


Distribution state of reinforcement phase at the interface between layers in the fused deposition modeling of PLA based biocomposite filaments
-
摘要: 通过熔融沉积成型3D打印的三维模型,不可避免存有层间界面,针对层间界面增强,本文采用超声浸渍法制备了纳米羟基磷灰石(n-HA)与微米短切碳纤维(CF)两相增强材料在聚乳酸(PLA)基体上牢固结合、均匀分布的PLA基生物复材丝材,该方法避免混炼的同时,也为层间界面储备了增强相。然而,经过熔融沉积成型3D打印之后,n-HA与微米短切CF两相增强材料在层间界面区域的分布状态尤为关键。运用Ansys进行流体数值计算,借助Minitab进行正交参数设计和信噪比数据分析,研究喷嘴直径、送丝速度、微米短切CF含量3个关键因素对于喷嘴出口流体速度的影响规律,并进一步通过熔融沉积成型3D打印机,在相同的打印参数设置下,制备标准拉伸试样,进行拉伸性能表征和SEM观察,研究PLA基生物复材丝材中,两相增强材料n-HA与微米短切CF在层间界面区域的分布状态。结果表明:借助Minitab信噪比优化实验参数,比正交试验参数设计手段更加有效;选取熔融温度为210℃、喷嘴直径为0.5 mm、送丝速度为14 mm·s−1、微米短切CF含量为7wt%,上述参数组合进行数值计算获得的喷嘴出口流体速度方差最大,为两相增强材料n-HA与微米短切CF在层间界面区域最均匀分布创造了积极有利条件,且试样拉伸性能最强。
-
关键词:
- 熔融沉积成型 /
- n-HA /
- 微米短切CF /
- PLA基生物复材丝材 /
- 信噪比
Abstract: The interlayer interface was unavoidable in 3D parts additive manufactured by fused deposition modeling. Aiming at the enhancement of the interlayer interface, the poly (lactic acid) (PLA) based biocomposite filaments were formerly prepared by the ultrasonic impregnating. In the PLA based biocomposite filament, nano-hydroxyapatite (n-HA) and micron chopped carbon fiber (CF) were firmly bonded and uniformly distributed on the surface of the PLA filament, and they were reserved as reinforcement phases for interlayer interface after being fused. However, after fused deposition modeling, the distribution state of above two reinforcement phases was particularly critical, and it was closely decided by the melting fluid velocity of the nozzle outlet. The influence of three key factors of nozzle diameter, filament feeding speed and micron chopped CF content on the melting fluid velocity of the nozzle outlet was studied, with Ansys being used for fluid numerical calculations, Minitab being applied for orthogonal parameter design and signal-to-noise ratio data analysis, standard tensile samples being 3D printed for tensile performance characterization and distribution state observation of above two reinforcement phases. The results show that the optimization of experimental parameters with Minitab signal-to-noise ratio is more effective than orthogonal experimental parameter design along. Since then, when the melting temperature is 210℃, the nozzle diameter is 0.5 mm, the filament feeding speed is 14 mm·s−1, and the micron chopped CF content is 7wt%, the melting fluid velocity of the nozzle outlet numerically owns the largest variance, which means the most uniform distribution of the above two reinforcement phases in the interlayer interface, and the sample experimentally obtains the strongest tensile properties. -

图 1 纳米羟基磷灰石(n-HA)的改性处理过程
Figure 1. Nano-hydroxyapatite (n-HA) modification process
PLA—Poly(lactic acid); KH550—3-aminopropyltriethoxysilane

图 2 微米短切碳纤维(CF)的改性处理过程
Figure 2. Micron chopped carbon fiber (CF) modification process

图 3 聚乳酸(PLA)基生物复材丝材制备示意图
Figure 3. Schematic diagram of preparation of poly(lactic acid) (PLA) based biocomposite filament

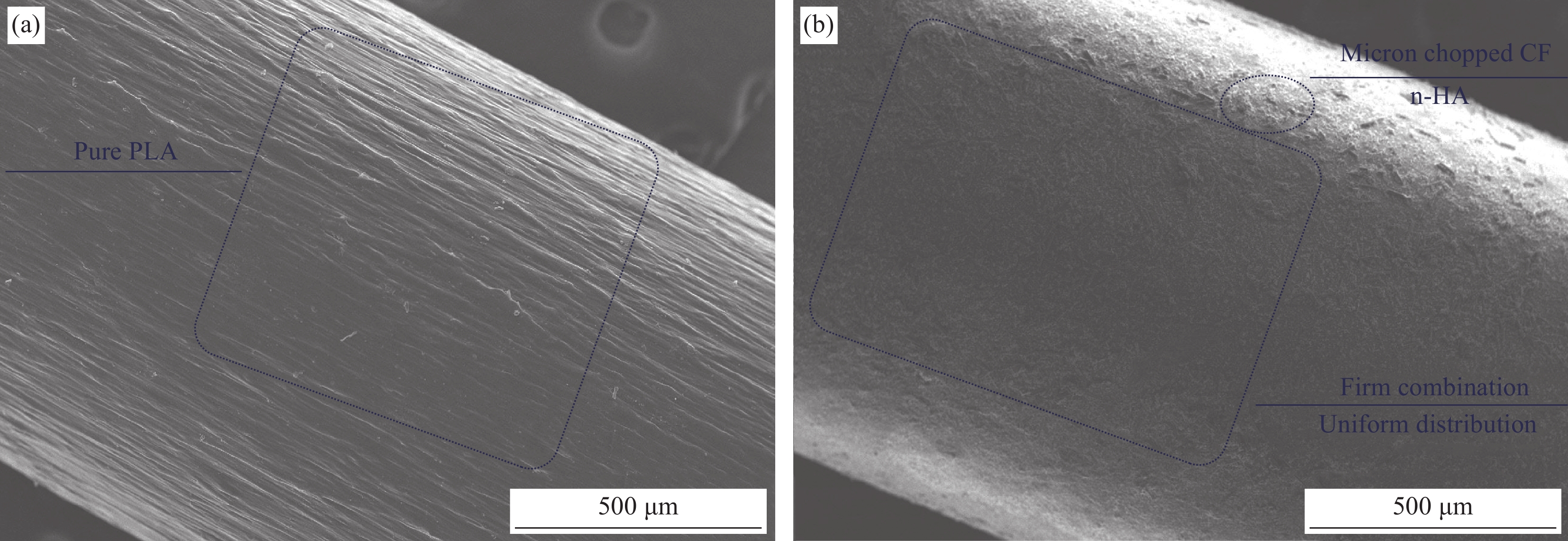
图 4 纯PLA丝材和PLA基生物复材丝材的SEM表面形貌图像
Figure 4. SEM surface morphology images of pure PLA filament and PLA based biocomposite filament

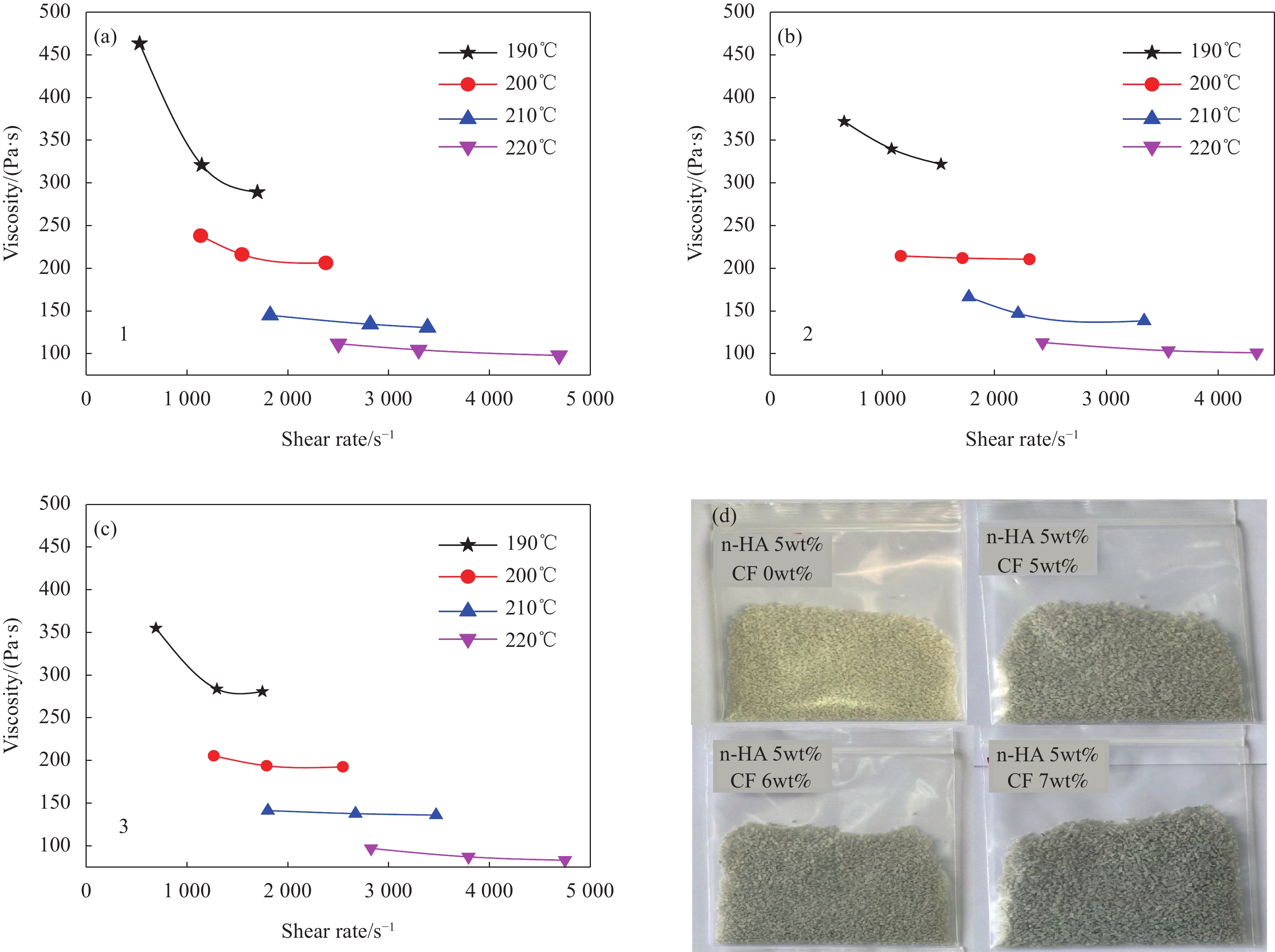
图 5 PLA基生物复材丝材黏度随温度及剪切速率的变化曲线:(a) 丝材1 (5wt%n-HA、5wt%CF);(b) 丝材2 (5wt%n-HA、6wt%CF);(c) 丝材3 (5wt%n-HA、7wt%CF);(d) 丝材样品颗粒
Figure 5. Curves of viscosity of each PLA based biocomposite filament with temperature and shear rate: (a) Filament 1 (5wt%n-HA, 5wt%CF); (b) Filament 2 (5wt%n-HA, 6wt%CF); (c) Filament 3 (5wt%n-HA, 7wt%CF); (d) Filament sample particles

图 6 熔融沉积成型原理图和丝材在熔腔内状态转化示意图
Figure 6. Schematic diagram of fused deposition modeling and the state transformation of filament in the melting chamber

图 8 用PLA基生物复材丝材制备的13组标准试样的拉伸实验
Figure 8. Tensile test of thirteen groups of standard samples prepared with PLA based biocomposite filament

图 9 PLA基生物复材的SEM试样的制备过程
Figure 9. Preparation process of SEM samples of PLA based biocomposite

图 10 190℃下各参数试样的喷嘴出口流体速度采样点导出曲线
Figure 10. Derive curves of sampling point of nozzle outlet fluid velocity of samples with various parameters at 190℃

图 11 190℃下各参数条件的1~9号试样增强相层间界面分布状态SEM图像
Figure 11. SEM images of the distribution state of the interlayer interface of the reinforced phase of the samples No. 1-9 under the conditions of various parameters at 190℃

图 12 190℃下各参数条件的1~9号试样及0号对比试样的应力-应变曲线(a)和屈服强度值(b)
Figure 12. Stress-strain curves (a) and yield strength value (b) of No. 1-9 samples and No. 0 comparative samples under various parameter conditions at 190℃

图 13 各温度下喷嘴出口流体速度信噪比数据均值:(a) 190℃;(b) 200℃;(c) 210℃;(d) 220℃
Figure 13. Mean value of the signal-to-noise ratio data of the nozzle outlet fluid velocity at various temperatures: (a) 190°C; (b) 200°C; (c) 210°C; (d) 220°C

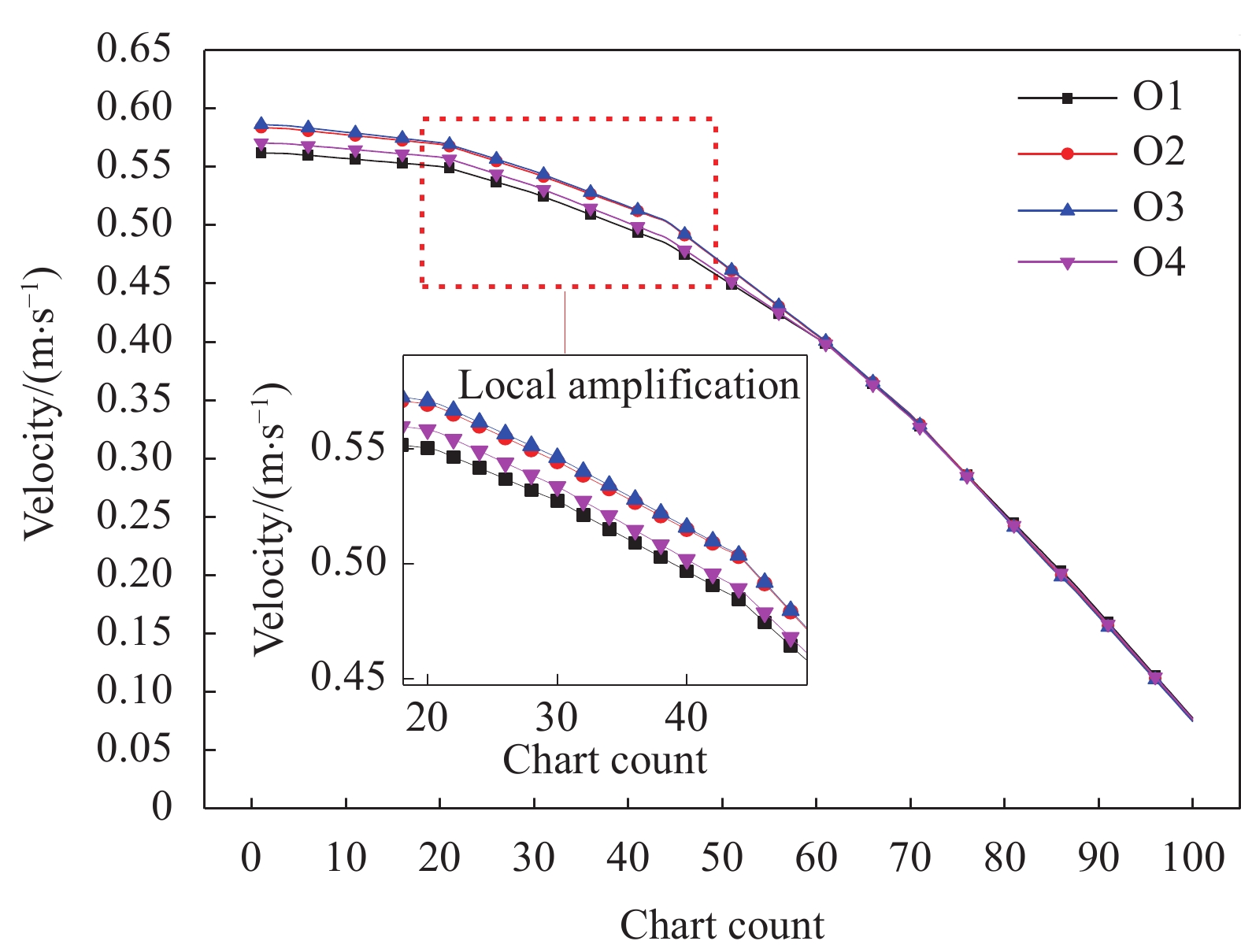
图 14 O1~O4号试样的喷嘴出口流体速度采样点导出曲线
Figure 14. Derived curves of the sampling point of the nozzle outlet fluid velocity of the O1-O4 samples

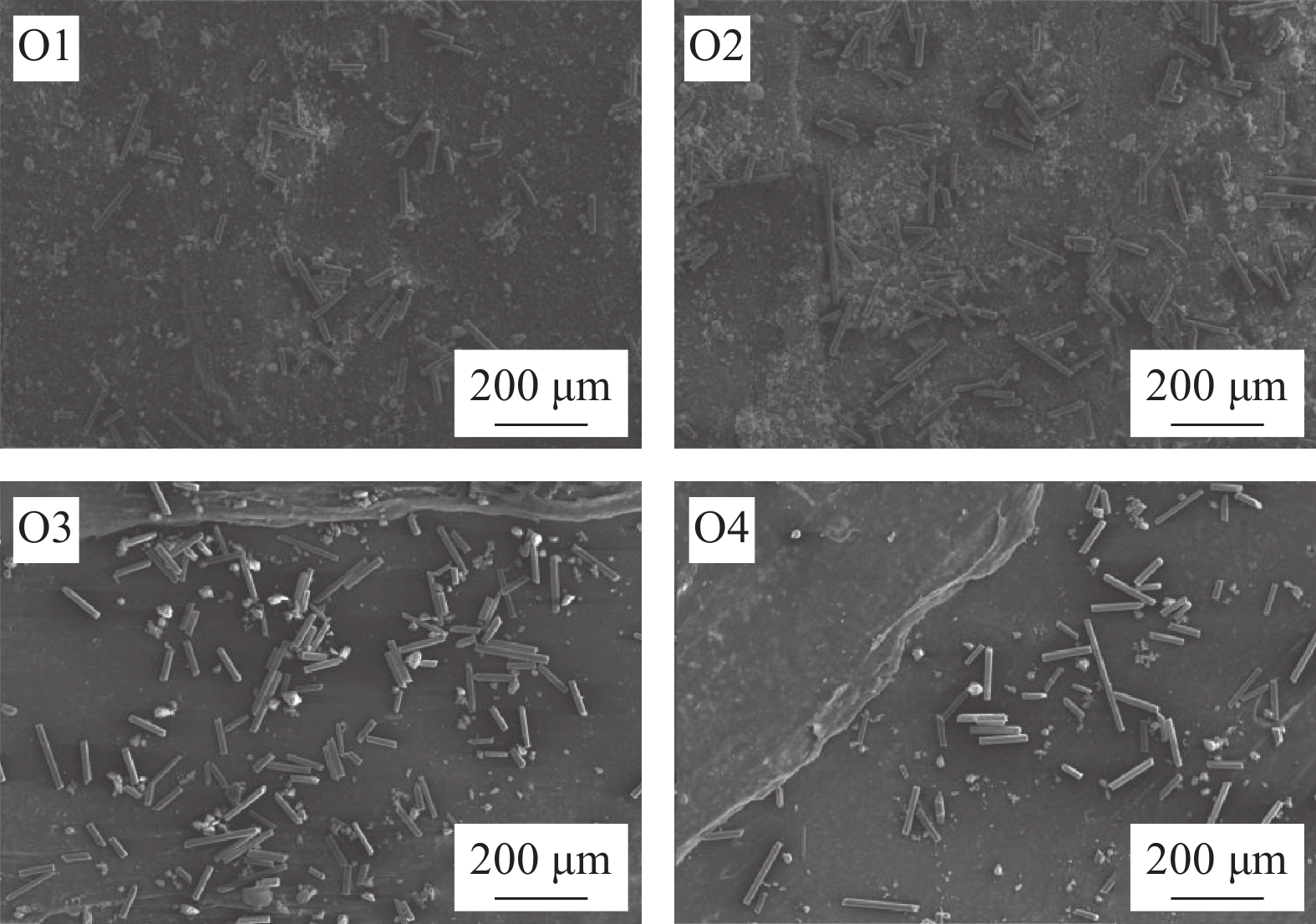
图 15 O1~O4号试样增强相层间界面分布状态SEM图像
Figure 15. SEM images of the distribution state of the interlayer interface of the O1-O4 samples

图 16 O1~O4号试样的应力-应变曲线(a)和屈服强度值(b)
Figure 16. Stress-strain curves (a) and yield strength value (b) of O1-O4 samples
表 1 PLA基生物复材丝材流体的非牛顿指数n、黏度系数K及黏流活化能Eη
Table 1. Non-Newtonian index n, viscosity coefficient K and viscous activation energy Eη of PLA based biocomposite filament fluid
Parameter Special composite filament fluid Temperature 190℃ 200℃ 210℃ 220℃ n Filament 1 0.5851 0.8112 0.8301 0.7941 Filament 2 0.8270 0.9738 0.7269 0.8014 Filament 3 0.7311 0.9076 0.9410 0.8374 K Filament 1 6177.7537 886.2242 518.6348 556.9971 Filament 2 1141.5702 257.8248 1250.9768 529.5619 Filament 3 2032.3946 394.0824 219.7433 348.3055 Eη/(kJ·mol−1) Filament 1 69458.0590 Filament 2 73876.8404 Filament 3 68175.0905  下载: 导出CSV
下载: 导出CSV
表 2 喷嘴出口速度影响因素的正交参数方案
Table 2. Orthogonal parameter scheme for influencing factors of nozzle outlet velocity
Test number Nozzle
diameter/mmFilament feding
speed/(mm·s−1)Micron chopped CF
content/wt%1 0.4 2 5 2 0.4 8 6 3 0.4 14 7 4 0.5 2 6 5 0.5 8 7 6 0.5 14 5 7 0.6 2 7 8 0.6 8 5 9 0.6 14 6
下载: 导出CSV
表 3 计算模型各部分材料的主要物理属性
Table 3. Calculate the main physical properties of the materials in each part of the model
Materials Thermal conductivity/
(W·m−1·℃−1)Thermal expansivity/
(10−5 K−1)Density/
(kg·m−3)Specific heat capacity/
(kJ·kg−1·℃−1)Size PLA 0.23 0.20 1250 2.040 60 nm n-HA 1.20 0.80 3160 0.840 60 nm Micron chopped CF 500.00 0.00 1750 7.120 100 μm Brass 387.60 2.00 8978 0.381 — Aluminum alloy 202.40 2.32 2719 0.871 —
下载: 导出CSV
表 4 190℃下的喷嘴出口流体速度均值、速度方差、Delta值汇总表
Table 4. Summary of the mean value, velocity variance, and Delta value of the nozzle outlet fluid velocity at 190℃
Test number Factors Mean value of fluid
velocity at nozzle outlet/
(10−2 m·s−1)Variance of fluid velocity at nozzle outlet/(10−3 m·s−1) Nozzle diameter/mm Filament feeding
speed/(mm·s−1)Micron chopped
CF content/wt%1 0.4 2 5 5.89 0.413 2 0.4 8 6 23.81 6.139 3 0.4 14 7 41.11 16.565 4 0.5 2 6 5.81 0.479 5 0.5 8 7 22.83 6.616 6 0.5 14 5 38.82 15.979 7 0.6 2 7 2.84 0.086 8 0.6 8 5 10.82 1.041 9 0.6 14 6 19.23 3.554 Delta 4.33 7.70 0.49 — — Rank 2 1 3 — —
下载: 导出CSV
表 5 喷嘴出口流体速度信噪比数据均值优化结果表
Table 5. Optimization results of the mean value of the signal-to-noise ratio data of the fluid velocity at the nozzle outlet
Test number Tempera-
ture/℃Factors Nozzle diameter/
mmFilament feeding
speed/
(mm·s−1)Micron chopped
CF content/wt%O1 190 0.5 14 6 O2 200 0.5 14 7 O3 210 0.5 14 7 O4 220 0.5 14 7
下载: 导出CSV
表 6 O1~O4号试样喷嘴出口流体速度均值和方差表
Table 6. Mean value and variance of the fluid velocity at the nozzle exit of the O1-O4 samples
Velocity Test number O1 O2 O3 O4 Mean value of fluid
velocity at nozzle outlet/
(10−2 m·s−1)41.63 42.57 42.82 41.81 Variance of fluid
velocity at nozzle
outlet/(10−3 m·s−1)22.086 24.836 25.222 23.171
下载: 导出CSV
-
[1] 薛成龙, 王守仁, 王高琦, 等. 碳纤维增强聚醚醚酮复合材料骨诱导修复植入体制备及微动摩擦学性能[J]. 复合材料学报, 2022, 39(7):3212-3223. doi: 10.13801/j.cnki.fhclxb.20210911.001XUE Chenglong, WANG Shouren, WANG Gaoqi, et al. Preparation and fretting tribological properties of carbon fiber reinforced polyetheretherketone composite osteoinductive repair implants[J]. Acta Materiae Compositae Sinica,2022,39(7):3212-3223(in Chinese). doi: 10.13801/j.cnki.fhclxb.20210911.001 [2] LIANG C, LIU G, LIANG G, et al. Healing pattern classification for thoracolumbar burst fractures after posterior short-segment fixation[J]. BMC Musculoskeletal Disorders,2020,21(1):1-10. doi: 10.1186/s12891-020-03386-z [3] WEI X, LIU P D, MA S J, et al. Improvement on corrosion resistance and biocompability of ZK60 magnesium alloy by carboxyl ion implantation[J]. Corrosion Science,2020,173:108729. doi: 10.1016/j.corsci.2020.108729 [4] MANSOUR A, NADA L A, EI-HADAD A A, et al. Biomimetic trace metals improve bone regenerative properties of calcium phosphate bioceramics[J]. Journal of Biomedical Materials Research Part A,2021,109(5):666-681. doi: 10.1002/jbm.a.37051 [5] 禹宝庆, 施继飞, 敖荣广, 等. 生物降解高分子材料在骨科的应用研究和展望[J]. 生物骨科材料与临床研究, 2018, 15(5):69-72, 75. doi: 10.3969/j.issn.1672-5972.2018.05.018YU Baoqing, SHI Jifei, AO Rongguang, et al. The application and development of biodegradable high polymer materials in orthopedics[J]. Orthopaedic Biomechanics Materials and Clinical Study,2018,15(5):69-72, 75(in Chinese). doi: 10.3969/j.issn.1672-5972.2018.05.018 [6] ALI W, MEHBOOB A, HAN M G, et al. Effect of fluoride coating on degradation behaviour of unidirectional Mg/PLA biodegradable composite for load-bearing bone implant application[J]. Composites Part A: Applied Science and Manufacturing,2019,124:105464. doi: 10.1016/j.compositesa.2019.05.032 [7] 王宪朋, 刘阳, 王传栋, 等. 静电纺丝法制备小口径胶原-聚乳酸人工血管[J]. 复合材料学报, 2017, 34(11):2550-2555. doi: 10.13801/j.cnki.fhclxb.20170220.005WANG Xianpeng, LIU Yang, WANG Chuandong, et al. Preparation of small-diameter collagen-polylactic acid artificial blood vessel by electrospinning[J]. Acta Materiae Compositae Sinica,2017,34(11):2550-2555(in Chinese). doi: 10.13801/j.cnki.fhclxb.20170220.005 [8] 王震, 李敬洋, 张建超, 等. 熔融沉积制造材料的空间应用实验[J]. 宇航材料工艺, 2020, 50(2):90-93. doi: 10.12044/j.issn.1007-2330.2020.02.017WANG Zhen, LI Jingyang, ZHANG Jianchao, et al. Research on the space application of fused deposition modeling[J]. Aerospace Materials & Technology,2020,50(2):90-93(in Chinese). doi: 10.12044/j.issn.1007-2330.2020.02.017 [9] AFROSE M F, MASOOD S H, IOVENITTI P, et al. Effects of part build orientations on fatigue behaviour of FDM-processed PLA material[J]. Progress in Additive Manufacturing,2016,1(1):21-28. doi: 10.1007/s40964-015-0002-3 [10] WANG L, GRAMLICH W M, GARDNER D J. Improving the impact strength of poly(lactic acid) (PLA) in fused layer modeling (FLM)[J]. Polymer,2017,114:242-248. doi: 10.1016/j.polymer.2017.03.011 [11] CARLIER E, MARQUETTE S, PEERBOOM C, et al. Investigation of the parameters used in fused deposition modeling of poly(lactic acid) to optimize 3D printing sessions[J]. International Journal of Pharmaceutics,2019,565:367-377. doi: 10.1016/j.ijpharm.2019.05.008 [12] LEVENHAGEN N P, DADMUN M D. Bimodal molecular weight samples improve the isotropy of 3D printed polymeric samples[J]. Polymer,2017,122:232-241. doi: 10.1016/j.polymer.2017.06.057 [13] AMBONE T, TORRIS A, SHANMUGANATHAN K. Enhancing the mechanical properties of 3D printed polylactic acid using nanocellulose[J]. Polymer Engineering and Science,2020,60(8):1842-1855. doi: 10.1002/pen.25421 [14] YU W W, ZHANG J, WU J R, et al. Incorporation of graphitic nano-filler and poly(lactic acid) in fused deposition modeling[J]. Journal of Applied Polymer Science,2017,134(15):1-11. doi: 10.1002/app.44703 [15] SANIEI H, MOUSAVI S. Surface modification of PLA 3D-printed implants by electrospinning with enhanced bioactivity and cell affinity[J]. Polymer,2020,196:122467. doi: 10.1016/j.polymer.2020.122467 [16] LEE J, LEE H, CHEON K H, et al. Fabrication of poly(lactic acid)/Ti composite scaffolds with enhanced mechanical properties and biocompatibility via fused filament fabrication (FFF)-based 3D printing[J]. Additive Manufacturing,2019,30:100883. doi: 10.1016/j.addma.2019.100883 [17] SANTOS C, TURIEL S, GOMES P S, et al. Vascular biosafety of commercial hydroxyapatite particles: Discrepancy between blood compatibility assays and endothelial cell behavior[J]. Journal of Nanobiotechnology,2018,16:27. doi: 10.1186/s12951-018-0357-y [18] PERA F, PESCE P, SOLIMANO F, et al. Carbon fibre versus metal framework in full-arch immediate loading rehabilitations of the maxilla—A cohort clinical study[J]. Journal of Oral Rehabilitation,2017,44(5):392-397. doi: 10.1111/joor.12493 [19] 佘亚楠, 付烨, 朱钦睿, 等. 纸浆纤维/聚乳酸复合材料的力学和热学性能[J]. 复合材料学报, 2022, 39(10):4856-4867. doi: 10.13801/j.cnki.fhclxb.20211115.005SHE Yanan, FU Ye, ZHU Qinrui, et al. Mechanical and thermal properties of pulp fiber/polylactic acid composite[J]. Acta Materiae Compositae Sinica,2022,39(10):4856-4867(in Chinese). doi: 10.13801/j.cnki.fhclxb.20211115.005 [20] BERTEVAS E, FEREC J, KHOO B C, et al. Smoothed particle hydrodynamics (SPH) modeling of fiber orientation in a 3D printing process[J]. Physics of Fluids,2018,30(10):103103. doi: 10.1063/1.5047088 [21] WANG Y, FAN Z W, ZHANG H, et al. 3D-printing of segregated carbon nanotube/polylactic acid composite with enhanced electromagnetic interference shielding and mechanical performance[J]. Materials & Design,2021,197:109222. doi: 10.1016/j.matdes.2020.109222 [22] WICKRAMASINGHE S, DO T, TRAN P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments[J]. Polymers,2020,12(7):1529. doi: 10.3390/polym12071529 [23] KASEEM M, HAMAD K, YANG H W, et al. Melt rheology of poly(vinylidene fluoride) (PVDF)/low density polyethylene (LDPE) blends[J]. Polymer Science Series A,2015,57(2):233-238. doi: 10.1134/S0965545X15020054 [24] ZDANSKI P S B, VAZ M, INACIO G R. A finite volume approach to simulation of polymer melt flow in channels[J]. Engineering Computation,2008,25(3-4):233-250. [25] TOH K C, CHEN X Y, CHAI J C. Numerical computation of fluid flow and heat transfer in microchannels[J]. International Journal of Heat and Mass Transfer,2002,45(26):5133-5141. doi: 10.1016/S0017-9310(02)00223-5 [26] SERDECZNY M P, COMMINAL R, MOLLAH M T, et al. Numerical modeling of the polymer flow through the hot-end in filament-based material extrusion additive manufacturing[J]. Additive Manufacturing,2020,36:101454. doi: 10.1016/j.addma.2020.101454 [27] XIONG Q, YANG Y, XU F, et al. Overview of computational fluid dynamics simulation of reactor-scale biomass pyrolysis[J]. ACS Sustainable Chemistry & Engineering,2017,5(4):2783-2798. doi: 10.1021/acssuschemeng.6b02634 [28] ERSHADNIA R, AMOOIE M A, SHAMS R, et al. Non-Newtonian fluid flow dynamics in rotating annular media: Physics-based and data-driven modeling[J]. Journal of Petroleum Science and Engineering,2020,185:106641. doi: 10.1016/j.petrol.2019.106641 -

 下载:
下载:












 点击查看大图
点击查看大图

计量
- 文章访问数: 407
- HTML全文浏览量: 162
- PDF下载量: 36
- 被引次数: 0
