


Optimization of laying time for in-situ photocuring of composites
-
摘要: 紫外光固化技术存在可固化厚度有限的问题,而原位光固化工艺以层层叠加、逐层固化的方式,在固化较大厚度的复合材料方面有着独特优势。为了在原位光固化工艺中实现各层同时完成固化且固化度分布均匀的目标,首先给出单层紫外光固化的数学模型,基于该模型建立一个描述原位光固化过程的数学模型,进而对铺层时间进行优化,使用遗传算法结合梯度下降算法的方式求解出优化后的铺层时间,对原位光固化过程进行有限元仿真。仿真结果表明:与其他固化方式相比,原位光固化工艺优化铺层时间后,到达固化结束时间时,各层均能完成固化,固化度均在以期望固化度为中值的区间内且分布均匀,通过玻璃纤维增强树脂基复合材料层合板固化实验对算法及仿真进行验证,实验结果与仿真对照表明,优化后的原位光固化工艺能够实现同步固化的效果。Abstract: Ultraviolet (UV) curing technology has the problem of limited curable thickness. However, the in-situ photocuring process has a unique advantage in curing large thickness composite materials by stacking and curing layer by layer. In order to achieve the goal of simultaneous curing and uniform curing degree of each layer in the in-situ photocuring process, the mathematical model of single layer UV curing was presented. Based on this model, a mathematical model was established, which could describe the entire in-situ photocuring process. The time to add each layer was then optimized, the optimal layering time was solved by genetic algorithm combined with gradient descent algorithm. In addition, the in-situ photocuring process was simulated by finite element method. The simulation results show that compare with other curing methods, after optimizing the layering time of in-situ photocuring process, each layer will complete curing when the curing end time is reaching, and the curing degree is uniformly distributed within the median of the desired curing degree. The algorithm and simulation are verified by curing experiment of glass fiber reinforced resin matrix composite laminates. The comparison between experimental results and simulation results shows that the optimized in-situ photocuring process can achieve the goal of simultaneous curing.
-

图 1 梯度下降算法流程图
Figure 1. Flow chart of gradient descent algorithm
H—Hamiltonian; τ—Layering time; ξ—Step factor; J—Objective function value; i—Number of layers; N—Total number of layers; k—Iteration count; k is used as the upper corner symbol to represent the current number of iterations, i is used as the lower corner symbol to represent the number of layers

图 3 添加新层的间隔时间分布
Figure 3. Distribution of the interval time required for adding each layer

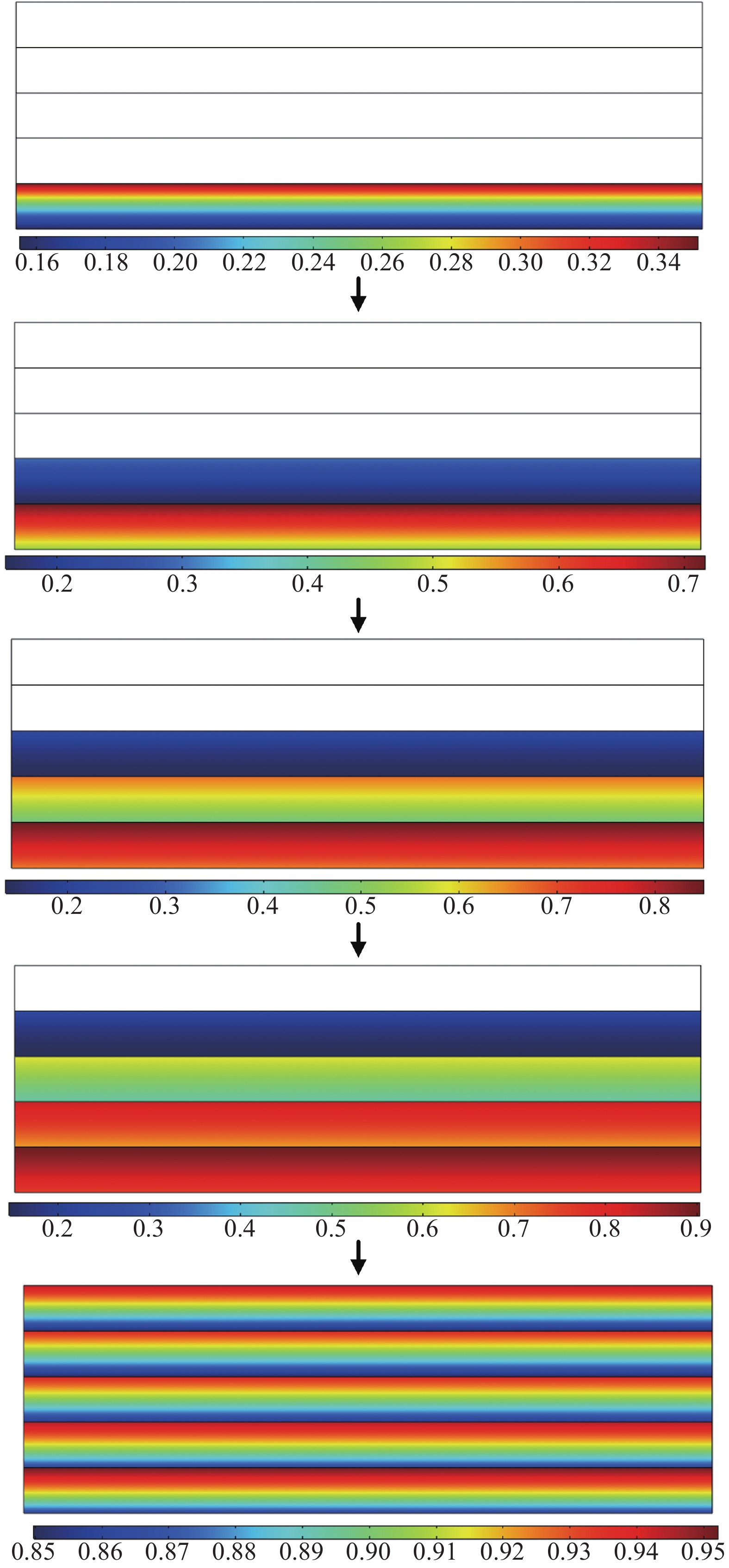
图 5 优化铺层时间后的原位光固化工艺中固化度的演变
Figure 5. Evolution of curing degree in in-situ UV curing process after optimizing laying time

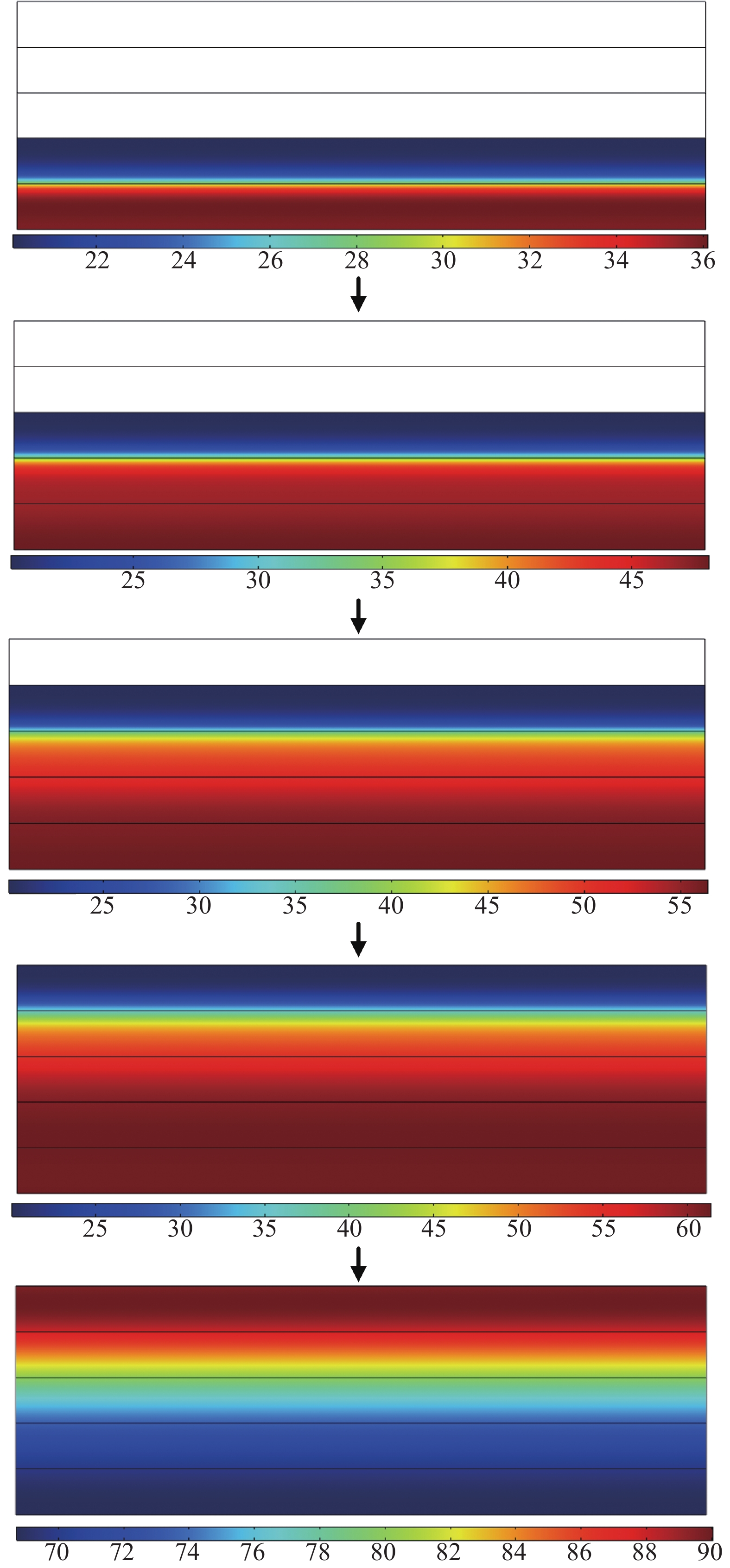
图 6 优化铺层时间后的原位光固化工艺中温度的演变
Figure 6. Evolution of temperature in in-situ UV curing process after optimizing laying time

图 7 采用不同固化方法的COMSOL仿真固化度结果
Figure 7. COMSOL simulation results using different curing processes

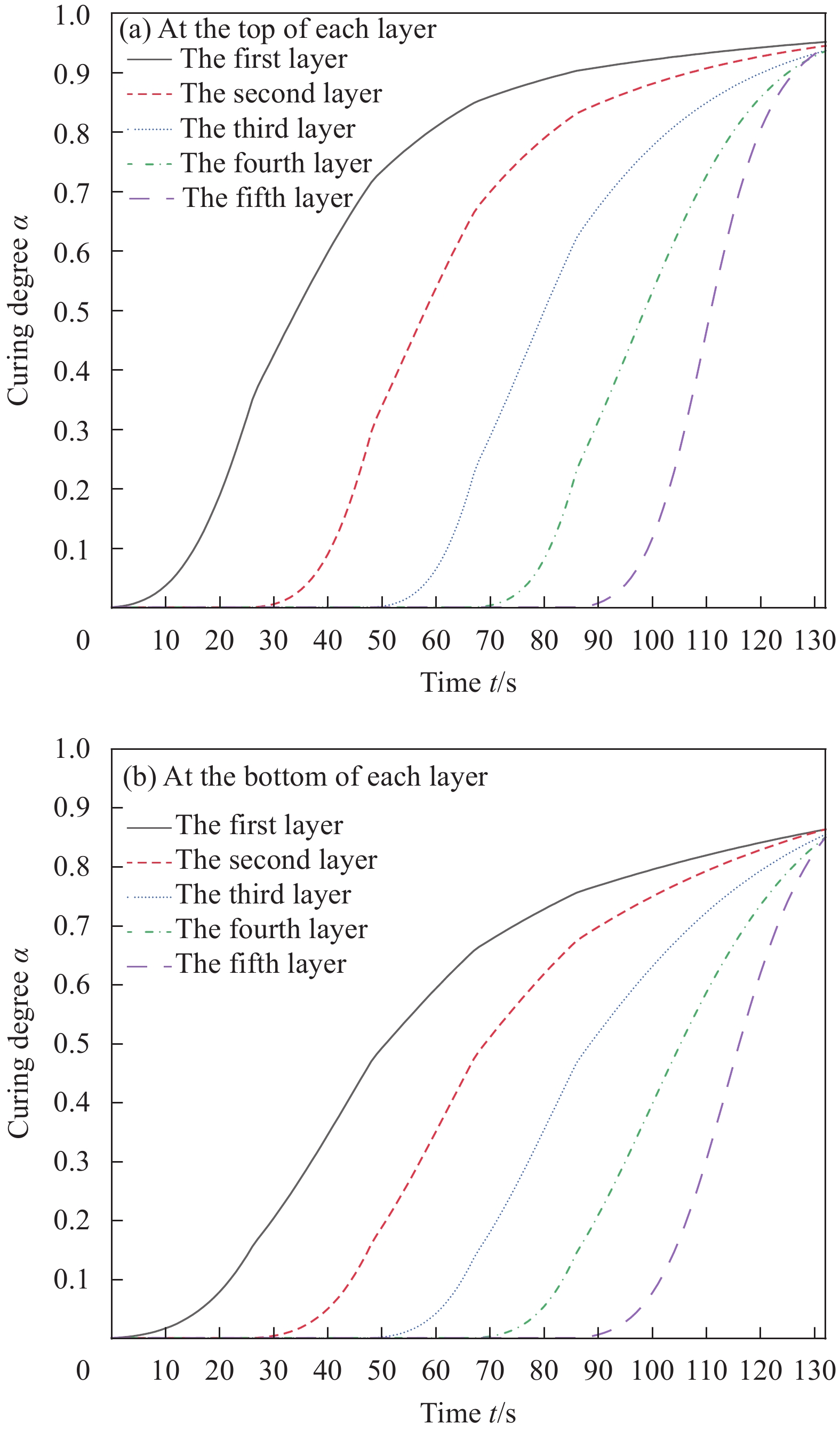
图 9 各层固化度COMSOL仿真曲线
Figure 9. Curing degree curves of each layer obtained by COMSOL simulation

图 10 层边界处温度的COMSOL仿真曲线和实验曲线
Figure 10. Temperature curves at the boundary of the layer obtained by COMSOL simulation and experiment
表 1 仿真中使用到的参数
Table 1. Parameters used in the simulation
Parameter Value ${\rho _{\rm{r}}}/({\rm{kg}} \cdot {{\rm{m}}^{{\rm{ - 3}}}})$ $1.1 \times {10^3}$ ${c_{\rm{r}}}/({\rm{J}} \cdot {\rm{k}}{{\rm{g}}^{{\rm{ - 1}}}} \cdot {{\rm{K}}^{{\rm{ - 1}}}})$ $1.674 \times {10^3}$ ${V_{\rm{r}}}$ 0.6 ${\rho _{\rm{f}}}/({\rm{kg}} \cdot {{\rm{m}}^{{\rm{ - 3}}}})$ $2.54 \times {10^3}$ ${c_{\rm{f}}}/({\rm{J}} \cdot {\rm{k}}{{\rm{g}}^{{\rm{ - 1}}}} \cdot {{\rm{K}}^{{\rm{ - 1}}}})$ $0.8 \times {10^3}$ ${k_{\rm{y}}}/({\rm{W}} \cdot {{\rm{m}}^{ - 1}} \cdot {{\rm{K}}^{ - 1}})$ $0.35$ $h/({\rm{W}} \cdot {{\rm{m}}^{ - 2}} \cdot {{\rm{K}}^{ - 1}})$ $20$ ${H_{\rm{r}}}/({\rm{J}} \cdot {\rm{k}}{{\rm{g}}^{ - 1}})$ $3.35 \times {10^5}$ $s/{\rm{wt\% }}$ $0.05$ $\lambda /{\rm{c}}{{\rm{m}}^{ - 1}}$ $2$ $E/({\rm{kJ}} \cdot {\rm{mo}}{{\rm{l}}^{ - 1}})$ $12.7$ $R/({\rm{J}} \cdot {\rm{mo}}{{\rm{l}}^{ - 1}} \cdot {{\rm{K}}^{ - 1}})$ $8.314$ ${C_0}/{{\rm{s}}^{ - 1}}$ $0.631$ ${T_0},{T_{\inf }}/^\circ {\rm{C}}$ $20$ $\vartheta $ 0.85 $m$ 0.7 $n$ 1.3 $p$ 0.8 $q$ 0.7 Notes: ${\rho _{\rm{r}}}$—Density of resin; ${c_{\rm{r}}}$—Specific heat capacity of resin; ${V_{\rm{r}}}$—Volume fraction of resin; ${\rho _{\rm{f}}}$—Density of fiber; ${c_{\rm{f}}}$—Specific heat capacity of fiber; ${k_{\rm{y}}}$—Thermal conductivity of composite materials; $h$—Convective heat transfer coefficient; ${H_{\rm{r}}}$—Heat of polymerization; $s$—Concentration of photoinitiator; $\lambda $—UV absorption coefficient of composite materials; $E$—Activation energy; $R$—Gas constant; ${C_0}$—Preexponential factor; ${T_0},{T_{\inf }}$—Ambient temperature; $\vartheta $—Coefficient of surface absorption of UV radiation; $m$, $n$—Reaction order; $p$, $q$—Exponential constant.  下载: 导出CSV
下载: 导出CSV
表 2 不同固化方式对应的铺层时间
Table 2. Different curing methods correspond to the time of adding layers
Serial number of layer Laying time for one-shot
direct curing/sLaying time for equal interval
layering time curing/sLaying time for optimized
in-situ UV curing/s1 0 0 0 2 0 25 26 3 0 50 48 4 0 75 67 5 0 100 86
下载: 导出CSV
表 3 固化度测试得到的各层平均固化度
Table 3. Average curing degree of each layer obtained by curing degree experiment
Serial number of each layer Average degree of curing/% 1 92.2 2 89.4 3 88.6 4 88.1 5 90.7
下载: 导出CSV
-
[1] 李岩, 龙昱, 郝潞岑, 等. 3D打印纤维增强复合材料力学性能研究进展[J]. 力学季刊, 2022, 43(4):731-750.LI Yan, LONG Yu, HAO Lucen, et al. Recent advances in the mechanical properties of 3D printed fiber-reinforced composites[J]. Chinese Quarterly of Mechanics,2022,43(4):731-750(in Chinese). [2] 牛忠旺, 曹丽丽, 李其朋. 玻璃纤维增强复合材料的应用及研究现状[J]. 塑料工业, 2021, 49(S1):9-17.NIU Zhongwang, CAO Lili, LI Qipeng. Application and research status of glass fiber reinforced composites[J]. China Plastics Industry,2021,49(S1):9-17(in Chinese). [3] 蔡宇昂, 王瑛, 张磊, 等. 纤维增强树脂基复合材料光固化成型原理及其研究进展[J]. 塑料工业, 2022, 50(5):69-74, 83.CAI Yu'ang, WANG Ying, ZHANG Lei, et al. Principle and research progress of photocuring molding of fiber reinforced resin matrix composites[J]. China Plastics Industry,2022,50(5):69-74, 83(in Chinese). [4] SU Y P, ZHANG S T, ZHOU X H, et al. A novel multi-functional bio-based reactive diluent derived from cardanol for high bio-content UV-curable coatings application[J]. Progress in Organic Coatings, 2020, 148: 105880. [5] YANG X F, LIU J, WU Y F, et al. Fabrication of UV-curable solvent-free epoxy modified silicone resin coating with high transparency and low volume shrinkage[J]. Progress in Organic Coatings,2019,129:96-100. doi: 10.1016/j.porgcoat.2019.01.005 [6] TENA I, ARAKAMA J A, SARRIONANDIA M, et al. Effect of thickness on the interfacial strenght of layer by layer in situ UV curing[C]//ECCM15-15th European Conference on Composite Materials. Venice: 2012: 1-8. [7] ABULIZI D, DUAN Y G, LI D C, et al. A new method for glass-fiber reinforced composites manufacturing: Automated fiber placement with in-situ UV curing[C]//REIJO T. 2011 IEEE International Symposium on Assembly and Manufacturing (ISAM). Tampere: IEEE, 2011: 1-4. [8] STILES A, TISON T A, PRUITT L, et al. Photoinitiator selection and concentration in photopolymer formulations towards large-format additive manufacturing[J]. Polymers,2022,14(13):2708. doi: 10.3390/polym14132708 [9] NASERI I, YOURDKHANI M. Rapid and energy-efficient frontal curing of multifunctional composites using integrated nanostructured heaters[J]. ACS Applied Materials & Interfaces,2022,14(44):50215-50224. [10] WESLEY MACHADO CUNICO M, DE CARVALHO J. Optimization of thick layers photopolymerization systems applying experimental and analytical approach[J]. Rapid Prototyping Journal,2013,19(5):337-343. doi: 10.1108/RPJ-11-2011-0119 [11] GARRA P, DIETLIN C, MORLET-SAVARY F, et al. Photopolymerization processes of thick films and in shadow areas: A review for the access to composites[J]. Polymer Chemistry,2017,8(46):7088-7101. doi: 10.1039/C7PY01778B [12] GARRA P, FOUASSIER J P, LAKHDAR S, et al. Visible light photoinitiating systems by charge transfer complexes: Photochemistry without dyes[J]. Progress in Polymer Science,2020,107:101277. doi: 10.1016/j.progpolymsci.2020.101277 [13] KOWALSKA A, SOKOLOWSKI J, BOCIONG K. The photoinitiators used in resin based dental composite—A review and future perspectives[J]. Polymers,2021,13(3):470. doi: 10.3390/polym13030470 [14] ENDRUWEIT A, RUIJTER W, JOHNSON M S, et al. Transmission of ultraviolet light through reinforcement fabrics and its effect on ultraviolet curing of composite laminates[J]. Polymer Composites,2008,29(7):818-829. doi: 10.1002/pc.20483 [15] 迪力穆拉提·阿卜力孜, 段玉岗, 李涤尘, 等. 树脂基复合材料原位固化制造技术概述[J]. 材料工程, 2011, 39(10):84-90, 96.DILIMULATI·Abulizi, DUAN Yugang, LI Dichen, et al. Overview of in-situ curing manufacturing technology for resin matrix composites[J]. Journal of Materials Engineering,2011,39(10):84-90, 96(in Chinese). [16] DUAN Y G, LI J, ZHONG W H, et al. Effects of compaction and UV exposure on performance of acrylate/glass-fiber composites cured layer by layer[J]. Journal of Applied Polymer Science,2012,123(6):3799-3805. doi: 10.1002/app.34909 [17] ZHANG X H, DUAN Y G, ZHAO X M, et al. UV stepwise cured fabrication of glass fiber/acrylate composites: Effects of exposure dose on curing uniformity and interlaminar shear strength[J]. Journal of Composite Materials,2016,50(10):1395-1401. doi: 10.1177/0021998315592004 [18] 吴丽珍, 邓昌云, 傅兵, 等. 3D打印用光敏树脂的制备及改性研究进展[J]. 塑料科技, 2017, 45(7):112-119.WU Lizhen, DENG Changyun, FU Bing, et al. Progress on preparation and modification of photosensitive resin used in 3D printing[J]. Plastics Science and Technology,2017,45(7):112-119(in Chinese). [19] MATIAS J M, BARTOLO P J, PONTES A V. Modeling and simulation of photofabrication processes using unsaturated polyester resins[J]. Journal of Applied Polymer Science,2009,114(6):3673-3685. doi: 10.1002/app.30405 [20] SAENZ-DOMINGUEZ I, TENA I, SARRIONANDIA M, et al. An analytical model of through-thickness photopolymerisation of composites: Ultraviolet light transmission and curing kinetics[J]. Composites Part B: Engineering,2020,191:107963. doi: 10.1016/j.compositesb.2020.107963 [21] MEHTA T R, YEUNG D, VERRIEST E I, et al. Optimal control of multi-dimensional, hybrid ice-skater model[C]//MARK J B. 2007 American Control Conference. New York: IEEE, 2007: 2787-2792. [22] YEBI A, AYALEW B. Optimal layering time control for stepped-concurrent radiative curing process[J]. Journal of Manufacturing Science and Engineering, 2015, 137(1): 011020. [23] ARMIJO L. Minimization of functions having Lipschitz continuous first partial derivatives[J]. Pacific Journal of Mathematics,1966,16(1):1-3. doi: 10.2140/pjm.1966.16.1 [24] 张静. 关于线搜索的Armijo型方法[C]//刘克. 信息与管理科学中的运筹学问题: 第十届中国青年信息与管理学者大会论文集. 洛阳: Global-Link Publisher, 2008: 62-65.ZHANG Jing. Armijo type method for line search[C]//LIU Ke. Operational research problems in information and management science: Proceedings of the 10th China Youth Information and Management Scholars Conference. Luoyang: Global-Link Publisher, 2008: 62-65(in Chinese). [25] 中国国家标准化管理委员会. 纤维增强塑料树脂不可溶分含量试验方法: GB/T 2576—2005[S]. 北京: 中国标准出版社, 2005.Standardization Administration of the People's Republic of China. Test method for insoluble content of fiber reinforced plastic resin: GB/T 2576—2005[S]. Beijing: China Standards Press, 2005(in Chinese). -

 下载:
下载:






 点击查看大图
点击查看大图

计量
- 文章访问数: 272
- HTML全文浏览量: 150
- PDF下载量: 14
- 被引次数: 0
