

Multi-objective process parameter optimization for winding process based on NSGA-II algorithm
-
摘要: 基于复合材料缠绕成型工艺过程,采用响应面法设计湿法缠绕成型试验,以缠绕制品的层间剪切强度、孔隙率为关键性能指标,根据试验结果建立缠绕张力、胶辊间隙、缠绕速度对缠绕制品性能的多元回归预测模型,并验证回归模型的准确性。结合回归模型与Morris法进行不同缠绕制品性能表征参数对各工艺参数的敏感度排序,并得到各工艺参数的相对稳定区间,通过缠绕成型试验验证敏感度分析的有效性。以缠绕制品的层间剪切强度大、孔隙率小为目标,通过主成分分析(PCA)得到层间剪切强度的贡献率为60.9%、孔隙率的贡献率为39.1%,利用NSGA-II算法获得工艺参数最优解集:缠绕张力为65.1 N、胶辊间隙为0.12 mm、缠绕速度为0.17 m/s,缠绕制品的层间剪切强度为54.4 MPa、孔隙率为1.24%、纤维体积分数为74.13vol%。Abstract: Based on the composites winding molding process, the response surface methodology was used to design the wet winding molding test. Taking the interlayer shear strength and porosity of the winding products as the key performance indexes, the multivariate regression prediction model of winding tension, the gap between squeezer rollers and winding speed on the performance of winding products was established based on the experimental results, and the accuracy of the regression model was verified. Combining the regression model and Morris method for ranking the sensitivity of different winding product performance characterization parameters to each process parameter, the relative stability intervals of each process parameter were obtained and the validity of sensitivity analysis through the winding molding test was verified. Taking the large interlayer shear strength and small porosity of the winding products as the target, the dedication rate of interlayer shear strength is 60.9% and the dedication rate of porosity is 39.1% through the principal component analysis, and the optimal solution set of the process parameters is obtained by using the NSGA-II algorithm: The winding tension is 65.1 N, the gap between squeezer rollers is 0.12 mm, and the winding speed is 0.17 m/s. The interlayer shear strength of the winding product is 54.4 MPa, the porosity is 1.24%, and the fiber volume fraction is 74.13vol%.
-
-
![]()
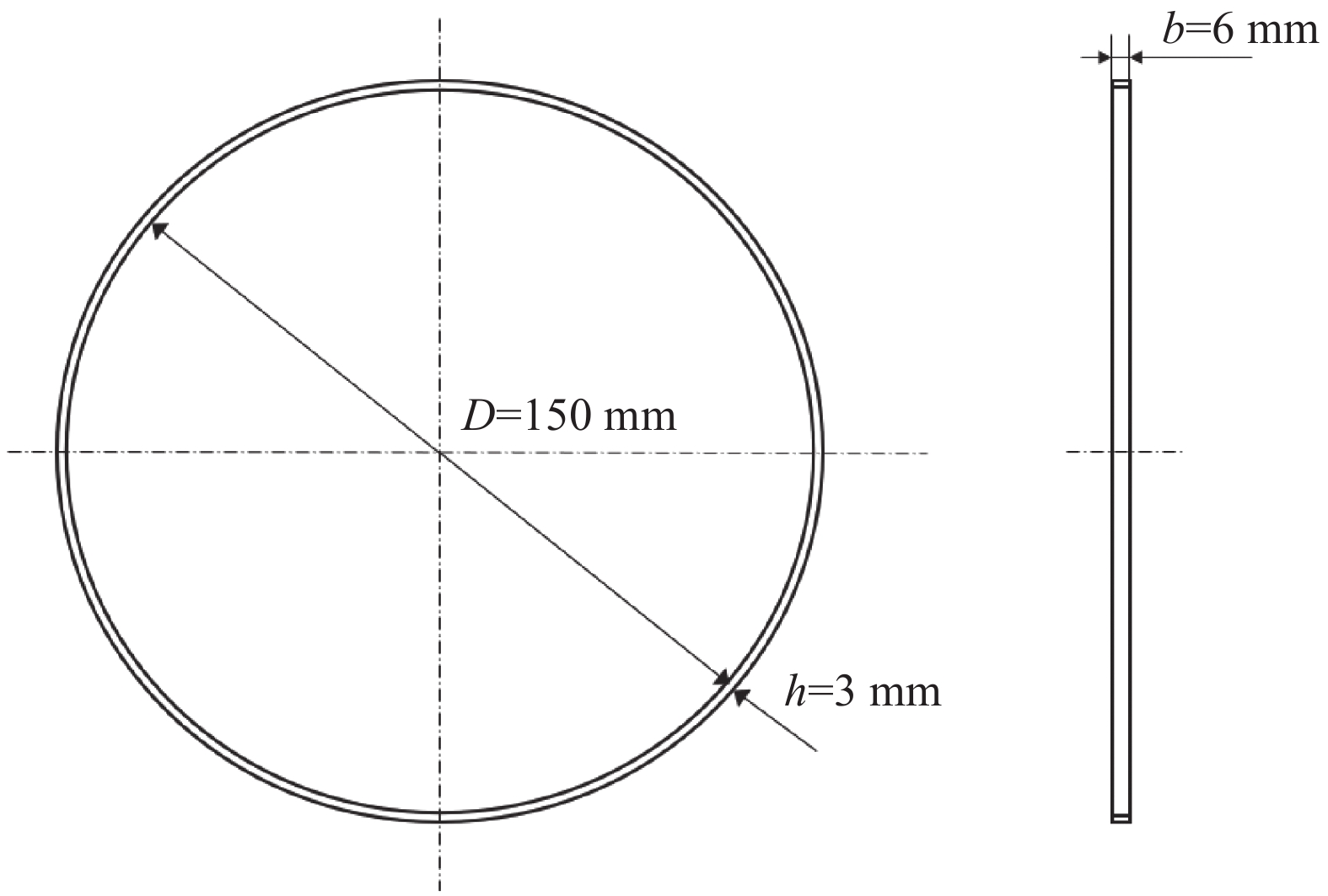
图 1 海军军械实验室(NOL)环尺寸示意图
Figure 1. Schematic of naval ordnance laboratory (NOL) ring dimensions
D—NOL ring diameter; h—NOL ring thickness; b—NOL ring width
![]()
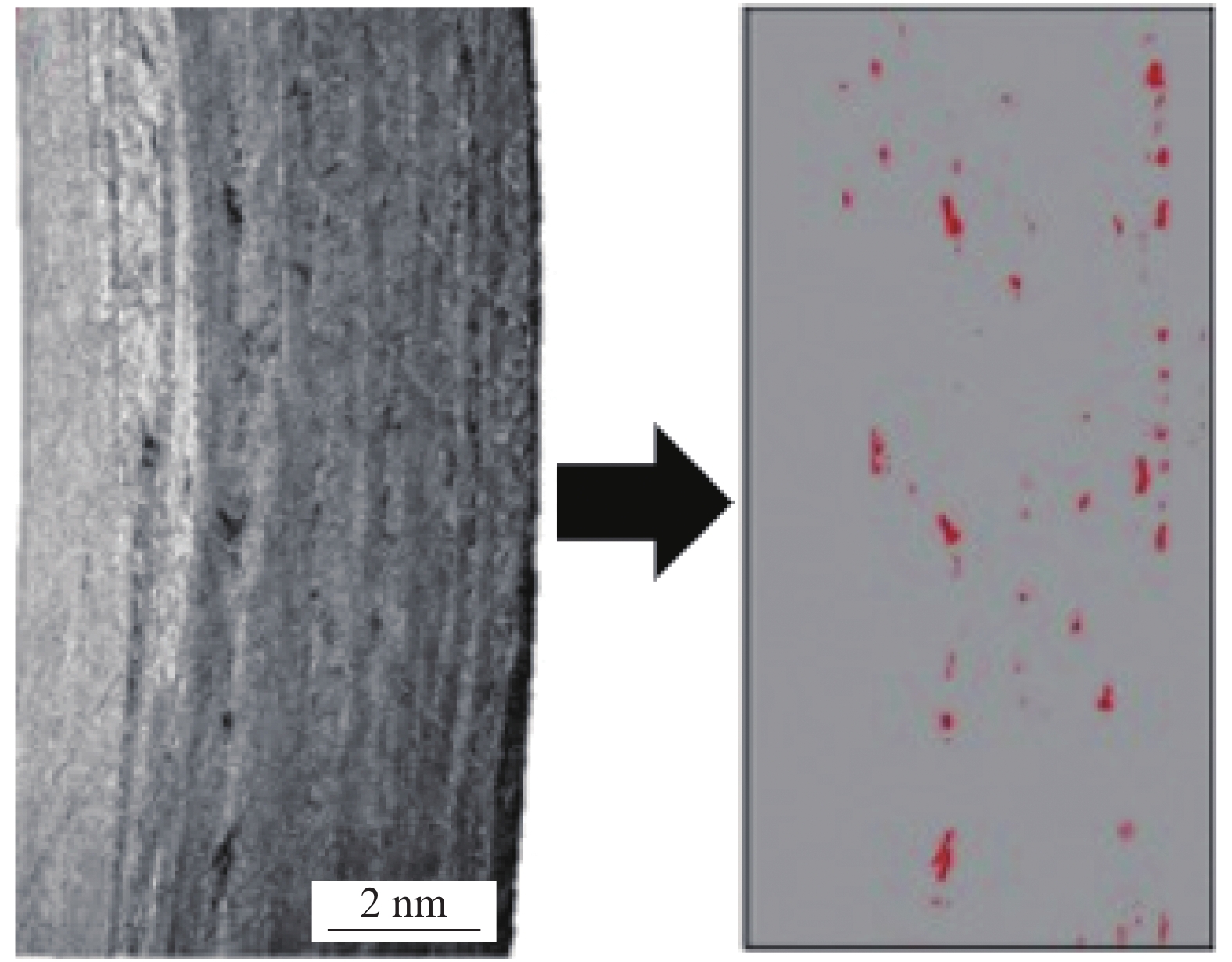
图 3 观测缠绕制品孔隙的显微照片
Figure 3. Photomicrographs for observing the porosity of winding products
![]()
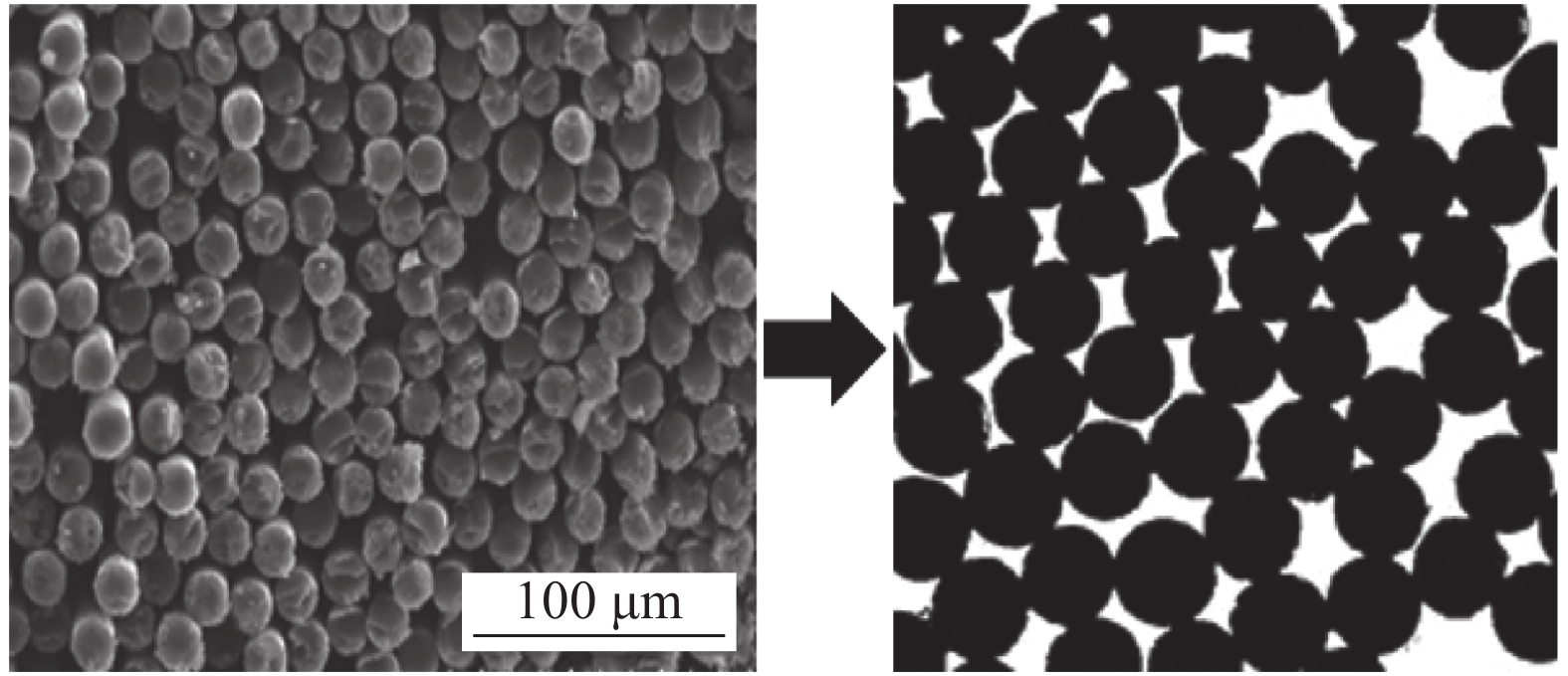
图 4 观测缠绕制品纤维体积分数的显微照片
Figure 4. Photomicrographs for observation of fiber volume fraction of entangled products
![]()
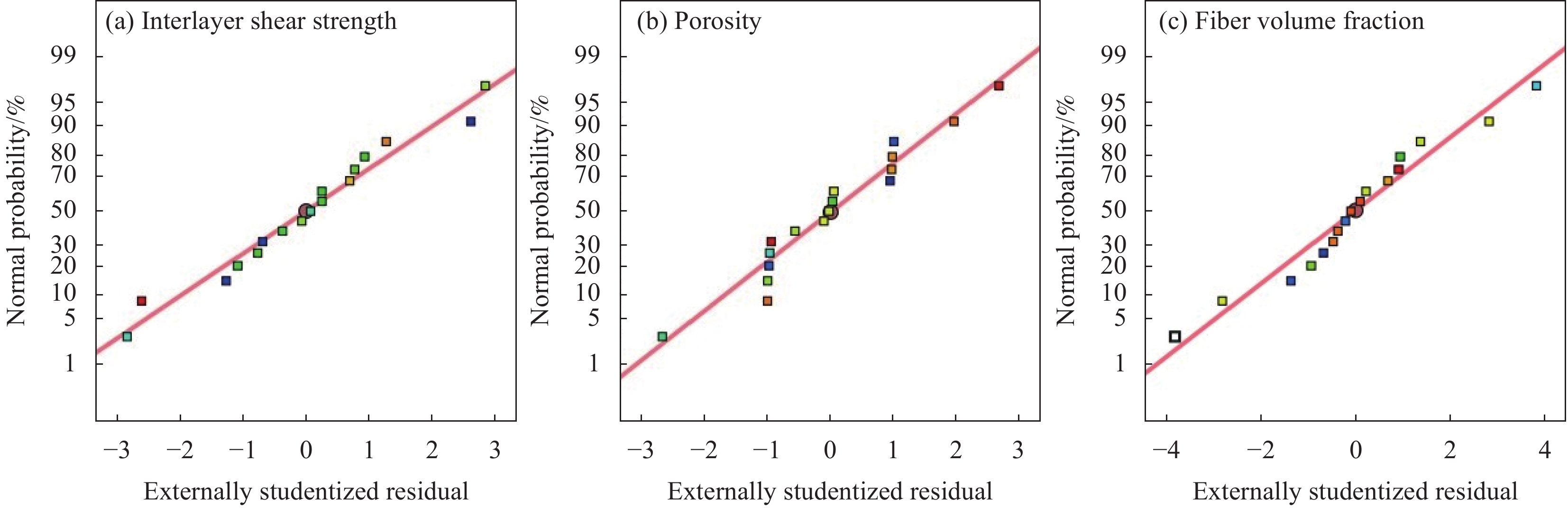
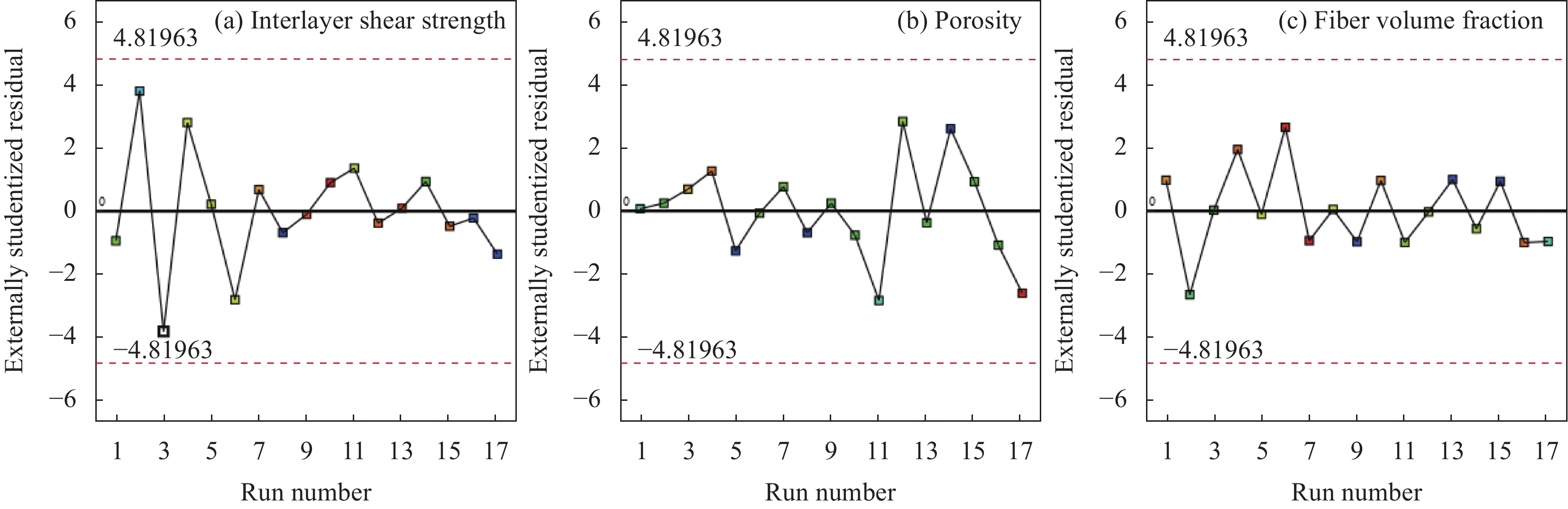
图 5 预测模型残差正态概率分布图
Figure 5. Residual normal probability distribution diagram of predictive model
![]()
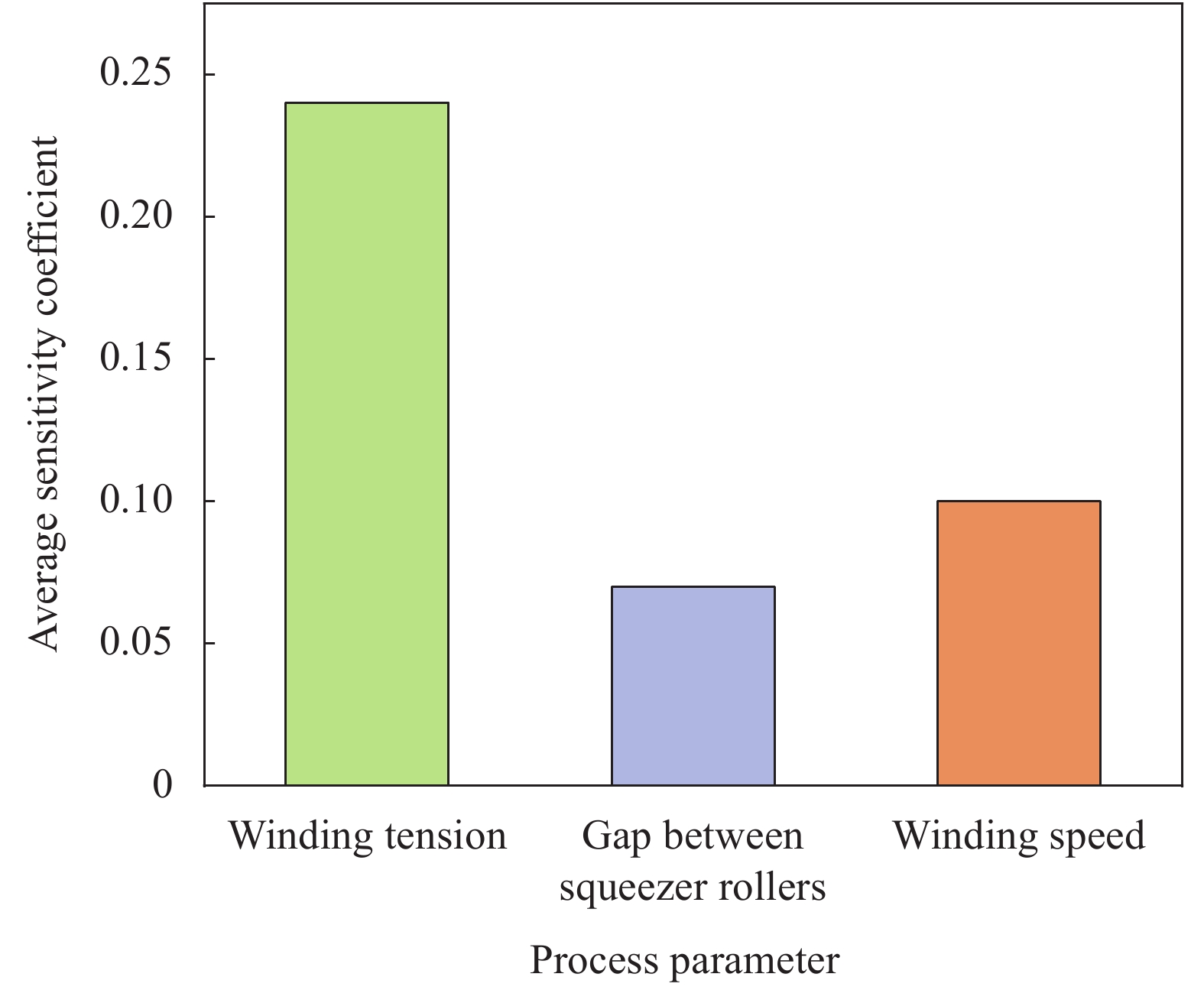
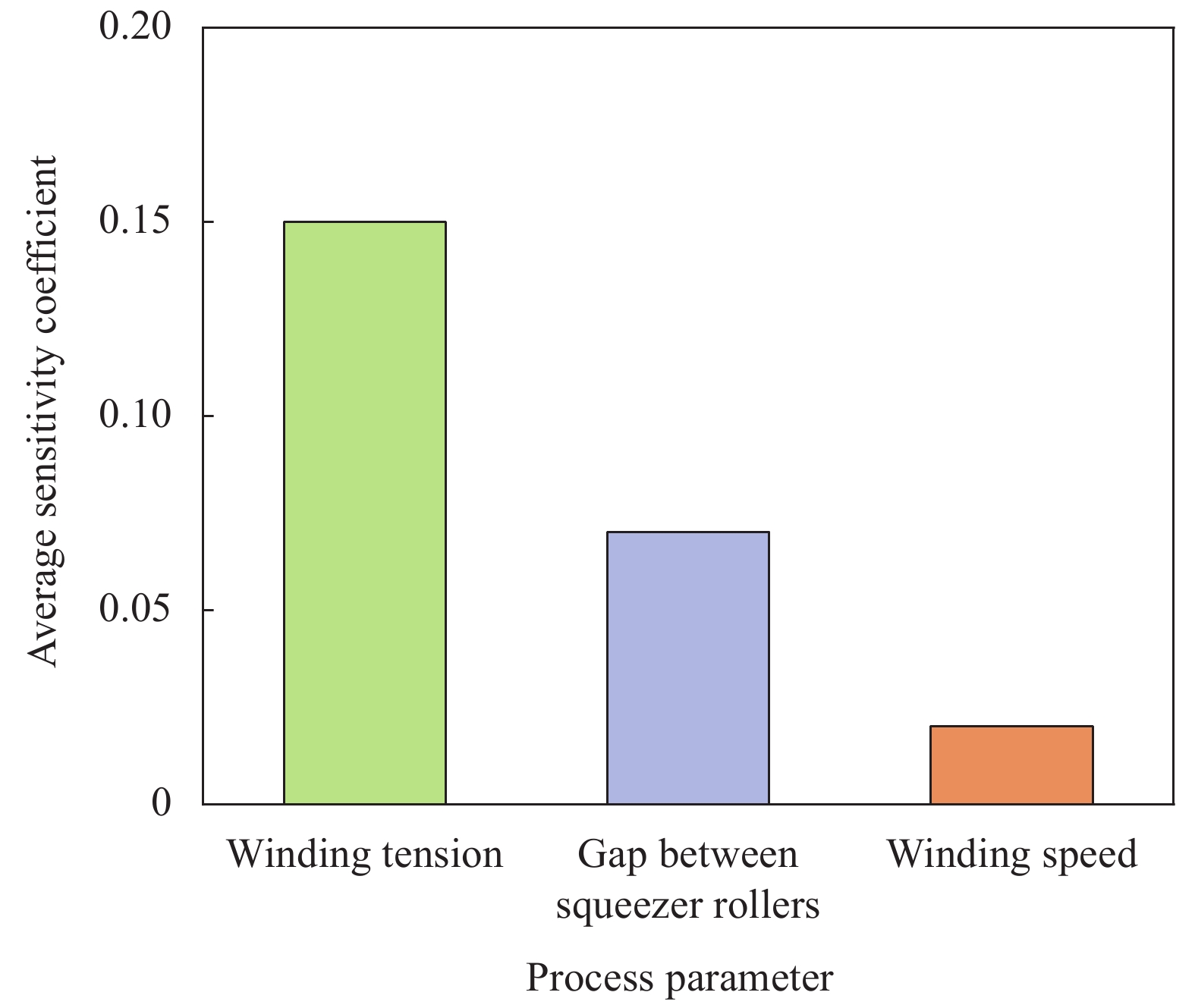
图 8 层间剪切强度对工艺参数的平均敏感度系数
Figure 8. Average sensitivity coefficient of interlayer shear strength to process parameters
![]()
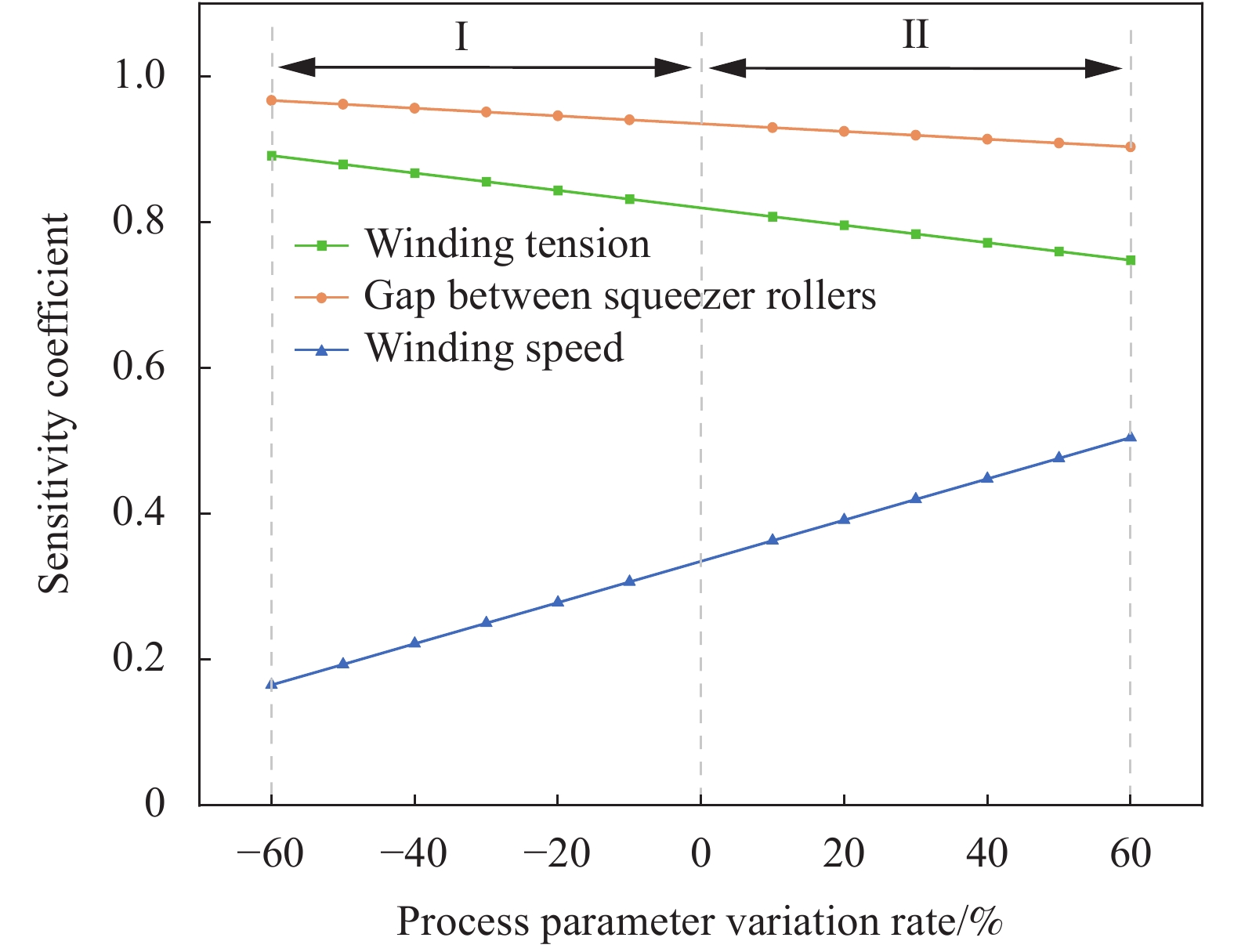
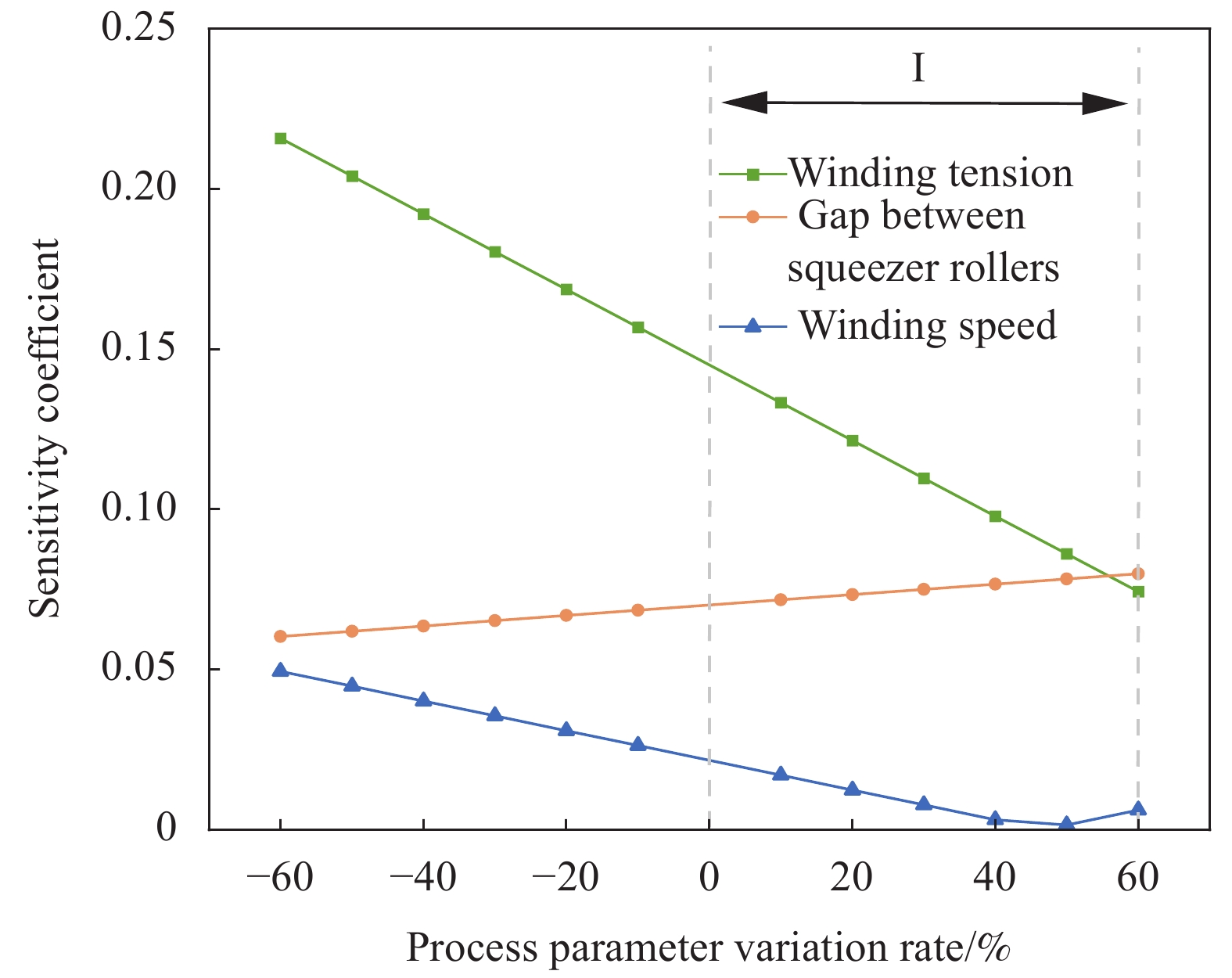
图 9 层间剪切强度对工艺参数的敏感度系数变化
Figure 9. Variation of sensitivity coefficients of interlayer shear strength to process parameters
![]()
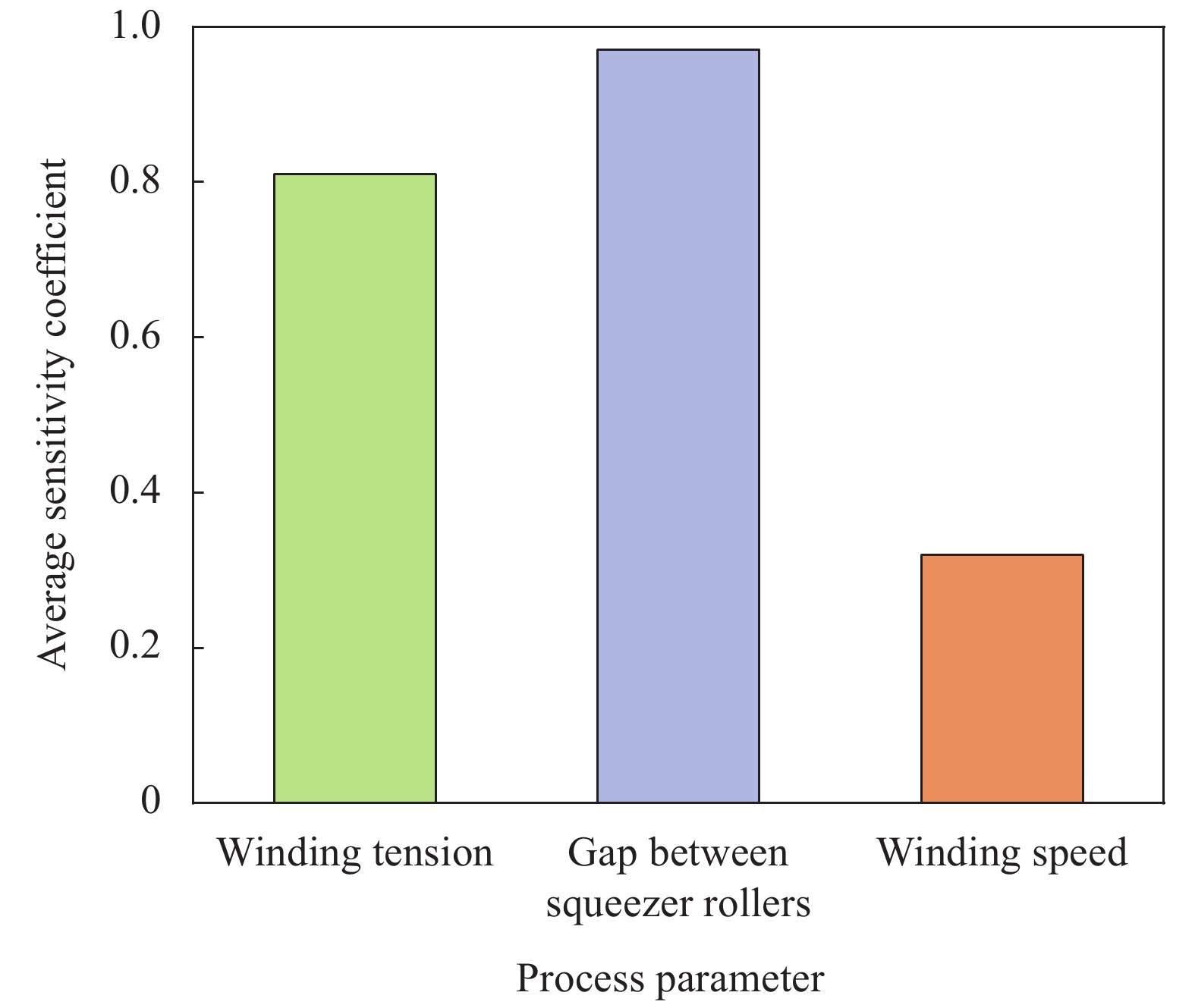
图 10 孔隙率对工艺参数的平均敏感度系数
Figure 10. Average sensitivity coefficient of porosity to process parameters
![]()
图 11 孔隙率对工艺参数的敏感度系数变化
Figure 11. Variation of sensitivity coefficients of porosity to process parameters
![]()
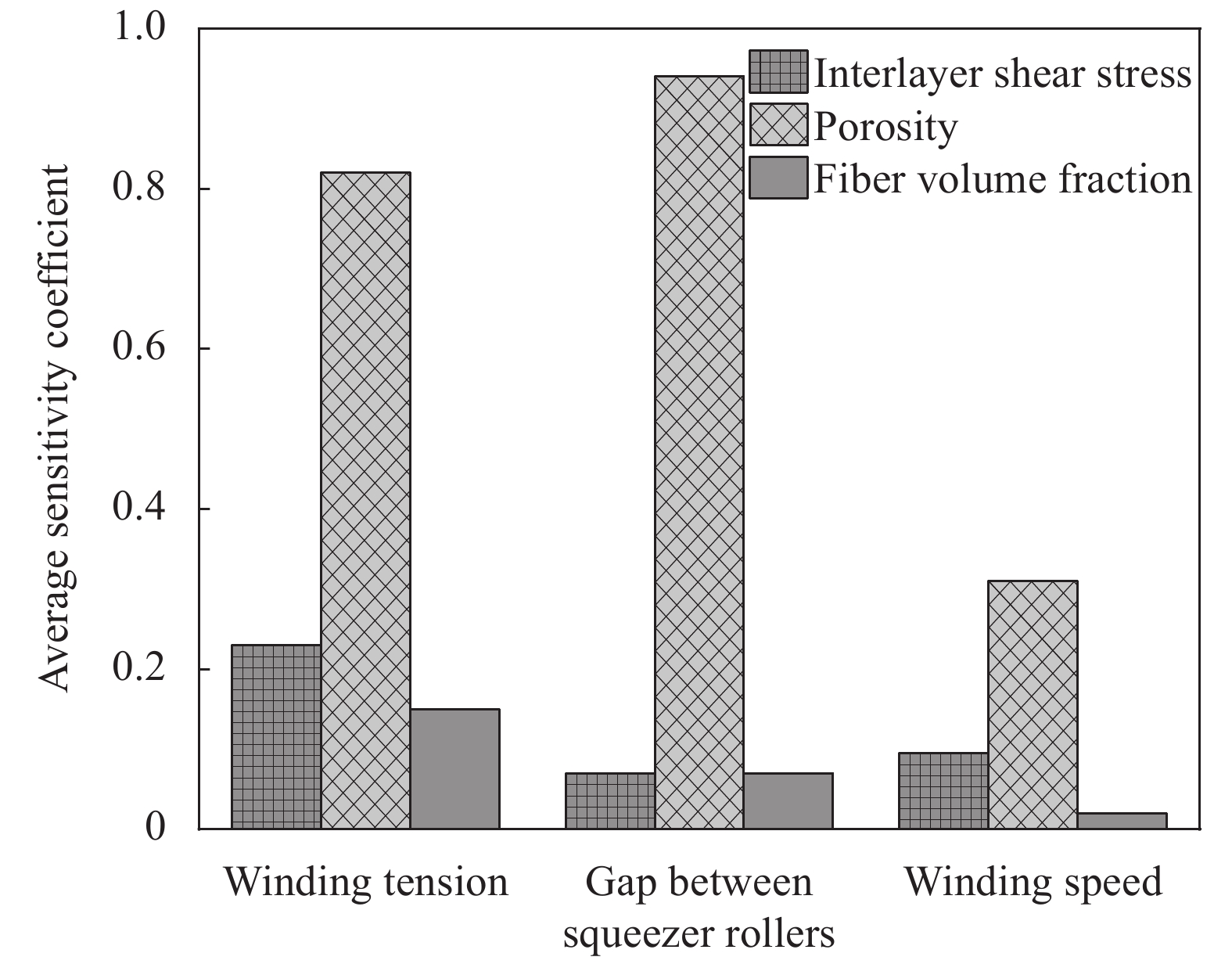
图 12 纤维体积分数对工艺参数的平均敏感度系数
Figure 12. Average sensitivity coefficient of fiber volume fraction to process parameters
![]()
图 13 纤维体积分数对工艺参数的敏感度系数变化
Figure 13. Variation of sensitivity coefficients of fiber volume fraction to process parameters
表 1 复合材料湿法缠绕工艺参数水平表
Table 1 Horizontal table of parameters of composite wet winding process
Level t/N v/(m·s−1) d/mm −1 20 0.1 0.05 0 50 0.25 0.1 1 80 0.4 0.15 Notes: t—Winding tension; d—Gap between squeezer rollers; v—Winding speed.  下载: 导出CSV
下载: 导出CSV
表 2 NOL环缠绕试验设计方案及试验结果
Table 2 NOL ring winding test design and test results
t/N v/(m·s−1) d/mm τS/MPa CV/% VC/% CV/% Vf/vol% CV/% 80 0.4 0.1 38.11 1.72 1.54 1.88 75.71 0.38 50 0.25 0.1 52.64 0.23 2.3 0.58 75.71 0.18 50 0.4 0.05 41.98 1.14 3.52 2.54 77.36 0.59 20 0.4 0.1 30.12 1.63 3.73 1.82 62.74 0.84 80 0.1 0.1 50.71 0.52 0.4 0.64 75.15 0.54 20 0.1 0.1 35.42 0.98 2.84 0.29 62.60 0.45 20 0.25 0.15 32.14 1.04 2.62 1.38 61.24 1.12 50 0.1 0.15 45.82 0.58 0.38 0.28 67.24 0.95 50 0.25 0.1 54.89 0.38 2.3 0.68 73.23 0.22 80 0.25 0.05 47.99 0.88 2.38 2.42 77.68 0.37 50 0.4 0.15 48.65 0.64 1.4 1.33 69.83 0.57 50 0.1 0.05 48.27 0.79 2.94 0.92 73.03 1.22 50 0.25 0.1 51.98 0.31 2.2 0.61 73.46 0.31 80 0.25 0.15 48.04 1.38 0.27 0.95 75.06 1.34 50 0.25 0.1 53.09 0.45 2.4 0.42 71.98 0.19 50 0.25 0.1 51.7 0.28 2.1 0.59 72.55 0.25 20 0.25 0.05 33.14 0.81 4.28 0.35 65.91 1.04 Notes: τS—Interlayer shear strength;VC—Porosity; Vf—Fiber volume fraction; CV—Coefficient of variation.
下载: 导出CSV
表 3 基于层间剪切强度的工艺参数相对稳定区间
Table 3 Relative stability intervals for process parameters based on interlayer shear strengths
Parm Interval Range of process parameter Range of interlayer shear
strength variation/MPaMagnitude of change/MPa t Stable [55 N, 75 N] [51.5, 53.8] 2.3 Sensitive [20 N, 40 N] [39.8, 51.2] 11.4 d Stable [0.08 mm, 0.12 mm] [52.1, 52.8] 0.7 Sensitive [0.05 mm, 0.09 mm] [47.7, 52.6] 4.9 v Stable [0.1 m/s, 0.22 m/s] [51.1, 52.9] 1.8 Sensitive [0.28 m/s, 0.4 m/s] [46.2, 52.2] 6.0
下载: 导出CSV
表 4 基于孔隙率的工艺参数相对稳定区间
Table 4 Relative stability intervals of process parameters based on porosity
Parm Interval Range of process
parameterRange of
porosity
variation/
%Magnitude
of change/
%t Stable [55 N, 80 N] [1.24, 1.88] 0.64 Sensitive [20 N, 55 N] [1.88, 3.31] 1.43 d Stable [0.1 mm, 0.15 mm] [1.02, 1.92] 0.80 Sensitive [0.05 mm, 0.1 mm] [1.92, 3.35] 1.43 v Stable [0.1 m/s, 0.25 m/s] [1.27, 1.85] 0.58 Sensitive [0.25 m/s, 0.4 m/s] [1.85, 2.68] 0.83
下载: 导出CSV
表 5 基于纤维体积分数的工艺参数稳定区间
Table 5 Relative stability intervals of process parameters based on fiber volume fraction
Parm Interval Range of
process
parameterRange of fiber
volume fraction
variation/%Magnitude
of change/
%t Stable [50 N, 80 N] [74.4, 76.5] 2.1 Sensitive [20 N, 50 N] [63.6, 74.4] 10.8 d Stable [0.05 mm, 0.1 mm] [74.4, 75.8] 1.4 Sensitive [0.1 mm, 0.15 mm] [70.2, 74.4] 4.2 v Stable [0.1 m/s, 0.25 m/s] [73.8, 74.4] 0.6 Sensitive [0.25 m/s, 0.4 m/s] [74.4, 75.7] 1.3
下载: 导出CSV
表 6 单目标工艺参数优化
Table 6 Single-objective process parameter optimization
Characterization
parametert/N d/mm v/(m·s−1) Vf/vol% Optimum
valueτS 61 0.09 0.2 74.97 56.6 MPa VC 48 0.15 0.12 65.76 0.01%
下载: 导出CSV
表 7 主成分分析结果
Table 7 Results of principal component analysis
Principal component Eigenvalue Principal component
contribution ratio/%τS 1.2176 60.9 VC 0.7824 39.1 Total – 100
下载: 导出CSV
表 8 基于NSGA-II与主成分分析法的多目标优化结果
Table 8 Multi-objective optimization results based on NSGA-II with principal component analysis
t/N d/mm v/(m·s−1) Vf/% τS/MPa VC/% 65.1 0.12 0.17 74.13 54.4 1.24
下载: 导出CSV
表 9 层间剪切强度的理论值与实际值对比
Table 9 Comparison of theoretical and actual values of interlayer shear strength
No. t/N d/mm v/(m·s−1) τS/MPa Relative
error/%Predict Actual 1 65.1 0.12 0.17 54.4 56.5 3.8 2 65.1 0.12 0.17 54.4 53.2 2.2 3 65.1 0.12 0.17 54.4 55.6 2.2 4 65.1 0.12 0.17 54.4 53.4 1.8 5 65.1 0.12 0.17 54.4 55.3 1.7
下载: 导出CSV
表 10 孔隙率的理论值与实际值对比
Table 10 Comparison of theoretical and actual values of porosity
No. t/N d/mm v/(m·s−1) Porosity/% Relative
error/%Predict Actual 1 65.1 0.12 0.17 1.24 1.32 6.5 2 65.1 0.12 0.17 1.24 1.21 2.4 3 65.1 0.12 0.17 1.24 1.22 1.6 4 65.1 0.12 0.17 1.24 1.15 7.3 5 65.1 0.12 0.17 1.24 1.28 3.2
下载: 导出CSV
表 11 纤维体积分数的理论值与实际值对比
Table 11 Comparison of theoretical and actual values of fiber volume fraction
No. t/N d/mm v/(m·s−1) Vf/vol% Relative
error/%Predict Actual 1 65.1 0.12 0.17 74.13 73.28 1.1 2 65.1 0.12 0.17 74.13 74.8 0.9 3 65.1 0.12 0.17 74.13 75.09 1.3 4 65.1 0.12 0.17 74.13 75.88 2.4 5 65.1 0.12 0.17 74.13 74.64 0.7
下载: 导出CSV
-
[1] 康超. 预浸带缠绕成型筒形件关键性能建模及其工艺参数优化设计[D]. 西安: 西北工业大学, 2018. KANG Chao. Research on key performance modeling and process parameters optimized design for prepreg tapecylinder winding[D]. Xi'an: Northwestern Polytechnical University, 2018(in Chinese).
[2] 邓明, 曹子荷, 王静南, 等. 缠绕张力对干法缠绕复合材料结构残余应力及回弹变形的影响[J]. 复合材料学报, 2023, 40(12): 6884-6896. DENG Ming, CAO Zihe, WANG Jingnan, et al. Investigation on the influence of winding tension on residual stress and spring-in deformation of dry wound composite structure[J]. Acta Materiae Compositae Sinica, 2023, 40(12): 6884-6896(in Chinese).
[3] AZEEM M, YA H H, KUMAR M, et al. Application of filament winding technology in composite pressure vessels and challenges: A review[J]. Journal of Energy Storage, 2022, 49: 103468.
[4] 杨斌, 胡超杰, 轩福贞, 等. 多壁碳纳米管界面传感器及其在纤维缠绕压力容器原位监测中的应用[J]. 复合材料学报, 2020, 37(2): 336-344. YANG Bin, HU Chaojie, XUAN Fuzhen, et al. Multi-walled carbon nanotube interfacial sensor and its application in in-situ monitoring of the filament wound pressure vessel[J]. Acta Materiae Compositae Sinica, 2020, 37(2): 336-344(in Chinese).
[5] YIN D, LI B, XIAO H. Analysis for the residual prestress of composite barrel for railgun with tension winding[J]. Defence Technology, 2020, 16(4): 893-899. DOI: 10.1016/j.dt.2019.11.008
[6] PARK Y, HWANG T K, CHUNG S, et al. Recent research trends in carbon fiber tow prepreg for advanced composites[J]. Journal of the Korean Society of Propulsion, 2017, 2(21): 94-101.
[7] 祖磊. 先进复合材料成型技术[M]. 北京: 科学出版社, 2021: 4-5. ZU Lei. Advanced Composite Molding Technology[M]. Beijing: Science Press, 2021: 4-5(in Chinese).
[8] 李梦颖. 面向湿法缠绕成型的T700/环氧复合材料微波固化机理及工艺研究[D]. 南京: 南京航空航天大学, 2021. LI Mengying. Study on microwave curing mechanism and process of T700/epoxy composites by wet filament winding[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2021(in Chinese).
[9] 史耀耀, 俞涛, 何晓东, 等. 复合材料带缠绕成型工艺参数耦合机制及优化[J]. 复合材料学报, 2015, 32(3): 831-839. DOI: 10.13801/j.cnki.fhclxb.20150609.003 SHI Yaoyao, YU Tao, HE Xiaodong, et al. Mechanism and optimization of process parameters coupling for composite tape winding[J]. Acta Materiae Compositae Sinica, 2015, 32(3): 831-839(in Chinese). DOI: 10.13801/j.cnki.fhclxb.20150609.003
[10] SCHLEDJEWSKI R, LATRILLE M. Processing of unidirectional fiber reinforced tapes-fundamentals on the way to a process simulation tool (ProSimFRT)[J]. Composites Science and Technology, 2003, 63(14): 2111-2118. DOI: 10.1016/S0266-3538(03)00108-8
[11] KHAN M A, MITSCHANG P, SCHLEDJEWSKI R. Identification of some optimal parameters to achieve higher laminate quality through tape placement process[J]. Advances in Polymer Technology, 2010, 29(2): 98-111.
[12] KHAN M A, MITSCHANG P, SCHLEDJEWSKI R. Parametric study on processing parameters and resulting part quality through thermoplastic tape placement process[J]. Journal of Composite Materials, 2013, 47(4): 485-499. DOI: 10.1177/0021998312441810
[13] ZU L, XU H, ZHANG Q, et al. Investigation on mechanical behavior of composite electromagnetic gun barrel based on the high tension winding[J]. Composite Structures, 2020, 248: 112521.
[14] 俞涛. 带缠绕工艺参数耦合对制品性能影响机制研究[D]. 西安: 西北工业大学, 2018. YU Tao. Research on the influence mechanism of parameters coupling on product performance for tape winding process[D]. Xi'an: Northwestern Polytechnical University, 2018(in Chinese).
[15] 洪旗, 史耀耀, 路丹妮, 等. 基于灰色关联分析和响应面法的复合材料缠绕成型多目标工艺参数优化[J]. 复合材料学报, 2019, 36(12): 2822-2832. HONG Qi, SHI Yaoyao, LU Danni, et al. Multi-response parameter optimization for the composite tape winding process based on grey relational analysis and response surface methodology[J]. Acta Materiae Compositae Sinica, 2019, 36(12): 2822-2832(in Chinese).
[16] BLACHUT A, WOLLMANN T, PANEK M, et al. Influence of fiber tension during filament winding on the mechanical properties of composite pressure vessels[J]. Composite Structures, 2023, 304: 116337.
[17] 中国国家标准化管理委员会. 纤维缠绕增强塑料环形试样力学性能试验方法: GB/T 1458—2008[S]. 北京: 中国标准出版社, 2008. Standardization Administration of the People's Republic of China. Test method for mechanical properties of filament wound reinforced plastics annular specimens: GB/T 1458—2008[S]. Beijing: Standards Press of China, 2008(in Chinese).
[18] 李稳, 陈蔚, 汤立群, 等. 基于纤维束增强树脂基复合材料测试的单向层合板层间剪切性能的预估方法[J]. 复合材料学报, 2018, 35(10): 2793-2803. LI Wen, CHEN Wei, TANG Liqun, et al. A prediction method of interlaminar shear strength of unidirectional laminates based on fiber bundle reinforced polymer composites[J]. Acta Materiae Compositae Sinica, 2018, 35(10): 2793-2803(in Chinese).
[19] 谭翔飞, 何宇廷, 冯宇, 等. 航空复合材料加筋板剪切稳定性及后屈曲承载性能[J]. 复合材料学报, 2018, 35(2): 320-331. TAN Xiangfei, HE Yuting, FENG Yu, et al. Stability and post-buckling carrying capacity of aeronautic composite stiffened panel under shear loading[J]. Acta Materiae Compositae Sinica, 2018, 35(2): 320-331(in Chinese).
[20] 中国航空研究院. 复合材料结构设计手册[M]. 北京: 航空工业出版社, 2001: 56-57. Chinese Aeronautical Establishment. Composite structural design manual[M]. Beijing: Aviation Industry Press, 2001: 56-57(in Chinese).
[21] GAO M, GUO E, CHEN Z, et al. Revealing the role of micropore defects in tensile deformation of a B4Cp/Al composite using an actual three-dimensional model[J]. Journal of Materials Research and Technology, 2023, 22: 3146-3155. DOI: 10.1016/j.jmrt.2022.12.145
[22] HAUSHERR J M, WAGNER L, GORYWODA M. Fabrication of artificial defects and their effect on the mechanical properties of C/C-SiC[J]. Journal of the European Ceramic Society, 2020, 40(3): 636-641. DOI: 10.1016/j.jeurceramsoc.2019.10.012
[23] 李步炜, 尧军平, 陈国鑫, 等. SiC/AZ91D复合材料中孔隙缺陷对裂纹萌生和扩展行为的影响[J]. 复合材料学报, 2024, 41(3): 1554-1566. LI Buwei, YAO Junping, CHEN Guoxin, et al. Effect of porosity defects on crack initiation and propagation behavior in SiC/AZ91D composites[J]. Acta Materiae Compositae Sinica, 2024, 41(3): 1554-1566(in Chinese).
[24] 中国国家标准化管理委员会. 碳纤维增强塑料孔隙含量和纤维体积含量试验方法: GB/T 3365—2008[S]. 北京: 中国标准出版社, 2008. Standardization Administration of the People's Republic of China. Carbon fiber reinforced platics—Determination of void content and fiber volume content: GB/T 3365—2008[S]. Beijing: Standards Press of China, 2008(in Chinese).
[25] LIU Y, CHAI J C, CUI X, et al. Multi-objective optimization of air dehumidification membrane module based on response surface method and genetic algorithm[J]. Energy Reports, 2023, 9: 2201-2212. DOI: 10.1016/j.egyr.2023.01.036
[26] AKKAYA G K, ERKAN H S, SEKMAN E, et al. Modeling and optimizing Fenton and electro-Fenton processes for dairy wastewater treatment using response surface methodology[J]. International Journal of Environmental Science and Technology, 2019, 16(5): 2343-2358. DOI: 10.1007/s13762-018-1846-0
[27] BAI H, SHI L, AOUES Y, et al. Estimation of probability distribution of long-term fatigue damage on wind turbine tower using residual neural network[J]. Mechanical Systems and Signal Processing, 2023, 190: 110101.
[28] 黄晓婷. 基于Morris法的液压互联悬架关键参数灵敏度分析及优化[D]. 长沙: 湖南大学, 2015. HUANG Xiaoting. Sensitivity analysis and optimization of key parameter of hydraulically interconnected suspension based on Morris[D]. Changsha: Hunan University, 2015(in Chinese).
[29] 程强, 崔磊鑫, 张涛, 等. 基于Morris法的滚珠丝杠副传动效率多因素分析[J]. 组合机床与自动化加工技术, 2023(6): 128-131. CHENG Qiang, CUI Leixin, ZHANG Tao, et al. Multi-factor analysis of transmission efficiency of ball screw pair based on Morris method[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2023(6): 128-131(in Chinese).
[30] VAN RENSBURG A J, VAN SCHOOR G, VAN VUUREN P A. Stepwise global sensitivity analysis of a physics-based battery model using the Morris method and Monte Carlo experiments[J]. Journal of Energy Storage, 2019, 25: 100875.
[31] ZHANG Z, CHENG X, XING Z, et al. Pareto multi-objective optimization of metro train energy-saving operation using improved NSGA-II algorithms[J]. Chaos, Solitons and Fractals, 2023, 176: 114183.
[32] CHEN L, CAO L, WEN Y, et al. A knowledge-based NSGA-II algorithm for multi-objective hot rolling production scheduling under flexible time-of-use electricity pricing[J]. Journal of Manufacturing Systems, 2023, 69: 255-270. DOI: 10.1016/j.jmsy.2023.06.009
[33] 王燕燕, 李家豪, 舒林森, 等. 基于RSM与NSGA-II算法的激光熔覆参数多目标优化[J]. 激光与光电子学进展, 2022, 59(7): 185-191. WANG Yanyan, LI Jiahao, SHU Linsen, et al. Multi-objective optimization of laser cladding parameters based on RSM and NSGA-II algorithm[J]. Laser & Optoelectronics Progress, 2022, 59(7): 185-191(in Chinese).
[34] DEB K, PRATAP A, AGARWAL S, et al. A fast and elitist multiobjective genetic algorithm: NSGA-II[J]. IEEE Transactions on Evolutionary Computation, 2002, 6(2): 182-197. DOI: 10.1109/4235.996017
[35] 李海君, 徐廷学. 基于主成分分析的区域装备保障能力评估方法[J]. 火力与指挥控制, 2022, 47(3): 35-39. DOI: 10.3969/j.issn.1002-0640.2022.03.006 LI Haijun, XU Tingxue. Evaluation method of regional equipment support capability based on principal component analysis[J]. Fire Control & Command Control, 2022, 47(3): 35-39(in Chinese). DOI: 10.3969/j.issn.1002-0640.2022.03.006
[36] UGWOKE R E, UBACHUKWU A A, URAMA J O, et al. Principal component analysis of ground level enhancement of cosmic ray events[J]. Research in Astronomy and Astrophysics, 2023, 23(3): 155-169.
-
目的
在缠绕成型工艺过程中,控制复合材料结构件缠绕成型工艺过程中的工艺参数是保证制品性能的关键。然而目前对于湿法缠绕工艺参数的研究并不全面,部分工艺参数往往需要通过经验调节;此外,缠绕制品具有多维度的质量性能评价指标,如何根据实际需求对缠绕制品的不同性能表征进行多目标优化是目前研究存在的难点之一。针对上述问题,本文结合缠绕成型试验并建立缠绕制品性能预测模型,基于NSGA-Ⅱ算法与主成分分析法,对缠绕成型过程进行多目标工艺参数优化,对湿法缠绕成型工艺过程工艺参数的选取具有一定的指导与借鉴意义。
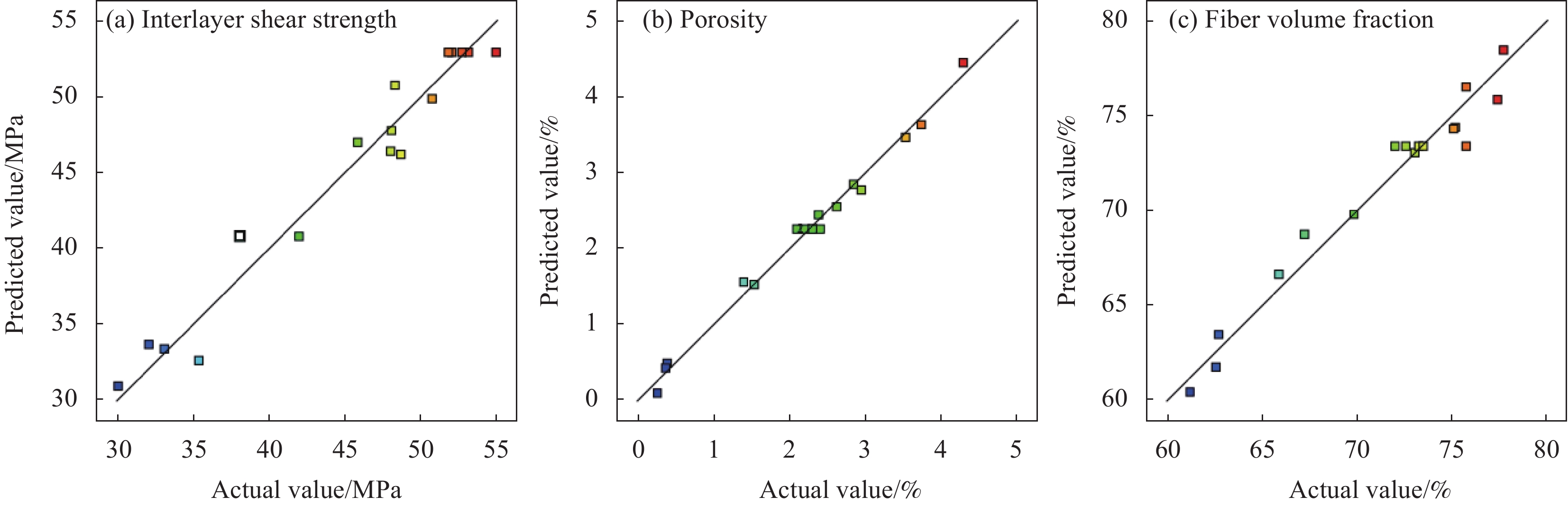
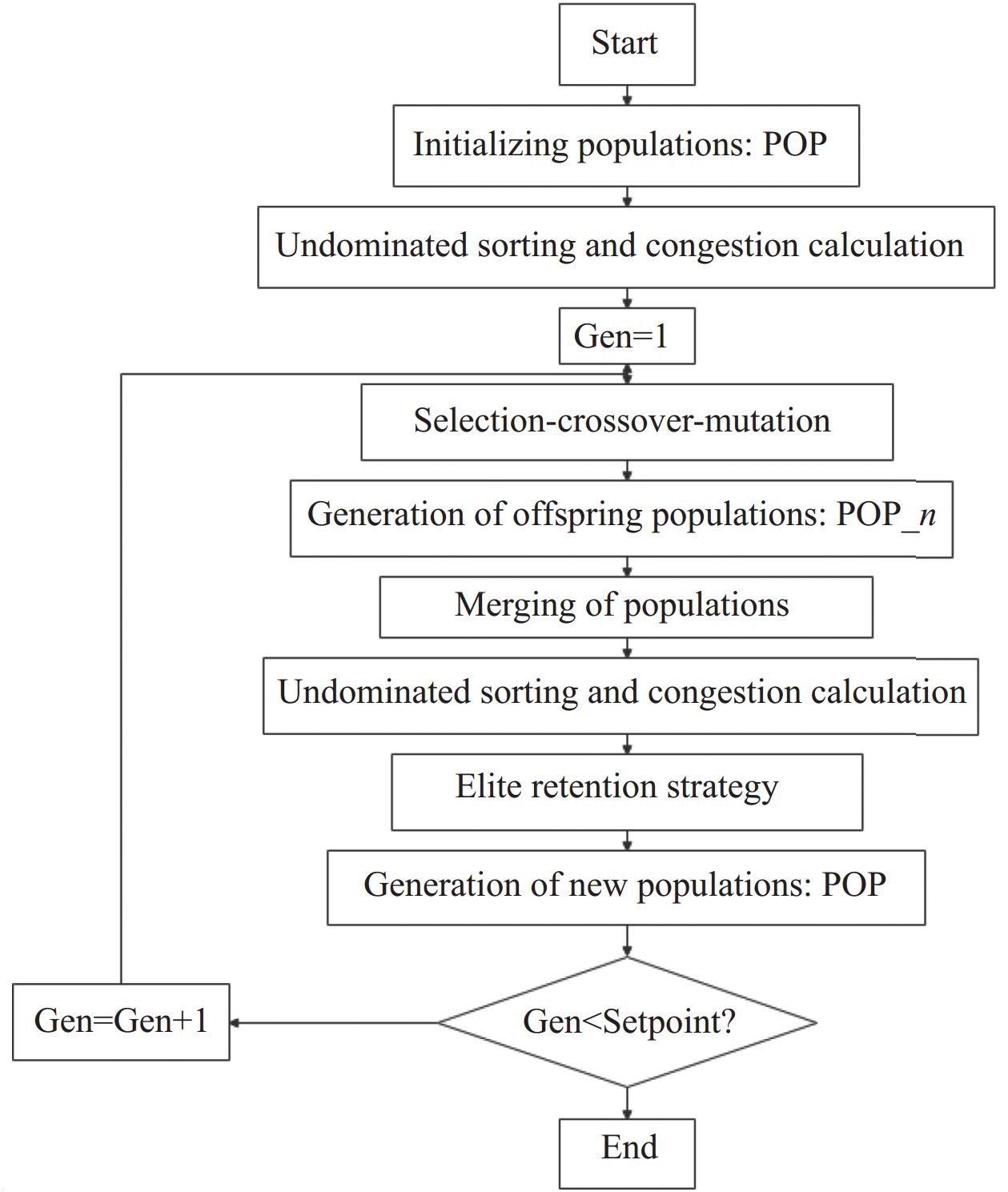
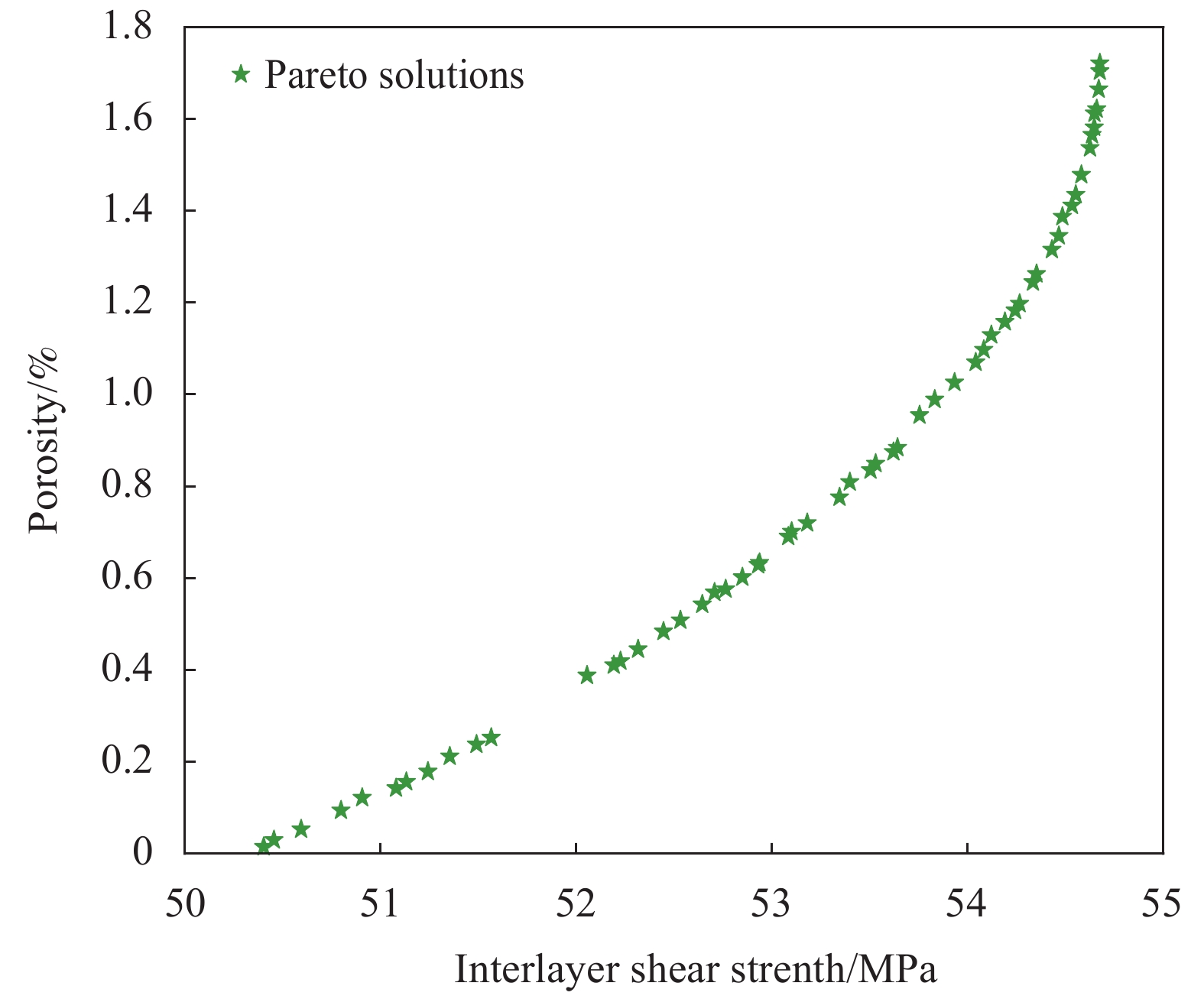
方法采用响应面法设计湿法缠绕成型试验,对缠绕制品进行层间剪切强度、孔隙率、纤维体积分数测量,并针对测量结果进行多元回归函数拟合,建立面向不同表征参数的缠绕制品性能预测模型,利用残差分析、预测值与实际值对比验证预测模型的准确性。采用Morris法进行缠绕制品不同表征参数对工艺参数的敏感度分析,研究随着单工艺参数不同取值范围敏感度系数的变化趋势,并得到缠绕制品工艺参数稳定区间,得到缠绕成型过程中不同工艺参数对缠绕制品性能影响程度。以层间剪切强度与孔隙率作为缠绕制品的性能表征参数,采用NSGA-Ⅱ算法进行缠绕过程多目标工艺参数优化,获得Pareto最优解集,并结合主成分分析法,得出层间剪切强度与孔隙率的主成分贡献率,通过影响因子加权获得最优工艺参数组合,并基于缠绕成型试验,验证最优工艺参数组合的合理性与准确性。
结果缠绕制品层间剪切强度对工艺参数的敏感程度从大到小依次为:缠绕张力、缠绕速度、胶辊间隙;孔隙率对工艺参数的敏感程度从大到小依次为:胶辊间隙、缠绕张力、缠绕速度;纤维体积分数对工艺参数的敏感程度从大到小依次为:缠绕张力、胶辊间隙、缠绕速度。对三个表征参数的工艺参数稳定区间进行交集运算,得到缠绕成型过程的整体稳定区间为:缠绕张力:[55N,75N];胶辊间隙:[0.1mm,0.12mm];缠绕速度:[0.1m/s,0.22m/s]。针对缠绕制品不同性能表征参数进行主成分分析,得到层间剪切强度与孔隙率的主成分贡献率分别为60.9%、39.1%。对NSGA-Ⅱ算法输出的Pareto最优解集进行加权,得到基于NSGA-Ⅱ算法的最佳工艺参数组合为:缠绕张力65.1N,胶辊间隙0.12mm,缠绕速度0.17m/s;在得出的最佳工艺参数组合下,缠绕制品的层间剪切强度为54.4MPa,孔隙率为1.24%,纤维体积分数为74.13%。为验证工艺参数优化方法的准确性,根据优化得到的工艺参数进行缠绕成型试验,并测试缠绕制品的相应表征参数:其中,层间剪切强度的预测值与实际值的平均相对误差为2.3%,孔隙率的预测值与实际值的平均相对误差为4.2%,预测值与实际值的平均相对误差为1.3%。
结论在湿法缠绕成型过程中,缠绕张力与胶辊间隙对缠绕制品性能与质量影响较大。相应的缠绕成型试验结果表明,基于NSGA-Ⅱ算法的理论优化值与实际值基本吻合,表明多目标优化方法准确合理,本文所采用的多目标工艺参数优化方法准确可靠,对复合材料湿法缠绕成型工艺中工艺参数的选取具有一定的指导意义与参考价值。
-
树脂基复合材料以其优越的性能被广泛应用于航空航天、汽车生产以及民用等领域。在复合材料诸多成型方法中,湿法缠绕具有纤维排列平行度好、强度转化率高、成本较低等优点,使其在复合材料成型领域受到越来越多的关注与使用。在缠绕成型工艺过程中,控制复合材料结构件缠绕成型工艺过程中的工艺参数是保证制品性能的关键。然而目前对于湿法缠绕工艺参数的研究并不全面,部分工艺参数往往需要通过经验调节;此外,缠绕制品具有多维度的质量性能评价指标,如何根据实际需求对缠绕制品的不同性能表征进行多目标优化是目前研究存在的难点之一。
本文引入湿法缠绕中胶辊间隙这一工艺参数,通过缠绕成型试验建立多元回归模型,探究缠绕制品的层间剪切强度、孔隙率、纤维体积分数与缠绕张力、胶辊间隙、缠绕速度之间的关系。采用Morris法进行缠绕制品不同表征参数对工艺参数的敏感度分析,分析结果表明:层间剪切强度对工艺参数的敏感程度从大到小依次为:缠绕张力、缠绕速度、胶辊间隙;孔隙率对工艺参数的敏感程度从大到小依次为:胶辊间隙、缠绕张力、缠绕速度;纤维体积分数对工艺参数的敏感程度从大到小依次为:缠绕张力、胶辊间隙、缠绕速度。获得基于不同表征参数的相对稳定区间,并通过缠绕成型试验验证选取区间的稳定性。以缠绕制品的层间剪切强度大、孔隙率小为目标,采用NSGA-Ⅱ算法获得相应的Pareto解集,结合主成分分析法,得到层间剪切强度、孔隙率的主成分贡献率分别为60.9%和39.1%,并根据主成分分析结果对优化解集进行加权。最终得到优化的工艺参数组合:缠绕张力为65.1N、胶辊间隙为0.12mm、缠绕速度为0.17m/s,对应的缠绕制品层间剪切强度为54.4MPa,孔隙率为1.24%,纤维体积分数为74.13%。相应的缠绕成型试验结果表明,理论预测值与实际值基本吻合,表明优化方法准确合理,对湿法缠绕成型工艺过程工艺参数的选取具有一定的指导与借鉴意义。
层间剪切强度对工艺参数的敏感度系数变化
工艺参数平均敏感度
基于NSGA-Ⅱ算法的最优解集

计量
- 文章访问数: 182
- HTML全文浏览量: 107
- PDF下载量: 36
