

Influence of poly aryl ether ketone resin matrix properties on interfacial properties and interlayer properties of composites
-
摘要: 针对不同特性的国产高性能聚芳醚酮(PAEK-L、PAEK-H)树脂,采用微球脱黏的方法研究了PAEK树脂基体与国产T300级碳纤维(SCF35)碳纤维间的界面强度;采用国产碳纤维增强聚芳醚酮(SCF35/PAEK)热塑性预浸料制备复合材料,研究了树脂基体对复合材料的90°拉伸性能、短梁剪切性能、I型断裂韧性、II型断裂韧性的影响。结果表明:SCF35/PAEK复合材料的界面性能受树脂基体的流动性影响,流动性较高的PAEK-H树脂能够与纤维之间形成较好的界面结合及较高的界面强度,SCF35/PAEK-H复合材料中,树脂与纤维的接触角约为34.4°,界面剪切强度约为79 MPa,复合材料90°拉伸强度约为76 MPa,模量约为9.7 GPa,短梁剪切强度约为92 MPa;而流动性较低的PAEK-L树脂与SCF35碳纤维复合材料中,树脂与纤维的接触角约为35.8°,界面剪切强度约为64 MPa,复合材料90°拉伸强度约为55 MPa,模量约为8.6 GPa,短梁剪切强度约为86 MPa。SCF35/PAEK复合材料的层间性能受到树脂基体塑性变形能力的影响,基体塑性变形能力较强的PAEK-L较PAEK-H而言,其复合材料具有较高的断裂韧性,SCF35/PAEK-L的I型断裂韧性约为938 J/m2,II型断裂韧性约为2232 J/m2,SCF35/PAEK-H的I型断裂韧性约为638 J/m2,II型断裂韧性约为1702 J/m2。Abstract: The interfacial strength between PAEK resin matrix and domestic T300 grade carbon fiber (SCF35) carbon fiber was studied by microsphere debonding method for domestic high performance poly aryl ether ketone (PAEK-L, PAEK-H) resins with different characteristics. The composites were prepared by using domestic carbon fiber reinforced poly aryl ether ketone (SCF35/PAEK) thermoplastic prepreg, and the effects of resin matrix on 90° tensile properties, short beam shear properties, type I fracture toughness and type II fracture toughness of the composites were studied. The results show that the interfacial properties of SCF35/PAEK composites are influenced by the fluidity of the resin matrix, and PAEK-H resin with higher fluidity can form a better interfacial bond with the fibers and higher interfacial strength. In the SCF35/PAEK-H composite, the resin-fiber contact angle is ~34.4°, the interfacial shear strength is ~79 MPa, the 90° tensile strength of the composite is ~76 MPa, the modulus is ~9.7 GPa, and the short-beam shear strength is ~92 MPa. While in the lower-fluidity PAEK-L resin and SCF35 carbon fiber composite, the resin-fiber contact angle of ~35.8°, interfacial shear strength of ~64 MPa, composite 90° tensile strength of ~55 MPa, modulus of ~8.6 GPa, and short-beam shear strength of ~86 MPa. The interlaminar properties of SCF35/PAEK composites are influenced by the plastic deformation ability of the resin matrix. PAEK-L, which has a stronger plastic deformation ability of the matrix, has a higher fracture toughness than PAEK-H. The type I fracture toughness of SCF35/PAEK-L is ~938 J/m2 and the type II fracture toughness is ~2232 J/m2, and the type I fracture toughness of SCF35/PAEK-H is ~638 J/m2 and the type II fracture toughness is ~1702 J/m2.
-
高性能热塑性复合材料具有能够快速成型、原材料可无限期存贮、制件可多次加热成型、废旧制件可回收利用等优点[1-3],符合经济型、环保性的发展要求,成为各个国家高端复合材料领域研究和发展的重点[4]。早在上个世纪80年代[5],国外科研院所、企业等在热塑性复合材料的应用方面投入了大量的研发力量[6],经过多年的发展,国外热塑性复合材料在军用、民用航空的应用已完成从飞机内饰、舱门、口盖、整流罩等非承力部件到飞机固定面前后缘、襟翼、副翼、方向舵等受载较小部位[7],再到机翼盒段、机身壁板、蒙皮等主承力结构的转变[8]。高性能热塑性复合材料的实际应用取得了显著的效果,有效弥补了热固性复合材料制造和使用过程中面临的诸多问题。
高性能热塑性复合材料中,碳纤维增强聚芳醚酮(CF/PAEK)复合材料,具有优异的韧性[9]、耐老化性能及耐疲劳性能[10],使CF/PAEK热塑性复合材料得以替代部分传统热固性复合材料,在航空、航天等领域取得成功应用,但是在使用的过程中仍然面临损伤、失效的风险。复合材料典型损伤模式包括层内损伤和层间损伤,层内损伤如基体开裂、纤维与基体脱粘和纤维断裂等,层间损伤如层间脱粘等[11],因此,复合材料的界面性能及层间性能得到了研究者们的关注。Lu等[12]研究了CCF300碳纤维与不同树脂基体间的界面剪切强度,结果显示聚醚醚酮(Polyetheretherketone,PEEK)与碳纤维间的界面强度约为44.87 MPa;一些研究者认为由于PEEK链惰性和碳纤维表面能较低,导致界面强度稍低,复合材料的界面强度仍然有提升的空间,Su等[13]采用碳纳米管优化了CF/PEEK复合材料的层间剪切性能,将复合材料的短梁剪切强度提高35.8%;Yan等[14]研制了水溶性胺化聚醚醚酮(PEEK-NH2)上浆剂将CF/PEEK复合材料的层间剪切强度提高了43.1%;除此之外,成型工艺也能够影响复合材料的界面及层间性能,Wu等[15]研究了孔隙率及树脂结晶度对CF/PEEK复合材料的层间剪切性能的影响,结果显示较低的孔隙率和较高的结晶度能够提高复合材料的层间剪切性能;史如静等[16]研究了成型工艺参数对CF/PEEK复合材料Ⅰ型断裂性能的影响,结果显示较高的成型温度、适当的成型压力及较快的降温速率能够提高复合材料的Ⅰ型断裂韧性。上述研究主要集中于研究工艺条件对复合材料性能的影响,而对树脂基体的特性对复合材料性能的影响研究较少,Chen等[17]研究了不同流动性能的PEEK树脂的流变行为,并根据结果优化了PEEK树脂基体对碳纤维的浸渍参数,并测试了优化浸渍参数后的复合材料的力学性能,但并未对比具有不同流动性能的PEEK基复合材料的力学性能。
本文中使用具有不同特性的PAEK树脂基体和国产T300级SCF35碳纤维制备了连续碳纤维增强PAEK热塑性复合材料,以微球脱粘性能、90°拉伸性能、短梁剪切性能、Ⅰ型断裂韧性、Ⅱ型断裂韧性为指标,研究了树脂基体的特性对复合材料的界面性能和层间性能的影响,为航空、航天领域所用轻质高强复合材料的设计和制造提供了选材参考。
1. 试验材料及方法
1.1 原材料
基体树脂为汤原县海瑞特工程塑料有限公司生产的聚芳醚酮(Polyaryletherketone,PAEK)树脂,其中流动性稍低的树脂基体牌号为PAEK-L,流动性稍高的树脂基体牌号为PAEK-H,树脂基体的性能如表1所示;碳纤维为中国石化上海石油化工股份有限公司生产的T300级碳纤维,牌号为SCF35,碳纤维性能如表2所示,表面形貌如图1所示;热塑性单向预浸料由黑龙江英创新材料有限公司生产,牌号分别为SCF35/PAEK-L及SCF35/PAEK-H,预浸料的纤维面密度约为147 g/m2,纤维体积分数约为52vol%,树脂质量分数约为40wt%。
表 1 聚芳醚酮(PAEK)树脂基体的性能Table 1. Properties of poly aryl ether ketone (PAEK) resin matrixProperty Tensile
strength/MPaTensile
modulus/GPaElongation/% Notched impact
strength/(kJ∙m–2)Apparent viscosity
(360℃)/(Pa·s)PAEK-L 96±0.5 4.0±0.2 109±7.2 5.7±0.2 1139 PAEK-H 95±0.5 3.9±0.2 101±4.4 5.7±0.2 399 Notes: PAEK-L—Low flow poly aryl ether ketone resin matrix; PAEK-H—High flow poly aryl ether ketone resin matrix. 表 2 国产T300级碳纤维(SCF35)的性能Table 2. Properties of domestic T300 grade carbon fiber (SCF35)Fibre Specification Tensile strength
/MPaTensile modulus
/GPaElongation
/%Bulk density
/(g∙cm−3)Linear density
/(g∙m−1)SCF35 12 K 4300 230 1.85 1.8 0.8 1.2 复合材料层压板制备
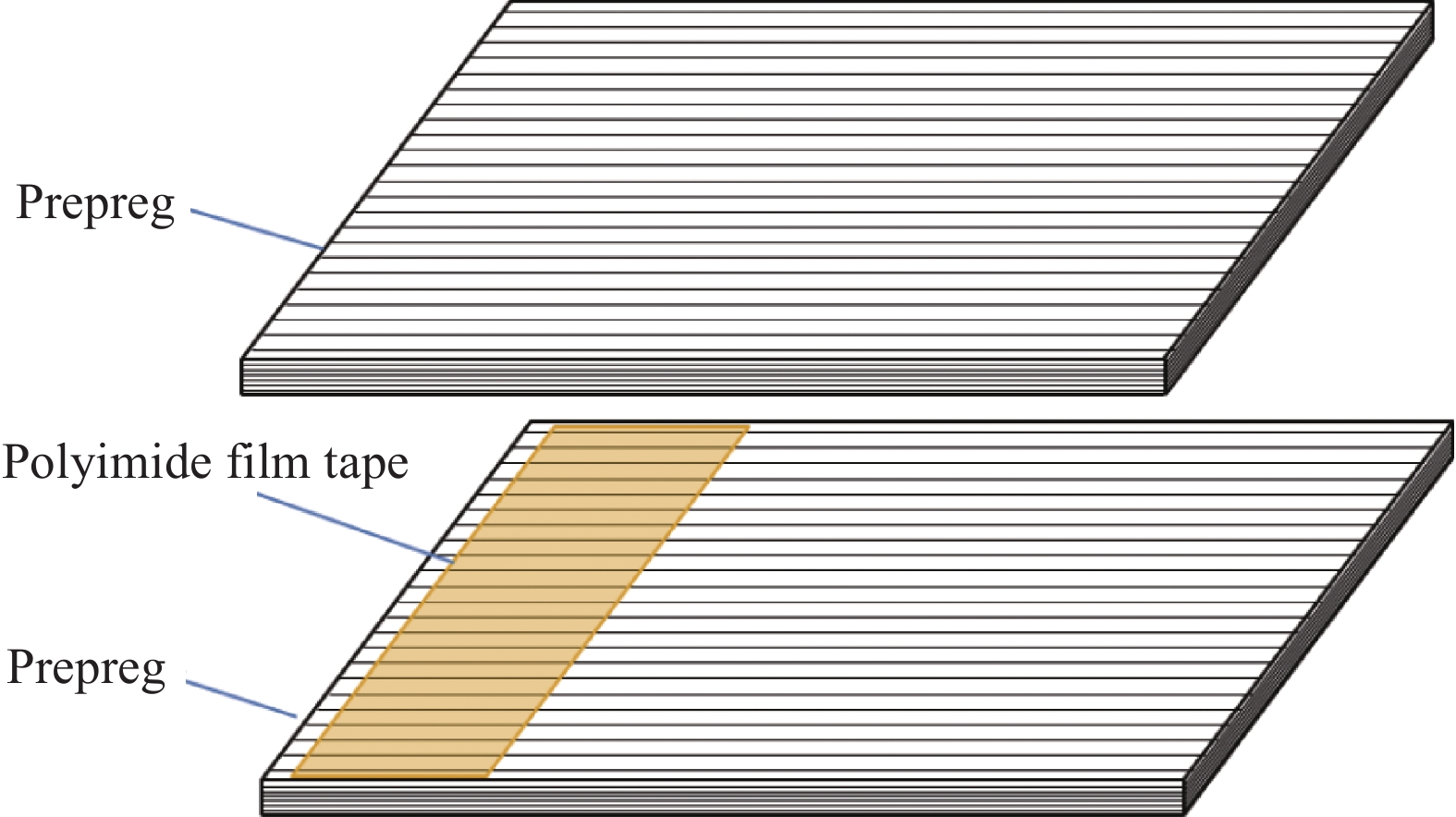
采用模压成型的方法制备复合材料层压板,首先将预浸料裁切成所需的长度规格,采用超声波焊机将预浸料铺贴为预成型体,然后将预制体放入高温脱模剂处理后的模具型腔,最后将模具放入平板硫化仪(LSVI-50 T,广州市普同实验分析仪器有限公司)进行模压成型,成型工艺如图2所示,图2(a)为薄板成型工艺,适用于铺层方式为[0°]14的90°拉伸试样;图2(b)为厚板成型工艺,适用于断裂韧性试样及铺层方式为[0°]42的短梁剪切试样。上述断裂韧性试样所用层压板的铺层方式为[0°]24,预制体中间层铺放厚度为0.03 mm的聚酰亚胺胶带作为预制缺陷,如图3所示。
![]() 图 2 SCF35/PAEK复合材料成型工艺:(a) 薄板成型工艺;(b) 厚板成型工艺Figure 2. Forming process of SCF35/PAEK composite: (a) Thin plate forming process; (b) Thick plate forming process
图 2 SCF35/PAEK复合材料成型工艺:(a) 薄板成型工艺;(b) 厚板成型工艺Figure 2. Forming process of SCF35/PAEK composite: (a) Thin plate forming process; (b) Thick plate forming process![]() 图 3 预制缺陷层压板的铺层示意图Figure 3. Schematic diagram of laying of prefabricated defective laminates
图 3 预制缺陷层压板的铺层示意图Figure 3. Schematic diagram of laying of prefabricated defective laminates1.3 测试与表征
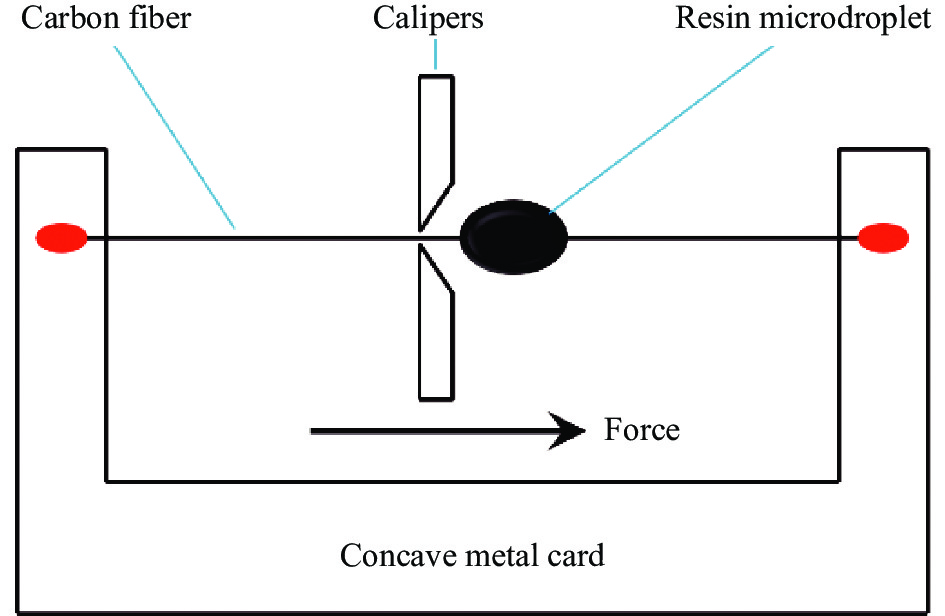
SCF35碳纤维与聚芳醚酮(PAEK)树脂间界面强度的测试,采用微球脱粘实验测试纤维与树脂间的界面强度,所用设备为日本东荣株式会社生产的复合材料界面性能评价装置,设备型号为HM410。测试过程中首先将PAEK树脂330℃熔融成球,然后使树脂浸润单根纤维约10 s,待挂在纤维上的树脂由于表面张力形成微球后,再使用树脂熔体蘸取纤维表面上多余的树脂,将纤维上挂载的小球修理至长度为40~60 μm的小球,随后将纤维和树脂在330℃下保温10 min使树脂充分浸润纤维,最后将保温后的样品冷却至室温进行测试,测试原理如图4所示,界面剪切强度的计算公式如下所示:
τ=Fmaxπdl (1) 式中:τ为平均剪切强度;Fmax为小球剥脱时的力;d为纤维直径;l为纤维埋入树脂中的长度。
SCF35/PAEK复合材料的力学性能采用美国英斯特朗公司生产的万用材料试验机进行测试,设备型号为Instron 5982,90°拉伸性能采用测试标准ASTM D3039/D3039 M-14[18],测试样条尺寸为175 mm×25 mm×2 mm,测试加载速度为2 mm/min,90°拉伸强度计算公式如下所示:
σt=Pbd (2) 式中:σt为极限拉伸强度;P为破坏前最大载荷;b为试样宽度;d为试样厚度。
复合材料的短梁剪切性能测试采用标准ASTM D2344/D2344 M-16[19],试样长度∶跨距∶宽度∶厚度=6∶4∶2∶1,SCF35/PAEK-L的试样尺寸为36.6 mm×12.2 mm×6.1 mm,SCF35/PAEK-H的试样尺寸为35.4 mm×11.8 mm×5.9 mm,测试过程中加载头的半径为3.0 mm,支座的半径为1.5 mm,试样加载速度为1.0 mm/min,短梁剪切强度计算公式如下所示:
Fsbs=0.75Pmbd (3) 式中:
Fsbs 为短梁剪切强度;Pm 为试样破坏的最大载荷;b为试样宽度;d为试样厚度。Ⅰ型断裂韧性采用测试标准ASTM D5528/D5528 M-21[20],试样的尺寸为180 mm×25 mm,预制裂纹长度约为50 mm,测试过程中加载速度为2.0 mm/min,Ⅰ型断裂韧性的计算公式如下所示:
GIC=nPδ2ba (4) 式中:
GIC 为Ⅰ型断裂韧性;n为柔度标定系数,是lg(δi/Pi)与lg(ai)的最小二乘法拟合的直线斜率;i为测试过程中的取样点;P为裂纹扩展临界载荷;δ 为对应于P的加载点位移;a为裂纹长度。Ⅱ型断裂韧性采用测试标准ASTM D7905/D7905 M-19[21],采用预制试样的方法进行测试,试样的尺寸为140 mm×25 mm,预制裂纹长度约为40 mm,测试过程中加载速度为2.0 mm/min,Ⅱ型断裂韧性的计算公式如下所示:
GПC=3mP2Maxa2pc2B 式中:
GПC 为Ⅱ型断裂韧性;m为合规校准系数;PMax 为载荷的最大值;apc 为实际裂纹长度;B为试件宽度。除上述测试外,还采用日立Regulus 8230型场发射扫描电子显微镜及浩视RH 8800超景深显微镜对相关试样的微观形貌进行测试表征。
2. 结果与讨论
2.1 SCF35/PAEK复合材料的界面性能
SCF35/PAEK复合材料的界面性能如表3所示,SCF35碳纤维与低流动性树脂PAEK-L的界面剪切强度约为64 MPa,接触角约为35.8°,90°拉伸强度约为55 MPa,90°拉伸模量约为8.6 GPa,短梁剪切强度约为86 MPa;SCF35碳纤维与高流动性树脂PAEK-H的界面剪切强度约为79 MPa,接触角约为34.4°,90°拉伸强度约为76 MPa,90°拉伸模量约为9.7 GPa,短梁剪切强度约为92 MPa。
表 3 SCF35/PAEK复合材料的界面性能Table 3. Interfacial properties of SCF35/PAEK compositesSystem Interfacial shear
strength/MPaContact angle/
(°)90° tensile
strength/MPa90° tensile
modulus/GPaShort beam shear
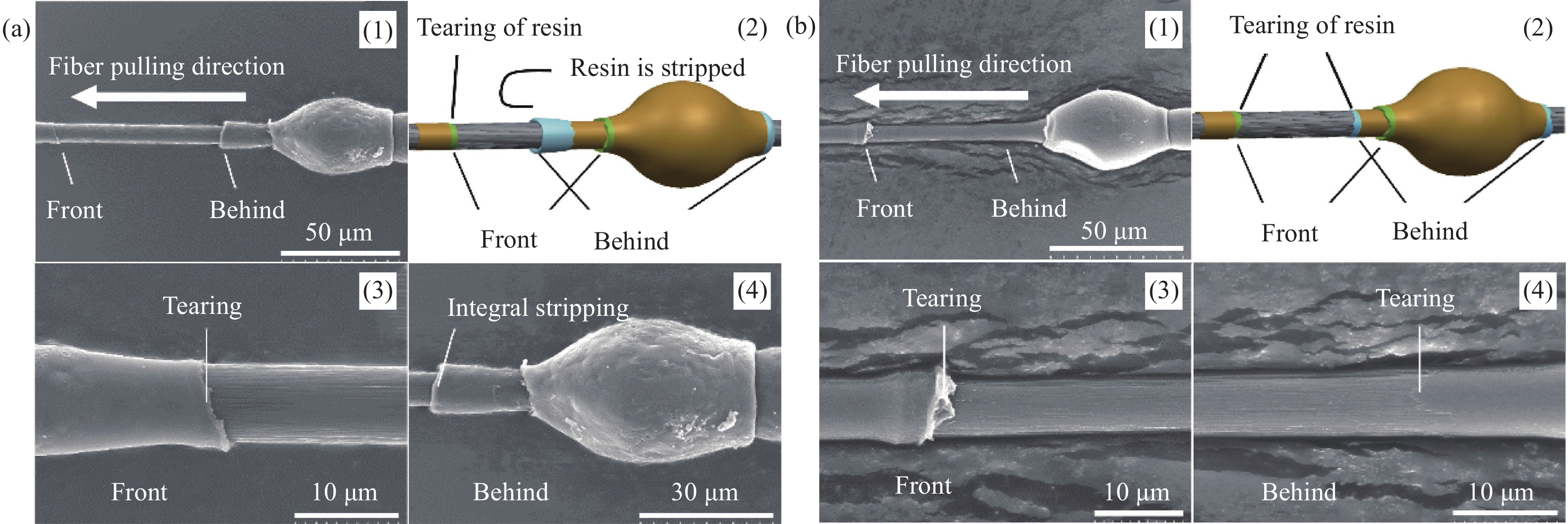
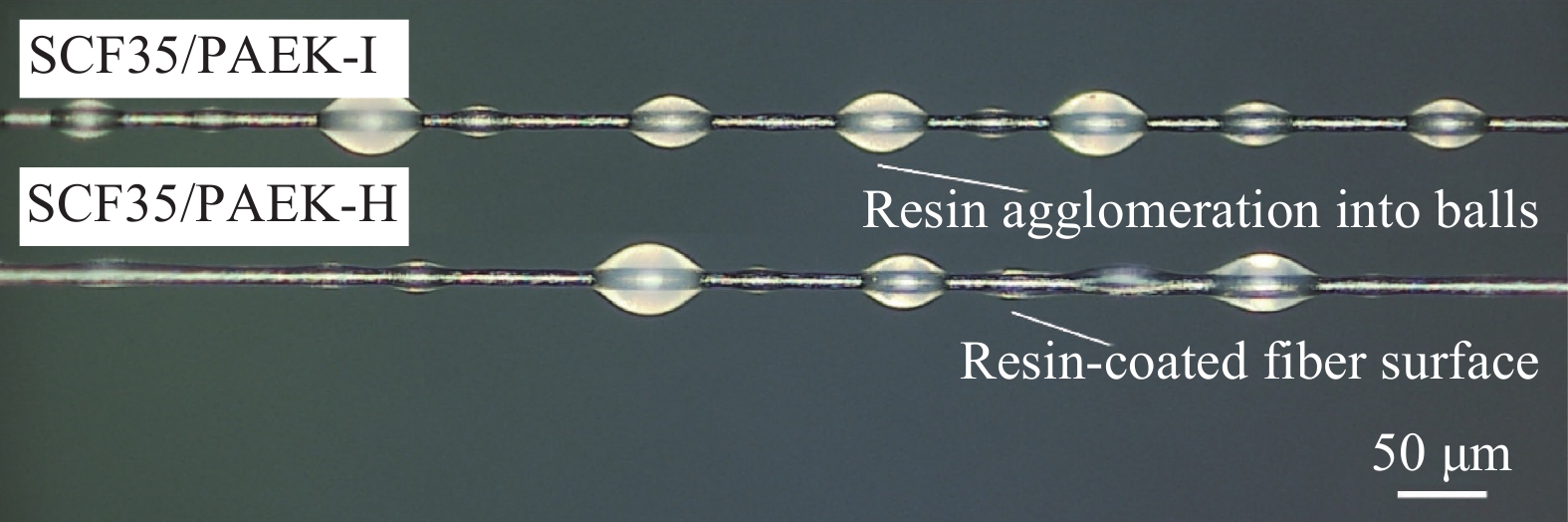
strength/MPaSCF35/PAEK-L 64±3.4 35.8±1.0 55±2.9 8.6±0.1 86±1.9 SCF35/PAEK-H 79±6.0 34.4±3.0 76±5.4 9.7±0.4 92±1.4 SCF35/PAEK复合材料界面剪切测试后,树脂剥脱后的表面形貌如图5所示,微球脱粘的截面形貌如图6所示,纤维与树脂间的接触角如图7所示。图5(a)中PAEK-L微球剥脱的前端呈现撕裂状,后端树脂呈现整体剥脱状;图5(b)中PAEK-H微球剥脱的前端和后端均呈现撕裂状。图6(a)中SCF35/PAEK-L复合材料界面处存在空隙,而图6(b)中SCF35/PAEK-H复合材料界面处树脂基体与纤维结合紧密。图7(a)中PAEK-L树脂在表面张力的作用下在纤维上形成独立的树脂微球,而图7(b)中PAEK-H树脂与纤维结合较紧密,出现树脂粘连、不能形成微球的现象,出现这种现象的原因是,在没有额外压力的作用下,树脂对带有沟槽的SCF35碳纤维浸润的驱动力主要来自于毛细管压力[22],流动性低的PAEK-L树脂具有较高的内摩擦阻力,毛细管压力不足以克服树脂的内摩擦阻力[23],树脂液滴与空气界面处的树脂分子不能克服自由能势垒[24],无法彻底的将纤维表面的沟槽浸润,从而与纤维表面沟槽形成Cassie接触状态[25],并且在表面张力的作用下,团聚成为独立的树脂微球;PAEK-H树脂基体具有较高的流动性能,即较低的内摩擦阻力,因此在毛细管压力的作用下,树脂液滴与空气界面处的树脂分子能够克服自由能势垒与纤维表面沟槽接触并发生黏附,形成Wenzel接触状态[26]。上述结果说明,造成SCF35/PAEK-L界面强度稍低于SCF35/PAEK-H的原因是PAEK-H树脂的流动性较好,能够与带有沟槽的SCF35碳纤维形成较好的结合能力。
![]() 图 5 SCF35/PAEK微球脱粘的表面形貌:(a) SCF35/PAEK-L:(1) 整体形貌、(2) 微球脱粘的示意图、(3) 微球脱粘的前端形貌、(4) 微球脱粘的后端形貌;(b) SCF35/PAEK-H:(1) 整体形貌、(2) 微球脱粘的示意图、(3) 微球脱粘的前端形貌、(4) 微球脱粘的后端形貌Figure 5. Surface morphologies of SCF35/PAEK microsphere debonding: (a) SCF35/PAEK-L: (1) Overall Shape, (2) Schematic diagram of microsphere debonding, (3) Shape of the front end of microsphere debonding, (4) Shape of the back end of microsphere debonding; (b) SCF35/PAEK-H: (1) Overall Shape, (2) Schematic diagram of microsphere debonding, (3) Shape of the front end of microsphere debonding, (4) Shape of the back end of microsphere debonding
图 5 SCF35/PAEK微球脱粘的表面形貌:(a) SCF35/PAEK-L:(1) 整体形貌、(2) 微球脱粘的示意图、(3) 微球脱粘的前端形貌、(4) 微球脱粘的后端形貌;(b) SCF35/PAEK-H:(1) 整体形貌、(2) 微球脱粘的示意图、(3) 微球脱粘的前端形貌、(4) 微球脱粘的后端形貌Figure 5. Surface morphologies of SCF35/PAEK microsphere debonding: (a) SCF35/PAEK-L: (1) Overall Shape, (2) Schematic diagram of microsphere debonding, (3) Shape of the front end of microsphere debonding, (4) Shape of the back end of microsphere debonding; (b) SCF35/PAEK-H: (1) Overall Shape, (2) Schematic diagram of microsphere debonding, (3) Shape of the front end of microsphere debonding, (4) Shape of the back end of microsphere debonding![]() 图 6 SCF35/PAEK微球脱粘的截面形貌:(a) SCF35/PAEK-L;(b) SCF35/PAEK-HFigure 6. Cross-sectional morphologies of SCF35/PAEK microsphere debonding: (a) SCF35/PAEK-L; (b) SCF35/PAEK-H
图 6 SCF35/PAEK微球脱粘的截面形貌:(a) SCF35/PAEK-L;(b) SCF35/PAEK-HFigure 6. Cross-sectional morphologies of SCF35/PAEK microsphere debonding: (a) SCF35/PAEK-L; (b) SCF35/PAEK-HSCF35/PAEK复合材料的90°拉伸测试的破坏形貌如图8所示,可以看出,SCF35/PAEK-L复合材料的90°拉伸试样破坏后,在纤维表面存在不均匀分布的残留树脂;SCF35/PAEK-H复合材料的90°拉伸试样破坏后,纤维被树脂基体均匀包覆。造成复合材料界面呈现不同的破坏模式的原因是PAEK-H树脂基体相较于PAEK-L树脂基体具有较高的流动性,能够填充SCF35碳纤维表面的微小沟槽,形成较强的机械啮合作用,进而表现出较高的界面强度,破坏的过程中界面强度大于树脂的断裂强度时,裂纹在树脂基体中扩展,纤维表面粘连较多的树脂基体。
![]() 图 8 SCF35/PAEK复合材料90°拉伸破坏形貌:(a) SCF35/PAEK-L;(b) SCF35/PAEK-HFigure 8. 90° tensile damage morphologies of SCF35/PAEK composite: (a) SCF35/PAEK-L; (b) SCF35/PAEK-H
图 8 SCF35/PAEK复合材料90°拉伸破坏形貌:(a) SCF35/PAEK-L;(b) SCF35/PAEK-HFigure 8. 90° tensile damage morphologies of SCF35/PAEK composite: (a) SCF35/PAEK-L; (b) SCF35/PAEK-HSCF35/PAEK热塑性复合材料短梁剪切测试的典型应力-应变结果如图9所示。相同的铺层条件下,SCF35/PAEK-H复合材料的短梁剪切强度略大于SCF35/PAEK-L,SCF35/PAEK-L试样达到最大载荷后,出现了载荷突降的现象,随着应变的增加,试样被迅速破坏,载荷快速下降;SCF35/PAEK-H试样的载荷达到最大值前缓慢增加,存在明显的屈服行为,试样的载荷在到达最大值后,试样通常出现一段载荷下降的过程,然后随着剪切形变量的增加,试样发生剪切破坏。
![]() 图 9 SCF35/PAEK短梁剪切的典型应力-应变曲线Figure 9. Typical stress-strain curves of SCF35/PAEK short beam shear
图 9 SCF35/PAEK短梁剪切的典型应力-应变曲线Figure 9. Typical stress-strain curves of SCF35/PAEK short beam shear复合材料短梁剪切的截面形貌如图10所示,试样中压头下方的受载区域呈现锥形塑性变形,在剪切力的作用下塑性变形区域边缘萌生裂纹并发生裂纹扩展。短梁剪切试样压头处的表面形貌如图11所示,试样在压头施加的载荷的作用下呈现圆弧形的塑性变形,图11(a)中SCF35/PAEK-L复合材料表面较光滑,纤维随树脂的塑性变形发生弯曲,图11(b)中SCF35/PAEK-H复合材料表面存在纤维断裂痕迹,纤维随树脂的塑性变形发生弯曲与断裂。结合图9与图10、图11,分析造成短梁剪切强度出现差异的原因是,SCF35/PAEK-L复合材料的界面强度稍弱,试样在加载的过程中,复合材料中的纤维在稍低的载荷下发生滑移,导致试样的载荷降低,随着应变的增加,进而萌生裂纹并发生扩展;SCF35/PAEK-H复合材料的界面强度稍强,试样在加载的过程中,复合材料中的纤维较难发生滑移,而是随着试样应变的增加出现纤维弯曲、基体屈服等非线性硬化的效应[11],进而能够承受更高的载荷,当试样的应变达到极限时,试样在剪应力的作用下萌生裂纹并最终发生断裂。
![]() 图 10 SCF35/PAEK短梁剪切的截面形貌Figure 10. Cross-sectional morphologies of SCF35/PAEK short beam shear
图 10 SCF35/PAEK短梁剪切的截面形貌Figure 10. Cross-sectional morphologies of SCF35/PAEK short beam shear![]() 图 11 SCF35/PAEK短梁剪切的表面形貌Figure 11. Surface morphologies of SCF35/PAEK short beam shear
图 11 SCF35/PAEK短梁剪切的表面形貌Figure 11. Surface morphologies of SCF35/PAEK short beam shear2.2 SCF35/PAEK复合材料的层间性能
连续纤维增强树脂基复合材料中重要的破坏模式是层间破坏,SCF35/PAEK复合材料的层间性能如表4所示。其中SCF35/PAEK-L的Ⅰ型断裂韧性约为938 J/m2,Ⅱ型断裂韧性约为2232 J/m2;SCF35/PAEK-H的Ⅰ型断裂韧性约为638 J/m2,Ⅱ型断裂韧性约为1702 J/m2。
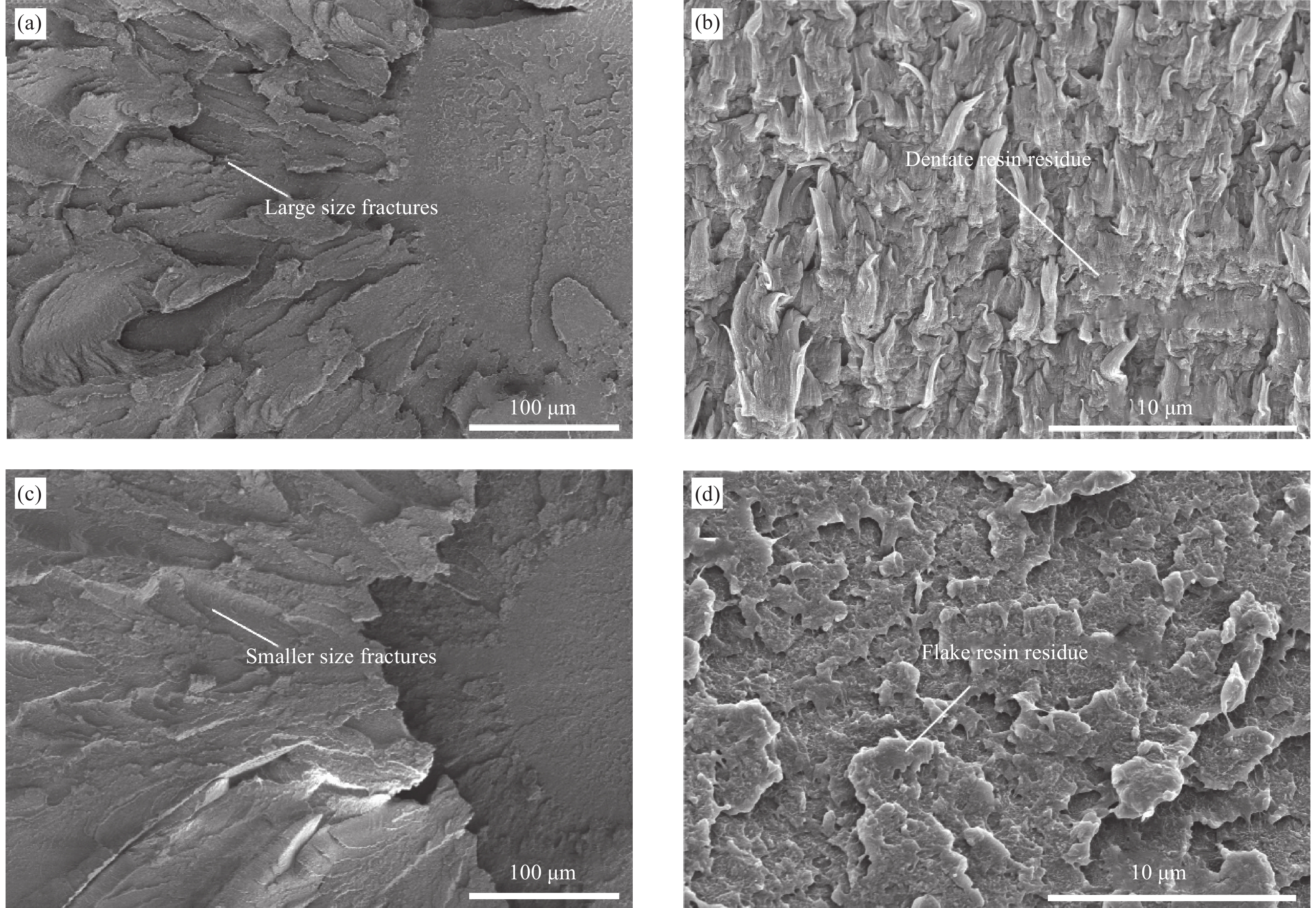
表 4 SCF35/PAEK复合材料的断裂韧性Table 4. Fracture toughness of SCF35/PAEK compositesSystem GIC/(J∙m−2) GIIC/(J∙m−2) SCF35/PAEK-L 938±38 2232±208 SCF35/PAEK-H 638±38 1702±46 Notes: GIC—Type I fracture toughness of SCF35/PAEK composites; GIIC—Type Ⅱ fracture toughness of SCF35/PAEK composites. 对比两种复合材料体系的典型加载曲线如图12所示,结果显示SCF35/PAEK-L复合材料的破坏载荷及其破坏曲线包络的面积均高于SCF35/PAEK-H复合材料,证明SCF35/PAEK-L复合材料的断裂韧性较高。两种复合材料体系的断裂形貌如图13所示,可以看出,SCF35/PAEK-L复合材料中树脂基体均呈现撕裂状,在Ⅱ型断裂韧性试样中树脂基体在剪切应力的作用下沿剪切力方向撕裂破坏;SCF35/PAEK-H复合材料中树脂基体同样呈现撕裂状,但不同的是,SCF35/PAEK-H复合材料中树脂基体撕裂的尺寸较小。研究认为复合材料层间断裂韧性是基体延展性和界面结合强度之间复杂相互作用的结果,而基体的塑性变形能力是影响复合材料韧性的主要因素[27],图14为表1中冲击试样及拉伸试样的破坏形貌。可以看出PAEK-L树脂试样的冲击断面形貌相对于PAEK-H树脂试样具有更大尺寸的断裂变形,PAEK-L树脂试样拉伸断面处存在因塑性变形而产生的齿状树脂残留,而PAEK-H树脂试样拉伸断面处存在片状树脂残留,对比两种树脂试样的断裂形貌及复合材料的断裂形貌可以发现,复合材料中PAEK-L树脂基体较大撕裂形貌将导致复合材料在破坏的过程中消耗更多的能量[28],这是造成SCF35/PAEK-L复合材料断裂韧性较高的原因。
![]() 图 12 SCF35/PAEK典型断裂韧性曲线:(a) Ⅰ型断裂韧性;(b) Ⅱ型断裂韧性Figure 12. Typical fracture toughness curves of SCF35/PAEK: (a) Type I fracture toughness; (b) Type II fracture toughness
图 12 SCF35/PAEK典型断裂韧性曲线:(a) Ⅰ型断裂韧性;(b) Ⅱ型断裂韧性Figure 12. Typical fracture toughness curves of SCF35/PAEK: (a) Type I fracture toughness; (b) Type II fracture toughness![]() 图 13 SCF35/PAEK断裂形貌:(a) SCF35/PAEK-L Ⅰ型断裂形貌;(b) SCF35/PAEK-L Ⅱ型断裂形貌;(c) SCF35/PAEK-H Ⅰ型断裂形貌;(d) SCF35/PAEK-H Ⅱ型断裂形貌Figure 13. Fracture morphology of SCF35/PAEK: (a) Type I fracture morphology of SCF35/PAEK-L; (b) Type Ⅱ fracture morphology of SCF35/PAEK-L; (c) Type I fracture morphology of SCF35/PAEK-H; (d) Type Ⅱ fracture morphology of SCF35/PAEK-H
图 13 SCF35/PAEK断裂形貌:(a) SCF35/PAEK-L Ⅰ型断裂形貌;(b) SCF35/PAEK-L Ⅱ型断裂形貌;(c) SCF35/PAEK-H Ⅰ型断裂形貌;(d) SCF35/PAEK-H Ⅱ型断裂形貌Figure 13. Fracture morphology of SCF35/PAEK: (a) Type I fracture morphology of SCF35/PAEK-L; (b) Type Ⅱ fracture morphology of SCF35/PAEK-L; (c) Type I fracture morphology of SCF35/PAEK-H; (d) Type Ⅱ fracture morphology of SCF35/PAEK-H![]() 图 14 PAEK树脂试样断裂形貌:(a) PAEK-L冲击断面形貌;(b) PAEK-L拉伸断面形貌;(c) PAEK-H冲击断面形貌;(d) PAEK-H拉伸断面形貌Figure 14. Fracture morphology of PAEK resin specimens: (a) Impact section morphology of PAEK-L; (b) Tensile section morphology of PAEK-L; (c) Impact section morphology of PAEK-H; (d) Tensile section morphology of PAEK-H
图 14 PAEK树脂试样断裂形貌:(a) PAEK-L冲击断面形貌;(b) PAEK-L拉伸断面形貌;(c) PAEK-H冲击断面形貌;(d) PAEK-H拉伸断面形貌Figure 14. Fracture morphology of PAEK resin specimens: (a) Impact section morphology of PAEK-L; (b) Tensile section morphology of PAEK-L; (c) Impact section morphology of PAEK-H; (d) Tensile section morphology of PAEK-H3. 结 论
(1) 国产碳纤维增强聚芳醚酮(SCF35/PAEK)复合材料的界面性能受到树脂基体流动性的影响,流动性较高的PAEK-H树脂能够与纤维之间形成较好的界面结合及较高的界面强度。SCF35/PAEK-L的界面剪切强度约为64 MPa,接触角约为35.8°,90°拉伸强度约为55 MPa,90°拉伸模量约约为8.6 GPa,短梁剪切强度约为86 MPa;SCF35/PAEK-H的界面剪切强度约为79 MPa,接触角约为34.4°,90°拉伸强度约为76 MPa,90°拉伸模量约为9.7 GPa,短梁剪切强度约为92 MPa。
(2) SCF35/PAEK复合材料的层间性能受到树脂基体塑性变形能力的影响,基体塑性变形能力较强的PAEK-L相较于PAEK-H,其复合材料具有较高的断裂韧性。SCF35/PAEK-L的Ⅰ型断裂韧性约为938 J/m2,Ⅱ型断裂韧性约为2232 J/m2;SCF35/PAEK-H的Ⅰ型断裂韧性约为638 J/m2,Ⅱ型断裂韧性约为1702 J/m2。
-
![]()
图 2 SCF35/PAEK复合材料成型工艺:(a) 薄板成型工艺;(b) 厚板成型工艺
Figure 2. Forming process of SCF35/PAEK composite: (a) Thin plate forming process; (b) Thick plate forming process
![]()
图 3 预制缺陷层压板的铺层示意图
Figure 3. Schematic diagram of laying of prefabricated defective laminates
![]()
图 5 SCF35/PAEK微球脱粘的表面形貌:(a) SCF35/PAEK-L:(1) 整体形貌、(2) 微球脱粘的示意图、(3) 微球脱粘的前端形貌、(4) 微球脱粘的后端形貌;(b) SCF35/PAEK-H:(1) 整体形貌、(2) 微球脱粘的示意图、(3) 微球脱粘的前端形貌、(4) 微球脱粘的后端形貌
Figure 5. Surface morphologies of SCF35/PAEK microsphere debonding: (a) SCF35/PAEK-L: (1) Overall Shape, (2) Schematic diagram of microsphere debonding, (3) Shape of the front end of microsphere debonding, (4) Shape of the back end of microsphere debonding; (b) SCF35/PAEK-H: (1) Overall Shape, (2) Schematic diagram of microsphere debonding, (3) Shape of the front end of microsphere debonding, (4) Shape of the back end of microsphere debonding
![]()
图 6 SCF35/PAEK微球脱粘的截面形貌:(a) SCF35/PAEK-L;(b) SCF35/PAEK-H
Figure 6. Cross-sectional morphologies of SCF35/PAEK microsphere debonding: (a) SCF35/PAEK-L; (b) SCF35/PAEK-H
![]()
图 8 SCF35/PAEK复合材料90°拉伸破坏形貌:(a) SCF35/PAEK-L;(b) SCF35/PAEK-H
Figure 8. 90° tensile damage morphologies of SCF35/PAEK composite: (a) SCF35/PAEK-L; (b) SCF35/PAEK-H
![]()
图 9 SCF35/PAEK短梁剪切的典型应力-应变曲线
Figure 9. Typical stress-strain curves of SCF35/PAEK short beam shear
![]()
图 10 SCF35/PAEK短梁剪切的截面形貌
Figure 10. Cross-sectional morphologies of SCF35/PAEK short beam shear
![]()
图 11 SCF35/PAEK短梁剪切的表面形貌
Figure 11. Surface morphologies of SCF35/PAEK short beam shear
![]()
图 12 SCF35/PAEK典型断裂韧性曲线:(a) Ⅰ型断裂韧性;(b) Ⅱ型断裂韧性
Figure 12. Typical fracture toughness curves of SCF35/PAEK: (a) Type I fracture toughness; (b) Type II fracture toughness
![]()
图 13 SCF35/PAEK断裂形貌:(a) SCF35/PAEK-L Ⅰ型断裂形貌;(b) SCF35/PAEK-L Ⅱ型断裂形貌;(c) SCF35/PAEK-H Ⅰ型断裂形貌;(d) SCF35/PAEK-H Ⅱ型断裂形貌
Figure 13. Fracture morphology of SCF35/PAEK: (a) Type I fracture morphology of SCF35/PAEK-L; (b) Type Ⅱ fracture morphology of SCF35/PAEK-L; (c) Type I fracture morphology of SCF35/PAEK-H; (d) Type Ⅱ fracture morphology of SCF35/PAEK-H
![]()
图 14 PAEK树脂试样断裂形貌:(a) PAEK-L冲击断面形貌;(b) PAEK-L拉伸断面形貌;(c) PAEK-H冲击断面形貌;(d) PAEK-H拉伸断面形貌
Figure 14. Fracture morphology of PAEK resin specimens: (a) Impact section morphology of PAEK-L; (b) Tensile section morphology of PAEK-L; (c) Impact section morphology of PAEK-H; (d) Tensile section morphology of PAEK-H
表 1 聚芳醚酮(PAEK)树脂基体的性能
Table 1 Properties of poly aryl ether ketone (PAEK) resin matrix
Property Tensile
strength/MPaTensile
modulus/GPaElongation/% Notched impact
strength/(kJ∙m–2)Apparent viscosity
(360℃)/(Pa·s)PAEK-L 96±0.5 4.0±0.2 109±7.2 5.7±0.2 1139 PAEK-H 95±0.5 3.9±0.2 101±4.4 5.7±0.2 399 Notes: PAEK-L—Low flow poly aryl ether ketone resin matrix; PAEK-H—High flow poly aryl ether ketone resin matrix.  下载: 导出CSV
下载: 导出CSV
表 2 国产T300级碳纤维(SCF35)的性能
Table 2 Properties of domestic T300 grade carbon fiber (SCF35)
Fibre Specification Tensile strength
/MPaTensile modulus
/GPaElongation
/%Bulk density
/(g∙cm−3)Linear density
/(g∙m−1)SCF35 12 K 4300 230 1.85 1.8 0.8
下载: 导出CSV
表 3 SCF35/PAEK复合材料的界面性能
Table 3 Interfacial properties of SCF35/PAEK composites
System Interfacial shear
strength/MPaContact angle/
(°)90° tensile
strength/MPa90° tensile
modulus/GPaShort beam shear
strength/MPaSCF35/PAEK-L 64±3.4 35.8±1.0 55±2.9 8.6±0.1 86±1.9 SCF35/PAEK-H 79±6.0 34.4±3.0 76±5.4 9.7±0.4 92±1.4
下载: 导出CSV
表 4 SCF35/PAEK复合材料的断裂韧性
Table 4 Fracture toughness of SCF35/PAEK composites
System GIC/(J∙m−2) GIIC/(J∙m−2) SCF35/PAEK-L 938±38 2232±208 SCF35/PAEK-H 638±38 1702±46 Notes: GIC—Type I fracture toughness of SCF35/PAEK composites; GIIC—Type Ⅱ fracture toughness of SCF35/PAEK composites.
下载: 导出CSV
-
[1] NISHIDA H, CARVELLI V, FUJII T, et al. Thermoplastic vs. thermoset epoxy carbon textile composites[C]//IOP Conference Series: Materials Science and Engineering. England: IOP Publishing, 2018, 406(1): 012043.
[2] YAO S S, JIN F L, RHEE K Y, et al. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review[J]. Composites Part B: Engineering,2018,142:241-250. DOI: 10.1016/j.compositesb.2017.12.007
[3] GABRION X, PLACET V, TRIVAUDEY F, et al. About the thermomechanical behaviour of a carbon fibre reinforced high-temperature thermoplastic composite[J]. Compo-sites Part B: Engineering,2016,95:386-394. DOI: 10.1016/j.compositesb.2016.03.068
[4] MATHIJSEN D. Leading the way in thermoplastic compo-sites[J]. Reinforced Plastics,2016,60(6):405-407. DOI: 10.1016/j.repl.2015.08.067
[5] MANTELL S C, SPRINGER G S. Manufacturing process models for thermoplastic composites[J]. Journal of Composite Materials,1992,26(16):2348-2377. DOI: 10.1177/002199839202601602
[6] 叶鼎铨. 国外纤维增强热塑性塑料发展概况[J]. 国外塑料, 2012, 30(5):34-40. DOI: 10.3969/j.issn.1002-5219.2012.05.010 YE Dingquan. Developments of fiber reinforced thermoplastics outside China[J]. World Plastics,2012,30(5):34-40(in Chinese). DOI: 10.3969/j.issn.1002-5219.2012.05.010
[7] 郭云竹. 热塑性复合材料研究及其在航空领域中的应用[J]. 纤维复合材料, 2016, 33(3):20-23. DOI: 10.3969/j.issn.1003-6423.2016.03.005 GUO Yunzhu. Research on thermoplastic composites and its application in the field of aviation[J]. Fiber Composites,2016,33(3):20-23(in Chinese). DOI: 10.3969/j.issn.1003-6423.2016.03.005
[8] 王兴刚, 于洋, 李树茂, 等. 先进热塑性树脂基复合材料在航天航空上的应用[J]. 纤维复合材料, 2011, 28(2):44-47. DOI: 10.3969/j.issn.1003-6423.2011.02.011 WANG Xinggang, YU Yang, LI Shumao, et al. The research on fiber reinforced thermoplastic composite[J]. Fiber Composites,2011,28(2):44-47(in Chinese). DOI: 10.3969/j.issn.1003-6423.2011.02.011
[9] ZAHLAN N. Mechanical properties of the carbon fiber/PEEK composite APC-2/AS-4 for structural applications[J]. Advances in Thermoplastic Matrix Composite Materials,1989,1044:199-212.
[10] JOGUR G, NAWAZ KHAN A, DAS A, et al. Impact properties of thermoplastic composites[J]. Textile Progress,2018,50(3):109-183. DOI: 10.1080/00405167.2018.1563369
[11] TAN W, NAYA F, YANG L, et al. The role of interfacial pro-perties on the intralaminar and interlaminar damage behaviour of unidirectional composite laminates: Experimental characterization and multiscale modelling[J]. Composites Part B: Engineering,2018,138:206-221. DOI: 10.1016/j.compositesb.2017.11.043
[12] LU C, WANG J, LU X, et al. Wettability and interfacial pro-perties of carbon fiber and poly(ether ether ketone) fiber hybrid composite[J]. ACS Applied Materials & Interfaces,2019,11(34):31520-31531.
[13] SU Y, ZHANG S, ZHANG X, et al. Preparation and properties of carbon nanotubes/carbon fiber/poly(ether ether ketone) multiscale composites[J]. Composites Part A: Applied Science and Manufacturing,2018,108:89-98. DOI: 10.1016/j.compositesa.2018.02.030
[14] YAN T, YAN F, LI S, et al. Interfacial enhancement of CF/PEEK composites by modifying water-based PEEK-NH2 sizing agent[J]. Composites Part B: Engineering,2020,199:108258. DOI: 10.1016/j.compositesb.2020.108258
[15] WU D, MIAO Q, DAI Z, et al. Effect of voids and crystallinity on the interlaminar shear strength of in-situ manufactured CF/PEEK laminates using repass treatment[J]. Composites Science and Technology,2022,224:109448.
[16] 史如静, 吴举, 周剑锋, 等. 模压成型工艺参数对CF/PEEK复合材料Ⅰ型层间断裂韧性的影响[J]. 高科技纤维与应用, 2020, 45(1):26-32. DOI: 10.3969/j.issn.1007-9815.2020.01.004 SHI Rujing, WU Ju, ZHOU Jianfeng, et al. Influence of hot-press molding parameters for processing CF/PEEK composites on type Ⅰ interlaminar fracture toughness[J]. Hi-Tech Fiber and Application,2020,45(1):26-32(in Chinese). DOI: 10.3969/j.issn.1007-9815.2020.01.004
[17] CHEN J, WANG K, DONG A, et al. A comprehensive study on controlling the porosity of CCF 300/PEEK composites by optimizing the impregnation parameters[J]. Polymer Composites,2018,39(10):3765-3779. DOI: 10.1002/pc.24407
[18] ASTM. Standard test method for tensile properties of polymer matrix composite materials: D3039/D3039 M-14[S]. West Conshohocken: ASTM International, 2014.
[19] ASTM. Standard test method for short-beam strength of polymer matrix composite materials and their laminates: D2344/D2344 M-16[S]. West Conshohocken: ASTM International, 2016.
[20] ASTM. Standard test method for mode I interlaminar fracture toughness of unidirectional fiber-reinforced polymer matrix composites: D5528/D5528 M-21[S]. West Conshohocken: ASTM International, 2021.
[21] ASTM. Standard test method for determination of the mode Ⅱ interlaminar fracture toughness of unidirectional fiber-reinforced polymer matrix composites: D7905/D7905 M-19[S]. West Conshohocken: ASTM International, 2019.
[22] YEAGER M, SIMACEK P, ADVANI S G. Role of fiber distribution and air evacuation time on capillary driven flow into fiber tows[J]. Composites Part A: Applied Science and Manufacturing,2017,93:144-152. DOI: 10.1016/j.compositesa.2016.11.016
[23] BAI T, WANG D, YAN J, et al. Wetting mechanism and interfacial bonding performance of bamboo fiber reinforced epoxy resin composites[J]. Composites Science and Technology,2021,213:108951. DOI: 10.1016/j.compscitech.2021.108951
[24] XU P, YU Y, GUO Z, et al. Evaluation of composite interfacial properties based on carbon fiber surface chemistry and topography: Nanometer-scale wetting analysis using molecular dynamics simulation[J]. Composites Science and Technology,2019,171:252-260. DOI: 10.1016/j.compscitech.2018.12.028
[25] CASSIE A B D, BAXTER S. Wettability of porous surfaces[J]. Transactions of the Faraday Society,1944,40:546-551. DOI: 10.1039/tf9444000546
[26] WENZEL R N. Resistance of solid surfaces to wetting by water[J]. Industrial & Engineering Chemistry,1936,28(8):988-994.
[27] GAO S L, KIM J K. Cooling rate influences in carbon fibre/PEEK composites. Part II: Interlaminar fracture toughness[J]. Composites Part A: Applied Science and Manufacturing,2001,32(6):763-774. DOI: 10.1016/S1359-835X(00)00188-3
[28] DAVALLO M. Factors affecting fracture behaviour of composite materials[J]. International Journal of ChemTech Research,2010,2(4):2125-2130.
-
期刊类型引用(2)
1. 冯葆炜,王华清. 层合板和蜂窝夹心结构复合材料敲击特性研究. 新技术新工艺. 2024(02): 56-59 .  百度学术
百度学术
2. 顾洋洋,张金栋,刘刚,刘衍腾,甘建,杨曙光. 聚芳醚酮(PAEK)树脂熔体黏度及冲击能量对其复合材料冲击损伤行为的影响. 复合材料学报. 2023(10): 5641-5653 . 本站查看
其他类型引用(3)
-
目的
高性能热塑性复合材料具有优异的韧性、耐老化性能及耐疲劳性能,但是其在使用的过程中仍然面临层间损伤、界面失效的风险,针对树脂基体特性对复合材料界面性能和层间性能的影响研究较少。为了研究树脂基体特性对复合材料界面性能及层间性能的影响,本文采用了具有不同特性的同一种聚芳醚酮(PAEK)基体研究树脂基体特性对碳纤维增强PAEK复合材料界面性能及层间性能的影响。
方法采用微球脱黏的方法研究了具有较低流动性能及稍强塑性变形能力的PAEK-L树脂基体及具有较高流动性能及稍弱塑性变形能力的PAEK-H树脂基体分别与国产T300级碳纤维(SCF35)的界面强度,同时使用场发射电子扫描显微镜及光学显微镜观察了树脂微球与碳纤维脱黏后的表面形貌、截面形貌及树脂微球与碳纤维的接触角。采用国产碳纤维增强聚芳醚酮(SCF35/PAEK)热塑性预浸料制备复合材料,按照美国材料与试验协会(ASTM)标准制备试样并测试了复合材料的90°拉伸性能、短梁剪切性能、Ⅰ型断裂韧性、Ⅱ型断裂韧性,同时采用场发射电子扫描显微镜表征了复合材料的破坏形貌,研究了树脂基体特性对复合材料界面性能及层间性能的影响。
结果SCF35碳纤维与低流动性树脂PAEK-L的界面剪切强度为~64 MPa,接触角为~35.8 °,90°拉伸强度为~55 MPa,90°拉伸模量为~8.6 GPa,短梁剪切强度为~86 MPa;SCF35碳纤维与高流动性树脂PAEK-H的界面剪切强度为~79 MPa,接触角为~34.4 °,90°拉伸强度为~76 MPa,90°拉伸模量为~9.7 GPa,短梁剪切强度为~92 MPa,从文中微球脱黏的表面形貌、截面形貌及90°拉伸断面形貌可以看出,SCF35/PAEK-H复合材料中碳纤维表面存在较多的PAEK-H树脂,具有较高流动性的PAEK-H树脂基体能够与SCF35碳纤维形成Wenzel接触状态,因此表现出较高的界面性能,而SCF35/PAEK-L复合材料中碳纤维表面存在不均匀的PAEK-L树脂,具有较低流动性的PAEK-L树脂基体与SCF35碳纤维形成Cassie接触状态,因此表现出稍低的界面性能。SCF35/PAEK-L复合材料的Ⅰ型断裂韧性为~938 J/m,Ⅱ型断裂韧性为~2232 J/m;SCF35/PAEK-H复合材料的Ⅰ型断裂韧性为~638 J/m,Ⅱ型断裂韧性为~1702 J/m,从文中断裂韧性试样的破坏形貌及PAEK树脂试样的断裂形貌可以看出,PAEK-L树脂试样的断面形貌相对于PAEK-H树脂试样具有更大尺寸的断裂变形,即PAEK-L树脂基体相对于PAEK-H树脂基体具有较强的塑性变形能力,因此其复合材料表现出较高的断裂韧性。
结论通过对具有不同基体特性的复合材料界面性能及层间性能的研究,结果表明SCF35/PAEK复合材料的界面性能受到树脂基体流动性的影响,流动性较高的PAEK-H树脂能够与纤维之间形成较好的界面结合及较高的界面强度;SCF35/PAEK复合材料的层间性能受到树脂基体塑性变形能力的影响,基体塑性变形能力较强的PAEK-L相较于PAEK-H,其复合材料具有较高的断裂韧性。
-
碳纤维增强聚芳醚酮(CF/PAEK)高性能热塑性复合材料,因其优异的韧性、耐老化性能及耐疲劳性能,使CF/PAEK热塑性复合材料得以替代部分传统热固性复合材料,在航空、航天等领域取得成功应用。相比于国外的成熟应用,受限于国内连续碳纤维增强PAEK热塑性复合材料预浸料的生产技术水平,针对CF/PAEK热塑性复合材料研究和应用依然较少,多数研究集中于采用纳米粒子填充、纤维表面修饰、上浆剂改性等手段优化复合材料的界面性能,采用优化成型工艺条件、树脂基体改性等手段优化复合材料的层间性能,而针对树脂基体特性对复合材料界面性能和层间性能的影响研究较少。
本文采用了两种不同特性的国产高性能聚芳醚酮树脂(PAEK-L、PAEK-H)及国产T300级碳纤维(SCF35),制备了碳纤维增强聚芳醚酮(SCF35/PAEK)热塑性复合材料,研究了树脂基体对复合材料的界面剪切性能、90°拉伸性能、短梁剪切性能、Ⅰ型断裂韧性、Ⅱ型断裂韧性的影响。结果显示SCF35/PAEK复合材料的界面性能受到树脂基体流动性的影响,流动性较高的PAEK-H树脂能够与纤维之间形成较好的界面结合及较高的界面强度,SCF35/PAEK-H复合材料中,树脂与纤维的接触角为~34.4 °,界面剪切强度为~79 MPa,复合材料90°拉伸强度为~76 MPa,模量为~9.7 GPa,短梁剪切强度为~92 MPa;而流动性较低的PAEK-L树脂与SCF35碳纤维复合材料中,树脂与纤维的接触角为~35.8 °,界面剪切强度为~64 MPa,复合材料90°拉伸强度为~55 MPa,模量约为~8.6 GPa,短梁剪切强度为~86 MPa。SCF35/PAEK复合材料的层间性能受到树脂基体塑性变形能力的影响,基体塑性变形能力较强的PAEK-L较PAEK-H,其复合材料具有较高的断裂韧性,SCF35/PAEK-L的Ⅰ型断裂韧性为~938 J/m2,Ⅱ型断裂韧性为~2232 J/m2,SCF35/PAEK-H的Ⅰ型断裂韧性为~638 J/m2,Ⅱ型断裂韧性为~1702 J/m2。
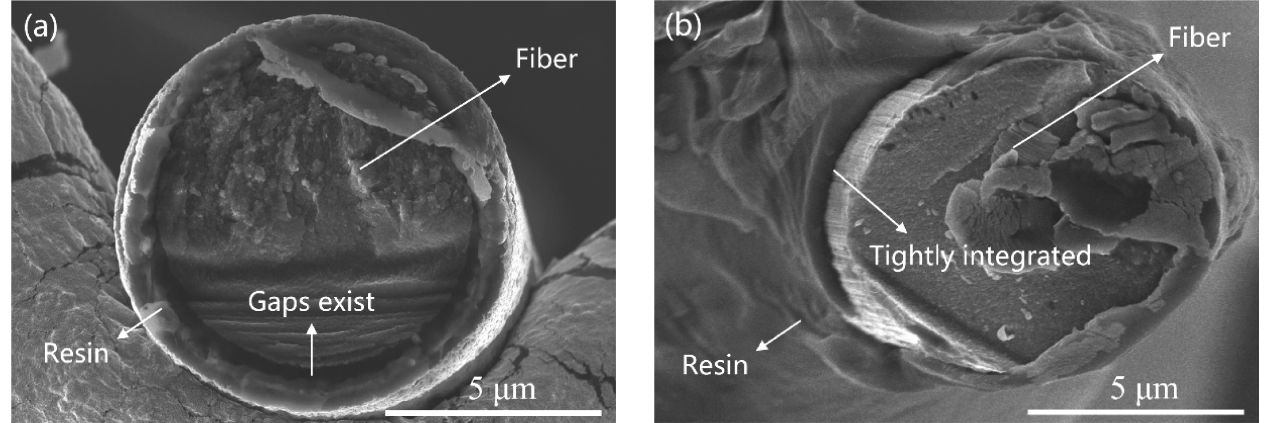
Cross-sectional morphology of SCF35/PAEK microsphere debonding:(a)SCF35/PAEK-L:(b)SCF35/PAEK-H




















计量
- 文章访问数: 847
- HTML全文浏览量: 596
- PDF下载量: 73
- 被引次数: 5
