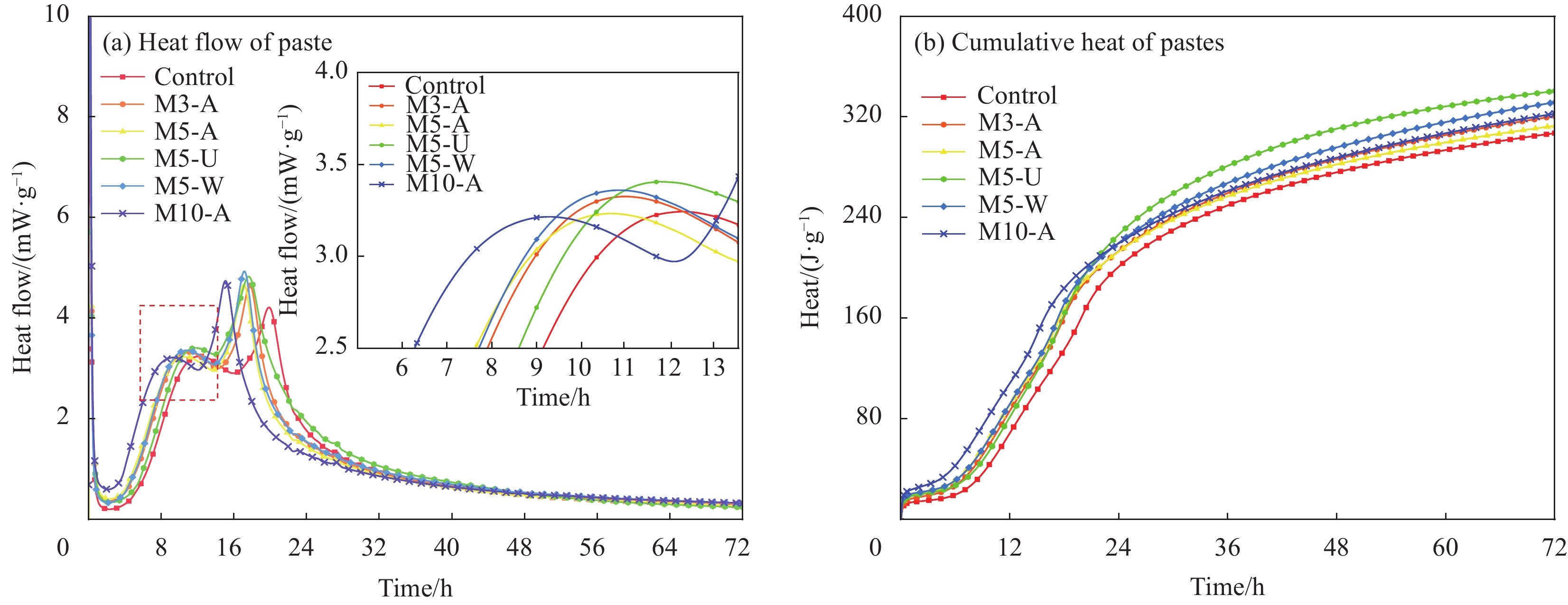
图 6 不同CSA水泥浆样品的等温量热
Figure 6. Isothermal calorimetry of cement pastes samples containing different CSA
![]()
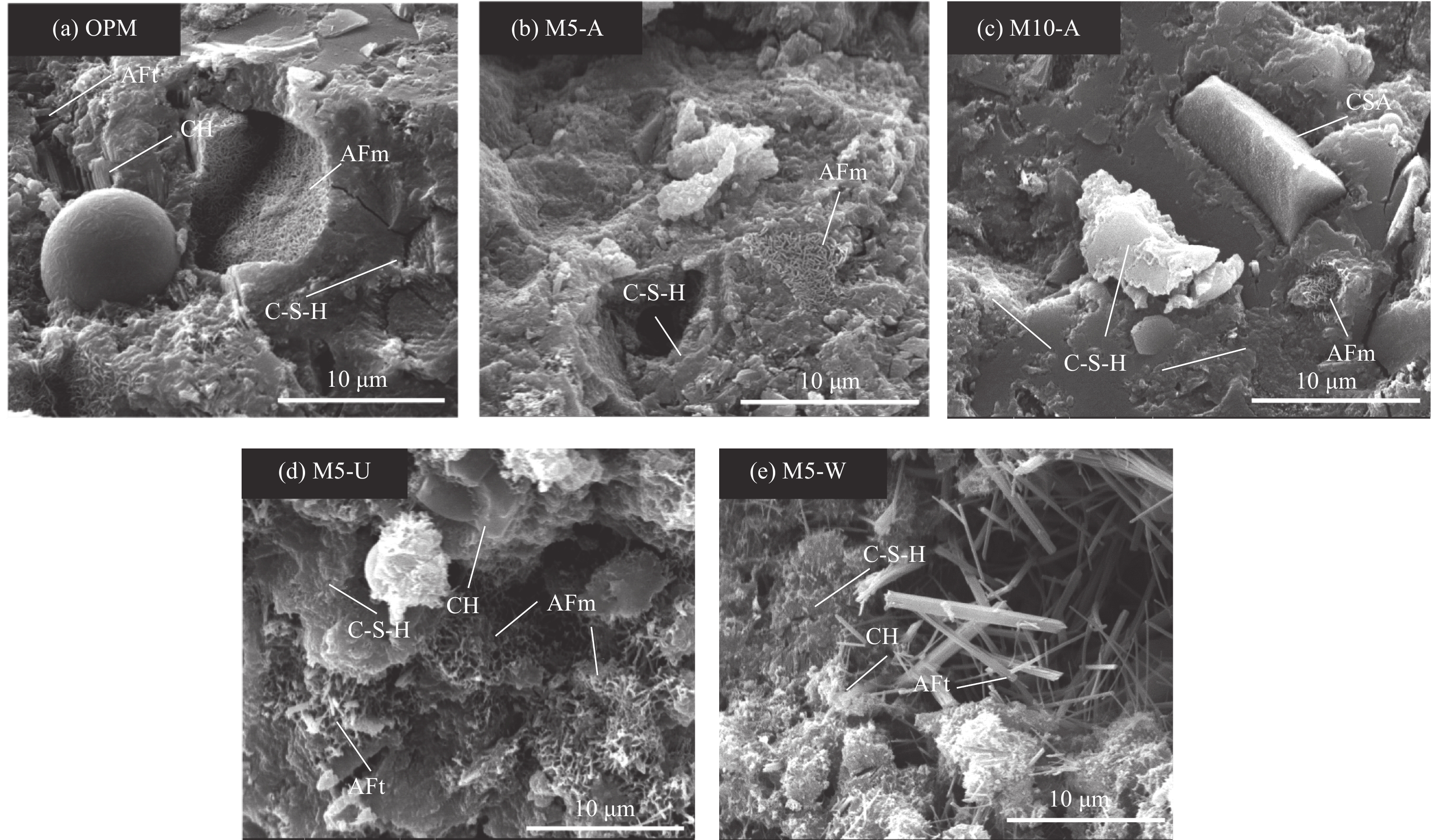
图 9 混合水泥浆体的SEM图像(
5000 ×):(a) OPM;(b) M5-A;(c) M10-A;(d) M5-U;(e) M5-WFigure 9. SEM images of blended cement pastes (
5000 ×): (a) OPM;(b) M5-A;(c) M10-A;(d) M5-U;(e) M5-WAFt—Ettringite; CH—Calcium hydroxide; AFm—Monosulfoaluminate; C-S-H—Calcium silicate hydrate
表 1 水泥的化学成分(wt%)
Table 1 Chemical compositions of cement (wt%)
SiO2 CaO Al2O3 Fe2O3 MgO SO3 TiO2 K2O Na2O LOI 20.25 62.30 6.04 3.41 2.01 3.65 0.39 0.84 0.17 3.24 Note: LOI—Loss on ignition.  下载: 导出CSV
下载: 导出CSV
表 2 玉米秸秆灰(CSA)样品的制备条件
Table 2 Preparation conditions of corn straw ash (CSA) samples
Sample code Washing method Pyrolysis temperature/℃ Heating rate/(℃·min−1) Pyrolysis duration/h Grinding time/min A1 500 2 A2 500 3 A3 600 1 A4 -U, -W, -A 600 10 2 30 A5 600 3 A6 700 1 A7 700 2 Notes: -U means unwashed; -W means pure water washed; -A means acid-washed.
下载: 导出CSV
表 3 砂浆的配合比
Table 3 Mix-proportion details of mortars
Series Cementing material/wt% Water/binder ratio SP/wt% Sand/binder ratio Cement CSA OPM 100 – – – 3 M3-A 97 3 0.5 0.15 3 M5-A 95 5 0.5 0.15 3 M10-A 90 10 0.5 0.15 3 M5-U 95 5 0.5 0.15 3 M5-W 95 5 0.5 0.15 3 Notes: OPM means ordinary Portland mortar; SP means superplasticizer.
下载: 导出CSV
表 4 不同洗涤方式下CSA的化学组成及烧失量(wt%)
Table 4 Chemical composition and LOI of CSA under different washing methods (wt%)
Sample SiO2 Al2O3 Fe2O3 CaO K2O MgO Na2O P2O5 ZnO SO3 Cl Others LOI A5-U 24.386 0.980 0.954 7.440 36.794 7.337 2.767 6.959 0.057 0.951 10.977 0.398 4.65 A5-W 66.748 0.919 1.868 20.479 0.962 4.805 0.011 1.202 0.199 2.386 0.273 0.148 2.94 A5-A 75.653 0.909 1.251 13.914 0.934 2.863 0.032 1.712 0.080 2.011 0.480 0.161 2.39 A6-U 23.109 0.981 0.713 9.130 35.747 8.593 2.391 6.439 0.075 1.162 11.234 0.426 4.39 A6-W 68.675 0.985 1.435 19.152 1.172 4.652 0.085 1.236 0.135 1.936 0.360 0.177 2.93 A6-A 76.749 0.927 0.977 13.235 1.097 2.678 0.013 1.548 0.048 2.291 0.187 0.250 2.24
下载: 导出CSV
表 5 不同热解条件下CSA的氧化物组成及LOI(wt%)
Table 5 Oxide composition and LOI of CSA under different pyrolysis conditions (wt%)
Sample SiO2 Al2O3 Fe2O3 CaO K2O MgO Na2O P2O5 ZnO SO3 Cl Others LOI A1-A 67.458 1.028 0.889 15.380 2.805 6.708 0.092 1.781 0.259 2.385 0.892 0.323 2.82 A3-A 71.519 0.944 1.713 15.676 1.756 3.516 0.044 1.222 0.151 2.929 0.293 0.237 2.79 A4-A 73.644 0.858 1.674 14.302 1.178 3.967 0.054 1.409 0.147 2.253 0.313 0.201 2.66 A5-U 75.653 0.909 1.251 13.914 0.934 2.863 0.032 1.712 0.080 2.011 0.380 0.261 2.39 A7-A 77.495 0.803 1.272 12.385 1.091 2.699 0.035 1.532 0.126 2.096 0.251 0.215 2.21
下载: 导出CSV
-
[1] LAL R. World crop residues production and implications of its use as a biofuel[J]. Environment International, 2005, 31(4): 575-584. DOI: 10.1016/j.envint.2004.09.005
[2] MEHMOOD K, CHANG S, YU S, et al. Spatial and temporal distributions of air pollutant emissions from open crop straw and biomass burnings in China from 2002 to 2016[J]. Environmental Chemistry Letters, 2018, 16(1): 301-309. DOI: 10.1007/s10311-017-0675-6
[3] KIM OANH N T, PERMADI D A, HOPKE P K, et al. Annual emissions of air toxics emitted from crop residue open burning in Southeast Asia over the period of 2010–2015[J]. Atmospheric Environment, 2018, 187: 163-173. DOI: 10.1016/j.atmosenv.2018.05.061
[4] TAO J, ZHANG L, CAO J, et al. A review of current knowledge concerning PM2.5 chemical composition, aerosol optical properties and their relationships across China[J]. Atmospheric Chemistry and Physics, 2017, 17(15): 9485-9518. DOI: 10.5194/acp-17-9485-2017
[5] WANG Z, WANG Z, XU G, et al. Sustainability assessment of straw direct combustion power generation in China: From the environmental and economic perspectives of straw substitute to coal[J]. Journal of Cleaner Production, 2020, 273: 122890. DOI: 10.1016/j.jclepro.2020.122890
[6] KHAN H A, NAQVI S R, MEHRAN M T, et al. A performance evaluation study of nano-biochar as a potential slow-release nano-fertilizer from wheat straw residue for sustainable agriculture[J]. Chemosphere, 2021, 285: 131382. DOI: 10.1016/j.chemosphere.2021.131382
[7] TLAIJI G, PENNEC F, OULDBOUKHITINE S, et al. Hygrothermal performance of multilayer straw walls in different climates[J]. Construction and Building Materials, 2022, 326: 126873. DOI: 10.1016/j.conbuildmat.2022.126873
[8] DE LIMA C P F, CORDEIRO G C. Evaluation of corn straw ash as supplementary cementitious material: Effect of acid leaching on its pozzolanic activity[J]. Cement, 2021, 4: 100007. DOI: 10.1016/j.cement.2021.100007
[9] CORDEIRO G C, TOLEDO FILHO R D, TAVARES L M, et al. Ultrafine grinding of sugar cane bagasse ash for application as pozzolanic admixture in concrete[J]. Cement and Concrete Research, 2009, 39(2): 110-115. DOI: 10.1016/j.cemconres.2008.11.005
[10] ADESANYA D A, RAHEEM A A. A study of the workability and compressive strength characteristics of corn cob ash blended cement concrete[J]. Construction and Building Materials, 2009, 23(1): 311-317. DOI: 10.1016/j.conbuildmat.2007.12.004
[11] MILLER S A, CUNNINGHAM P R, HARVEY J T. Rice-based ash in concrete: A review of past work and potential environmental sustainability[J]. Resources, Conservation and Recycling, 2019, 146: 416-430. DOI: 10.1016/j.resconrec.2019.03.041
[12] RERKPIBOON A, TANGCHIRAPAT W, JATURAPITAKKUL C. Strength, chloride resistance, and expansion of concretes containing ground bagasse ash[J]. Construction and Building Materials, 2015, 101: 983-989. DOI: 10.1016/j.conbuildmat.2015.10.140
[13] GHOLIZADEH VAYGHAN A, KHALOO A R, RAJABIPOUR F. The effects of a hydrochloric acid pre-treatment on the physicochemical properties and pozzolanic performance of rice husk ash[J]. Cement and Concrete Composites, 2013, 39: 131-140. DOI: 10.1016/j.cemconcomp.2013.03.022
[14] CORDEIRO G, NUNES LEMOS M, XAVIER K, et al. Production of agroindustrial ashes with pozzolanic activity via acid leaching, conjugated burning and ultrafine grinding[J]. Ambiente Construído, 2020, 20: 189-203.
[15] SKIBSTED J, SNELLINGS R. Reactivity of supplementary cementitious materials (SCMs) in cement blends[J]. Cement and Concrete Research, 2019, 124: 105799. DOI: 10.1016/j.cemconres.2019.105799
[16] MARTÍNEZ-LAGE I, VELAY-LIZANCOS M, VÁZQUEZ-BURGO P, et al. Concretes and mortars with waste paper industry: Biomass ash and dregs[J]. Journal of Environmental Management, 2016, 181: 863-873. DOI: 10.1016/j.jenvman.2016.06.052
[17] ŠUPIĆ S, BULATOVIĆ V, MALEŠEV M, et al. Sustainable masonry mortars with fly ash, blast furnace granulated slag and wheat straw ash[J]. Sustainability, 2021, 13(21): 12245. DOI: 10.3390/su132112245
[18] 国家市场监督管理总局, 中国国家标准化管理委员会. 建设用砂: GB/T 14684—2022[S]. 北京: 中国标准出版社, 2022. State Administration for Market Regulation, Standardization Administration of the People's Republic of China. Sand for construction: GB/T 14684—2022[S]. Beijing: Standards Press of China, 2022(in Chinese).
[19] 国家市场监督管理总局, 国家标准化管理委员会. 通用硅酸盐水泥: GB 175—2023[S]. 北京: 中国标准出版社, 2023. State Administration for Market Regulation, National Standardization Administration. Common portland cement: GB 175—2023[S]. Beijing: Standards Press of China, 2023(in Chinese).
[20] 中华人民共和国住房和城乡建设部, 中华人民共和国国家质量监督检验检疫总局. 混凝土外加剂应用技术规范: GB 50119—2013[S]. 北京: 中国建筑工业出版社, 2013. Ministry of Housing and Urban-Rural Development of the People's Republic of China, General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China. Code for concrete admixture application: GB 50119—2013[S]. Beijing: China Architecture & Building Press, 2013(in Chinese).
[21] 中华人民共和国建设部. 混凝土用水标准: JGJ 63—2006[S]. 北京: 中国建筑工业出版社, 2006. Ministry of Construction of the People's Republic of China. Standard of water for concrete: JGJ 63—2006[S]. Beijing: China Architecture & Building Press, 2006(in Chinese).
[22] ALEX J, DHANALAKSHMI J, AMBEDKAR B. Experimental investigation on rice husk ash as cement replacement on concrete production[J]. Construction and Building Materials, 2016, 127: 353-362. DOI: 10.1016/j.conbuildmat.2016.09.150
[23] American Society for Testing and Materials. Specification for coal fly ash and raw or calcined natural pozzolan for use in concrete: ASTM C618[S]. West Conshohocken: ASTM international, 2019.
[24] 王功勋. 陶瓷抛光砖粉作辅助胶凝材料的火山灰性[J]. 硅酸盐学报, 2010(7): 1229-1234. WANG Gongxun. Pozzolanic activity of ceramic polishing powder as supplementary cementitious material[J]. Journal of the Chinese Ceramic Society, 2010(7): 1229-1234(in Chinese).
[25] MEMON S A, KHAN S, WAHID I, et al. Evaluating the effect of calcination and grinding of corn stalk ash on pozzolanic potential for sustainable cement-based materials[J]. Advances in Materials Science and Engineering, 2020, 2020(1): 1619480.
[26] SUWANMANEECHOT P, NOCHAIYA T, JULPHUNTHONG P. Improvement, characterization and use of waste corn cob ash in cement-based materials[J]. IOP Conference Series: Materials Science and Engineering, 2015, 103: 012023. DOI: 10.1088/1757-899X/103/1/012023
[27] 中华人民共和国国家质量监督检验检疫总局, 中国国家标准化管理委员会. 水泥胶砂流动度测定方法: GB/T 2419—2005[S]. 北京: 中国建材工业出版社, 2005. General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China, Standardization Administration of the People’s Republic of China. Test method for fluidity of cement mortar: GB/T 2419—2005[S]. Beijing: China Architecture & Building Press, 2005(in Chinese).
[28] American Society for Testing and Materials. Standard test method for flexural strength of hydraulic-cement mortars: ASTM C348—21[S]. West Conshohocken: ASTM International, 2021.
[29] American Society for Testing and Materials. Standard test method for compressive strength of hydraulic-cement mortars (using portions of prisms broken in flexure): ASTM C349—18[S]. West Conshohocken: ASTM International, 2018.
[30] LI Q, ZHAO Y, CHEN H, et al. Effect of waste corn stalk ash on the early-age strength development of fly ash/cement composite[J]. Construction and Building Materials, 2021, 303: 124463. DOI: 10.1016/j.conbuildmat.2021.124463
[31] ATHIRA G, BAHURUDEEN A, APPARI S. Rice-straw ash as a potential supplementary cementitious material: Influence of thermochemical conversion on its properties[J]. Journal of Materials in Civil Engineering, 2021, 33(6): 04021123. DOI: 10.1061/(ASCE)MT.1943-5533.0003727
[32] NAIR D G, FRAAIJ A, KLAASSEN A A K, et al. A structural investigation relating to the pozzolanic activity of rice husk ashes[J]. Cement and Concrete Research, 2008, 38(6): 861-869. DOI: 10.1016/j.cemconres.2007.10.004
[33] SHAKOURI M, EXSTROM C L, RAMANATHAN S, et al. Pretreatment of corn stover ash to improve its effectiveness as a supplementary cementitious material in concrete[J]. Cement and Concrete Composites, 2020, 112: 103658. DOI: 10.1016/j.cemconcomp.2020.103658
[34] 曹锋, 乔宏霞, 王鹏辉, 等. 新型活性混合材料青稞秸秆灰的制备及性能[J]. 工程科学与技术, 2022, 54(4): 155-163. CAO Feng, QIAO Hongxia, WANG Penghui, et al. Preparation and properties of highland barley straw ash as new active mixed materials[J]. Advanced Engineering Sciences, 2022, 54(4): 155-163(in Chinese).
[35] APRIANTI S E. A huge number of artificial waste material can be supplementary cementitious material (SCM) for concrete production—A review part II[J]. Journal of Cleaner Production, 2017, 142: 4178-4194. DOI: 10.1016/j.jclepro.2015.12.115
[36] MEMON S A, KHAN M K. Ash blended cement composites: Eco-friendly and sustainable option for utilization of corncob ash[J]. Journal of Cleaner Production, 2018, 175: 442-455. DOI: 10.1016/j.jclepro.2017.12.050
[37] XU W, LO Y T, OUYANG D, et al. Effect of rice husk ash fineness on porosity and hydration reaction of blended cement paste[J]. Construction and Building Materials, 2015, 89: 90-101. DOI: 10.1016/j.conbuildmat.2015.04.030
[38] HUANG L, YAN P. Effect of alkali content in cement on its hydration kinetics and mechanical properties[J]. Construction and Building Materials, 2019, 228: 116833. DOI: 10.1016/j.conbuildmat.2019.116833
[39] SALAS A, DELVASTO S, DE GUTIERREZ R M, et al. Comparison of two processes for treating rice husk ash for use in high performance concrete[J]. Cement and Concrete Research, 2009, 39(9): 773-778. DOI: 10.1016/j.cemconres.2009.05.006
[40] P·库马尔·梅塔, 保罗·J·M·蒙蒂罗. 混凝土微观结构、性能和材料(原著第四版)[M]. 欧阳东, 译. 北京: 中国建筑工业出版社, 2016: 21-34. MEHTA P K, MONTEIRO P J M. Concrete: Microstructure, properties, and materials[M]. 4th ed. OUYANG Dong, translated. Beijing: China Architecture & Building Press, 2016: 21-34(in Chinese).
[41] ZHANG Q, ZHANG B, FENG Y, et al. Hydration development of blended cement paste with granulated copper slag modified with CaO and Al2O3[J]. Journal of Materials Research and Technology, 2022, 18: 909-920. DOI: 10.1016/j.jmrt.2022.03.008
[42] BULLARD J W, JENNINGS H M, LIVINGSTON R A, et al. Mechanisms of cement hydration[J]. Cement and Concrete Research, 2011, 41(12): 1208-1223. DOI: 10.1016/j.cemconres.2010.09.011
[43] LIU Q, LI B, XIAO J, et al. Utilization potential of aerated concrete block powder and clay brick powder from C&D waste[J]. Construction and Building Materials, 2020, 238: 117721. DOI: 10.1016/j.conbuildmat.2019.117721
[44] 刘超, 胡天峰, 刘化威, 等. 再生复合微粉对混凝土力学性能及微观结构的影响[J]. 建筑材料学报, 2021, 24(4): 726-735. LIU Chao, HU Tianfeng, LIU Huawei, et al. Effect of recycled composite micro-powder on mechanical properties and microstructure of concrete[J]. Journal of Building Materials, 2021, 24(4): 726-735(in Chinese).
-
其他相关附件
-
目的
水泥是建筑行业不可或缺的材料之一,但其生产过程中会产生大量的二氧化碳排放,对环境造成显著影响。因此,降低水泥及其复合材料的碳排放是当前环境科学和材料科学领域的一个重要研究方向。针对双碳目标下水泥及其复材降低碳排放问题,本文旨在降低水泥及其复材碳排放,制备一种可持续生物质灰材料用作水泥辅助胶凝材料。通过这些拓展方向,可以全面地研究和开发生物质灰材料,以实现水泥及其复合材料的可持续性和环境友好性。
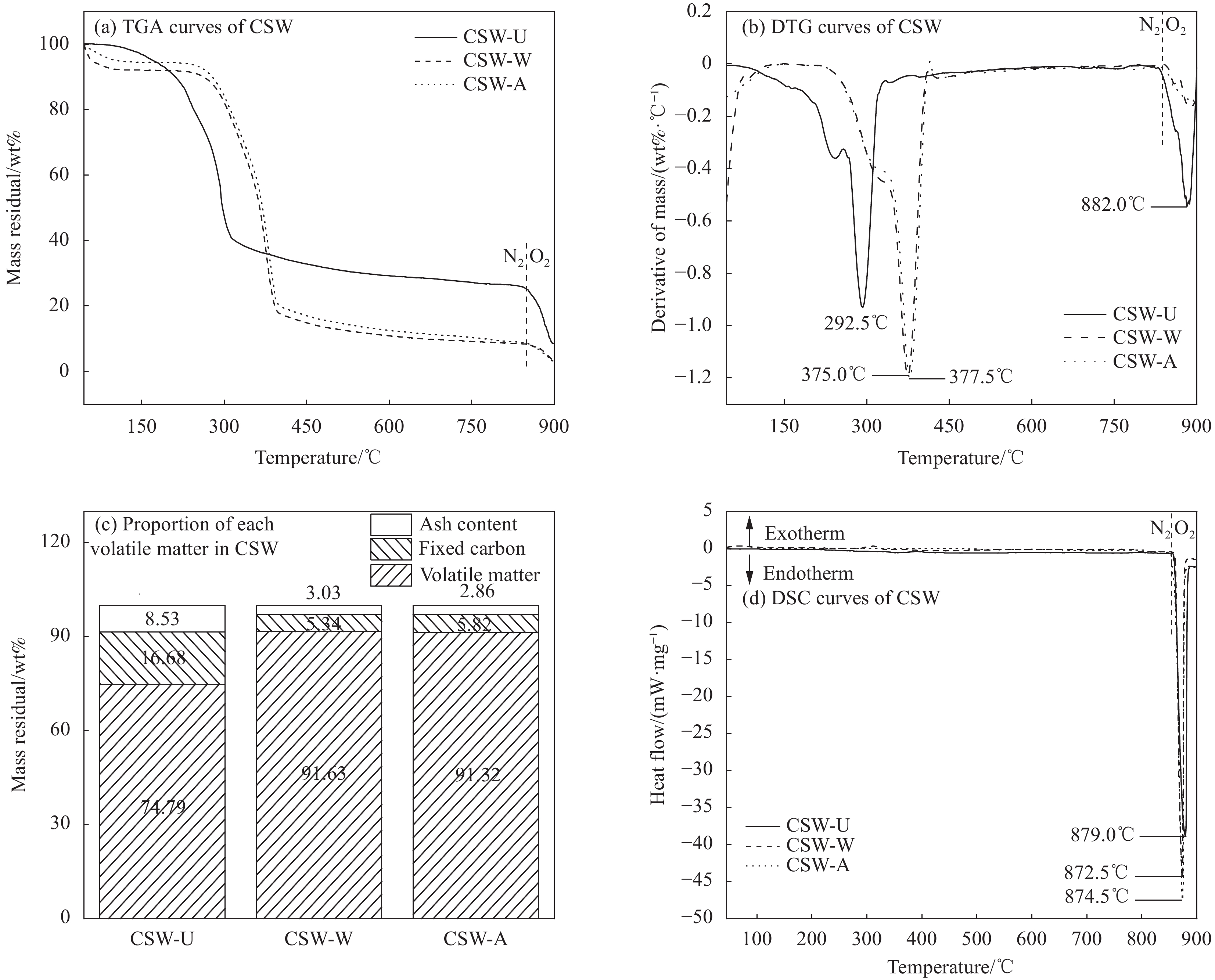
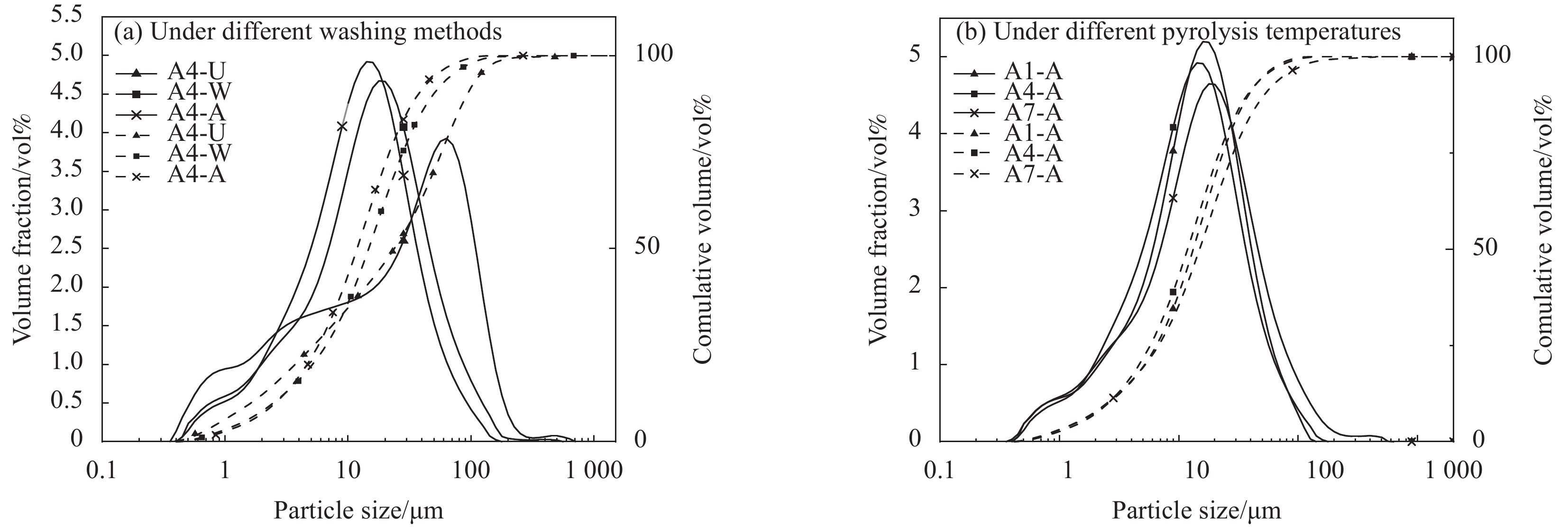
方法本研究以玉米秸秆废弃物( CSW )为原料,开发预处理-热解-研磨三步工艺,制备可作为辅助胶凝材料的可持续玉米秸秆灰( CSA )材料。本研究首先关注了不同预处理方式对CSA活性的影响。对比了未处理、蒸馏水洗涤和盐酸洗涤三种预处理方法,以确定最佳的预处理策略。随后,研究了热解过程中的关键参数——热解温度(500℃、600℃、700℃)和热解时间(1小时、2小时、3小时)——对CSA活性的影响,以及不同预处理方式和CSA掺量对制备砂浆性能的影响。利用热重分析、化学组分、物相组成、粒径分布以及微观结构等方式对CSA进行了表征,并以CSA作为水泥辅助胶凝材料制备了砂浆,测试了水化热、流动性、力学性能及微观结构。
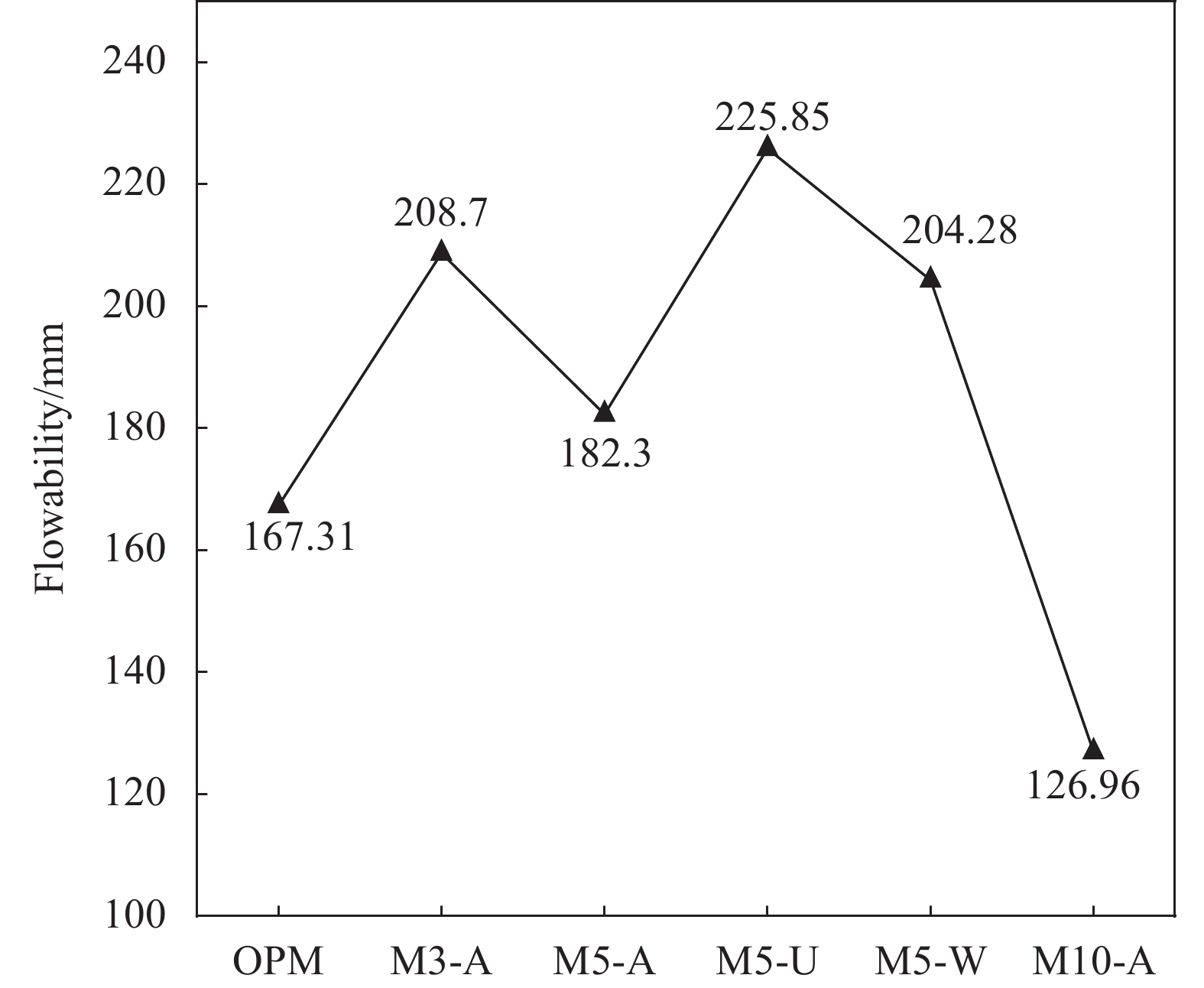
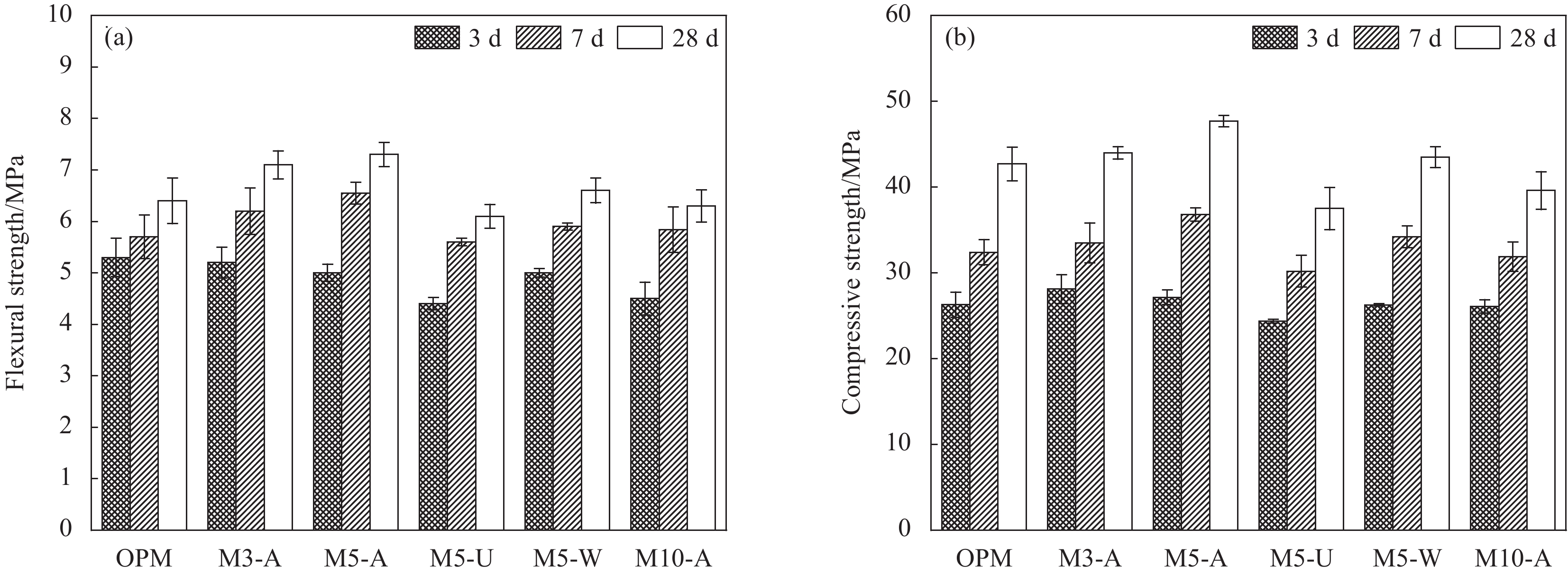
结果CSW经预处理后,CSA、氯离子与碱金属含量、烧失量减少,无定形SiO含量增加,比表面积增加,平均粒径降低,能够加速硅酸三钙(C3S)的水化,促进水化硅酸钙(C-S-H)和氢氧化钙(CH)的生成,水化产物与CSA的小粒径颗粒会填充水泥浆体内部的孔隙,提高水泥浆体结构密实度与早期强度,降低砂浆的流动性,需要加入高效减水剂来获得合适的流动性。处理后的CSA符合ASTM C618对火山灰材料的规定,具备作为矿物掺合料的潜力。CSA随热处理温度和持续时间的增加而热解得越完全,无定形SiO含量增加。但温度升至700 ℃时无定形SiO开始向结晶相SiO转变。热解时间和温度可以相互补充作用于CSA,但热解温度对SiO结晶的影响远大于热解时间。盐酸洗涤、600 ℃热解2 h制备的CSA显示出最优异的火山灰活性。掺入CSA可改善水泥基体内C-S-H的微观结构。未处理、水洗和酸洗CSA的SEM结果显示,C-S-H的形貌从蜂窝状、纤维状转变为致密的凝胶状。高掺量的CSA形成了清晰致密的凝胶状C-S-H产物。小粒径的颗粒与多孔的结构均能保持CSA较高的比表面积,呈现出更高的反应性能。掺加5 wt%经酸洗的CSA28天砂浆试件抗压强度及抗折强度分别提升11.7%和12.5%,力学性能表现最好,利用本研究工艺制备的CSA可作为良好的水泥辅助胶凝材料。
结论CSA的SiO含量随着热解温度的升高和热解时间的延长而增加,且热解温度对SiO结晶的影响远大于热解时间的影响。掺入量为5 wt%的CSA可使砂浆抗压强度提高11.7%。当CSA掺入量超过5 wt%时,过多的多孔结构导致抗压强度降低。未处理、水洗和酸洗CSA的复掺,依次引发水泥基体内C-S-H形貌从蜂窝状、纤维状转变为致密的凝胶状,CSW经酸洗预处理、600 ℃下热解2 h制备的CSA具有优异的火山灰活性,可作为良好的水泥辅助胶凝材料。
-
农作物秸秆资源在全球范围内非常丰富,其作为农业资源被当作农业废弃物处理,未得到充分的回收和再利用,而露天焚烧处理大量的秸秆造成了严重的雾霾问题。生物质燃烧是季节性释放PM2.5和CO2的主要来源之一,可与空气中的大气污染物直接联系。这些污染物可跨太平洋扩散,已成为亟待解决的全球性环境问题。探索秸秆废弃物再利用的可行途径可以减轻环境负担。
辅助胶凝材料是低碳水泥的重要组成部分,由于其基于植物的可持续性,生物质代表了可利用的重要材料类型。掺有生物质的水泥砂浆可获得与水泥砂浆相近的抗压强度,并具有较好的环保性能。
本文以玉米秸秆固废为原料,发展预处理-热解-研磨三步工艺,制备一种可作为水泥辅助胶凝材料的可持续生物质灰材料,降低水泥及其复材碳排放,实现农业固废建材高赋值化。利用热重分析、化学组分、物相组成、粒径分布以及微观结构等方式对玉米秸秆灰(Corn straw ash, CSA)进行了表征,以玉米秸秆灰作为水泥辅助胶凝材料制备了砂浆,测试了水化热、流动性、力学性及微观结构。实验结果表明,随着热解温度的升高和热解时间的增长,CSA中SiO2量逐渐增加,且热解温度对SiO2结晶的影响远大于热解时间的影响。掺入量为5 wt%的CSA可使砂浆抗压强度提高11.7%。当CSA掺入量超过5 wt%时,过多的多孔结构导致抗压强度降低。未处理、水洗和酸洗CSA的复掺,依次引发水泥基体内C-S-H形貌从蜂窝状、纤维状转变为致密的凝胶状,玉米秸秆废弃物经酸洗预处理、600 ℃下热解2 h制备的CSA具有优异的火山灰活性,可作为良好的水泥辅助胶凝材料。研究成果对农业废弃物资源化利用和低碳水泥生产具有重要意义。
技术路线图

















计量
- 文章访问数: 196
- HTML全文浏览量: 127
- PDF下载量: 4
