

Anionic polymerization reaction injection molding process of carbon fiber reinforced nylon 6 composite
-
摘要: 以己内酰胺为原料,自制己内酰胺钠(C10)、双酰化内酰胺-1,6-己二胺(C20)分别为引发剂和活化剂,首先对适用于反应注射成型技术(RIM)的尼龙6(PA6)阴离子聚合工艺进行探究。实验结果表明,提高引发剂浓度可提升聚合反应速率,转化率受影响并不明显,但分子量有所降低;而提高活化剂浓度,会导致聚合反应不完全;随着聚合温度的升高,反应速率明显加快,同时分子量增大,结晶度呈下降趋势。最终选取1.5 mol%的C10、1 mol%的C20,浸胶温度100℃、聚合温度180℃的工艺参数,利用自行研制的反应注射设备成功制备了单向碳纤维增强尼龙6 (CF/PA6)复合材料单向板,其沿纤维方向的拉伸强度可达974.2 MPa,弯曲强度达786.9 MPa。Abstract: Caprolactam was used as raw material, sodium caprolactam (C10) and diacyllactam-1,6-hexanediamine (C20) as initiators and activators respectively. The anionic polymerization process of nylon 6 (PA6) suitable for reaction injection molding (RIM) technology was explored. The results show that polymerization rate can be improved by increasing the concentration of C10, but the limiting viscosity number is the opposite. However, increasing the concentration of C20 alone results in incomplete polymerization and low conversion. With the increase of polymerization temperature, the degree of polymerization can be increased. Finally, the unidirectional carbon fiber (CF)/PA6 composites with good properties were prepared by selecting the technological parameters of C10 1.5 mol%, C20 1 mol%, dipping temperature of 100℃ and polymerization temperature of 180℃. The tensile strength along the fiber direction can reach 974.2 MPa, and the bending strength can reach 786.9 MPa.
-
Keywords:
- nylon 6 /
- anionic polymerization /
- polymerization process /
- reaction injection molding /
- composite
-
反应注射成型(Reaction injection molding,RIM)是将两种或两种以上具有高反应活性的组分(单体或齐聚物)经过碰撞混合,在高压下瞬间反应,充入模腔内,完成聚合、胶联、固化、成型等一系列反应[1-2]。RIM工艺具有物料混合效率高、流动性好、产品设计灵活等特点。
尼龙6(PA6)作为通用工程塑料,具有质轻、耐磨、耐腐蚀、韧性好等特点[3],且作为常用的热塑性树脂,其具有加热可软化、冷却可硬化,且可多次加热软化、冷却硬化、反复加工的特性[4]。较传统PA6,RIM工艺得到的PA6具有更高的结晶性、刚性及更小的吸湿性,因此RIM工艺是制备PA6复合材料的一种重要成型方式。PA6的阴离子聚合是低黏度的单体中添加引发剂引发反应链增长、添加活化剂降低反应能垒,加快反应速率的过程[5]。利用PA6阴离子原位聚合制备连续纤维增强PA6复合材料时,低黏度的反应原料避免了传统热塑性树脂熔融黏度大,浸渍困难的缺点。
适用于PA6阴离子聚合的催化活化体系有多种,目前广泛使用的催化剂有甲醇钠(CH3ONa)、己内酰胺钠(C10)、己内酰胺溴化镁(C1)等,活化剂则通常使用含有酰亚胺基团的物质,如甲苯二异氰酸酯(TDI)、双酰化内酰胺-1,6-己二胺(C20)、N-乙酰基己内酰胺(活化剂0)等。催化剂和活化剂配方以往研究表明,在相同反应温度下,C10-C20的反应速率最快[6-7]。适合PA6真空导入成型,虽然C10-TDI也适合真空导入成型,但C10-C20制得的PA6较C10-TDI和传统PA6有着更高的弯曲模量[8];另外,C10-C20催化体系成型周期短、力学性能良好,其原料水分含量低,可减少水分对阴离子聚合的影响,也更有利于工业化控制。
目前,针对于纤维增强PA6复合材料RIM制造多数采用玻璃纤维、碳纤维平纹或斜纹织物[9-10]。孙华等[11]利用RIM工艺制备了纤维体积含量48vol%的双轴向玻璃纤维增强尼龙6(GF/PA6)复合材料,研究了不同进料方式和设备参数对板材性能的影响,得到的复合材料的弯曲强度可达682.7 MPa。Zaldua等[12]利用RIM工艺制备了GF织物和CF平纹织物两种纤维增强PA6复合材料,其中CF含量为47vol%左右,CF/PA6复合材料的拉伸强度达到620 MPa。Chen等[13]将RIM与拉挤工艺相结合,制备了纤维含量高达70vol%的单向GF/PA6复合板材,在150℃聚合温度下弯曲强度可达到1061 MPa。
单向碳纤维织物相较于玻纤有着更优越的力学性能,可在纤维方向上提供最大的强度,其轻质、高强度的特点也被广泛应用于建筑工程、桥梁结构及风电叶片等领域[14-16]。而目前,碳纤维织物作为纤维载体鲜见报道,因此,本文利用RIM成型工艺,制备了单向碳纤维增强尼龙6(CF/PA6)复合材料。首先探究了适用于RIM成型窗口的PA6聚合工艺(C10/C20体系),其次利用自行研制的小型反应注射成型设备制备了单向CF/PA6复合材料,最后对复合材料的性能进行测试与表征,为单向CF/PA6复合材料提供研究数据,进一步为单向CF/PA6复合材料深入研究和应用奠定基础。
1. 实验材料及方法
1.1 原材料
己内酰胺(CL),工业级,纯度>99%,购自日本宇部兴产株式会社;己内酰胺钠(C10),自制;双酰化内酰胺-1,6-己二胺(C20),含量为2 mol/kg,购自德国布吕格曼化学公司;H2SO4、NaOH为分析纯级别,均购自南京化学试剂厂。PANEX 35碳纤维单向织物,600 g/cm2,购自卓尔泰克公司。
1.2 实验过程
1.2.1 C10的制备
采用CL与NaOH的摩尔比为1∶0.3。称取一定量的CL与NaOH与三口烧瓶中,加热熔融至140℃,开启真空,抽除水分,随着真空度的提高,溶液出现沸腾现象,NaOH固体颗粒随着反应时间不断消耗,直至全部消失。保温保压30 min后,溶液倒入容器内,冷却结晶,充N2,放入干燥器内储存。
1.2.2 PA6阴离子聚合方法
在两个150 mL三口烧瓶内分别加入“CL与C10”和“CL与C20”,加热熔融至130℃,开启真空,抽除水分约15 min,待溶液沸腾现象消失后,降温至100℃,通N2平衡气压,将两组分混合均匀后倒入预热至聚合温度的试管内聚合。引发剂与活化剂浓度如表1所示。
表 1 聚合实验配方Table 1. Experimental formula of polymerizationFormulation C10/mol% C20/mol% F1 1 1 F2 1.5 1 F3 2 1 F4 2.5 1 F5 1 1.5 F6 1 2 F7 1 2.5 Notes: C10—Sodium caprolactam; C20—Diacyllactam-1, 6-hexamediamine. 1.2.3 碳纤维增强尼龙6(CF/PA6)复合材料板材制备
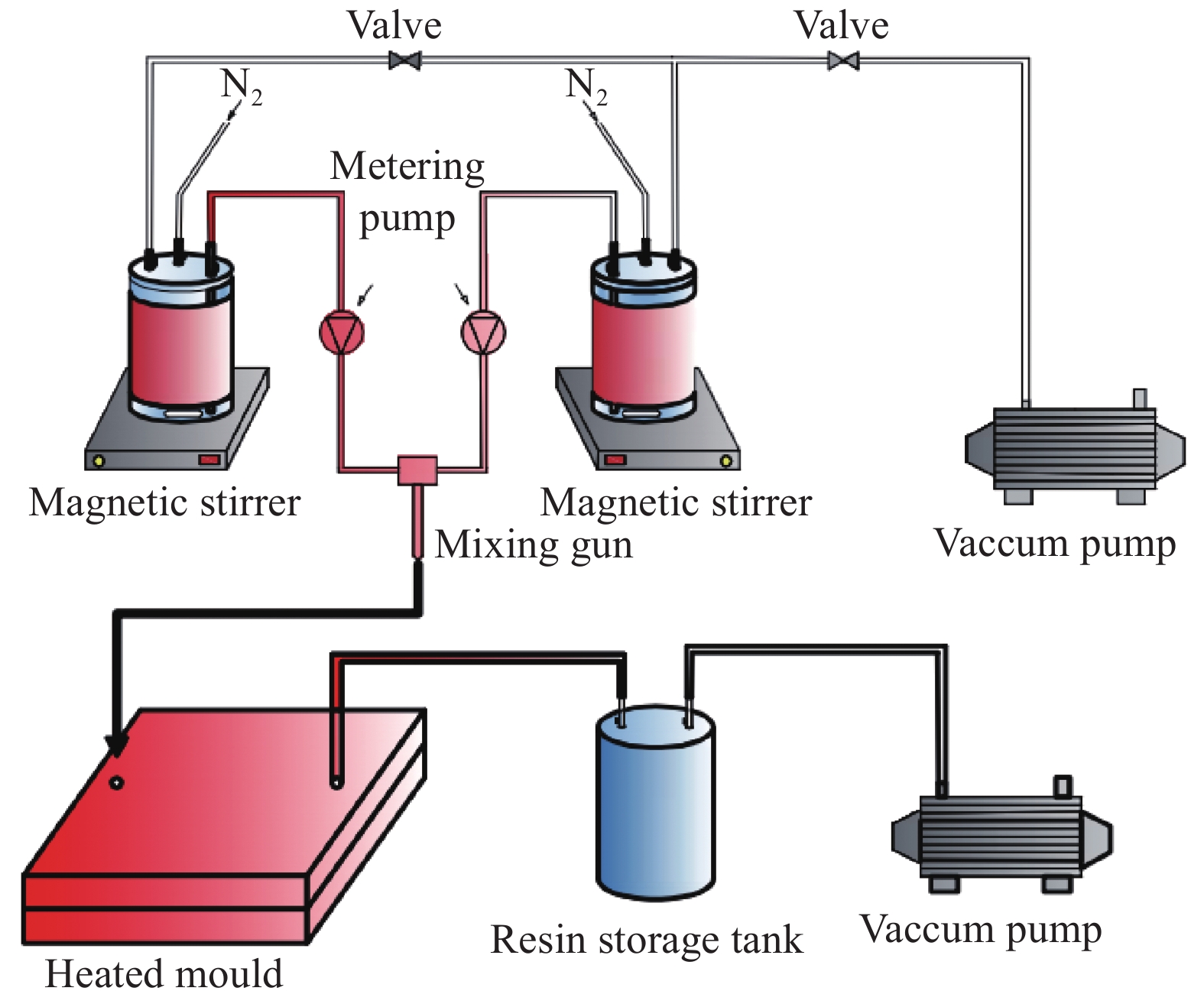
图1为CF/PA6反应注射成型流程。在两个容量为1 L的反应罐内加入等量的CL,再分别加入引发剂C10和活化剂C20,加热熔融并升温至130℃,开启真空至−0.099 MPa,抽真空30 min以去除水分,降温至100℃,通N2平衡施加压力至0.3 MPa。剪裁好的碳纤维单向布在烘箱内200℃保温2 h,烘干备用。模腔内预抽真空至0.5 MPa,模腔尺寸为300 mm×250 mm×2 mm。
待准备工作就绪后,开启输送溶液的阀门。料液流量通过齿轮计量泵进行控制。将两组分经混合头混合均匀后注入预热至180℃的模腔内实现纤维的浸渍及聚合。模具的出料孔一端接有储胶罐与真空泵,当出料管连续出胶3 min后,视为模腔内已充满树脂,关闭输料阀门和真空泵,保温一段时间后冷却至室温,得到CF/PA6复合材料板材。
![]() 图 1 碳纤维增强尼龙6(CF/PA6)复合材料反应注射成型流程Figure 1. Process of carbon/nylon 6 (CF/PA6) composite reaction injection molding
图 1 碳纤维增强尼龙6(CF/PA6)复合材料反应注射成型流程Figure 1. Process of carbon/nylon 6 (CF/PA6) composite reaction injection molding1.3 测试与表征
1.3.1 PA6聚合过程反应温度测定
将混合好的活性料在N2保护下倒入试管内,随着聚合反应的进行,使用高精度电子数显温度计跟踪测量反应温度随聚合反应时间的变化。
1.3.2 单体转化率测定
将得到的PA6处理成碎块,倒入蒸馏水80℃下浸泡12 h后,放入烘箱干燥8 h。称取样品处理前(m0)后(m1)质量,根据下式计算得转化率
w% :w%=m1m0×100% (1) 1.3.3 PA6聚合度测定
PA6的聚合度可以通过测定特性黏数来间接反映。使用98wt%的H2SO4作为溶剂,根据GB/T 12006.1—2009[17]进行测试。
1.3.4 CF/PA6复合材料的结晶度测定
采用差示扫描量热仪(DSC,德国NETZSCH公司,型号200F3)对复合材料试样进行测试。测试条件为:称取5~10 mg左右的样品,从室温以10℃/min升温至280℃,恒温2 min消除热历史,再以10℃/min下降温至30℃。结晶度如下式计算得到:
Xc%=ΔHcΔH0c×100% (2) 式中:
ΔHc 为样品的结晶热;ΔH0c 为PA6完全结晶时的焓值,为230 J/g。1.3.5 CF/PA6复合材料力学性能
采用万能试验机(深圳新三思公司,型号CMT5150)测试复合材料的力学性能。其中复合材料的拉伸性能根据标准ASTM D 3039[18]进行测试,0°拉伸样条尺寸为250 mm×15 mm×2 mm,90°拉伸样条尺寸为175 mm×25 mm×2 mm。弯曲性能根据标准ASTM D 7264[19]进行测试,样条尺寸为76.8 mm×13 mm×2.0 mm,支座跨距为64 mm。
1.3.6 CF/PA6复合材料微观形貌
将复合板材截取一块制成金相试样浇铸体,固化后采用MPD-1A型金相磨抛机进行抛光。抛光后使用扫描电子显微镜(日本HITACHI公司,型号S4800)对截面进行拍摄,使用Image J软件对图片进行处理及分析,得到纤维体积含量。采用扫描电子显微镜对拉伸断裂后截面进行观察,判断纤维与树脂结合情况。
2. 结果与讨论
为确定成型窗口的料液配方,首先开展实验探究了引发剂、活化剂和聚合温度对PA6聚合的影响,其次选取合适的工艺成型条件进行CF/PA6复合材料的制备,并对其进行性能测试与表征。
2.1 引发剂C10浓度对聚合的影响
采用绝热条件下监测温升的方法,测定聚合过程中反应温度与时间的关系,来反映不同C10浓度条件下的反应速率。反应过程中的活性料的转化程度也可根据下式表示:
X0=T−T0Tmax (3) 其中:
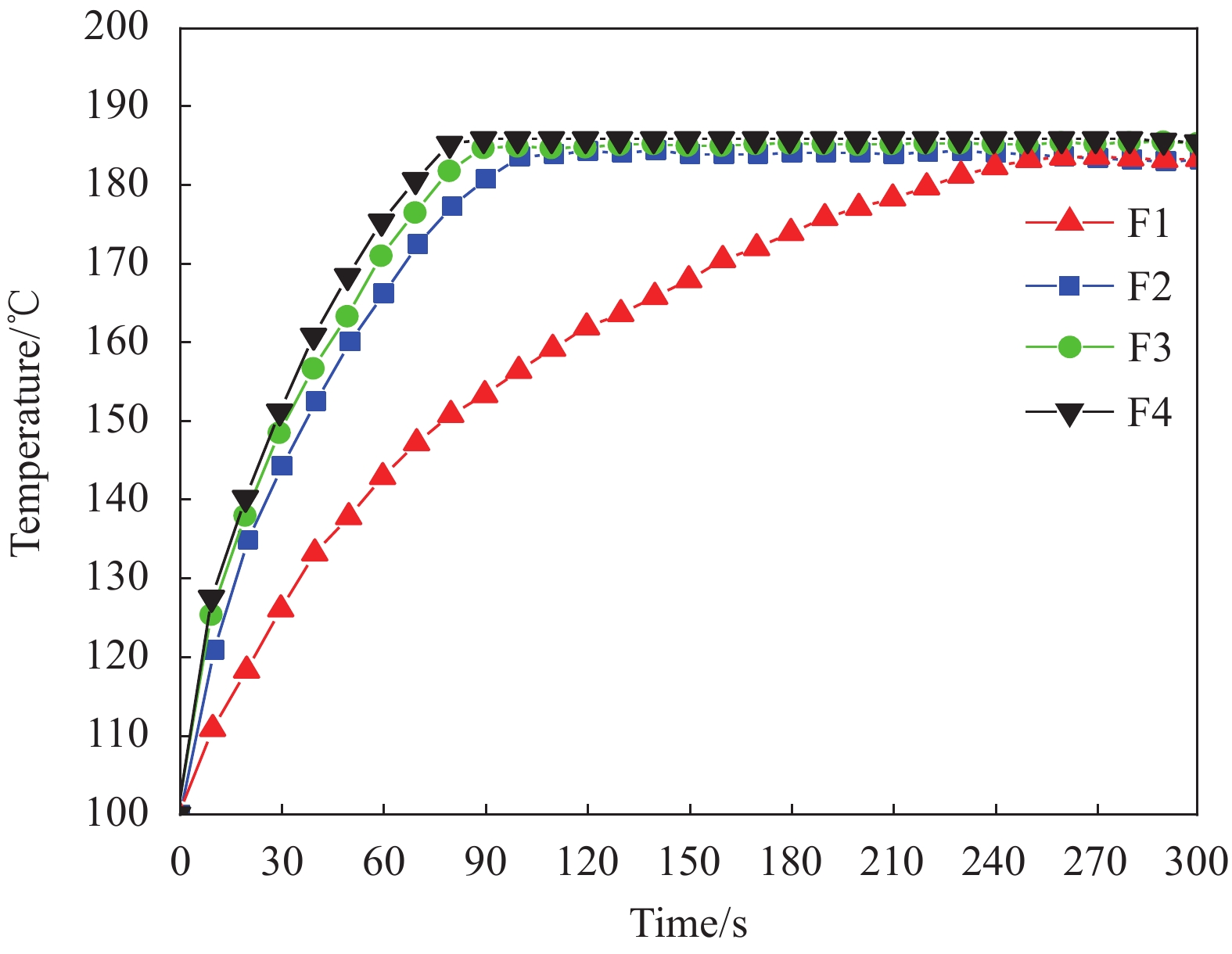
T 是反应混合物的瞬时温度;{T_0} 和{T_{\max }} 是初始温度和最高温度。从100℃的活性料倒入试管内开始计时,测得300 s内聚合体系实时温度数据。图2为不同C10浓度下聚合反应温度-时间关系。可以看出,随着C10浓度增加,聚合时间(聚合温度不再增加而达到平台所需时间)有所提高,且聚合反应达到的最高温度逐渐升高。这是由于随着阴离子浓度的增加,有多条分子链同时进行增长反应,导致反应速度加快,反应放热量升高。数据结果也表明,在C10和C20分别为1 mol%时反应进行最慢,反应时间在240 s左右。C10浓度增至1.5 mol%及继续增大C10浓度对聚合反应速度的影响差别较小;对于F2、F3和F4,聚合反应可基本在90 s左右完成。
![]() 图 2 不同己内酰胺钠(C10)浓度下聚合反应温度-时间关系Figure 2. Temperature-time relationship of polymerization reaction under different sodium caprolactam (C10) concentrations
图 2 不同己内酰胺钠(C10)浓度下聚合反应温度-时间关系Figure 2. Temperature-time relationship of polymerization reaction under different sodium caprolactam (C10) concentrations聚合物的转化率和相对分子质量直接关系到其性能,是重要的物性参数。特性黏数与黏均分子量存在定量关系,因此测得特性黏数来间接反映分子量的大小[20]。由图3可以看出,随引发剂浓度的增加,聚合物转化率相差不大,但特性黏数呈下降趋势,配方F4的C10浓度已经高达2.5 mol%,得到的特性黏数最低。考虑原因为,引发剂用量越大,反应活化阴离子数目越多,多条短分子链同时发生增长,导致聚合物的分子量降低,从而将导致材料性能下降。
![]() 图 3 不同C10浓度下聚合物PA6的转化率和特性黏数Figure 3. Conversion rate and limiting viscosity number of polymers PA6 under different C10 concentrations
图 3 不同C10浓度下聚合物PA6的转化率和特性黏数Figure 3. Conversion rate and limiting viscosity number of polymers PA6 under different C10 concentrations2.2 活化剂C20浓度对聚合的影响
活化剂主要包括异氰酸酯和酰基内酰胺两大类[21],C20属于后者,其结构如图4所示,具有两个酰亚胺基团,可直接作为链引发的活性中心进行反应。
![]() 图 4 双酰化内酰胺-1,6-己二胺(C20)结构式Figure 4. Structure of activator diacyllactam-1,6-hexanediamine (C20)
图 4 双酰化内酰胺-1,6-己二胺(C20)结构式Figure 4. Structure of activator diacyllactam-1,6-hexanediamine (C20)图5为不同C20浓度下聚合反应温度-时间关系。可以看出,C20浓度的增加反应时间缩短,但相较于C10,C20浓度增加使反应加快的效果不明显。随C20浓度增加,反应时间由250 s左右缩短到210 s左右。图6为不同C20浓度下聚合物PA6转化率。可以看出,聚合物的转化率随C20浓度升高呈下降趋势,当C20浓度在2.5 mol%时,转化率下降至86.65%。C20为链增长提供活性中心,高浓度的C20导致活性中心数目增多,多条反应链同时开始增长,而每条分子链的有效单体数目减少,因此生成的分子链短,且有易溶于水的小分子物质,进而导致转化率降低。因此,单独提高C20浓度对提高聚合物性能无法起到积极作用。
![]() 图 5 不同C20浓度下聚合反应温度-时间关系Figure 5. Temperature-time relationship of polymerization reaction under different C20 concentrations
图 5 不同C20浓度下聚合反应温度-时间关系Figure 5. Temperature-time relationship of polymerization reaction under different C20 concentrations![]() 图 6 不同C20浓度下聚合物PA6转化率Figure 6. Conversion rate of polymers PA6 under different C20 concentrations
图 6 不同C20浓度下聚合物PA6转化率Figure 6. Conversion rate of polymers PA6 under different C20 concentrations2.3 聚合温度对CL聚合的影响
聚合温度是影响阴离子聚合的主要因素之一,CL阴离子聚合温度一般在130~180℃,针对配方F2,探究160~190℃范围内不同聚合温度的聚合效果。
图7为不同聚合温度下PA6聚合的反应温升曲线。可以看出,提高聚合温度,可以加快阴离子聚合反应,但在180℃以上,反应速率加快的程度逐渐减弱。160℃下的反应时间在120 s左右,180℃及190℃下的反应时间在90 s左右。
![]() 图 7 不同聚合温度下聚合反应温度-时间关系Figure 7. Temperature-time relationship of polymerization reaction at different polymerization temperatures
图 7 不同聚合温度下聚合反应温度-时间关系Figure 7. Temperature-time relationship of polymerization reaction at different polymerization temperatures图8为不同聚合温度的聚合转化率及聚合物特性黏数。结果表明,聚合温度的改变,对聚合物的转化率影响并不明显;随着温度的升高,聚合物的特性黏数逐渐升高,180℃时特性黏数值最大。当聚合温度较低时,聚合速率较慢,主要是由于部分单体被晶核包围,无法参与聚合。
![]() 图 8 不同聚合温度下聚合物PA6的转化率及特性黏数Figure 8. Conversion rate and limiting viscosity number of polymers PA6 at different polymerization temperatures
图 8 不同聚合温度下聚合物PA6的转化率及特性黏数Figure 8. Conversion rate and limiting viscosity number of polymers PA6 at different polymerization temperatures表2为不同聚合温度的聚合物的结晶行为。可以看出,160℃下的聚合物结晶度最大,为26.82%。随着聚合温度的提高,聚合产物结晶度呈下降趋势。CL的阴离子聚合过程中,结晶与聚合是同时发生的。一般来说,聚合温度在145~150℃下,产物有着较高的结晶度。由于在该温度范围内,聚合反应的速度较慢,晶核成核速率大于聚合的速率,导致结晶度升高。随着反应温度的提高,反应链活性程度高,聚合反应速率加快,降低了结晶程度。
表 2 不同聚合温度下聚合产物PA6结晶数据Table 2. Crystallization data of polymerization products PA6 at different polymerization temperaturesPolymerization temperature/℃ Crystallization onset temperature/℃ Crystallization termination temperature/℃ Peak temperature/℃ Crystallization enthalpy/(J·g-1) Crystallinity/ % 160 179.4 164.7 171.6 61.69 26.82 170 173.6 160.2 167.9 45.59 19.82 180 180.9 165.2 172.8 48.92 21.27 190 180.9 163.8 172.5 48.69 21.17 2.4 单向CF/PA6复合材料性能
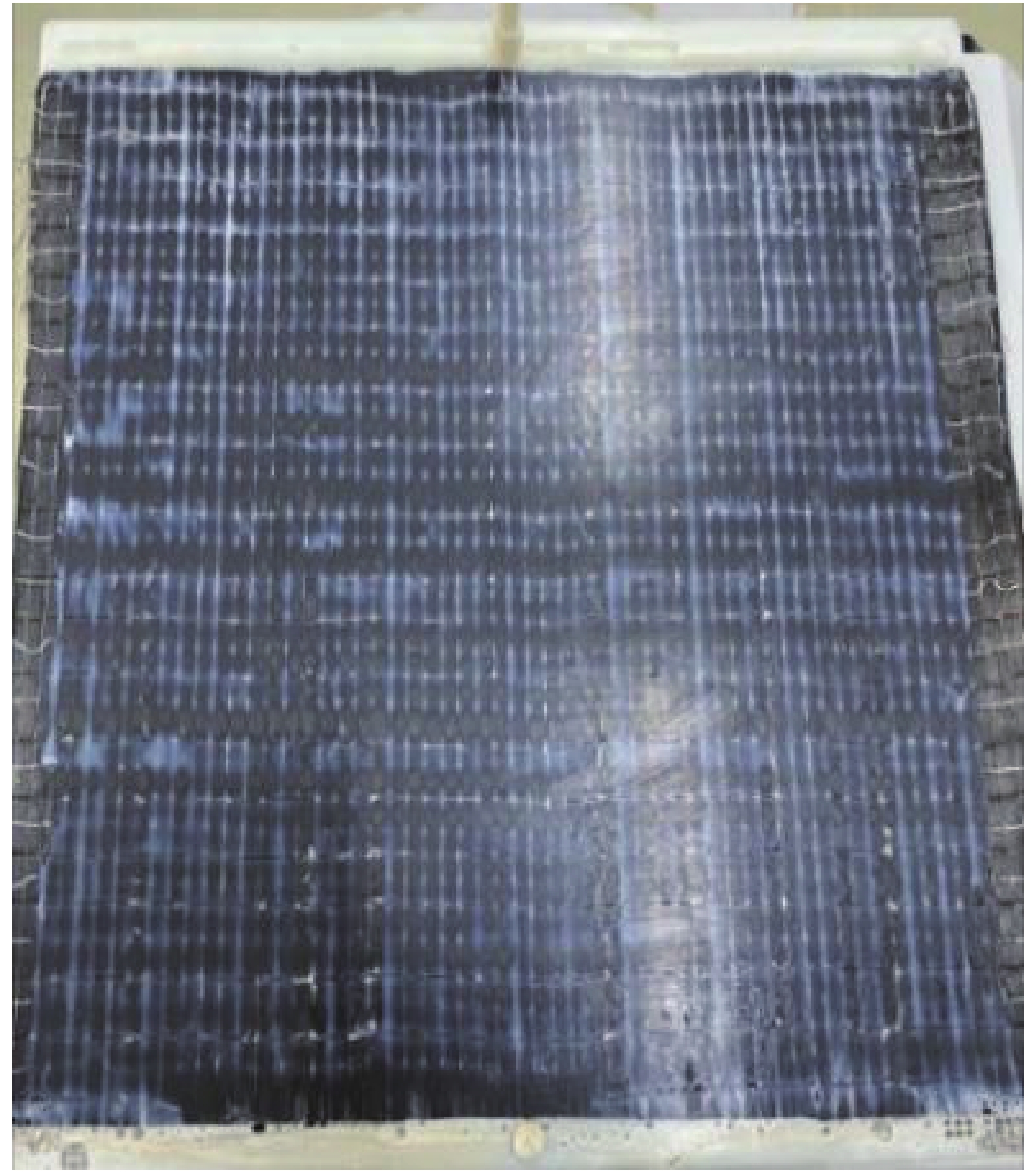
在综合对比了影响PA6阴离子聚合的工艺参数后,采用引发剂C10浓度1.5 mol%,活化剂浓度1 mol%,浸胶温度100℃,聚合温度180℃的工艺参数。使用自行研制的小型反应注射机进行CF/PA6复合材料RIM成型。制得的复合板材如图9所示。
![]() 图 9 反应注射成型(RIM)法制得的CF/PA6复合材料平板Figure 9. Carbon fiber reinforced PA6 composite plate by reaction injection molding (RIM)
图 9 反应注射成型(RIM)法制得的CF/PA6复合材料平板Figure 9. Carbon fiber reinforced PA6 composite plate by reaction injection molding (RIM)对所得到的复合材料进行了物理性质与力学性能测试,测试结果如表3所示。可以看出,CF的加入对PA6的转化率、特性黏数没有太大影响。在同等聚合条件下,不含CF的PA6在同等工艺条件下的结晶度为21.27%,复合碳纤维后,结晶度增加到24.82%。这是由于CF可以提高分子链的规整程度,促进PA6分子链结晶,起到异质晶核、诱导成核的作用。CF单向织物复合材料在沿纤维方向上也表现出了优越的力学性能,0°方向的拉伸强度可以达到974.2 MPa,0°方向的弯曲强度达到786.9 MPa。
表 3 CF/PA6复合材料物理性质与力学性能Table 3. Physical properties and mechanical properties of CF/PA6 compositesCharacterization of CF/PA6 Value Conversion rate/% 96.43 Liminting viscosity number/(mg·L-1) 83.24 Crystallinity/% 24.82 0° tensile strength/MPa 974.2 90° tensile strength/MPa 20.46 0° flexural strength/MPa 786.9 90° flexural strength/MPa 38.55 陈轲[22]利用RIM工艺与拉挤成型相结合,制备了单向GF/PA6复合材料。其中研究了不同纤维体积含量对力学性能的影响,当纤维体积含量为50vol%时,0°方向弯曲性能达到740 MPa左右,与本研究得到的结果基本持平,未体现出碳纤维沿纤维方向的力学性能优势,这可能是热塑性树脂与碳纤维表面的热固性上浆剂结合效果不佳导致的,因此,如后期要提高纤维与树脂的界面结合能力,需进一步研究碳纤维表面改性处理工艺。
使用SEM观察板材截面的纤维浸润及分布情况,如图10所示。可以观察到,纤维分布较均匀,有部分富树脂区,未出现明显孔隙,纤维体积含量在47.48vol%左右,100℃的浸胶温度下,料液仍处于低黏度状态,使纤维浸润效果较理想。使用SEM对0°拉伸试样断裂面进行观察(图11),可以看出,纤维表面基本被包裹着一层树脂,但少部分纤维表面树脂附着量较少。
![]() 图 10 CF/PA6复合材料截面纤维分布SEM图像Figure 10. SEM image of fiber distribution in CF/PA6 composite section
图 10 CF/PA6复合材料截面纤维分布SEM图像Figure 10. SEM image of fiber distribution in CF/PA6 composite section![]() 图 11 CF/PA6复合材料拉伸断裂面SEM图像Figure 11. SEM image of composite tensile fracture surface of CF/PA6 composite
图 11 CF/PA6复合材料拉伸断裂面SEM图像Figure 11. SEM image of composite tensile fracture surface of CF/PA6 composite3. 结 论
(1) 分别探究了影响尼龙6(PA6)阴离子聚合时间及聚合度的主要因素:引发剂浓度、活化剂浓度和聚合温度。引发剂己内酰胺钠(C10)浓度的改变对PA6聚合速率影响较大,随着C10比例的提升,聚合速率加快;聚合反应可在90 s内完成,对转化率影响较小,而由于阴离子数目的增加,多条分子链同时增长,特性黏数呈下降趋势。活化剂双酰化内酰胺-1, 6-己二胺(C20)浓度的提升,使活性中心数目增多,聚合速率有所加快,聚合物分子链较短,产生部分易溶于水的低聚物,因此导致转化率的下降。随着聚合温度的提高,PA6聚合速率也随之变快,且得到的聚合物特性黏数升高,而产物由于分子链运动速度快,来不及规整排列,结晶度呈下降趋势。
(2) 选取C10浓度1.5 mol%、C20浓度1 mol%、浸胶温度100℃和聚合温度180℃的聚合条件,利用自制反应注射成型(RIM)注胶设备制备了CF/PA6复合材料单向板。得到的复合材料性能良好,纤维体积含量在48vol%左右,单体转化率在95%以上,复合材料的结晶度较纯PA6有所提高。0°方向拉伸强度为974.2 MPa,90°方向拉伸强度为20.46 MPa,0°方向弯曲强度为786.9 MPa,90°方向弯曲强度为38.44 MPa。
-
![]()
图 1 碳纤维增强尼龙6(CF/PA6)复合材料反应注射成型流程
Figure 1. Process of carbon/nylon 6 (CF/PA6) composite reaction injection molding
![]()
图 2 不同己内酰胺钠(C10)浓度下聚合反应温度-时间关系
Figure 2. Temperature-time relationship of polymerization reaction under different sodium caprolactam (C10) concentrations
![]()
图 3 不同C10浓度下聚合物PA6的转化率和特性黏数
Figure 3. Conversion rate and limiting viscosity number of polymers PA6 under different C10 concentrations
![]()
图 4 双酰化内酰胺-1,6-己二胺(C20)结构式
Figure 4. Structure of activator diacyllactam-1,6-hexanediamine (C20)
![]()
图 5 不同C20浓度下聚合反应温度-时间关系
Figure 5. Temperature-time relationship of polymerization reaction under different C20 concentrations
![]()
图 6 不同C20浓度下聚合物PA6转化率
Figure 6. Conversion rate of polymers PA6 under different C20 concentrations
![]()
图 7 不同聚合温度下聚合反应温度-时间关系
Figure 7. Temperature-time relationship of polymerization reaction at different polymerization temperatures
![]()
图 8 不同聚合温度下聚合物PA6的转化率及特性黏数
Figure 8. Conversion rate and limiting viscosity number of polymers PA6 at different polymerization temperatures
![]()
图 9 反应注射成型(RIM)法制得的CF/PA6复合材料平板
Figure 9. Carbon fiber reinforced PA6 composite plate by reaction injection molding (RIM)
![]()
图 10 CF/PA6复合材料截面纤维分布SEM图像
Figure 10. SEM image of fiber distribution in CF/PA6 composite section
![]()
图 11 CF/PA6复合材料拉伸断裂面SEM图像
Figure 11. SEM image of composite tensile fracture surface of CF/PA6 composite
表 1 聚合实验配方
Table 1 Experimental formula of polymerization
Formulation C10/mol% C20/mol% F1 1 1 F2 1.5 1 F3 2 1 F4 2.5 1 F5 1 1.5 F6 1 2 F7 1 2.5 Notes: C10—Sodium caprolactam; C20—Diacyllactam-1, 6-hexamediamine.  下载: 导出CSV
下载: 导出CSV
表 2 不同聚合温度下聚合产物PA6结晶数据
Table 2 Crystallization data of polymerization products PA6 at different polymerization temperatures
Polymerization temperature/℃ Crystallization onset temperature/℃ Crystallization termination temperature/℃ Peak temperature/℃ Crystallization enthalpy/(J·g-1) Crystallinity/ % 160 179.4 164.7 171.6 61.69 26.82 170 173.6 160.2 167.9 45.59 19.82 180 180.9 165.2 172.8 48.92 21.27 190 180.9 163.8 172.5 48.69 21.17
下载: 导出CSV
表 3 CF/PA6复合材料物理性质与力学性能
Table 3 Physical properties and mechanical properties of CF/PA6 composites
Characterization of CF/PA6 Value Conversion rate/% 96.43 Liminting viscosity number/(mg·L-1) 83.24 Crystallinity/% 24.82 0° tensile strength/MPa 974.2 90° tensile strength/MPa 20.46 0° flexural strength/MPa 786.9 90° flexural strength/MPa 38.55
下载: 导出CSV
-
[1] 王玉洁, 黄明福, 陈晋南. 注射成型技术研究进展[J]. 广东化工, 2007, 34(2):31-33. WANG Yujie, HUANG Mingfu, CHEN Jinnan. Research progress of injection molding technology[J]. Guangdong Chemical Industry,2007,34(2):31-33(in Chinese).
[2] 张玉龙. 高技术复合材料制备手册[M]. 北京: 国防工业出版社, 2003: 374-386. ZHANG Yulong. Handbook for the preparation of high-tech composites[M]. Beijing: National Defense Industry Press, 2003: 374-386(in Chinese).
[3] 王有槐. 聚酰胺工程塑料的发展[J]. 工程塑料应用, 1993(2):52-56, 11. WANG Youhuai. Development of polyamide engineering plastics[J]. Application of Engineering Plastics,1993(2):52-56, 11(in Chinese).
[4] 代芳, 吕召胜, 王金立, 等. 2015年我国热塑性工程塑料研究进展[J]. 工程塑料应用, 2016, 44(3):125-134. DAI Fang, LV Zhaosheng, WANG Jinli, et al. Research progress of thermoplastic engineering plastics in China in 2015[J]. Application of Engineering Plastics,2016,44(3):125-134(in Chinese).
[5] RJJSWIJK K V, BERSEE H E N. Reactive processing of textile fiber-reinforced thermoplastic composites-An overview[J]. Composites Part A: Applied Science & Manufacturing,2007,38(3):666-681.
[6] RIJSWIJK K V, BERSEE H E N, JAGER W F, et al. Optimisation of anionic polyamide-6 for vacuum infusion of thermoplastic composites: Influence of polymerisation temperature on matrix properties[J]. Polymer Testing,2006,37(6):949-956.
[7] CHEN K, JIA M, HUA S, et al. Optimization of initiator and activator for reactive thermoplastic pultrusion[J]. Journal of Polymer Research,2019,26(2):40.
[8] 阚泽, 刘正英, 张凯, 等. 真空导入成型阴离子聚合尼龙6聚合体系及性能[J]. 高等学校化学学报, 2012, 33(8):1866-1871. KAN Ze, LIU Zhengying, ZHANG Kai, et al. Polymerization system and properties of anionic polyamide 6 polymerized in vacuum[J]. Acta Chemistry Sinica,2012,33(8):1866-1871(in Chinese).
[9] LEE J, LIM J W, KIM M. Effect of thermoplastic resin transfer molding process and flame surface treatment on mechanical properties of carbon fiber reinforced polyamide 6 composite[J]. Polymer Composites,2020,41:25445.
[10] 杨凡, 高远博, FREDRICK N M, 等. 原位聚合制备碳纤维增强MC尼龙6复合材料及其性能表征[J]. 材料开发与应用, 2018, 33(5):90-95. YANG F, GAO Y B, FREDRICK N M, et al. Preparation and characterization of carbon fiber reinforced MC nylon 6 Composites by in situ polymerization[J]. Materials Development and Application,2018,33(5):90-95(in Chinese).
[11] 孙华, 薛平, 陈轲, 等. RTM成型玻璃纤维增强阴离子聚合尼龙6复合材料及其性能研究[J]. 复合材料学报, 2021, 38(2):414-423. SUN Hua, XUE Ping, CHEN Ke, et al. Study on preparation and properties of glass fiber-reinforced anionic nylon 6 composites by RTM process[J]. Acta Materiae Compositae Sinica,2021,38(2):414-423(in Chinese).
[12] ZALDUA, MAIZ, CALLE D L, et al. Nucleation and crystallization of PA6 composites prepared by T-RTM: Effects of carbon and glass fiber loading[J]. Polymers,2019,11(10):1680. DOI: 10.3390/polym11101680
[13] CHEN K, JIA M Y, SUN H, et al. Thermoplastic reaction injection pultrusion for continuous glass fiber-reinforced polyamide-6 composites[J]. Materials,2019,12(3):463. DOI: 10.3390/ma12030463
[14] 张嘉阳, 刘刚, 李龙, 等. 国产CCF300碳纤维单向织物液体成型工艺性及其复合材料力学性能[J]. 复合材料学报, 2016, 33(1):17-26. ZHANG Jiayang, LIU Gang, LI Long, et al. Liquid forming process and mechanical properties of domestic CCF300 carbon fiber unidirectional fabric[J]. Acta Composite Materials Sinica,2016,33(1):17-26(in Chinese).
[15] 尹兆旭. 碳纤维单向布加固混凝土技术在旧桥改建中的应用[J]. 公路, 2001(12):45-47. YIN Zhaoxu. Application of CFRP unidirectional reinforcement concrete technology in old bridge reconstruction[J]. Highway,2001(12):45-47(in Chinese).
[16] 蔡正杰. 超大风力发电叶片用碳纤维单向织物[P]. 中国, CN202786636 U, 2013-03-13. CAI Zhengjie. Unidirectional carbon fiber fabric for super large wind turbine blades[P]. China, CN202786636 U, 2013-03-13(in Chinese)
[17] 中国国家标准化管理委员会. "塑料 聚酰胺 第1部分: 黏数测定." GB/T 12006.1—2009[S]. 北京: 中国标准出版社, 2009. Standardization Administration of the People’s Republic of China. "Plastics polyamides Part 1: Determination of viscosity number." GB/T 12006.1—2009[S]. Beijing: China Standards Press, 2009(in Chinese).
[18] ASTM. Standard test method for tensile properties of polymer matrix composite materials: ASTM D3039/D3039M[S]. West Conshohocken: American Society for Testing and Materials International, 2013.
[19] ASTM. Standard test method for flexural properties of polymer matrix composite materials: ASTM D7264/D7264M[S]. West Conshohocken: American Society for Testing and Materials International, 2015.
[20] ZHILKOVA K, MATEVA R, KYULAVSKA M. Copolymers of ε-caprolactam and polypropylene oxide via anionic polymerization: Synthesis and properties[J]. Journal of Polymer Research,2017,24(10):162-172. DOI: 10.1007/s10965-017-1324-2
[21] BOLGOV S A, BEGISHEV V P, MALKIN A Y, et al. Role of the functionality of activators during isothermal crystallization accompanying the activated anionic polymerization of ϵ-caprolactam[J]. Polymer Science U.s.s.r,1981,23(6):1485-1492. DOI: 10.1016/0032-3950(81)90118-0
[22] 陈轲. 玻纤增强尼龙复合材料反应注射拉挤成型的研究[D]. 北京: 北京化工大学, 2019. CHEN Ke. Study on reaction injection pultrusion of glass fiber reinforced polyamide-6 composites[D]. Beijing: Beijing University of Chemical Technology, 2019(in Chinese).
-
期刊类型引用(7)
1. 伍立军,宋燕,卫星,高丽,杨懿. 原位聚合法制备连续纤维增强热塑复合材料研究进展. 化工设计通讯. 2024(11): 141-144 .  百度学术
百度学术
2. 张琳,李绪稳. 体育器材专用尼龙6复合材料的3D打印丝材制备与表征. 塑料助剂. 2023(01): 24-26+60 . 百度学术
3. 张逸飞. 废铅蓄电池存储用碳纤维复合材料的性能测试表征. 粘接. 2023(07): 90-92 . 百度学术
4. 周佳慧. 碳纤维增强尼龙6反应注射拉挤成型实验平台研制. 复合材料科学与工程. 2023(07): 120-124+128 . 百度学术
5. 董贤文,靳艳英,王佳明,贾明印. 树脂基复合材料真空袋压成型技术研究进展. 纤维复合材料. 2022(01): 93-99 . 百度学术
6. 冯冰涛,王晓珂,张信,孙国华,汪殿龙,侯连龙,马劲松. 连续碳纤维增强热塑性复合材料制备与应用研究进展. 中国塑料. 2022(07): 165-173 . 百度学术
7. 田银彩,胡凌宵. 聚酰胺6/短切碳纤维复合材料制备及力学性能. 工程塑料应用. 2022(10): 30-35 . 百度学术
其他类型引用(3)
-

















计量
- 文章访问数: 1464
- HTML全文浏览量: 753
- PDF下载量: 143
- 被引次数: 10
