

Formation mechanism of the slotting delamination of carbon fiber reinforced plastics
-
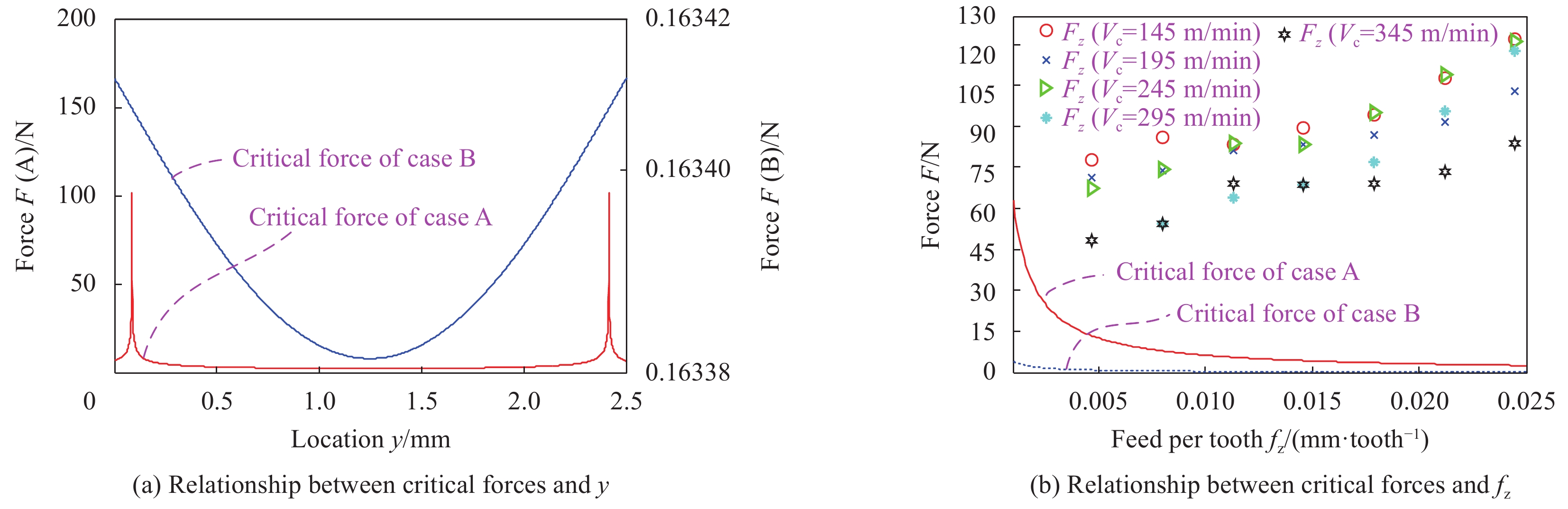
摘要: 针对碳纤维增强树脂复合材料(Carbon fiber-reinforced plastic,CFRP)齿槽加工中易产生分层缺陷的问题,尤其以切出侧最严重。根据齿槽加工中分层缺陷的形成过程,重点构建CFRP齿槽加工切出侧最表层材料分层形成的临界切削力模型,并以平纹编织CFRP为研究对象,采用T型铣刀进行试验,从力学角度揭示齿槽加工中分层缺陷的形成机制。结果表明:齿槽上下两侧的经向纤维分层缺陷较小;A情形(有支撑)、B情形(无支撑)下纬向纤维分层缺陷产生的临界切削力均较小,因此,齿槽加工中分层缺陷均易产生,尤其是B情形;A、B两种情形下单束纤维临界力均在边缘附近呈较大值,中间部位临界力变化较小及纤维的变形均以中间部分较大,边缘部位变形小,由此导致A、B两种情形下的分层缺陷均以单束纤维为边界形成半月弧形“波峰”;随着每齿进给量fz和切削速度Vc的增大,两种情形下的分层缺陷均呈增大趋势。试验结果与临界力理论推导结果基本一致。Abstract: In view of the problem that the delamination was easily occurred during the carbon fiber-reinforced plastic (CFRP) slotting, especially the exit side was the most serious, according to the formation process of the slotting delamination, the onset critical force models of the exit outermost layer delamination for CFRP slotting were emphatically established. The slotting tests, using the T-slot cutter, were carried out on the plain weave CFRP. Then, the formation mechanisms of the delamination were revealed from the view mechanics. The results show that the delaminations of the warp fibers on both up and down sides are small. The onset critical forces of the case A (supported) and case B (unsupported) for the fill fibers are small, then, the delaminations of these two cases easily occur, especially the case B. The critical forces of these two cases are large near the edge of a single fiber bundle, and their changes are small in the central of a single fiber bundle. Additionally, the deformations of these two cases are all large in the center of a single fiber bundle and are small near the edge of a single fiber bundle. As a result, in the boundary of a single bundle of fibers, the delaminations of the case A or case B are all shaped as a half-moon arc “wave peak”. The delaminations of these two cases increase with the increasing feed per tooth fz and the cutting speed Vc. The experimental results are in good agreement with the theoretical derivation results of the critical forces.
-
Keywords:
- CFRP /
- slotting /
- delamination /
- formation mechanism /
- critical cutting force
-
随着人工智能、物联网、边缘计算等新兴电子应用产业的蓬勃发展,柔性电子设备呈现爆发式的发展浪潮,并广泛应用于健康监测、传感皮肤、软体机器人、触摸屏、仿生皮肤及能量采集器等诸多领域[1-5]。导电凝胶作为一种新型的材料,由于其出色的柔韧性、良好的导电性及可调的力学性能而成为柔性电子设备的核心元件[6-9]。
根据凝胶复合材料中溶剂的不同,导电凝胶主要分为导电水凝胶、导电有机凝胶及导电离子凝胶[10-13]。导电水凝胶具有较高的电导率和较小的界面电阻等优点,在柔性电子器件方面展现出良好的潜在应用价值[14-15]。导电水凝胶暴露在外界环境中会发生低温结冰或者高温失水现象,严重影响水凝胶的导电性能、力学性能及透明度。导电有机凝胶可以避免导电水凝胶结冰或失水的问题[16-17],但有机溶剂的易燃性无疑会诱发柔性电子器件的安全问题。导电离子凝胶的溶剂为由阴、阳离子组成的离子液体,具有难挥发、不易燃、电导率高、热稳定性好等独特的物理化学性质[18-21],因此其在柔性电子器件领域展现了巨大的竞争优势。
离子凝胶由流动相的离子液体和连续固态相的高分子聚合物两部分组成。将离子液体分散于高分子聚合物的三维网络结构中,离子液体可以和聚合物之间构建氢键结合体系,从而形成性能优异且稳定的离子凝胶。离子凝胶中常用的高分子聚合物多为石油基产品[22-25],包括聚酰胺、聚乙烯醇、聚偏二氟乙烯、聚丙烯酸酯、环氧树脂及聚氨酯等。石油基高分子聚合物具有不可再生、不可降解的缺点,且形成的白色垃圾会引发严重的生态环境问题,极大地限制了该类离子凝胶的广泛应用。
纤维素作为自然界中含量最丰富的天然资源之一,具有来源广泛及可再生可降解的特点[26-30]。纤维素分子结构中含有大量羟基,能够和离子液体中的基团形成氢键,进而构建牢固的凝胶体系。本研究基于离子液体对纤维素的高效解离能力,通过溶解-凝胶化过程制备绿色的离子液体-纤维素复合凝胶(Cellulose-based ionic gel,CGel)。该CGel具有优异的光学和电学性能及较高的稳定性。本研究进一步探讨了竹浆CGel对环境湿度的敏感性及产品的可循环使用性。
1. 实验材料和方法
1.1 原材料
竹溶解浆,福建省青山纸业股份有限公司);[Amim]Cl型离子液体(Ionic liquid,IL,纯度99%),兰州化学物理研究所;去离子水。
1.2 实验方法
1.2.1 纤维素离子凝胶(CGel)的制备
将30 g离子液体倒入三口烧瓶中,油浴加热至90℃,搅拌30 min。称取一定量竹溶解浆,缓慢加入到离子液体中,继续加热搅拌60 min溶解纤维素,制备纤维素浓度为0%、2%、5%和10%的纤维素溶液分别记为0%Cel-IL、2%Cel-IL、5%Cel-IL和10%Cel-IL。待溶解结束后,关闭搅拌器,把纤维素溶液倒入表面皿中,静置过夜,纤维素溶液老化为CGel。
1.2.2 CGel的性能分析
采用场发射扫描电子显微镜(SEM,JSM-7500F,日本电子株式会社)对CGel中纤维素基体进行形貌观察,喷金45 s,加速电压为20 kV。在进行SEM观察之前首先采用水分子完全置换CGel中的离子液体,然后利用超低温冰箱和冷冻干燥仪除去CGel中的水分子,再进行CGel形貌的观察。采用紫外可见分光光度计(UV-vis,Lambda 35 PerkinElmer,美国)检测CGel的透光性能,波长范围为400~800 nm。采用流变仪(Haake MARS Ⅲ型,德国)检测CGel的稳态流变性能及动态流变性能。采用电化学工作站(BioLogic VMP3,法国)检测CGel的离子电导率,扫描频率为100 mHz~1 MHz,扫描电压为20 mV。
2. 结果与讨论
2.1 CGel的制备
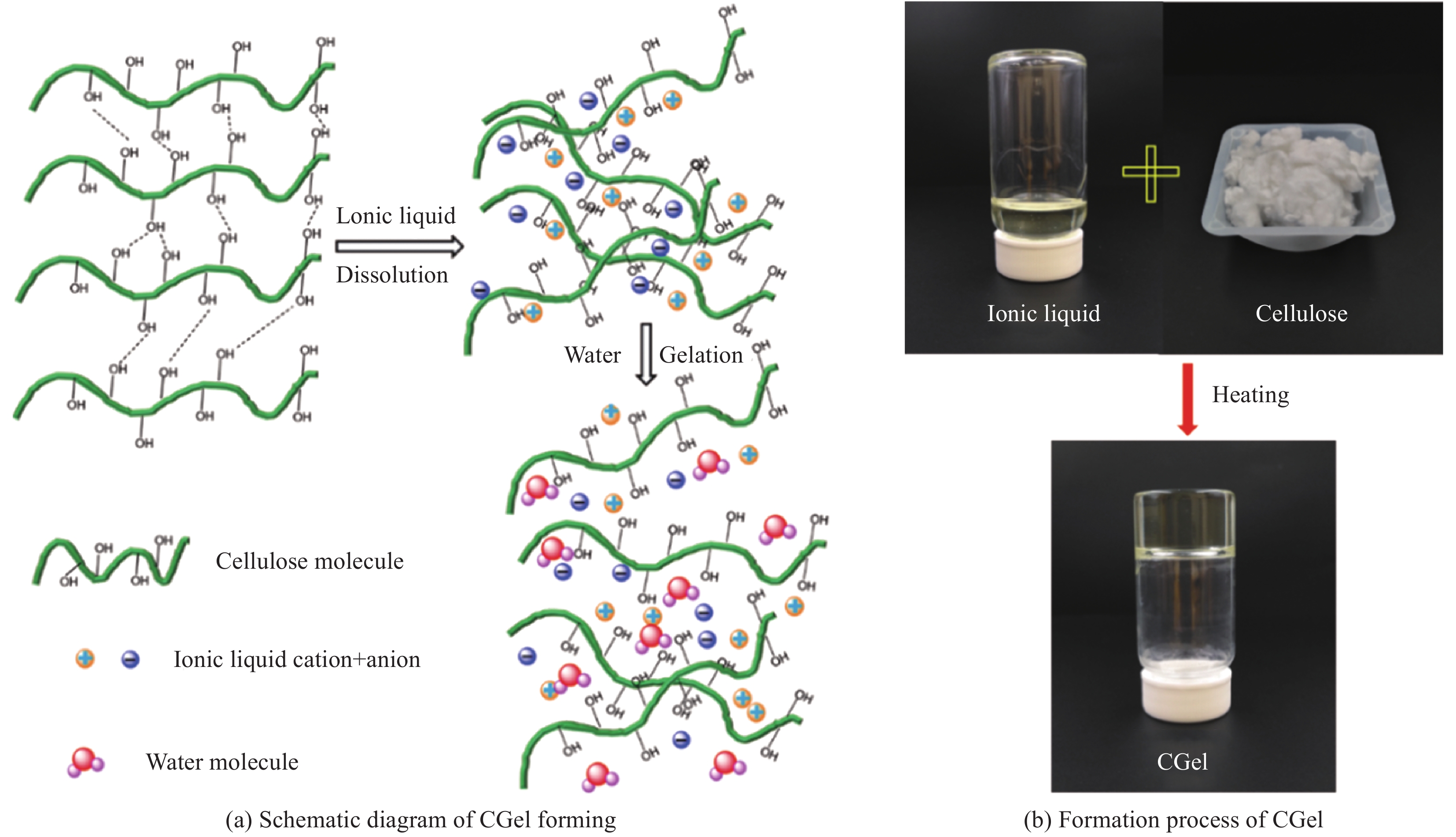
离子液体具有极强的极性,可以与纤维素分子形成氢键网络,从而破坏纤维素纤维自身的氢键网络结构,最终实现纤维素纤维的高效溶解。在纤维素溶液的老化过程中,空气中水分子会渗透进去纤维素溶液内部。水分子可以使纤维素溶液中阴阳离子与纤维素分子之间的氢键断裂,形成游离态的纤维素分子和阴阳离子,进而纤维素溶液转为CGel(图1(a))。如图1(b)所示,通过加热处理,离子液体可以溶解纤维素纤维形成溶液,再经过老化/凝胶化过程,可以构建CGel。离子液体具有良好的流动性能,不能固定在玻璃瓶底部;而CGel具有良好的成型性能,并可以牢固吸附在玻璃瓶底部。CGel也展现了优异的柔韧性,经过弯折处理仍然保持良好的形态结构(图2),此特性为CGel在柔性电子器件中的应用奠定了坚实的基础。
![]() 图 1 纤维素离子凝胶(CGel)的制备(纤维素浓度:5%)Figure 1. Preparation of cellulose-based ionic gel (CGel) (Cellulose concentration: 5%)
图 1 纤维素离子凝胶(CGel)的制备(纤维素浓度:5%)Figure 1. Preparation of cellulose-based ionic gel (CGel) (Cellulose concentration: 5%)CGel的流变性能如图3所示。离子液体具有良好的流动性能,因此其具有较低的黏度(~0.1~1 Pa·s)。通过溶解纤维素,可以提高体系的黏度。黏度的提高也表明体系的凝胶化效应。制备的CGel的黏度远远高于离子液体的黏度。在低剪切速率条件下(10−2 s−1),CGel的黏度高达104 Pa·s;即使在高剪切速率条件下(103 s−1),离子凝胶的黏度仍为1 Pa·s,约是该条件下离子液体黏度的10倍(0.1 Pa·s)。本研究进一步分析频率对离子液体和纤维素凝胶的模量性能的影响。离子液体具有较低的模量,且其损失模量G″远远大于储存模量G′,表明典型的液态相行为。CGel的储存模量和损失模量均呈现增加的趋势,其储存模量大于损失模量,这证明CGel的准固态效应。
![]() 图 3 CGel的流变性能(纤维素浓度:5%)Figure 3. Rheological property of CGel (Cellulose concentration: 5%)
图 3 CGel的流变性能(纤维素浓度:5%)Figure 3. Rheological property of CGel (Cellulose concentration: 5%)2.2 CGel的形貌
将CGel置于水溶液中,通过水分子对离子液体的置换效应可以溶出CGel中的离子液体,获得纤维素基体。利用SEM可以观察纤维素基体的形貌结构,如图4所示。CGel的纤维素基体具有的骨架结构内还包含了大量孔洞的结构,可以有效吸附和储存离子液体,并为离子液体的均匀分布提供基础。该体系实现了纤维素分子与离子液体的良性共存,能够保证CGel兼具优异的离子电导性质和光学性能。
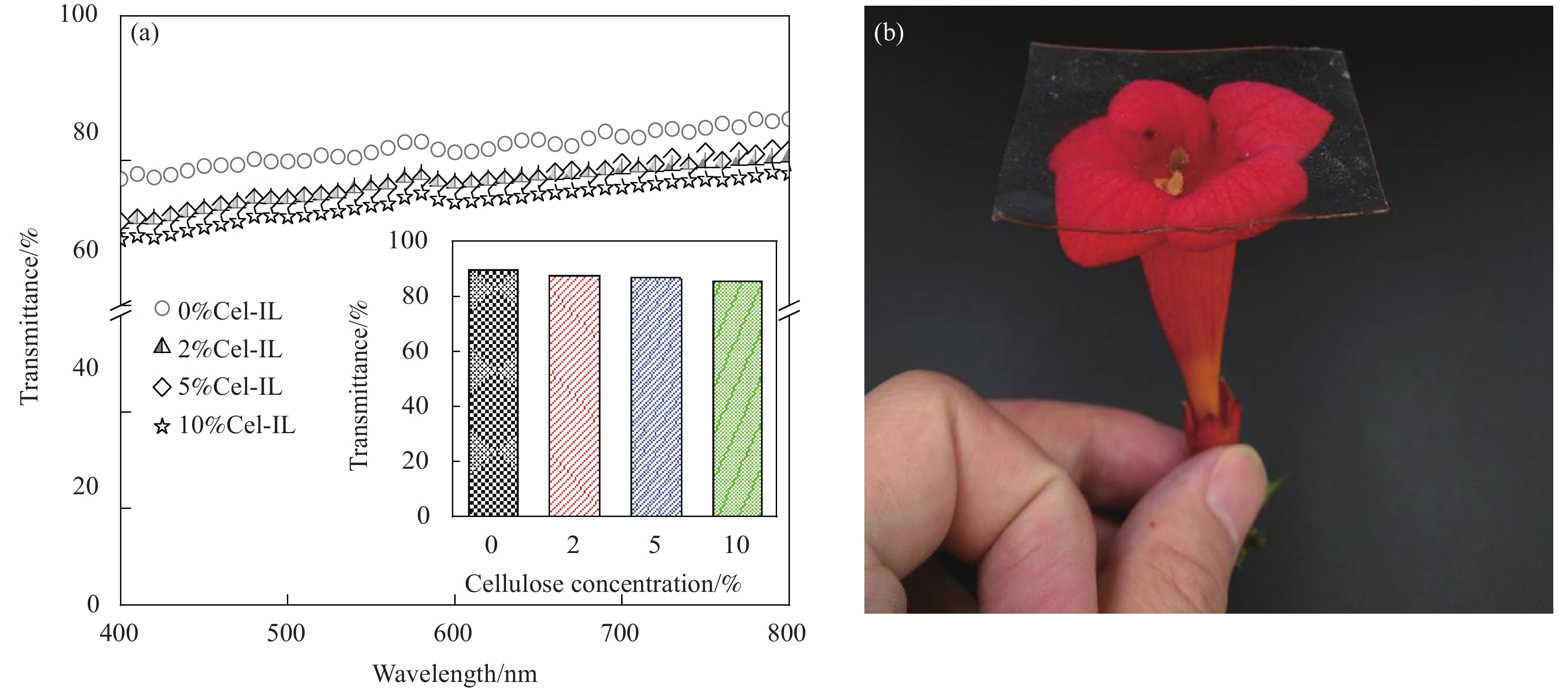
2.3 CGel的光学性能
离子液体和CGel的光学性能如图5所示。离子液体具有优异的光学性能,其透明度为90%。通过引入纤维素制备的CGel也展现了良好的光学性能。当纤维素浓度提高到5%,CGel的透明度仍然高达88%。如图5(b)所示,透过CGel,可以清晰观察到下方的花朵。高的透明度可以进一步拓宽CGel的应用市场。
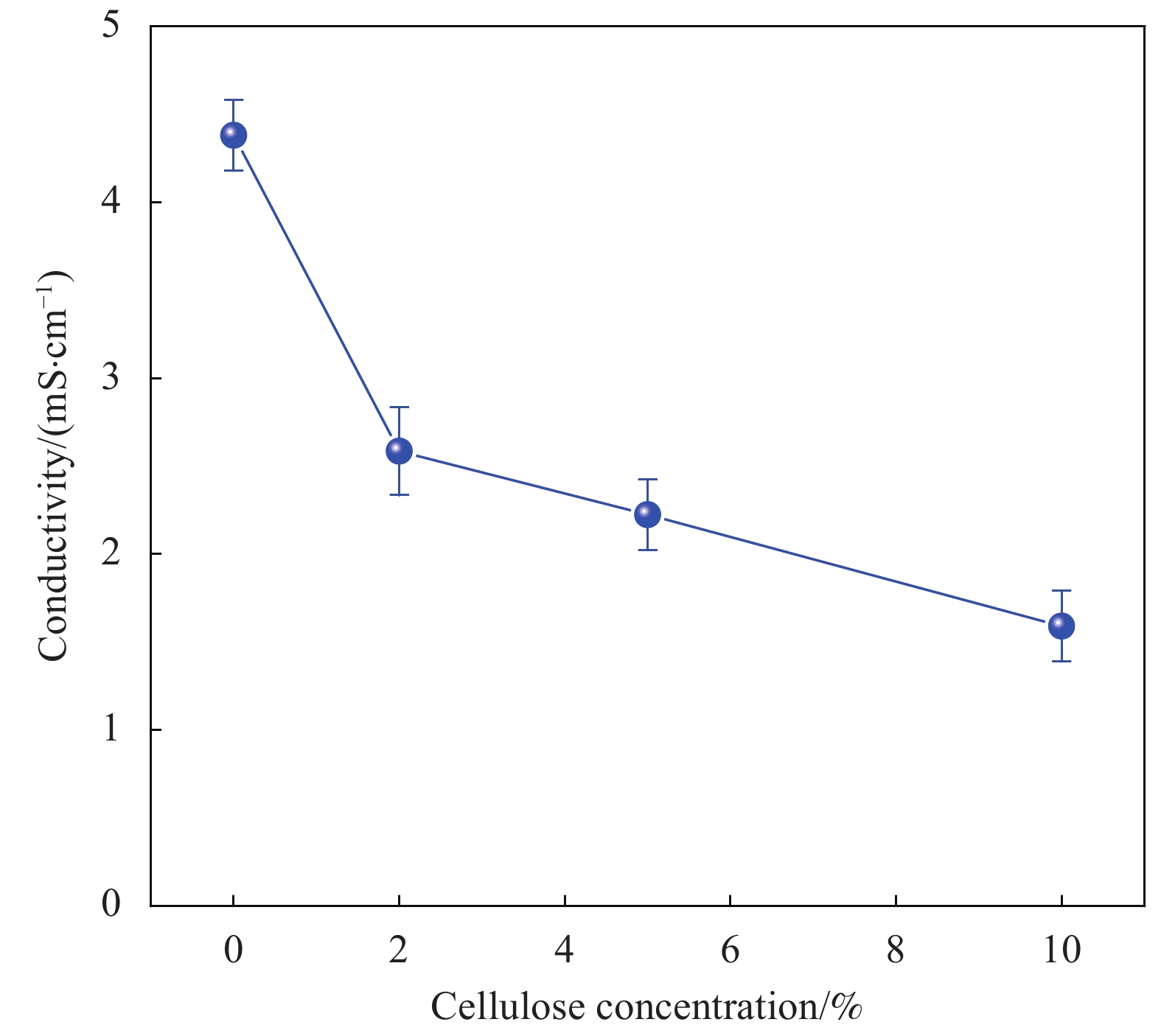
2.4 CGel的电学性能
纤维素基体呈现丰富的孔洞结构,可以有效吸收和储存离子液体,赋予CGel优异的离子导电能力。图6展示了CGel的电学性能。可知,纯离子液体的电导率为4.4 mS/cm。纤维素的引入会降低体系的电学性能。纤维素含量为2%时,体系的电导率为2.5 mS/cm;纤维素含量为5%时,体系的电导率为2.2 mS/cm;进一步提高纤维素含量至10%,其体系的电导率为1.6 mS/cm。离子液体-纤维素体系虽然在2%纤维素浓度时展现较高的离子电导率,但体系仍然属于液态相,不能形成CGel。结合CGel的导电性及相态分析,纤维素含量为5%时候,CGel既呈现较好的凝胶状态,又具有良好的导电性能,因此选择5%纤维素含量的凝胶作为主要研究体系。
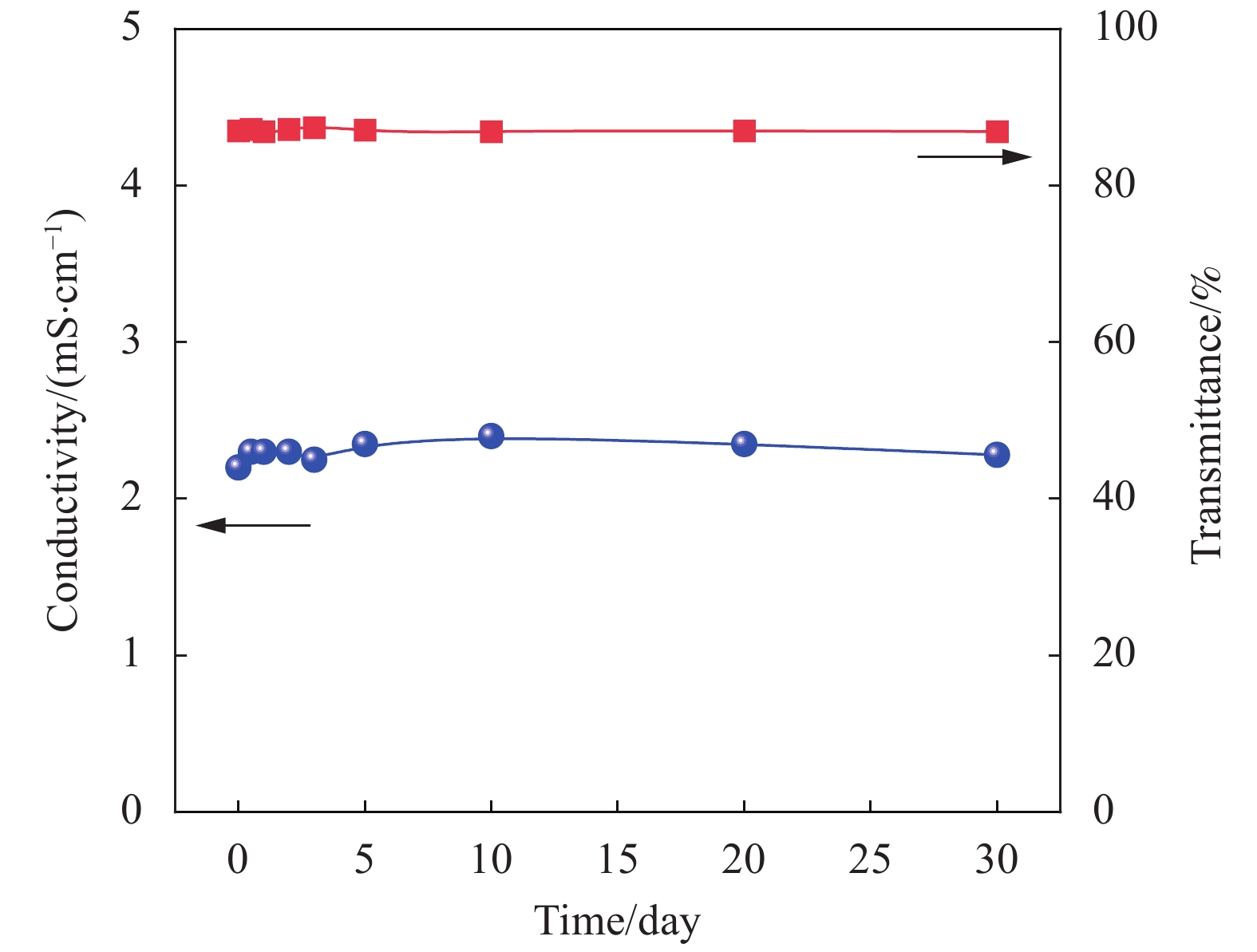
离子凝胶性能的高度稳定是离子凝胶广泛应用的基本前提。将CGel置于恒定室温(25℃)条件,50%的湿度的环境中,分析其性能变化。图7为工作时间对CGel性能的影响。CGel展现了高稳定性的电学和光学性能。经过30天的工作时间后,CGel的电导率和透明度基本没有发生变化,仍然为2.2 mS/cm和88%。
![]() 图 7 工作时间对CGel性能的影响(纤维素浓度:5%)Figure 7. Effect of working time on the performance of CGel (Cellulose concentration: 5%)
图 7 工作时间对CGel性能的影响(纤维素浓度:5%)Figure 7. Effect of working time on the performance of CGel (Cellulose concentration: 5%)水分的存在可以影响CGel的电学性能。如图8所示,通过设计吸水和脱水过程可以调控CGel的离子电导率。增加工作湿度,可以提高CGel中的水分含量,能够促进离子液体在凝胶体系中的传输速率,最终提升CGel的电导率。在27%相对湿度条件下,CGel的电导率为2.2 mS/cm;提高工作湿度到50%,CGel的电导率提升至为2.8 mS/cm;在75%相对湿度时,CGel的电导率高达3.9 mS/cm。在CGel的失水过程中,相对湿度也对体系的电导率产生类似影响:即CGel的电导率正比于工作湿度。基于湿度对体系电导率的影响规律,可以利用CGel有效监控环境湿度及人体皮肤湿度的变化。
![]() 图 8 工作湿度对CGel性能的影响(纤维素浓度:5%)Figure 8. Effect of working humidity on the performance of CGel (Cellulose concentration: 5%)
图 8 工作湿度对CGel性能的影响(纤维素浓度:5%)Figure 8. Effect of working humidity on the performance of CGel (Cellulose concentration: 5%)2.5 CGel的可循环性
通过对离子液体和纤维素进行加热处理可以制备纤维素溶液,经过进一步的凝胶化过程,能够生产CGel。该过程不涉及化学反应,只是体系中氢键网络的解构和重建过程,因此CGel具有良好的可循环生产及使用能力。如图9(a)所示,CGel通过高温加热处理可以完成固态相体系到液态相体系的转化,再经过冷却凝胶化过程又可以制备性能优异的CGel,最终实现该体系的循环过程,构建绿色的CGel。CGel经过10次的循环过程,仍然具有较高的电学性能(2.2 mS·cm−1的离子电导率,如图9(b)所示)。
![]() 图 9 CGel的可循环性能(纤维素浓度:5%)Figure 9. Reproductivity of CGel (Cellulose concentration: 5%)
图 9 CGel的可循环性能(纤维素浓度:5%)Figure 9. Reproductivity of CGel (Cellulose concentration: 5%)3. 结 论
(1) 基于离子液体对纤维素氢键网络的解构及重组能力,开发了柔性、透明、导电的绿色离子液体-纤维素复合凝胶(CGel)。纤维素基体呈现丰富的孔洞结构,可以有效吸收和储存离子液体,赋予CGel优异的离子导电能力。
(2) 5%纤维素浓度的CGel具有88%的透明度和2.2 mS/cm的电导率。CGel也展现了优异的性能稳定性,经过30天的工作时间后仍然具有稳定的电导率和透明度。
(3) CGel对环境湿度具有良好的敏感性。提高湿度可以增加凝胶的电导率,降低湿度会降低CGel的导电性能。
(4) CGel具有良好的循环生产使用能力,通过高温加热-冷却凝胶化过程即可以实现CGel的再生产目标,且其仍然具有较高的电学性能。绿色CGel的开发对推动凝胶基柔性电子器件的快速发展具有重要意义。
-
![]()
图 1 齿槽加工分层缺陷的形成过程及类型
Figure 1. Forming process and types of slotting delamination
q—Uniformly distributed load; re—Tool radius; fz—Feed per tooth; Vc—Cutting speed
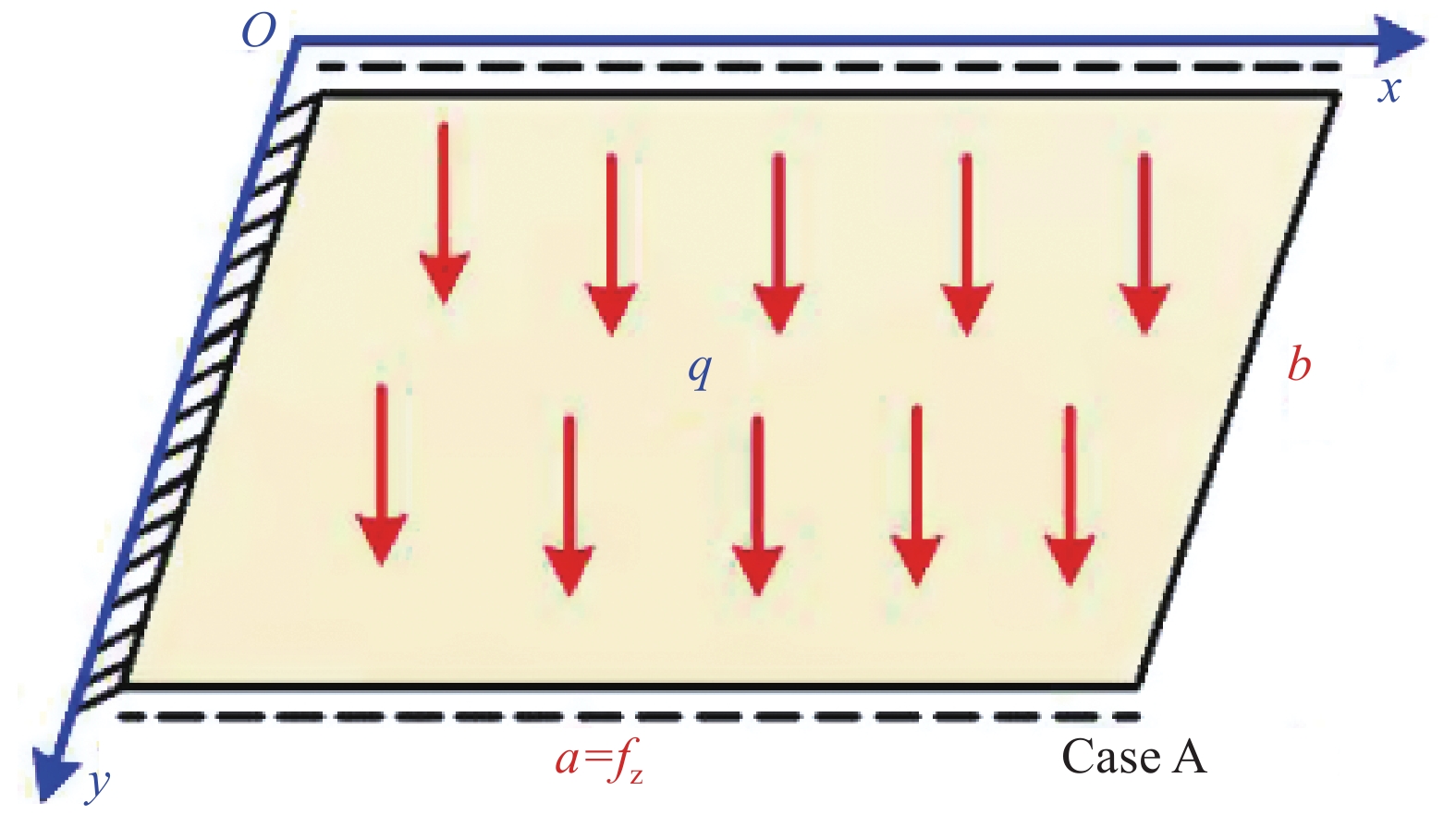
![]()
图 2 碳纤维增强树脂复合材料(CFRP)齿槽加工有支撑型(A情形)分层缺陷理论模型
Figure 2. Theoretical model of the slotting delamination for supported of carbon fiber-reinforced plastic (CFRP) (Case A)
a—Fiber bundle width; b—Width of a single cutting
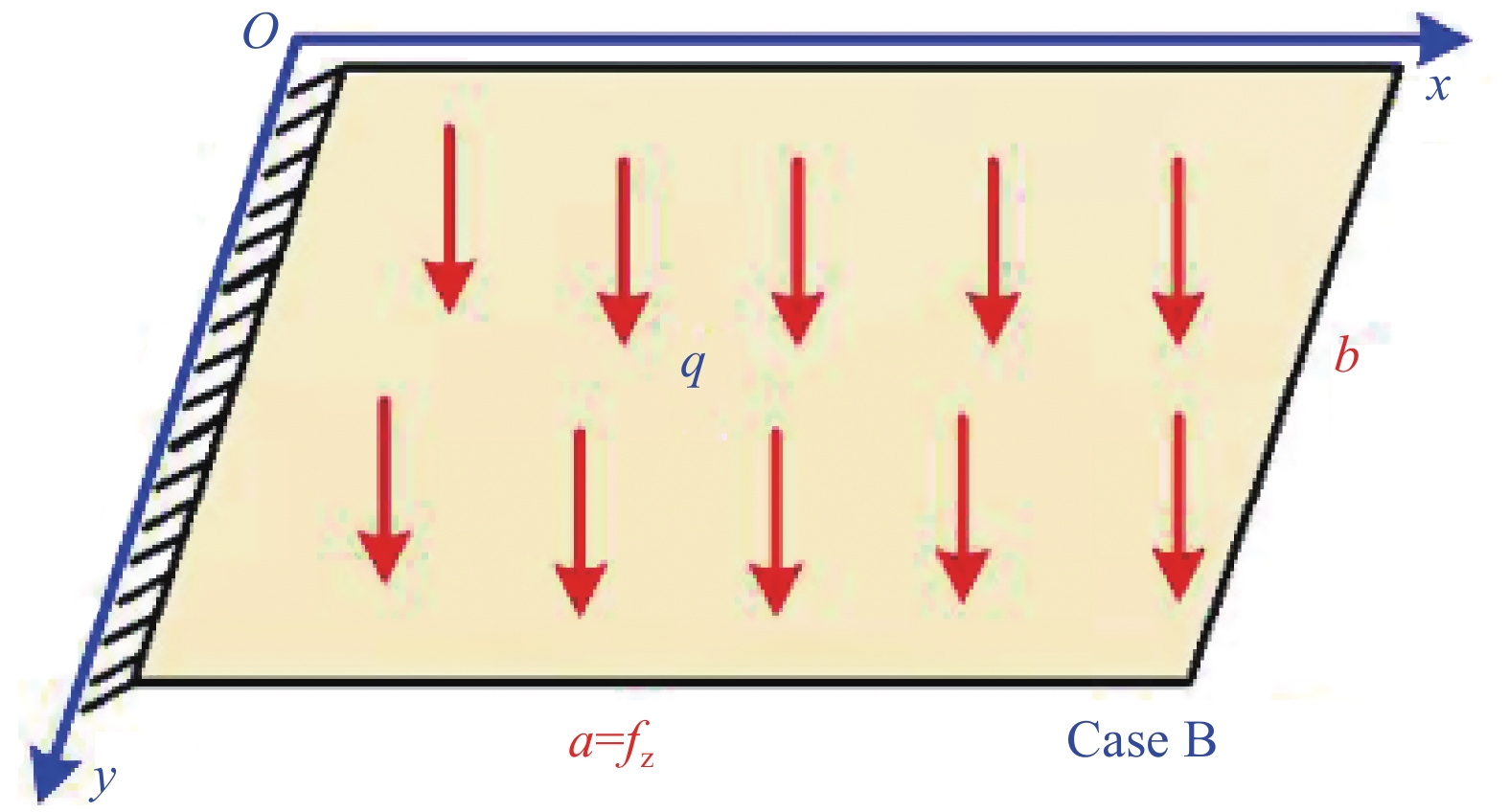
![]()
图 3 CFRP无支撑型(B情形)分层缺陷理论模型
Figure 3. Theoretical model of delamination for unsupported of CFRP (Case B)
![]()
图 5 CFRP齿槽加工典型切削力曲线
Figure 5. Typical cutting force curves of CFRP slotting
Fx—x direction cutting force, Fz—z direction cutting force
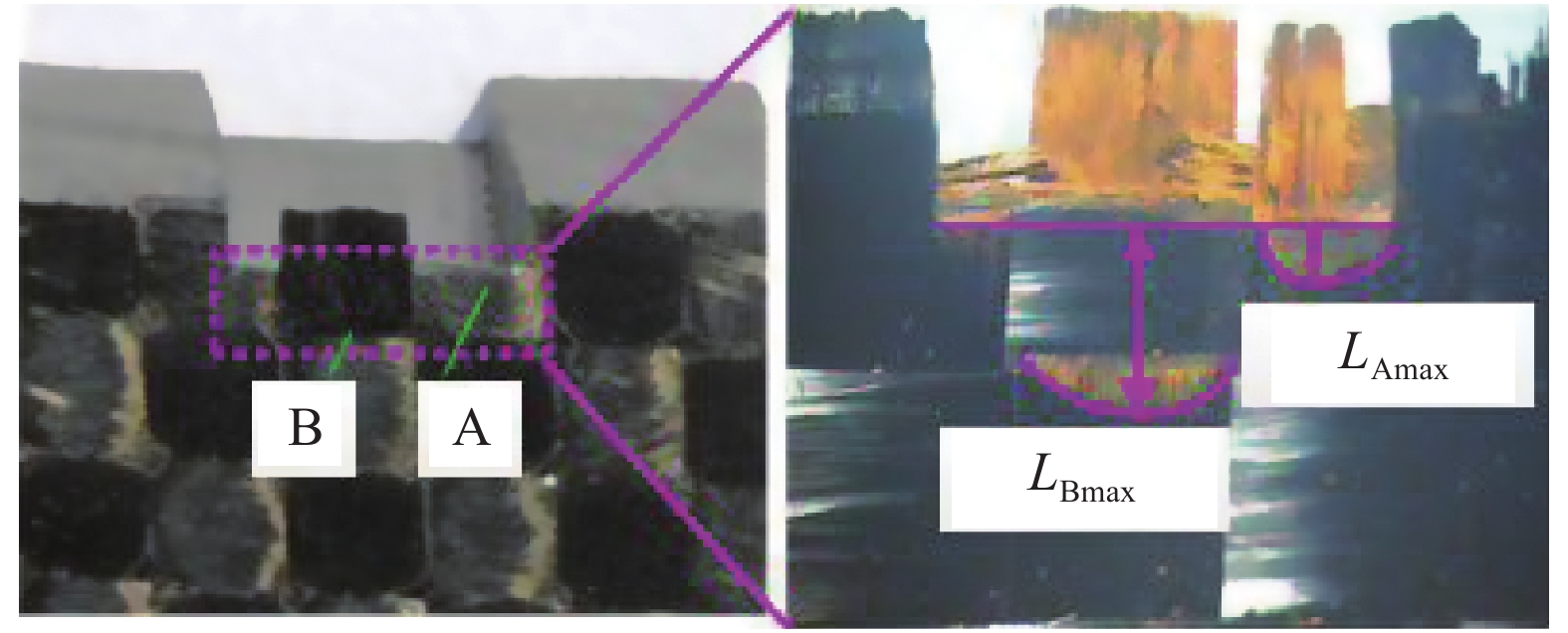
![]()
图 6 CFRP齿槽分层缺陷的评价方法
Figure 6. Evaluation methods of slotting delamination of CFRP
LAmax—Delamination factor of the zonal fiber in case A; LBmax—Delamination factor of the zonal fiber in case B
![]()
图 8 CFRP分层缺陷临界切削力的变化规律
Figure 8. Changes of the delamination onset critical forces of CFRP
-
[1] 李哲, 王新, 张毅, 等. CFRP超声振动套磨钻孔高效排屑机理和实验[J]. 北京航空航天大学学报, 2020, 46(1):229-242. LI Zhe, WANG Xin, ZHANG Yi, et al. Mechanism and experiment on high-efficiency chip removal in ultrasonic vibration core drilling of CFRP[J]. Journal of Beijing University of Aeronautics and Astronautics,2020,46(1):229-242(in Chinese).
[2] RAHME P, MOUSSA P, LACHAUD F, et al. Effect of adding a woven glass ply at the exit of the hole of CFRP laminates on delamination during drilling[J]. Composites Part A: Applied Science and Manufacturing,2020,129:105731. DOI: 10.1016/j.compositesa.2019.105731
[3] JIA Zhenyuan, CHEN Chen, WANG Fuji, et al. Analytical study of delamination damage and delamination-free drilling method of CFRP composite[J]. Journal of Materials Processing Technology,2020,282:116665. DOI: 10.1016/j.jmatprotec.2020.116665
[4] ALESSANDRO A, KHAMIS E. 3D micro-mechanical modelling of orthogonal cutting of UD-CFRP using smoothed particle hydrodynamics and finite element methods[J]. Composite Structures,2019,218:174-192. DOI: 10.1016/j.compstruct.2019.03.037
[5] 苏飞, 袁军堂, 程寓. 碳纤维增强复合材料T型齿槽加工缺陷的形成机制[J]. 复合材料学报, 2014, 5:1127-1133. SU Fei, YUAN Juntang, CHENG Yu. Formation mechanism of T-slotting machining defects of carbon fiber reinforced plastics[J]. Acta Materiae Compositae Sinica,2014,5:1127-1133(in Chinese).
[6] 苏飞, 袁军堂, 汪振华, 等. 刀具材料对CFRP齿槽加工质量的影响[J]. 宇航材料工艺, 2018, 48(1):85-88. DOI: 10.12044/j.issn.1007-2330.2018.01.017 SU Fei, YUAN Juntang, WANG Zhenhua, et al. Influence of tool materials on machining quality of CFRP slots[J]. Aerospace Materials and Technology,2018,48(1):85-88(in Chinese). DOI: 10.12044/j.issn.1007-2330.2018.01.017
[7] JUNG J P, KIM G W, LEE K Y. Critical thrust force at delamination propagation during drilling of angle-ply laminates[J]. Composite Structures,2005,68:391-397. DOI: 10.1016/j.compstruct.2004.04.004
[8] HOCHENG H, TSCAO C C, LIU C S, et al. Reducing drilling-induced delamination in composite tube by magnetic colloid back-up[J]. CIRP Annals-Manufacturing Technology,2014,63:85-88. DOI: 10.1016/j.cirp.2014.03.070
[9] GURURAJA S, RAMULU M. Modified exit-ply delamination model for drilling FRPs[J]. Journal of Composite Materials,2009,43(5):483-500. DOI: 10.1177/0021998308097677
[10] JAMEL Saoudia, REDOUANE Zitoune, SALAH Mezlini, et al. Critical thrust force predictions during drilling: Analytical modeling and X-ray tomography quantification[J]. Composite Structures,2016,153:886-894. DOI: 10.1016/j.compstruct.2016.07.015
[11] JAMEL Saoudi, REDOUANE Zitoune, SUHASINI Gururaja, et al. Prediction of critical thrust force for exit-ply delamination during drilling composite laminates: Thermo-mechanical analysis[J]. International Journal of Machining and Machinability of Materials,2016,18:77-98. DOI: 10.1504/IJMMM.2016.075464
[12] HOCHENG H, TSCAO C C. Effects of special drill bits on drilling-induced delamination of composite materials[J]. International Journal of Machine Tools & Manufacture,2006,46:1403-1416.
[13] FARRUKH Makhdum, LUKE T Jennings, ANISH Roy, et al. Cutting forces in ultrasonically assisted drilling of carbon fibre-reinforced plastics[J]. Journal of Physics: Conference Series,2012,382:1-6.
[14] 张厚江, 陈五一, 陈鼎昌. 碳纤维复合材料(CFRP)钻孔出口缺陷的研究[J]. 机械工程学报, 2004, 40(7):150-155. DOI: 10.3321/j.issn:0577-6686.2004.07.031 ZHANG Houjiang, CHEN Wuyi, CHEN Dingchang. Investigation of the exit defects in drilling carbon fibre-reinforced plastic plates[J]. Chinese Journal of Mechanical Engineering,2004,40(7):150-155(in Chinese). DOI: 10.3321/j.issn:0577-6686.2004.07.031
[15] 张厚江, 陈五一, 陈鼎昌. 碳纤维复合材料钻孔出口椭圆形分层缺陷的研究[J]. 机械工程学报, 2004, 40(12):145-148. DOI: 10.3321/j.issn:0577-6686.2004.12.030 ZHANG Houjiang, CHEN Wuyi, CHEN Dingchang. Study on defect of elliptic delamination of hole eixt zone in drilling carbon fibre-reinforced plastic plates[J]. Chinese Journal of Mechanical Engineering,2004,40(12):145-148(in Chinese). DOI: 10.3321/j.issn:0577-6686.2004.12.030
[16] 李桂玉. 叠层复合材料钻削加工缺陷产生机理及工艺参数优化[D]. 济南: 山东大学, 2011: 63-71. LI Guiyu. Research on defects generation mechanism and process optimization in drilling laminated composite[D]. Ji’nan: Shandong University, 2011: 63-71(in Chinese).
[17] 汪海晋. 树脂基复合材料钻削缺陷产生机理与控制策略研究[D]. 济南: 山东大学, 2016. WANG Haijin. Investigation on generation mechanism and control strategy of defect in drilling of resin-based compo-site materials[D]. Ji’nan: Shandong University, 2016(in Chinese).
[18] TIMOSHENKO S, WOINOWSKY-KRIEGER S. Theory of plates and shells[M]. New Yrok: McGraw-Hill Book Company, 1959.
[19] 戈新生. 悬臂矩形板对称弯曲的三角函数解法[J]. 北京机械工业学院学报, 1994, 9(2):51-58. GE Xinsheng. The trigonometric function method for symmetrical bending of cantilever rectangular plates[J]. Journal of Beijing Institute of Machinery Industry,1994,9(2):51-58(in Chinese).
[20] 戈新生, 刘松. 悬臂矩形板的对称弯曲与稳定[J]. 计算机力学学报, 1999, 16(3):361-364. GE Xinsheng, LIU Song. Symmetric bending and stability of cantilever rectangular plates[J]. Chinese Journal of Computation Mechanics,1999,16(3):361-364(in Chinese).
[21] SU Fei, DENG Zhaohui, SUN Fujian, et al. Comparative analyses of damages formation mechanisms for novel drills based on a new drill-induced damages analytical model[J]. Journal of Materials Processing Technology, 2019, 271: 111-125.
-
期刊类型引用(2)
1. 汤锋洁,孙浩东,陈昱文,李建国,陈礼辉. 辐射制冷纤维素织物的制备及性能研究. 中国造纸. 2023(05): 134-139 .  百度学术
百度学术
2. 承斌斌,陈裙凤,杨伟凯,魏晓萌,陈礼辉,李建国. 金属盐离子对纤维素离子凝胶性能的影响研究. 中国造纸. 2022(08): 10-16 . 百度学术
其他类型引用(3)
-
 下载:
下载:









计量
- 文章访问数: 1136
- HTML全文浏览量: 567
- PDF下载量: 101
- 被引次数: 5
