

Impregnation characteristics of carbon fiber composite during ultrasonic vibration assisted RTM process
-
摘要: 研究了织物类型、纤维体积分数和超声振动对树脂在碳纤维织物中流动特性的影响规律,设计了超声振动辅助RTM工艺过程中单向渗透率测量装置,开展了16组渗透率测试实验,并结合COMSOL软件仿真分析了织物中的树脂流动特性。研究表明,在相同纤维体积分数水平下,斜纹编织物的纤维束间隙通道比平纹织物的更宽,2/2斜纹编织织物渗透率比平纹织物提高了约21.5%。纤维体积分数与织物渗透率呈负相关,其函数关系与半经验公式Kozeny-Carman(KC)方程吻合较好。树脂流动过程中加入超声振动,其超声空化效应、加速度效应和微射流效应作用于纤维丝束表面,提高了织物渗透率约58.2%。有限元仿真模拟了椭圆形和近矩形纤维束截面设计的织物模型的流动过程,结果发现近矩形纤维束截面高流速区域范围更广,流体向纤维布夹层浸渍的速度分量更大。超声作用于织物纤维可能带动纤维丝束蠕动,使纤维束截面趋于近矩形状,从而提高了树脂对纤维织物的浸润性。上述研究结果对优化碳纤维复合材料成型工艺和成型性能具有一定的指导意义。Abstract: The flow characteristics of carbon fiber fabric was studied under different forming conditions, including fabric type, fiber volume fraction and ultrasonic vibration. The unidirectional permeability measurement device of ultrasonic vibration assisted RTM was newly designed. Permeability testing experiment including 16 trials was carried out, and the resin flow characteristics in the fabric were analyzed using COMSOL simulation. Results show that with the same fiber volume fraction, the fiber bundle gap channel of 2/2 twill weave fabric is wider than that of plain weave fabric, and the permeability of twill weave fabric is averagely 21.5% higher than result from plain weave fabric. The fiber volume fraction is negatively correlated with fabric permeability, and the functional relationship is in good agreement with the semi-empirical Kozeny-Carman (K-C) equation. The ultrasonic vibration is introduced into the resin flow process, and the ultrasonic cavitation effect, acceleration effect and micro-jet effect acted on the surface of fiber bundle, which significantly improves the permeability of fiber fabric about 58.2%. The flow process of fabric model, which is designed with elliptic and nearly rectangular fiber bundle section, was simulated by finite element model, and results show that the high velocity area of near rectangular fiber bundle section is relatively wider, and the velocity component of fluid impregnation to the interlayer of fiber cloth is larger. Ultrasonic acting on the fabric fibers probably drives the fiber bundle peristalsis, making the fiber bundle cross section tend to be nearly rectangular, subsequently improving the resin infiltration of the fiber fabric. Experimental results from this work have certain guiding significance to optimize the forming process of composites.
-
Keywords:
- flow characteristic /
- fabric type /
- resin impregnation /
- ultrasonic vibration /
- permeability
-
对位芳族聚酰胺纤维(对位芳纶纤维),商品名称为Kevlar,具有高模量、高强度和良好的热稳定性,可作为高性能复合材料的增强体,广泛用于航空、航天、汽车、电子器件等工业领域[1-3]。然而,对位芳纶纤维直径为微米级、表面光滑、惰性大,与高分子材料复合时界面应力转移效率低[4],制约了复合材料性能的提高。
2011年,YANG等[5]首次报道对位芳纶纤维可在KOH/二甲基亚砜体系中剥离成大量芳纶纳米纤维(ANF),形成稳定的分散液,进一步研究发现ANF基本保留了其微米纤维的力学性能、结晶性和耐热性[6-9]。
剥离的ANF长径比高、比表面积大、表面含有丰富的酰胺官能团,能与极性高分子形成强的界面相互作用,有望制备出高强度纳米复合材料。最近,少量文献报道了ANF增强的聚合物复合材料[10-16],通过提高ANF的分散均匀性,以增加复合材料的力学强度。例如,KOO等[11]将ANF和热塑性聚氨酯均匀混合,通过溶液浇铸方法制备出复合薄膜,添加质量分数为0.04wt%的ANF后,复合薄膜的拉伸强度达到84.3 MPa,比纯热塑性聚氨酯提高了1.8倍。ZHU等[12]将ANF、环氧树脂和固化剂均匀混合,然后采用溶液浇铸方法制备了ANF/环氧树脂复合薄膜;添加质量分数为1wt%的ANF后,复合薄膜的拉伸强度达到83.3 MPa,比纯环氧树脂增加了18.5%。LIN等[13]将ANF水凝胶浸泡在聚乙烯醇溶液中,然后干燥,得到ANF均匀分布的复合薄膜,ANF质量分数为35wt%时,其拉伸强度达到257.0 MPa,比纯聚乙烯醇提高了大约2倍,高于纯ANF薄膜(165 MPa)[17]。然而,这些复合材料的力学强度远远低于单根ANF的力学强度,表明ANF/聚合物复合材料的力学性能仍有相当大的提升空间,这需要寻求新的制备策略以调控复合材料的微观结构。
本文开发了一种新颖的水凝胶加工策略,用于制备高强度芳纶纳米纤维/聚乙烯醇(ANF/PVA)复合材料。该策略的核心思想是,将ANF和PVA均匀混合并转换成水凝胶后,利用水凝胶多孔和易于变形的特点,通过物理和化学手段加工水凝胶,以调控ANF的取向结构和PVA的交联结构,从而提升复合材料的力学性能,在表征分析该复合材料的结构和界面的基础上,阐明了结构-界面-力学性能之间的内在联系。该水凝胶加工策略克服了溶液共混方法制备ANF/聚合物复合材料时,结构难以控制这一困难,为今后制备高强度ANF/聚合物复合材料提供了新思路。
1. 实验材料及方法
1.1 原材料
对位芳纶纤维,商品名Kevlar 29,杜邦公司;乙醇钾,纯度95%,Sigma-Aldrich;戊二醛,含量50%,Sigma-Aldrich;聚乙烯醇(PVA),相对分子质量Mw=146000~186000,水解度99%,Sigma-Aldrich;二甲基亚砜,纯度99%,天津恒兴药剂;CuCl2,纯度99%,国药集团;去离子水,自制。
1.2 ANF/PVA复合薄膜的制备
将对位芳纶纤维、乙醇钾和二甲基亚砜以1∶1∶98的比例混合,在40℃机械搅拌12 h,得到质量分数为1wt%的ANF分散液。将不同质量的PVA加入到二甲基亚砜溶剂中,在75℃下机械搅拌4 h,得到不同质量分数(1wt%、2wt%、3wt%、4wt%、5wt%)的PVA溶液。
将100 g质量分数为1wt%的ANF分散液和相同质量不同质量分数(1wt%、2wt%、3wt%、4wt%、5wt%)的PVA溶液混合,并磁力搅拌6 h,得到黏性的ANF/PVA溶胶;将ANF/PVA溶胶以2 mL/min的速度匀速注射到横截面为矩形(80 mm×0.5 mm)的模具中,再流入水槽中,形成透明的水凝胶;然后将水凝胶导入pH值为4、浓度为0.2 mol/L的戊二醛水溶液中,或者导入浓度为0.5 mol/L的CuCl2溶液中,浸泡4 h,以交联PVA组分,用去离子水洗涤除去过量的交联剂;最后,将交联的ANF/PVA水凝胶通过辊对辊拉伸处理,并室温干燥,得到透明的ANF/PVA复合薄膜。ANF/PVA复合薄膜的命名方式如表1所示。
表 1 芳纶纳米纤维/聚乙烯醇(ANF/PVA)复合薄膜的配方Table 1. Formula of aramid nanofiber/poly(vinyl alcohol) hydrogel (ANF/PVA) composite filmsSample ANF/
wt%PVA/
wt%Crosslinking
agentPre-stretching
ratio/%1# 0 100 No 0 2# 17 83 No 0 3# 20 80 No 0 4# 25 75 No 0 5# 33 67 No 0 6# 50 50 No 0 7# 25 75 No 15 8# 25 75 No 30 9# 25 75 No 45 10# 25 75 No 55 11# 25 75 Glutaraldehyde (GA) 55 12# 25 75 CuCl2 55 1.3 测试与表征
采用扫描电子显微镜(SEM,S-4800,Hitachi)观察ANF薄膜和ANF/PVA复合薄膜的微观形貌。
采用傅里叶变换红外光谱仪(Nicolet iS10,Thermo Fisher Scientific)测试ANF薄膜、PVA薄膜、ANF/PVA复合薄膜的红外透过。
采用X射线光电子能谱仪(ThermoFischer,ESCALAB Xi+)以C1s=284.80 eV结合能为能量标准进行荷电校正,测试不同ANF/PVA复合薄膜的化学组成。
采用万能拉伸机(AGS-X,Shimadzu)测试薄膜的拉伸力学性能。样品宽度为1.5 mm,长度为4 cm,测试标距长度为5 mm。
采用紫外可见光光度计(N5000,中国佑科仪器)测试复合薄膜的透光度。
2. 结果与讨论
2.1 ANF/PVA复合薄膜的制备过程分析
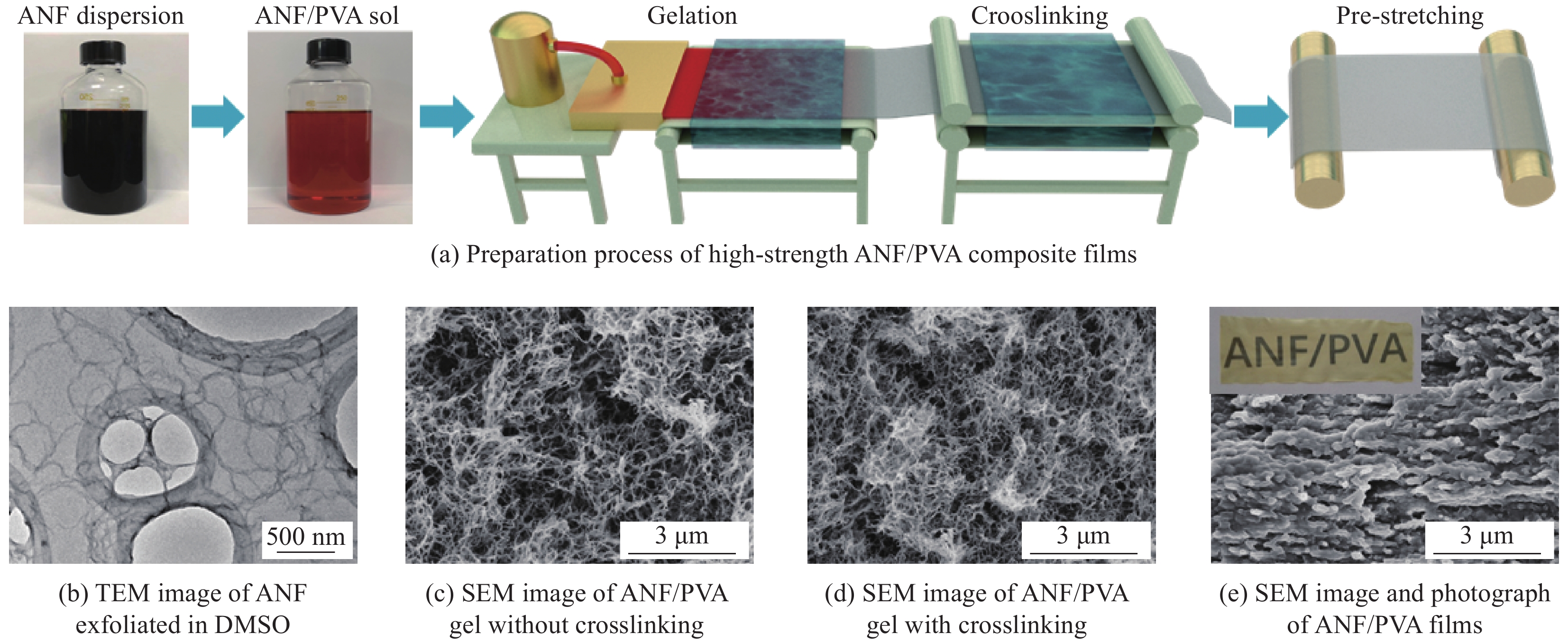
图1(a)是ANF/PVA复合薄膜的制备流程。以商业化直径为10~15 μm的黄色对位芳纶纤维为原料,剥离得到质量分数为1wt%的ANF分散液,呈暗红色(图1(a)),ANF直径为5~15 nm(图1(b))。ANF的剥离机制为:商业化对位芳纶纤维内部包含了许多结晶的纳米纤维,乙醇钾是一种强碱,能够将纳米纤维表面酰胺官能团去质子化,使纳米纤维带负电荷,以增加纳米纤维之间的静电排斥力,从而实现剥离,得到稳定的ANF分散液[5, 7]。ANF分散液与PVA溶液混合后形成了均匀的溶胶,颜色变浅,呈红色,这是由于添加PVA溶液使ANF分散液被稀释的缘故。
![]() 图 1 芳纶纳米纤维/聚乙烯醇(ANF/PVA)复合薄膜的制备过程与结构表征Figure 1. Preparation process and structure characterization of ANF/PVA composite filmsDMSO—Dimethyl sulfoxide
图 1 芳纶纳米纤维/聚乙烯醇(ANF/PVA)复合薄膜的制备过程与结构表征Figure 1. Preparation process and structure characterization of ANF/PVA composite filmsDMSO—Dimethyl sulfoxide然后采用自行设计的连续装置将ANF/PVA溶胶注入水中凝胶化,转换成强韧的水凝胶。外观上,红色的溶胶注射到水中后迅速变成透明的水凝胶,这是由于水引起ANF表面的酰胺官能团重新质子化的缘故[5, 7]。重新质子化消除了ANF表面的负电荷,导致ANF聚集,形成三维多孔网络结构,PVA包裹在ANF表面(图1(c))。接着将水凝胶浸泡在戊二醛(GA)溶液或CuCl2溶液中,以交联水凝胶中的PVA组分[18-21],交联后水凝胶呈现的多孔网络结构类似于交联前的水凝胶(图1(d)),表明交联处理没有引起ANF和PVA相分离。最后,将交联的水凝胶预拉伸处理,干燥后得到复合薄膜,图1(e)是干燥的ANF/PVA复合薄膜照片和横截面SEM图像,可以看到ANF均匀分散在PVA基体中。
2.2 ANF含量对ANF/PVA复合薄膜力学性能的影响
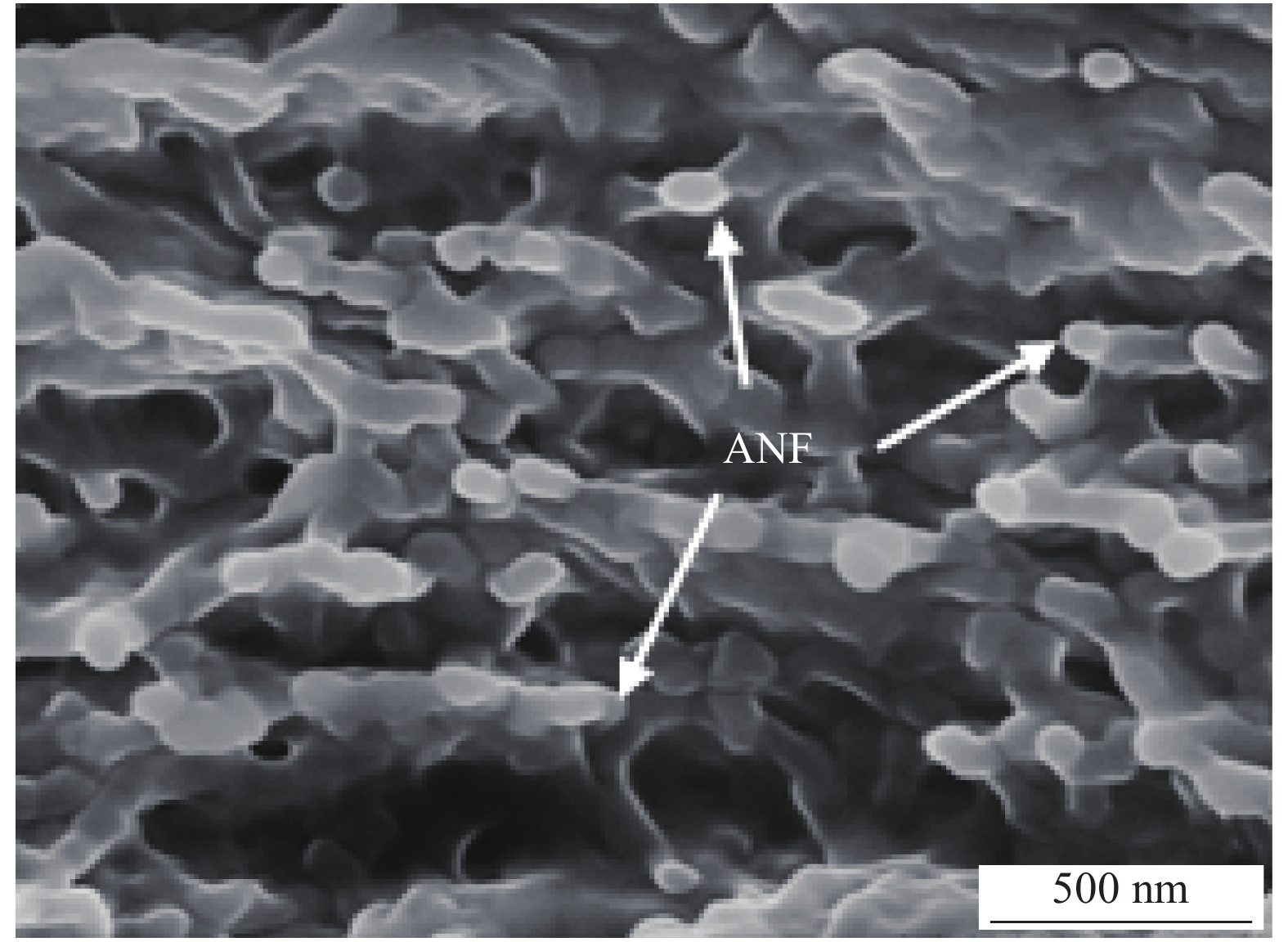
将ANF/PVA溶胶转换成水凝胶后,干燥成复合薄膜,通过改变溶胶中ANF和PVA的比例,以调节复合薄膜中ANF的质量分数,得到ANF质量分数为17wt%、20wt%、25wt%、33wt%、50wt%的ANF/PVA复合薄膜。图2是ANF质量分数为25wt%的复合薄膜横截面SEM图像。可以看出ANF在PVA基体中均匀分散。图3是ANF薄膜、PVA薄膜和ANF/PVA复合薄膜的FTIR图谱。可以看出,复合薄膜同时显示出ANF和PVA的吸收峰;有所变化的是,纯ANF薄膜的C=O伸缩振动峰位于1651 cm−1,而复合薄膜中ANF的C=O伸缩振动峰移动至1643 cm−1,表明ANF与PVA之间形成了氢键相互作用,改变了C=O的电子云密度分布[13, 22]。界面氢键相互作用有利于提升PVA与ANF之间的应力转移。
![]() 图 2 ANF/PVA复合薄膜(4#)横截面SEM图像Figure 2. SEM image of cross section of ANF/PVA composite films (4#)
图 2 ANF/PVA复合薄膜(4#)横截面SEM图像Figure 2. SEM image of cross section of ANF/PVA composite films (4#)![]() 图 3 ANF薄膜、PVA薄膜和ANF/PVA复合薄膜的FTIR图谱Figure 3. FTIR spectra of ANF films, PVA films and ANF/PVA composite films
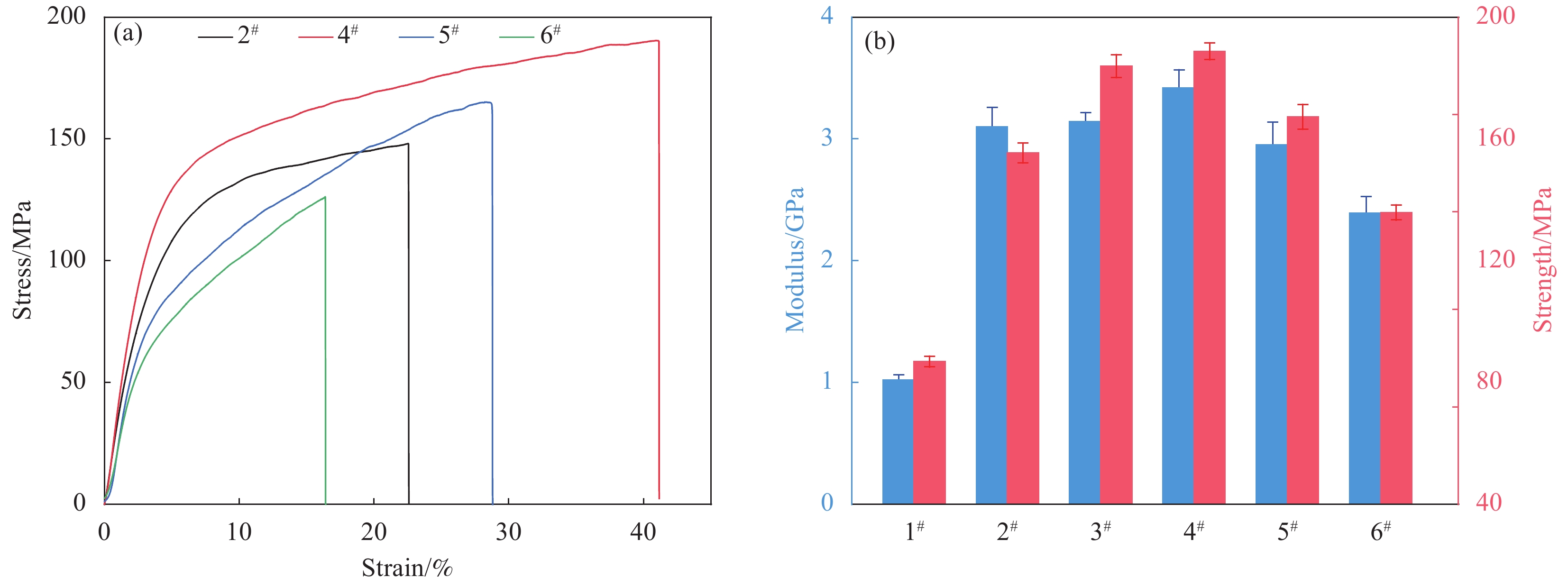
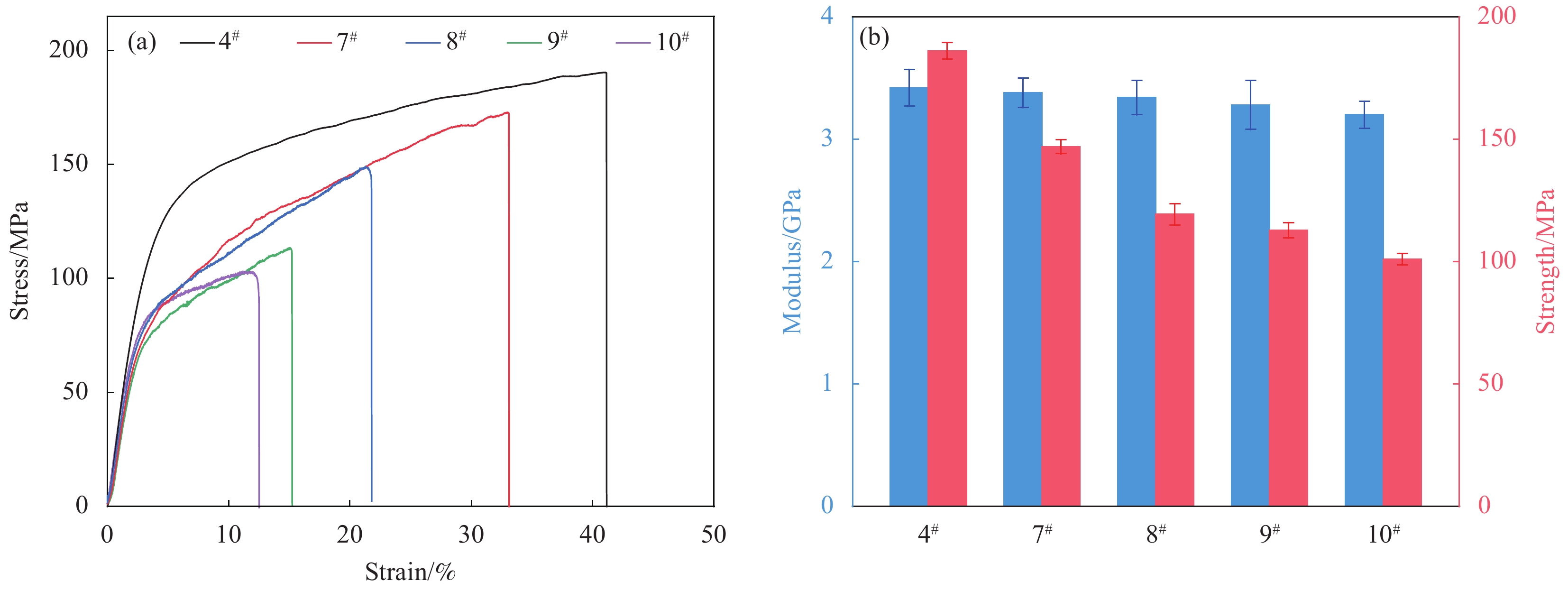
图 3 ANF薄膜、PVA薄膜和ANF/PVA复合薄膜的FTIR图谱Figure 3. FTIR spectra of ANF films, PVA films and ANF/PVA composite films图4(a)是不同ANF含量的ANF/PVA复合薄膜拉伸应力-应变曲线,其杨氏模量和拉伸强度如图4(b)所示。可以看出,随着ANF含量增加,复合薄膜的杨氏模量和拉伸强度逐步增大;在ANF质量分数为25wt%时,复合薄膜的杨氏模量和拉伸强度分别达到(3.4±0.2) GPa和(186.1±3.4) MPa,是纯PVA薄膜的3.4倍和3.2倍,表明ANF起到了显著的增强效果。随着ANF含量继续增加,复合薄膜的力学性能开始下降,这可能是由于高含量下ANF局部团聚的缘故[23-25]。
![]() 图 4 ANF/PVA复合薄膜的应力-应变曲线 (a)、杨氏模量和强度 (b)Figure 4. Stress-strain curves (a) and Young's modulus and strength (b) of ANF/PVA composite films
图 4 ANF/PVA复合薄膜的应力-应变曲线 (a)、杨氏模量和强度 (b)Figure 4. Stress-strain curves (a) and Young's modulus and strength (b) of ANF/PVA composite films接下来将ANF的质量分数固定为25wt%,探索水凝胶的不同预拉伸比对复合薄膜力学性能的影响,以进一步提高复合薄膜的力学性能。
2.3 预拉伸比对ANF/PVA复合薄膜力学性能的影响
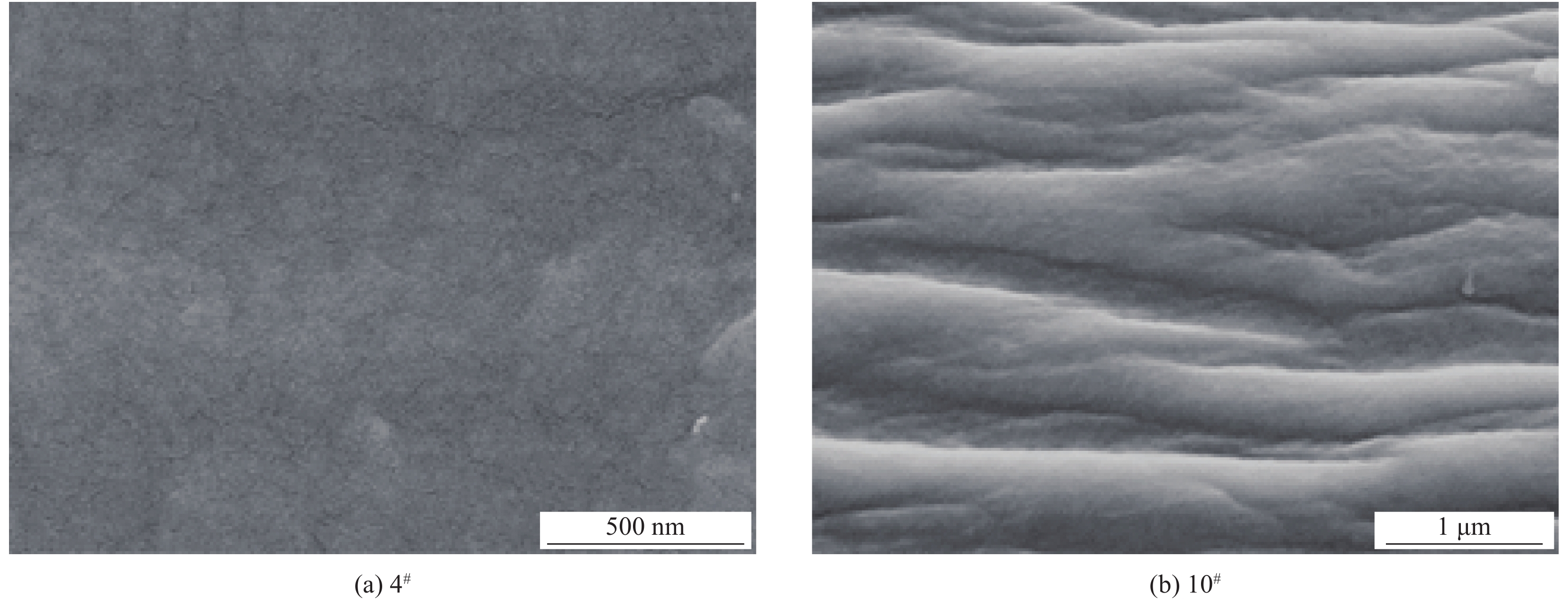
将ANF/PVA溶胶转化成水凝胶后,采用辊对辊的方式进行预拉伸处理,接着干燥得到复合薄膜。为了确定预拉伸比的范围,首先将ANF/PVA水凝胶进行拉伸性能测试,发现其断裂应变为60%左右;因此,水凝胶的预拉伸比确定在0%~55%范围内,以研究预拉伸处理对复合薄膜形貌和力学性能的影响。图5(a)、图5(b)是未经预拉伸处理和经55%预拉伸处理所得到复合薄膜的表面SEM图像。可以看出,未经预拉伸处理的复合薄膜表面光滑、平整;而经过预拉伸处理得到的复合薄膜表面具有明显取向纹理,纹理取向方向与预拉伸方向一致。这是由于水凝胶在纵向方向伸长的同时,横向方向发生一定程度的收缩,引起ANF和PVA分子链取向的缘故[26-27]。预拉伸处理得到的复合薄膜纵向的拉伸应力-应变曲线如图6(a)所示,可以发现,随着预拉伸比从0%逐步增加到55%,复合薄膜纵向的杨氏模量和强度稳步提高(图6(b))。当预拉伸比从0%增加到30%时,复合薄膜的杨氏模量从(3.4±0.2) GPa增加到(6.5±0.6) GPa,拉伸强度从(186.1±3.4) MPa增加到(294.9±7.8) MPa;当预拉伸比进一步增加到55%时,复合薄膜的杨氏模量和拉伸强度都达到最大值,分别为(7.9±0.4) GPa和(367.1±1.4) MPa,是未经预拉伸处理薄膜的2.3倍和2.0倍,这些结果表明预拉伸处理引起的取向效应大大提高了复合薄膜纵向的力学性能。
![]() 图 6 不同预拉伸比ANF/PVA复合薄膜纵向的应力-应变曲线 (a)、杨氏模量和强度 (b)Figure 6. Longitudinal stress-strain curves (a) and Young's modulus and strength (b) of ANF/PVA composite films with different pre-stretching ratios
图 6 不同预拉伸比ANF/PVA复合薄膜纵向的应力-应变曲线 (a)、杨氏模量和强度 (b)Figure 6. Longitudinal stress-strain curves (a) and Young's modulus and strength (b) of ANF/PVA composite films with different pre-stretching ratios预拉伸处理得到的复合薄膜横向的拉伸应力-应变曲线如图7(a)所示,随着预拉伸比从0%逐步增加到55%,复合薄膜横向的杨氏模量和强度逐渐降低(图7(b))。当预拉伸比从0%增加到30%时,其杨氏模量从(3.4±0.2) GPa降至(3.3±0.1) GPa,拉伸强度从(186.1±3.4) MPa降至(119.3±4.3) MPa;当预拉伸比进一步增加到55%时,其杨氏模量和拉伸强度分别降至(3.2±0.1) GPa和(100.9±2.3) MPa。通过比较发现,复合薄膜横向的杨氏模量和拉伸强度明显低于纵向的值。这些结果表明预拉伸处理引起复合薄膜力学性能各向异性,纵向杨氏模量和拉伸强度的提高是以牺牲横向力学性能为代价,与其微观取向结构一致。
![]() 图 7 不同预拉伸比ANF/PVA复合薄膜横向的应力-应变曲线 (a)、杨氏模量和强度 (b)Figure 7. Transverse Stress-strain curves (a), Young's modulus and strength (b) of ANF/PVA composite films with different pre-stretching ratios
图 7 不同预拉伸比ANF/PVA复合薄膜横向的应力-应变曲线 (a)、杨氏模量和强度 (b)Figure 7. Transverse Stress-strain curves (a), Young's modulus and strength (b) of ANF/PVA composite films with different pre-stretching ratios2.4 水凝胶的化学交联对ANF/PVA复合薄膜力学性能的影响
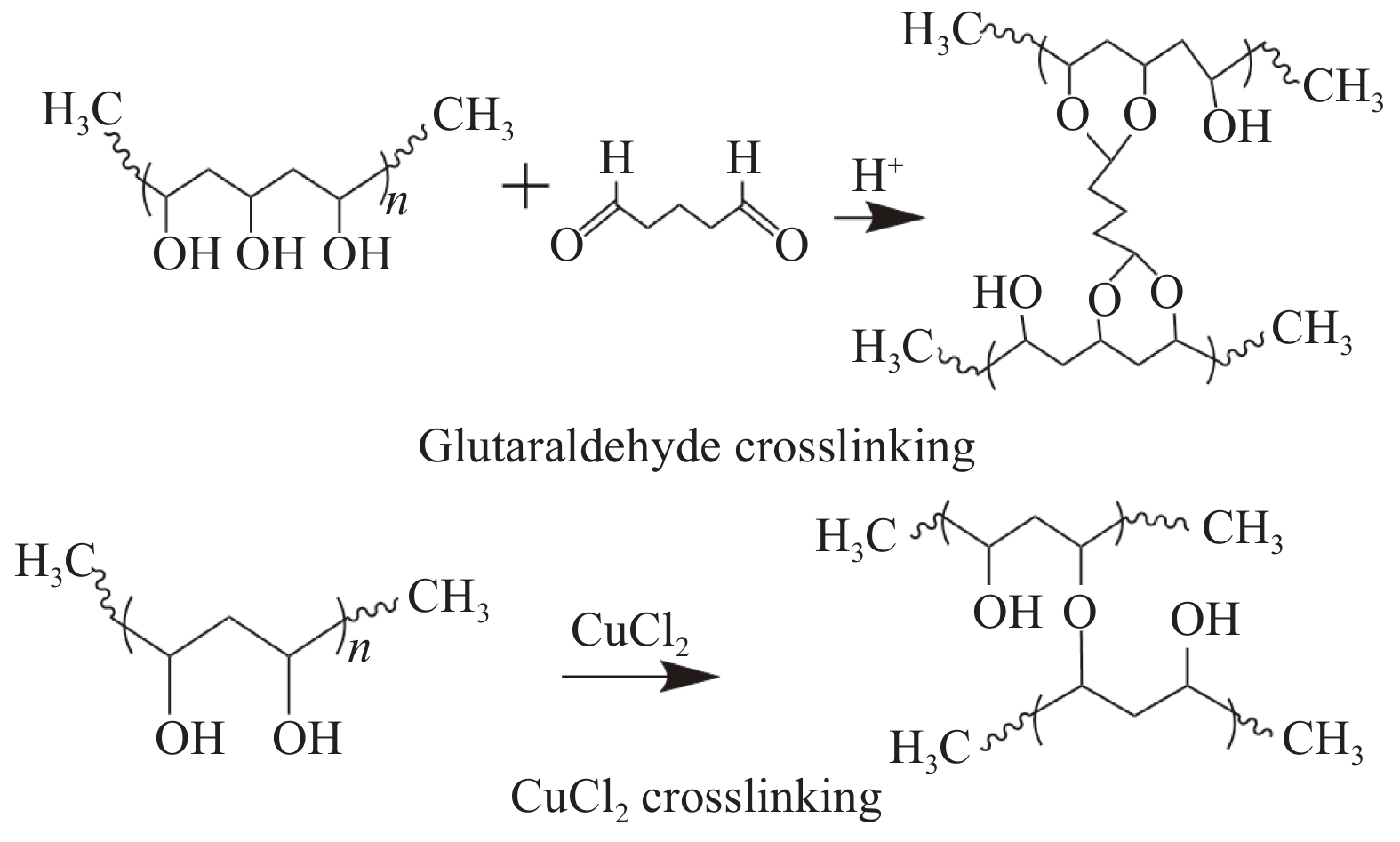
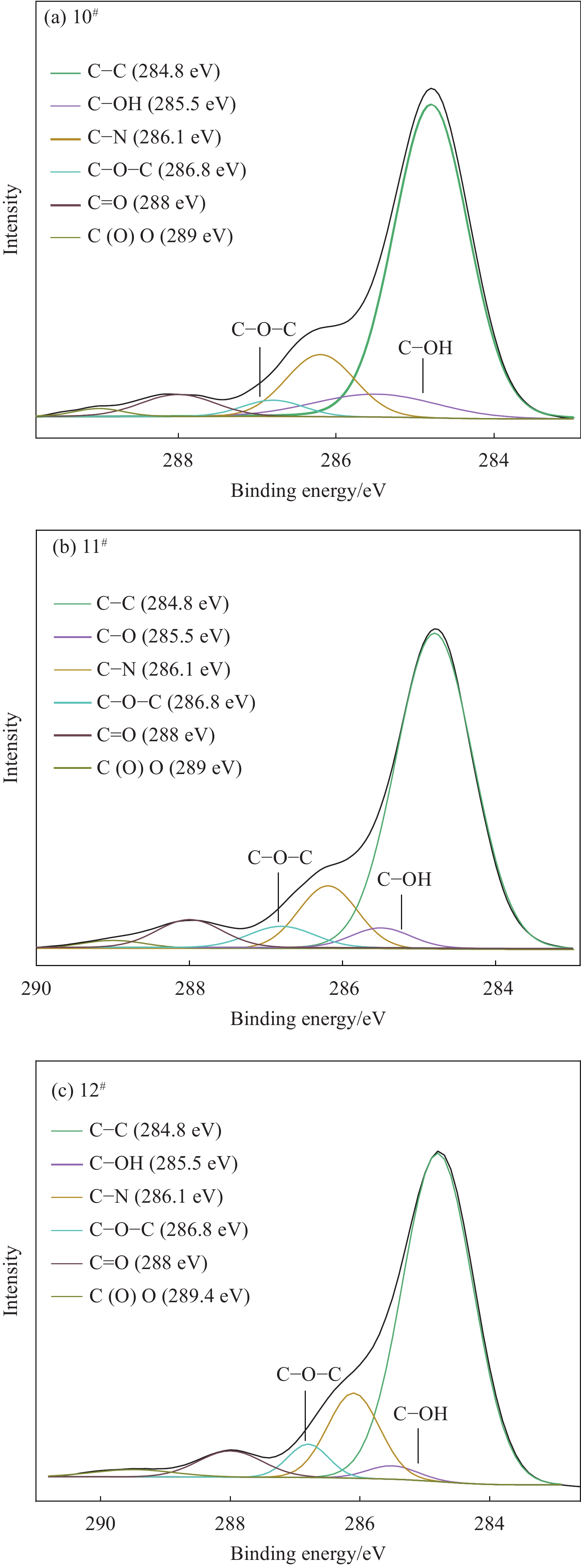
在优化ANF含量和预拉伸比的基础上,接着采用化学方法交联PVA,以进一步增强ANF/PVA复合薄膜。同时固定ANF含量(质量分数25wt%)和水凝胶的预拉伸比(55%),采用GA或CuCl2交联PVA组分,如图8所示。使用XPS表征交联前后碳元素的化学环境变化,交联前复合薄膜的C1s分峰结果如图9所示,显示C—C、C—OH、C—N、C—O—C、C=O、C(O)O峰分别位于284.8 eV、285.5 eV、286.1 eV、286.8 eV、288.8 eV和289 eV;其中,C—OH和C—O—C占整个碳元素峰的面积比分别为4.4%和2.7%。GA交联后,C—OH峰减弱,其占整个碳元素峰的面积比降低至3.3%, 同时C—O—C峰增强,其占整个碳元素峰的面积比增加至3.0%;这表明GA交联了PVA中的羟基,形成C—O—C键[18-19]。类似地,CuCl2交联后C—OH峰减弱,伴随着C—O—C峰增强(图9(c)),证明CuCl2交联PVA中的羟基,也形成了C—O—C键[20-21]。通过比较可以发现,相较于GA交联,CuCl2交联复合薄膜的C—OH峰占比更小,同时CuCl2交联复合薄膜的C—O—C峰占比更大(表2),表明CuCl2交联效果比GA更好。
![]() 图 8 PVA与戊二醛、CuCl2交联反应式Figure 8. Crosslinking reaction of PVA by glutaraldehyde and CuCl2表 2 交联前后ANF/PVA中C—OH、C—O—C基团的含量变化Table 2. Different of C—OH and C—O—C groups in ANF/PVA before and after crosslinking
图 8 PVA与戊二醛、CuCl2交联反应式Figure 8. Crosslinking reaction of PVA by glutaraldehyde and CuCl2表 2 交联前后ANF/PVA中C—OH、C—O—C基团的含量变化Table 2. Different of C—OH and C—O—C groups in ANF/PVA before and after crosslinkingSample C—OH/% C—O—C/% 10# 4.4 2.7 11# 3.3 3.0 12# 2.1 4.2 图10(a)是交联前后复合薄膜沿纵向方向的拉伸应力-应变曲线,从拉伸曲线提取的杨氏模量和强度如图10(b)所示。可以看出,交联后复合薄膜的力学性能显著提高。GA交联后,复合薄膜的杨氏模量从(7.9±0.4) GPa增大到(13.2±0.7) GPa,拉伸强度从(367.1±1.4) MPa增大到(477.8±12.1) MPa,这是由于化学交联增强了PVA基体,使复合薄膜力学性能显著提高[18-19];更显著地,CuCl2交联后,复合薄膜的杨氏模量和拉伸强度高达(14.6±0.3) GPa 和(496.5±10.0) MPa,比未交联复合薄膜分别提高85%和35%,是纯PVA薄膜的14.6倍和8.9倍,远远超过了文献报道的各种ANF/聚合物复合材料[6, 10-16, 23-25, 28-29]。这主要归因于CuCl2比GA对PVA基体产生了更好的交联效果。
![]() 图 10 交联前后ANF/PVA复合薄膜纵向的应力-应变曲线(a)、杨氏模量和强度(b)Figure 10. Longitudinal mechanical properties of ANF/PVA composite films: (a) Stress-strain curves; (b) Young's modulus and strength
图 10 交联前后ANF/PVA复合薄膜纵向的应力-应变曲线(a)、杨氏模量和强度(b)Figure 10. Longitudinal mechanical properties of ANF/PVA composite films: (a) Stress-strain curves; (b) Young's modulus and strength图11(a)是交联前后复合薄膜沿横向方向的代表拉伸应力-应变曲线,提取的杨氏模量和拉伸强度如图11(b)所示。可以看出,交联处理也增加了复合薄膜在横向方向的力学性能。GA交联后,复合薄膜横向的杨氏模量从(3.2±0.1) GPa增大到(3.9±0.3) GPa,强度从(100.9±2.3) MPa增大到(115.1±3.2) MPa。类似地,CuCl2交联对杨氏模量和拉伸强度产生了更大幅度的提高,分别达到(4.4±0.2) GPa和(129.5±4.3) MPa。
![]() 图 11 交联前后ANF/PVA复合薄膜横向的应力-应变曲线(a)、杨氏模量和强度(b)Figure 11. Transverse mechanical properties of ANF/PVA composite films: (a) Stress-strain curves; (b) Young's modulus and strength
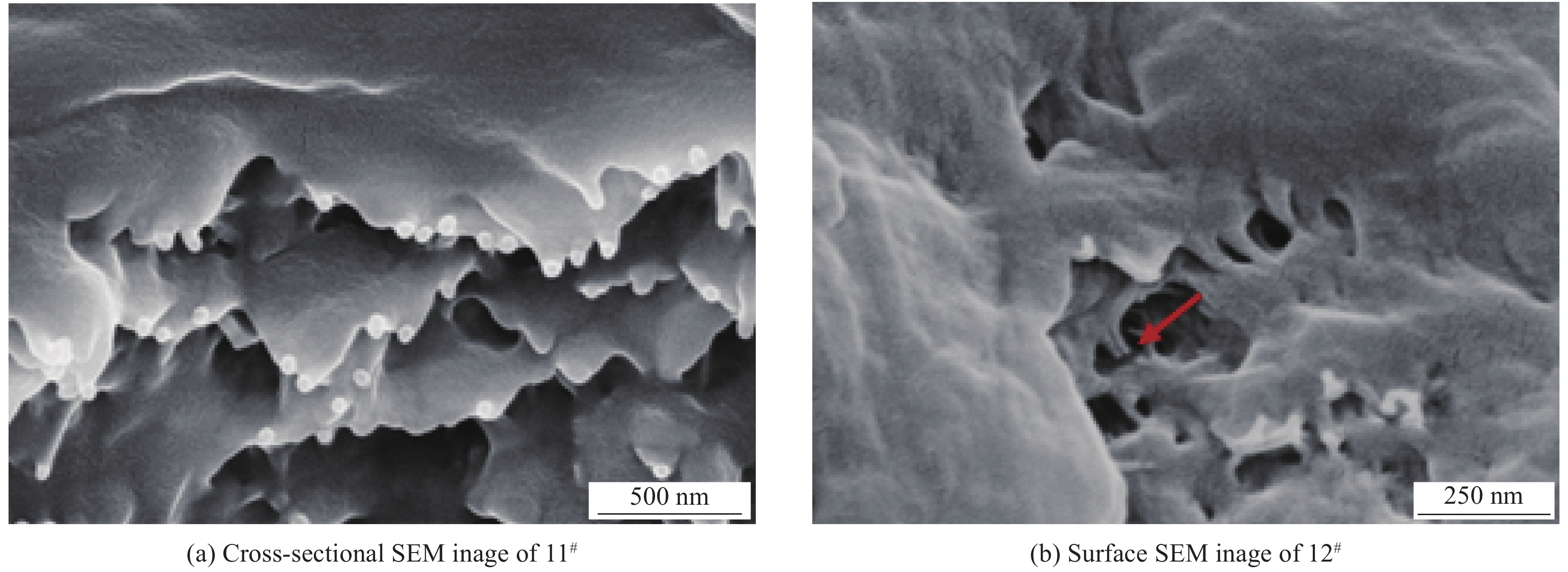
图 11 交联前后ANF/PVA复合薄膜横向的应力-应变曲线(a)、杨氏模量和强度(b)Figure 11. Transverse mechanical properties of ANF/PVA composite films: (a) Stress-strain curves; (b) Young's modulus and strength图12(a)是交联复合薄膜拉伸断裂后的横截面SEM图像。可以观察到,ANF在交联的PVA基体中均匀分布,没有团聚;而且ANF被PVA基体紧密包裹,仅露出端部;可以推测,在薄膜失效过程中部分ANF被拔断。图12(b)是交联复合薄膜拉伸断裂后的表面SEM图像,显示PVA基体发生塑性流动及ANF被拉伸断裂(箭头处)。
2.5 ANF/PVA复合薄膜的透明度和紫外屏蔽性能
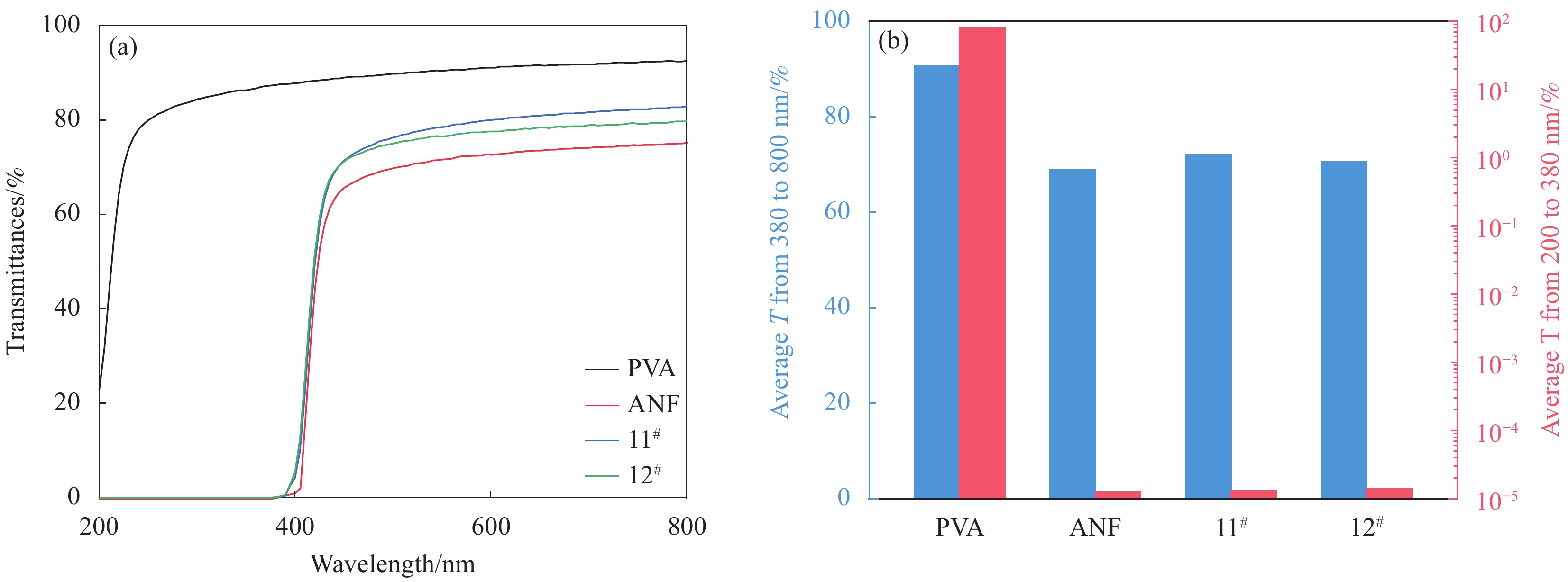
图13(a)是PVA薄膜、ANF薄膜和ANF/PVA复合薄膜的光学透过率曲线,薄膜的厚度为3 μm。图13(b)是它们在紫外光区间(波长200~380 nm)和可见光区间(波长380~800 nm)的平均透过率。平均透过率是将紫外光(或可见光)波段的透过率曲线积分面积除以整个区域的面积得到。PVA薄膜对紫外光和可见光都具有高透过性[20-21],在可见光区间和紫外光区间的平均透过率分别为90.6%和78.5%。ANF薄膜具有较高的可见光透过性,平均透过率为65.8%,同时具有良好的紫外屏蔽性,平均透过率仅为0.00125%,表明ANF对紫外光具有优异的吸收能力[30]。GA和CuCl2交联的ANF/PVA复合薄膜基本上同时保留了PVA在可见光区间的高透过率和ANF在紫外光区间的良好紫外屏蔽性,在可见光区间的平均透过率为70.5%~72.1%,在紫外光区间的平均透过率为0.0012%~0.0014%。这种透明、屏蔽紫外线能力优异的高强度复合薄膜可作为先进包装材料,用于食品包装、药物包装和对紫外线敏感的纸或丝绸文物包装等。
![]() 图 13 不同薄膜的透光度 (a) 和平均透过率 (b)Figure 13. Transmittance (a) and average transmittance (b) of different films
图 13 不同薄膜的透光度 (a) 和平均透过率 (b)Figure 13. Transmittance (a) and average transmittance (b) of different films3. 结 论
采用水凝胶加工策略制备了芳纶纳米纤维/聚乙烯醇(ANF/PVA)复合薄膜,通过优化ANF含量、水凝胶的预拉伸比和化学交联剂,逐步提高了复合薄膜的力学性能。
(1) 首先优化芳纶纳米纤维含量,确定最佳的芳纶纳米纤维质量分数为25wt%,杨氏模量和拉伸强度分别为(3.4±0.2) GPa和(186.1±3.4) MPa。
(2) 进一步对水凝胶的预拉伸比进行优化,以取向ANF。确定最佳预拉伸比为55%,杨氏模量和拉伸强度进一步增加至(7.9±0.4) GPa和(367.1±1.4) MPa。
(3) 最后优化水凝胶的化学交联方法,比较了戊二醛和氯化铜两种交联剂的增强效果,发现氯化铜交联效果更好,杨氏模量和拉伸强度分别高达(14.6±0.3) GPa和(496.5±10.0) MPa。
(4) 所得到的复合薄膜显示出良好的透明性,在可见光区间的透过率为72.1%,同时具有优异的紫外屏蔽性,在紫外光区间的平均透过率仅为0.0012%。
(5) 该水凝胶加工策略可用于芳纶纳米纤维与其他材料复合,以制备高性能纳米复合材料,实现力学性质和功能性质集成。
-
![]()
图 2 树脂在织物中的渗透过程
Figure 2. Permeation of resin into fabric
Pin—Inlet pressure; P0—Outlet pressure
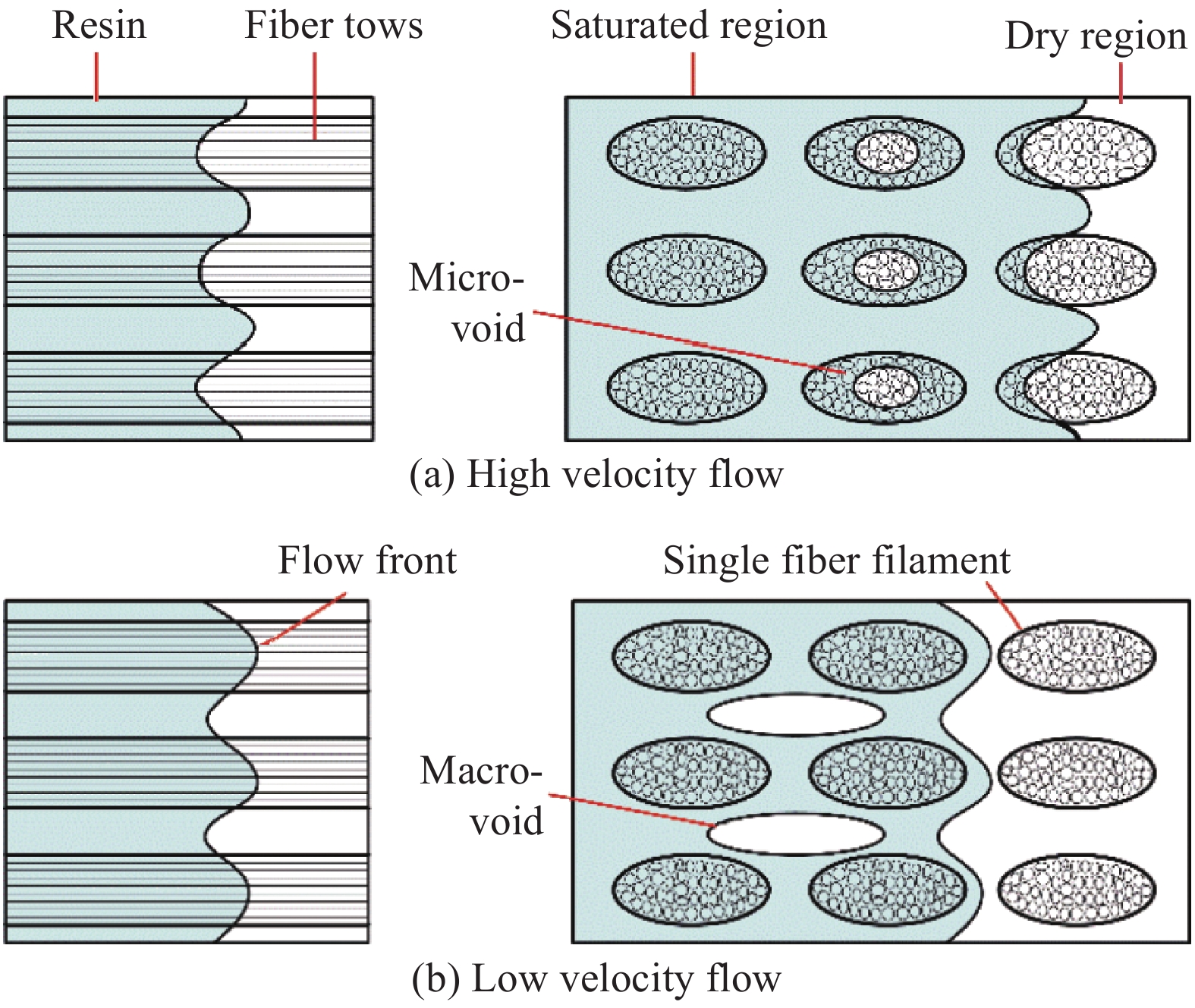
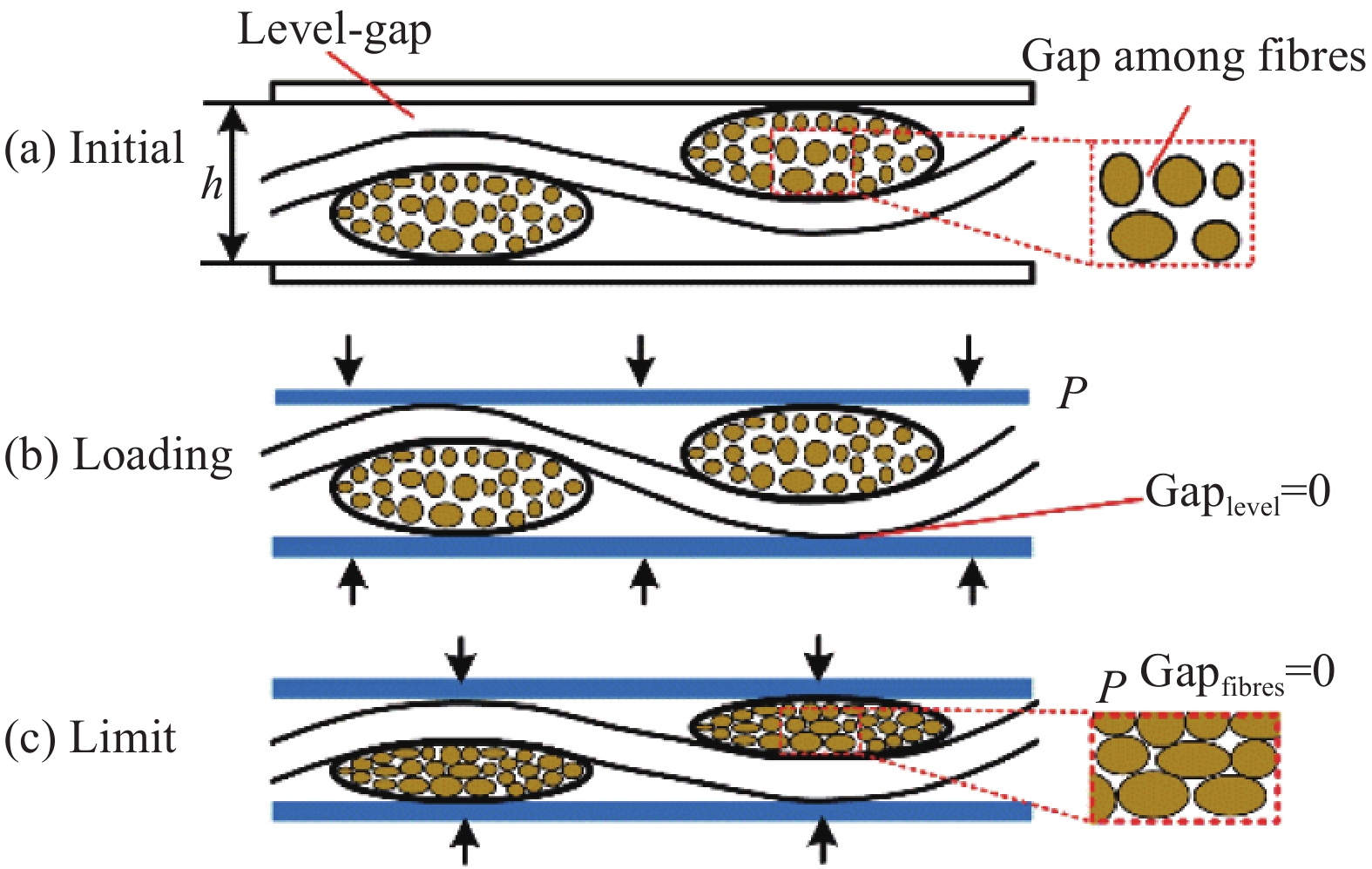
![]()
图 3 多孔质材料在双尺度流动中的孔隙形成原理
Figure 3. Principle of pore formation of porous materials in two-scale flow
![]()
图 5 纤维束横截面的幂椭圆结构示意图
Figure 5. Schematic diagram of power ellipse structure of fiber bundle cross section
n—Exponent; h—Fiber bundle height; L—Fiber bundle spacing; 2R—Fiber bundle width
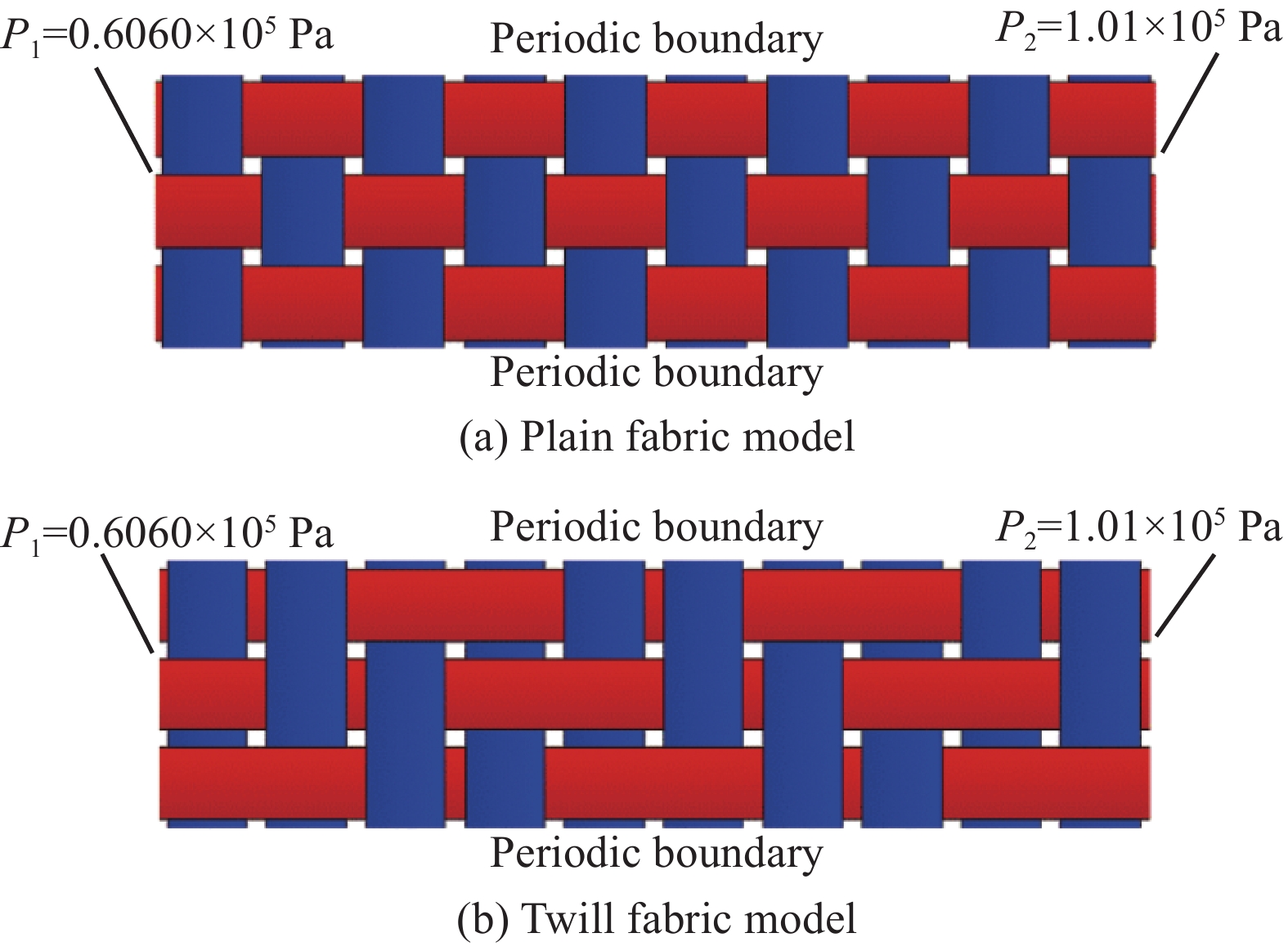
![]()
图 6 织物模型的边界条件
Figure 6. Boundary conditions of the fabric model
P1—Inlet pressure; P2—Outlet pressure
![]()
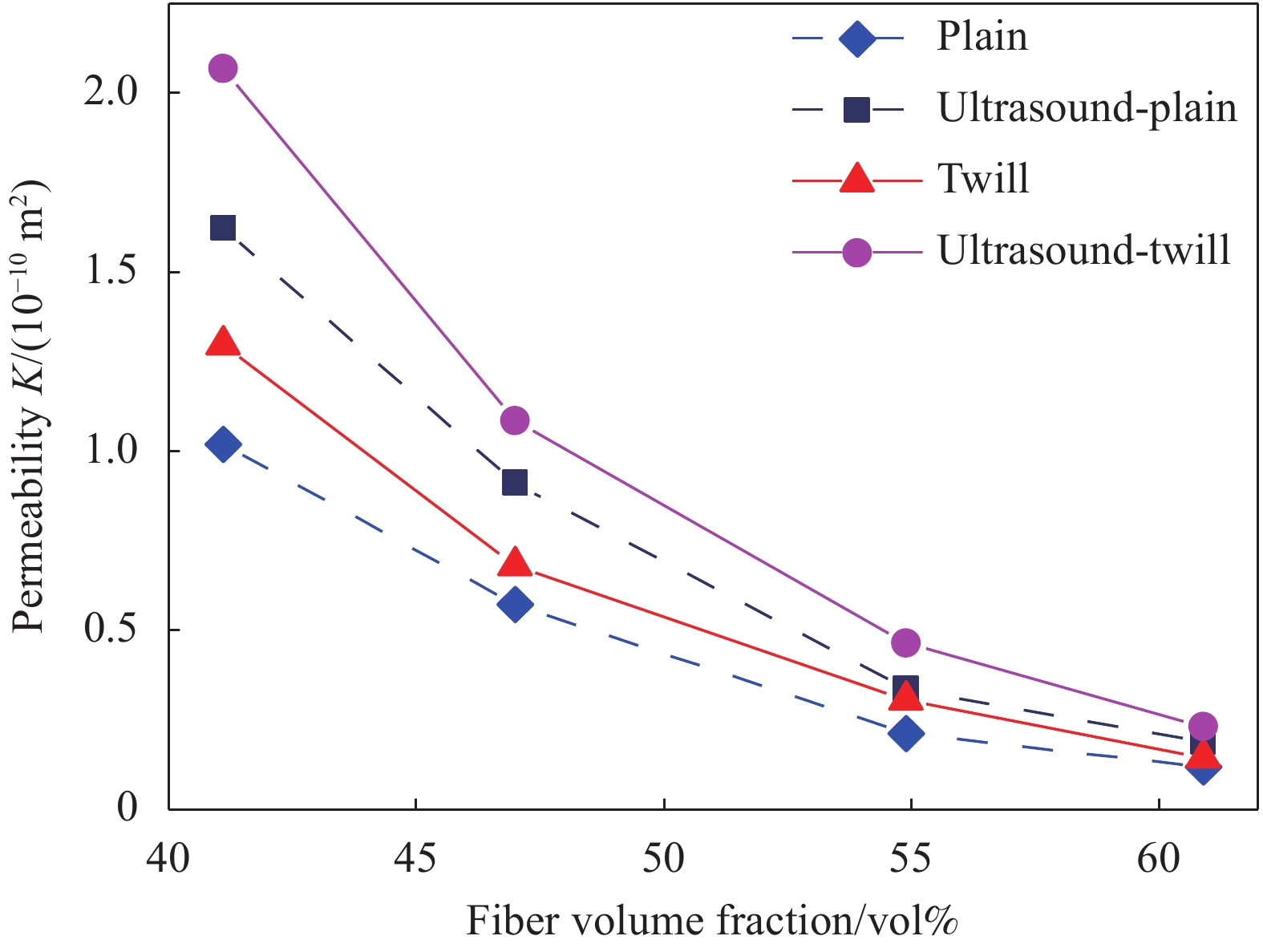
图 8 不同纤维体积分数(41.1vol%、47vol%、54.9vol%、60.9vol%)的织物渗透率
Figure 8. Permeability of plain weave fabrics with different fiber volume fractions (41.1vol%, 47vol%, 54.9vol%, 60.9vol%)
![]()
图 10 因子
xVf 与渗透率的函数关系Figure 10. Functional relationship between factor
xVf and permeability![]()
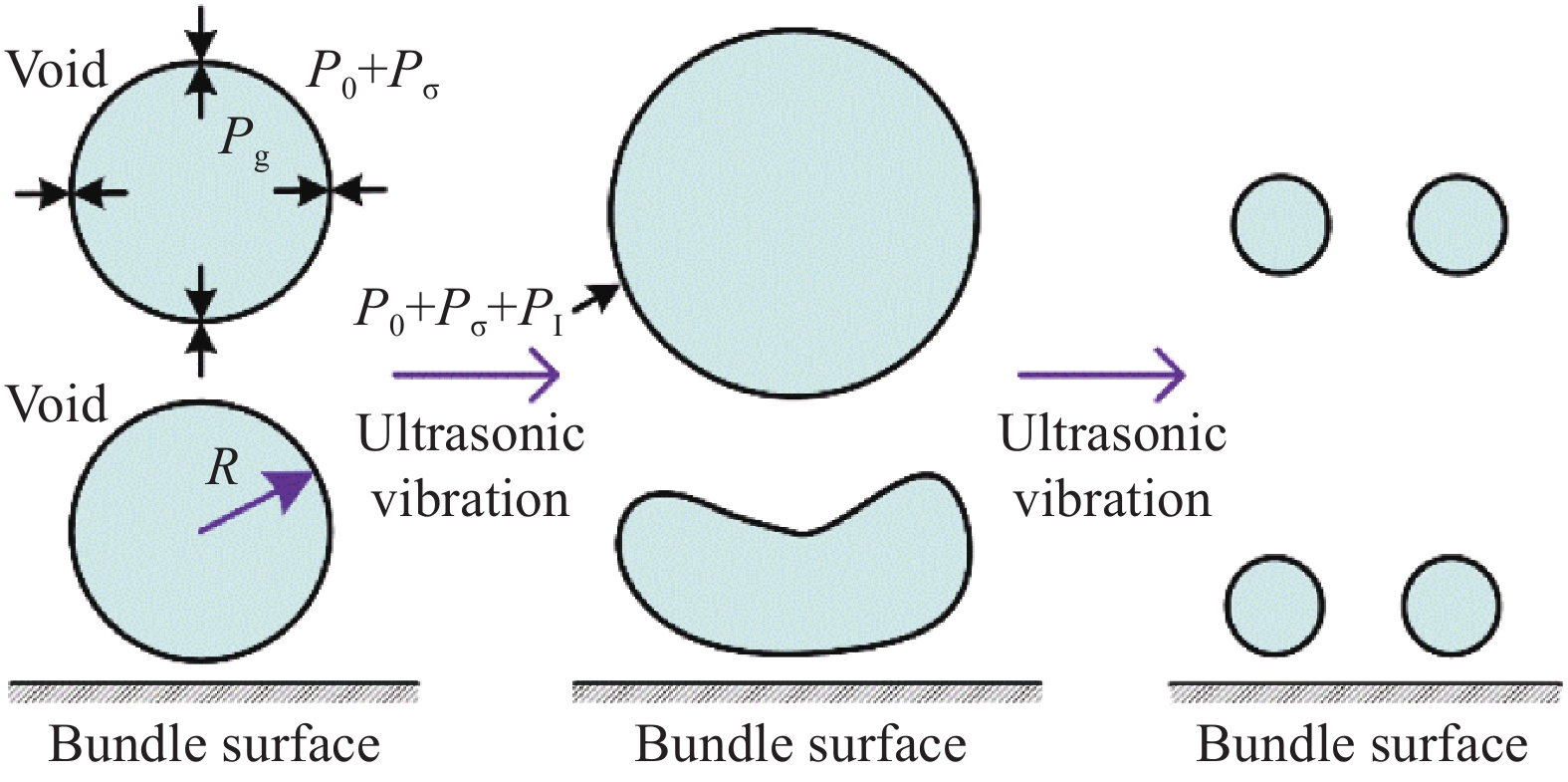
图 11 气泡空隙在超声振动下的空化链式演变图
Figure 11. Cavitation chain evolution diagram of voids under ultrasonic vibration
P0—Atmospheric pressure; Pg—Pressure in bubble; R—Radius of the bubble; PI—Ultrasonic pressure; Pσ—Additional pressure casued by surface tension
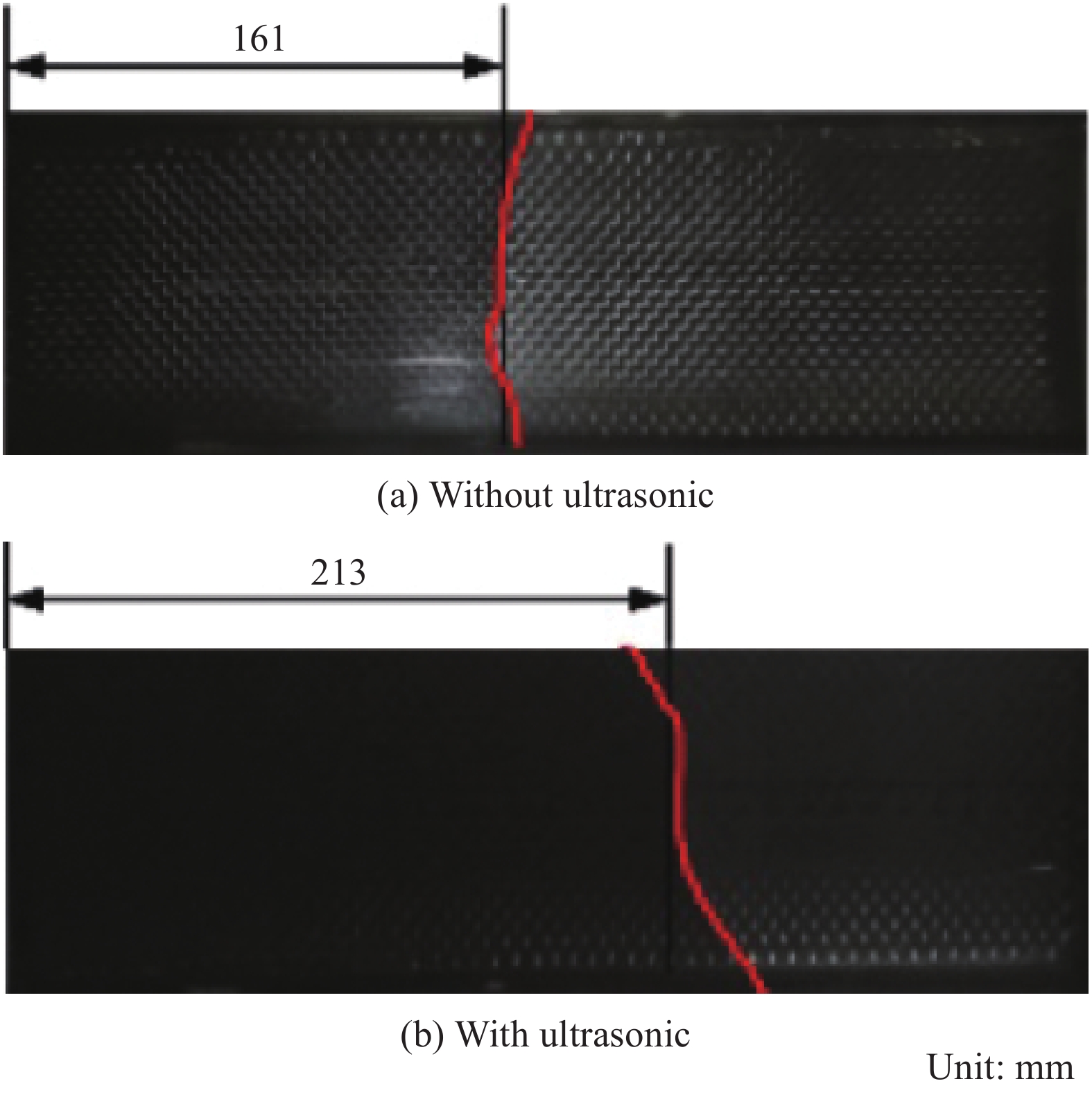
![]()
图 12 同一时刻的流动前沿(54.9vol%平纹织物)
Figure 12. Flow front at the same moment (54.9vol% plain weave fabric)
![]()
图 13 两种纤维束织物模型(Vf=41.1vol%)在不同位置处的速度云图和流向分布
Figure 13. Velocity nephogram and flow direction distribution at different locations of two fiber bundle models (Vf =41.1vol%)
![]()
图 14 在4种纤维体积分数(41.1vol%、47vol%、54.9vol%、60.9vol%)下的平纹和斜纹织物的实测渗透率和仿真渗透率及对应的KC线性拟合线
Figure 14. Measured and simulated permeability of plain and twill fabrics at four fiber volume fractions (41.1vol%, 47vol%, 54.9vol%, 60.9vol%), with the corresponding KC linear fitting lines
表 1 碳纤维布的主要参数
Table 1 Main parameters of carbon fiber fabric
ρs/(g·m−2) ft/K rf/μm h/mm 480 12 3.4 0.52 Notes: ρs—Area density; ft—Fiber tow type; rf —Radius of a single fiber filament; h—Thickness of fabric.  下载: 导出CSV
下载: 导出CSV
表 2 实验设计组及详细参数
Table 2 Experimental design group and detailed parameters
Parameter Level Fabric type Plain Twill Ultrasonic vibration Yes No Fiber volume fraction/vol% 41.1, 47.0, 54.9, 60.9
下载: 导出CSV
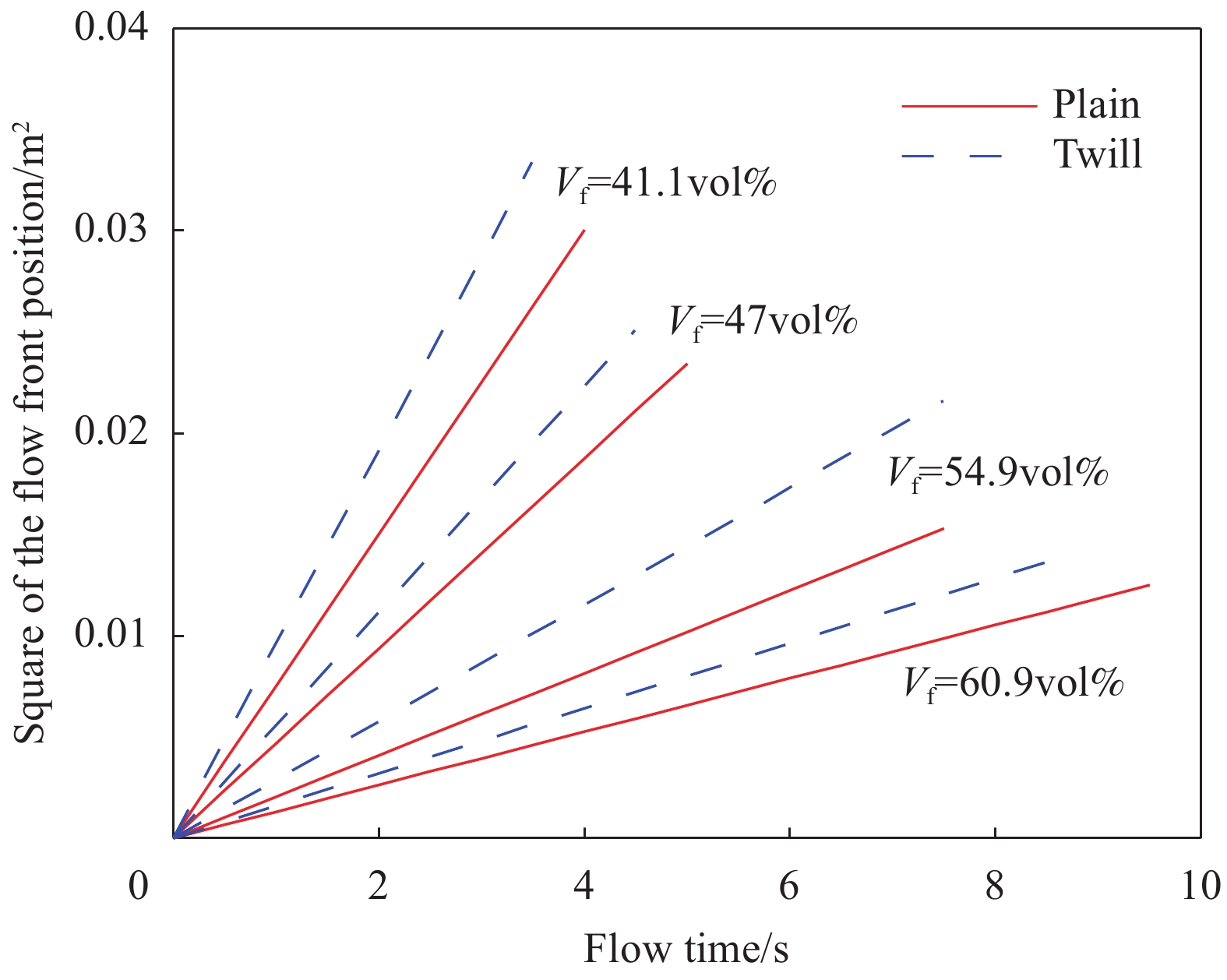
表 3 编织物不同纤维体积分数下的平方流动前沿(SFF)曲率
Table 3 Squared flow front (SFF) curvature of fabrics with different fiber volume fractions
Vf/vol% splain stwill rg/% 41.1 0.00751 0.00957 21.53 47.0 0.00469 0.00558 15.95 54.9 0.00204 0.00294 30.61 60.9 0.00132 0.00161 18.01 Notes: Vf—Fiber volume fraction; splain—Slope of plain fabric; stwill—Slope of twill fabric; rg—Relative growth rate of twill fabrics relative to plain weave fabrics.
下载: 导出CSV
表 4 拟合参数a的数值计算结果
Table 4 Numerical results of the fitting parameter a
Plain Ultrasound-plain Twill Ultrasound-twill a 0.8356 1.3305 1.0535 1.6749 R2 0.9956 0.9956 0.9972 0.9963
下载: 导出CSV
-
[1] MATSUZAKI R, KOBAYASHI S, TODOROKI A, et al. Full-field monitoring of resin flow using an area-sensor array in a VARTM process[J]. Composites Part A: Applied Science and Manufacturing,2011,42(5):550-559. DOI: 10.1016/j.compositesa.2011.01.014
[2] BODAGHI M, LOMOV S V, SIMACEK P, et al. On the variability of permeability induced by reinforcement distortions and dual scale flow in liquid composite moulding: A review[J]. Composites Part A: Applied Science and Manufacturing,2019,120:188-210. DOI: 10.1016/j.compositesa.2019.03.004
[3] BODAGHI M, CRISTÓVÃO C, GOMES R, et al. Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM[J]. Composites Part A: Applied Science and Manufacturing,2016,82:88-99. DOI: 10.1016/j.compositesa.2015.11.042
[4] PUCCI M F, LIOTIER P J, DRAPIER S. Capillary wicking in a fibrous reinforcement-Orthotropic issues to determine the capillary pressure components[J]. Composites Part A: Applied Science and Manufacturing,2015,77:133-141. DOI: 10.1016/j.compositesa.2015.05.031
[5] NABOVATI A, LLEWELLIN E W, SOUSA A C M. A general model for the permeability of fibrous porous media based on fluid flow simulations using the lattice Boltzmann method[J]. Composites Part A: Applied Science and Manufacturing,2009,40(6):860-869.
[6] GERVAIS P C, BARDIN-MONNIER N, THOMAS D. Permeability modeling of fibrous media with bimodal fiber size distribution[J]. Chemical Engineering Science,2012,73:239-248. DOI: 10.1016/j.ces.2012.01.040
[7] WOUDBERG S. Permeability prediction of an analytical pore-scale model for layered and isotropic fibrous porous media[J]. Chemical Engineering Science,2017,164:232-245. DOI: 10.1016/j.ces.2017.01.061
[8] POTLURI P, SAGAR T V. Compaction modelling of textile preforms for composite structures[J]. Composite Structures,2008,86(1):177-185.
[9] HAN S H, CHO E J, LEE H C, et al. Study on high-speed RTM to reduce the impregnation time of carbon/epoxy composites[J]. Composite Structures,2015,119:50-58. DOI: 10.1016/j.compstruct.2014.08.023
[10] AMERI E, LEBRUN G, LAPERRIÈRE L. In-plane permeability characterization of a unidirectional flax/paper reinforcement for liquid composite molding processes[J]. Composites Part A: Applied Science and Manufacturing,2016,85:52-64. DOI: 10.1016/j.compositesa.2016.03.002
[11] PEARCE N R L, SUMMERSCALES J, GUILD F J. Improving the resin transfer moulding process for fabric-reinforced composites by modification of the fabric architecture[J]. Composites Part A: Applied Science and Manufacturing,2000,31(12):1433-1441. DOI: 10.1016/S1359-835X(00)00140-8
[12] RIEBER G, JIANG J, DETER C, et al. Influence of textile parameters on the in-plane permeability[J]. Composites Part A: Applied Science and Manufacturing,2013,52:89-98. DOI: 10.1016/j.compositesa.2013.05.009
[13] MARTIN B, COMAS-CARDONA S, BINETRUY C, et al. Influence of fabrics’ design parameters on the morphology and 3D permeability tensor of quasi-unidirectional non-crimp fabrics[J]. Composites Part A: Applied Science and Manufacturing,2016,90:470-479. DOI: 10.1016/j.compositesa.2016.08.013
[14] SYERKO E, BINETRUY C, COMAS-CARDONA S, et al. A numerical approach to design dual-scale porosity composite reinforcements with enhanced permeability[J]. Materials & Design,2017,131:307-322.
[15] GODBOLE M G, PURANDARE R, HARSHE R, et al. Influence of filament distribution on transverse tow permeability: Model predictions and experimental validation[J]. Composites Part A: Applied Science and Manufacturing,2019,118:150-161. DOI: 10.1016/j.compositesa.2018.12.024
[16] BODAGHI M, VANAERSCHOT A, LOMOV S V, et al. On the variability of mesoscale permeability of a 2/2 twill carbon fabric induced by variability of the internal geometry[J]. Composites Part A: Applied Science and Manufacturing,2017,101:394-407. DOI: 10.1016/j.compositesa.2017.05.030
[17] BODAGHI M, VANAERSCHOT A V, LOMOV S, et al. On the stochastic variations of intra-tow permeability induced by internal geometry variability in a 2/2 twill carbon fabric[J]. Composites Part A: Applied Science and Manufacturing,2017,101:444-458. DOI: 10.1016/j.compositesa.2017.07.008
[18] ENDRUWEIT A, ZENG X, MATVEEV M, et al. Effect of yarn cross-sectional shape on resin flow through inter-yarn gaps in textile reinforcements[J]. Composites Part A: Applied Science and Manufacturing,2018,104:139-150. DOI: 10.1016/j.compositesa.2017.10.020
[19] 刘丽, 张志谦, 黄玉东, 等. 超声作用对芳纶/环氧浸润行为的影响[J]. 材料科学与工艺, 2002, 10(1):69-72. LIU Li, ZHANG Zhiqian, HUANG Yudong, et al. Effect of ultrasound on wetting behavior between aramid fiber and epoxy resin[J]. Materials Science & Technology,2002,10(1):69-72(in Chinese).
[20] 刘丽, 张翔, 黄玉东, 等. 超声作用对芳纶纤维表面性质的影响[J]. 复合材料学报, 2003, 20(2):35-40. LIU Li, ZHANG Xiang, HUANG Yudong, et al. Effect of ultrasonic treatment on surface characteristics of aramid[J]. Acta Materiae Compositae Sinica,2003,20(2):35-40(in Chinese).
[21] 姜开宇, 李豪, 左军超, 等. 超声振动对玻纤增强聚丙烯复合材料注射成型特性的影响[J]. 复合材料学报, 2015, 32(5):1330-1340. JIANG Kaiyu, LI Hao, ZUO Junchao, et al. Effects of ultrasonic vibration on injection molding characteristics of glass fiber reinforced polypropylene composites[J]. Acta Materiae Compositae Sinica,2015,32(5):1330-1340(in Chinese).
[22] SALVATORI D, CAGLAR B, TEIXIDÓ H, et al. Permeability and capillary effects in a channel-wise non-crimp fabric[J]. Composites Part A: Applied Science and Manufacturing,2018,108:41-52. DOI: 10.1016/j.compositesa.2018.02.015
[23] ZHANG D, JIANG E, ZHOU J, et al. Investigation on enhanced mechanism of heat transfer assisted by ultrasonic vibration[J]. International Communications in Heat and Mass Transfer,2020,115:104523.
[24] 吉智. 超声辅助注射成型充模流动特性的可视化研究[D]. 大连: 大连理工大学, 2014. JI Zhi. Visualization research on polymer filling flow characteristics of ultrasonic assisted injection molding[D]. Dalian: Dalian University of Technology, 2014(in Chinese).
-
期刊类型引用(6)
1. 寇雅婕,陈珊珊,黄吉振,徐晓旭,陆赵情. 芳纶纳米纤维/壳聚糖绝缘复合薄膜力学及绝缘性能研究. 中国造纸. 2023(04): 48-56 .  百度学术
百度学术
2. 殷雨时,苏庆田,张冠华. BFRP网格布对超高性能混凝土粘结性能的影响. 复合材料学报. 2023(06): 3473-3485 . 本站查看
3. 冀浩博,张弘,唐保山. 聚乙烯醇/紫胶树脂膜的制备及性能初探. 昆明冶金高等专科学校学报. 2023(06): 31-38 . 百度学术
4. 杨伟超,马勇,张峰,益小苏,赵丽滨,陈玉丽. 混杂纤维网络失效机制. 复合材料学报. 2022(09): 4471-4482 . 本站查看
5. 高燕,李琳娜,高茜. 化妆品外包装抗菌耐老化材料制备及性能分析. 科技通报. 2022(10): 20-23 . 百度学术
6. 任宝华,党乐平,卫宏远. 表面活性剂对聚乙烯醇基薄膜透光性及机理的影响. 化学工业与工程. 2022(06): 54-61 . 百度学术
其他类型引用(3)
-













计量
- 文章访问数: 1621
- HTML全文浏览量: 767
- PDF下载量: 154
- 被引次数: 9
