


Formation mechanism of drilling defects on CFRP pipe surface
-
摘要: 碳纤维增强复合材料 (CFRP)传动轴因性能优越广泛应用于汽车、航空航天、船舶、冷却塔风机等轻量化领域,但其钻削过程中容易出现毛刺、分层等缺陷。为了揭示CFRP管面钻削缺陷形成机制,选择双锋角钻头和三尖二刃钻对CFRP管面钻孔,利用分步钻削盲孔和通孔的方法,分析了损伤部位的受力情况,揭示了入口撕裂、出口毛刺和分层产生原因。根据实验结果,发现双锋角钻头钻孔时入口撕裂损伤较大,损伤位置在钻头与管面接触最低点,且主要是那部分水平缠绕CFRP管的纤维,原因是水平缠绕的纤维屈曲变形最大,对切削力更加敏感。双锋角钻头和三尖二刃钻的横刃对孔最终出口分层没有影响,主切削刃的切削行为决定孔最终出口分层。相同钻头钻孔时,轴向力不是唯一影响分层因子的因素,还需考虑切削热。相比双锋角钻头,三尖二刃钻因锋利的外缘尖角能有效划断纤维,使出口分层较小。Abstract: Carbon fiber reinforced polymer (CFRP) drive shaft is widely used in lightweight fields such as automobile, aerospace, ship and cooling tower fan because of its excellent performance, but it is prone to burr, delamination and other defects in the drilling process. In order to reveal the formation mechanism of defects in CFRP pipe surface drilling, double point angle drills and candle stick drills were selected to drill CFRP pipe surface. Using the method of drilling blind holes and through holes by some steps, the force of the damaged part was analyzed to study the causes of hole entry tear, hole exit burr and delamination. According to the experimental results, it is found that the hole entry tear of the double point angle drill is large. The tear damage is located at the lowest point of the contact between the drill bit and the pipe surface, and it is mainly the fibers that are horizontally wound around the CFRP pipe. The reason is that the horizontally wound fibers have the largest buckling deformation and are more sensitive to the cutting force. The chisel edge of double point angle drill and candle stick drill had no effect on the final delamination of the hole, and the cutting action of the main cutting edge determined the hole final exit delamination. For using the same drill, the axial force is not the only factor affecting the delamination factor, and the cutting heat should also be considered. Compared with the double point angle drill, the candle stick drill can effectively cut the fiber due to the sharp outer corner edge, making smaller hole exit delamination.
-
Key words:
- CFRP pipe /
- drilling /
- surface damage /
- thrust force /
- exit delamination /
- double point angle drills /
- candle stick drills
-

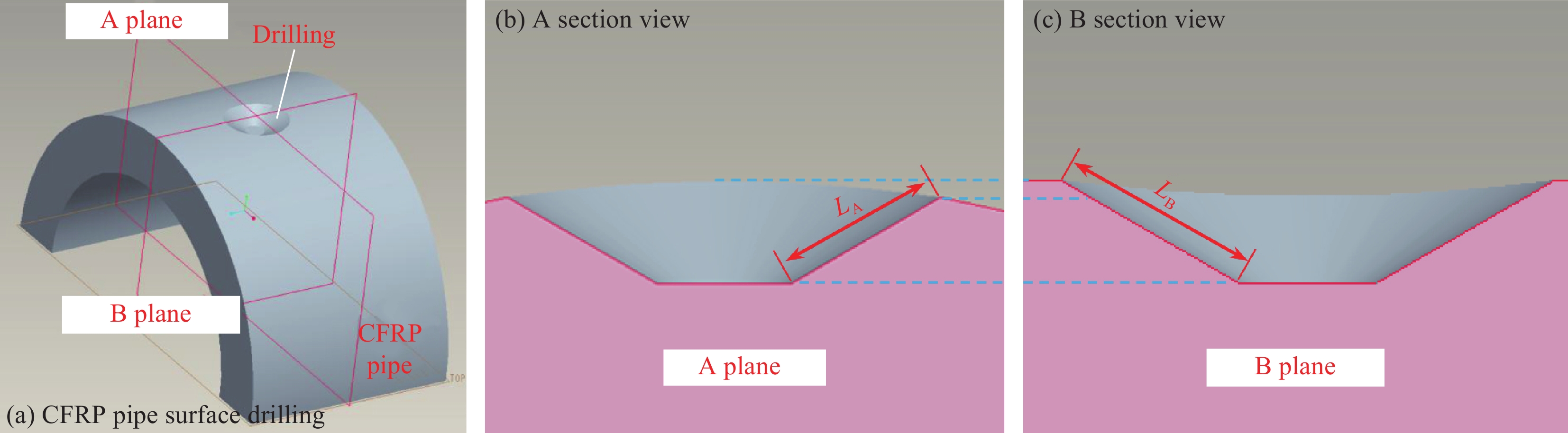
图 2 碳纤维增强复合材料(CFRP)管面钻削入口示意图
Figure 2. Schematic diagram of carbon fiber reinforced polymer (CFRP) tube surface drilling entry
LA—Cutting length at section A; LB—Cutting length at section B

图 3 双锋角钻头和三尖二刃钻头的轴向力时变曲线对比(主轴转速n=3500 r/min,进给量f=0.02 mm/r)
Figure 3. Comparison of thrust force time-varying curves of double point angle drill and candle stick drill (Spindle speed n=3500 r/min, feed rate f=0.02 mm/r)

图 4 双锋角钻头钻削阶段示意图
Figure 4. Schematic diagram of drilling stages of double point angle drill

图 5 三尖二刃钻头钻削阶段示意图
Figure 5. Schematic diagram of drilling stages of candle stick drill

图 6 双锋角钻头和三尖二刃钻头的轴向力对比
Figure 6. Comparison of thrust force between double point angle drill and candle stick drill

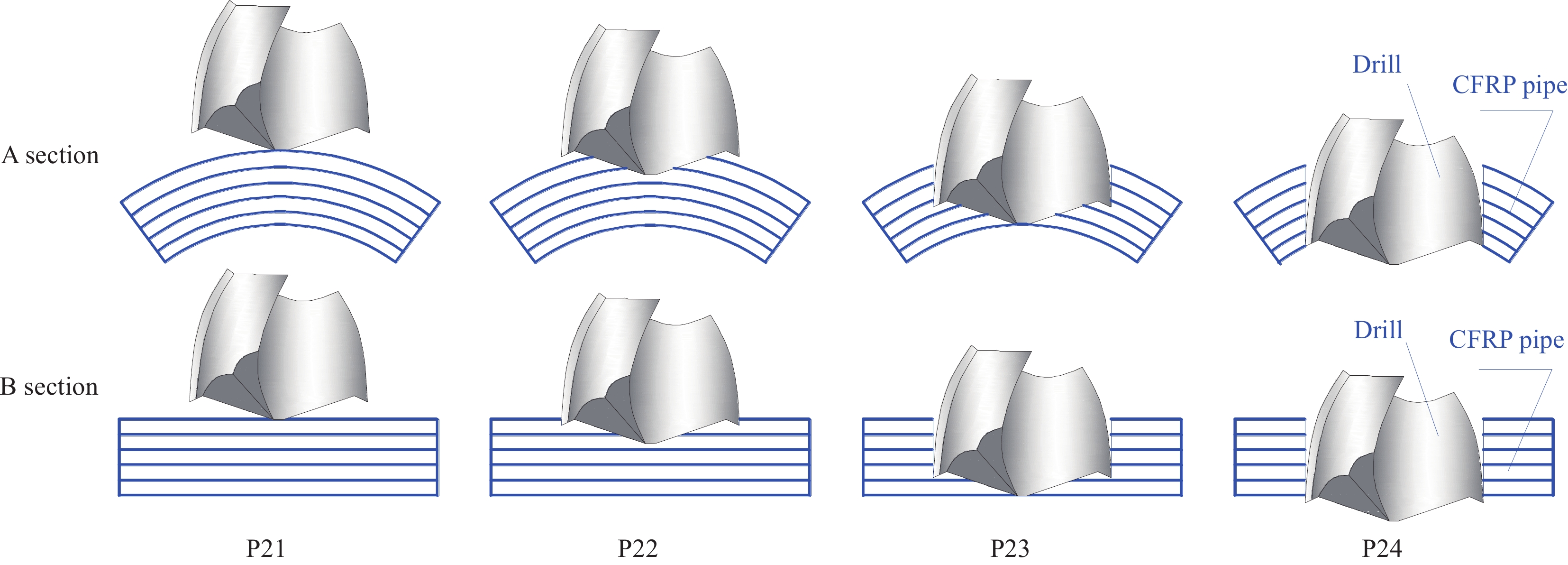
图 7 两种钻头钻削CFRP管面入口损伤形成过程(n=3500 r/min、f=0.02 mm/r)
Figure 7. CFRP tube surface entry damage formation process of two kinds of drills (n=3500 r/min, f=0.02 mm/r)
d—Drilling depth

图 8 双锋角钻头切入CFRP管面受力示意图
Figure 8. Stress diagram of double point angle drill cutting into CFRP pipe surface
Fx, Fy, Fz, Fc—Component force; Fn, Fs—Resultant force

图 9 三尖二刃钻切入CFRP管面示意图
Figure 9. Diagram of candle stick drill cutting into CFRP pipe surface
v—Cutting speed; θ—Fiber cutting angle

图 10 双锋角钻头钻削CFRP管面出口损伤形成过程 (n=3500 r/min、f=0.02 mm/r)
Figure 10. Formation process of CFRP tube surface damage at drilling exit of double point angle drill (n=3500 r/min, f=0.02 mm/r)
Dnorm—Nominal diameter of the hole; Dmax—Maximum damage diameter; w—Direction of rotation; L1—Line

图 11 不同θ时刀具与纤维的接触状态
Figure 11. Contact state between cutting edge and fiber during at different θ

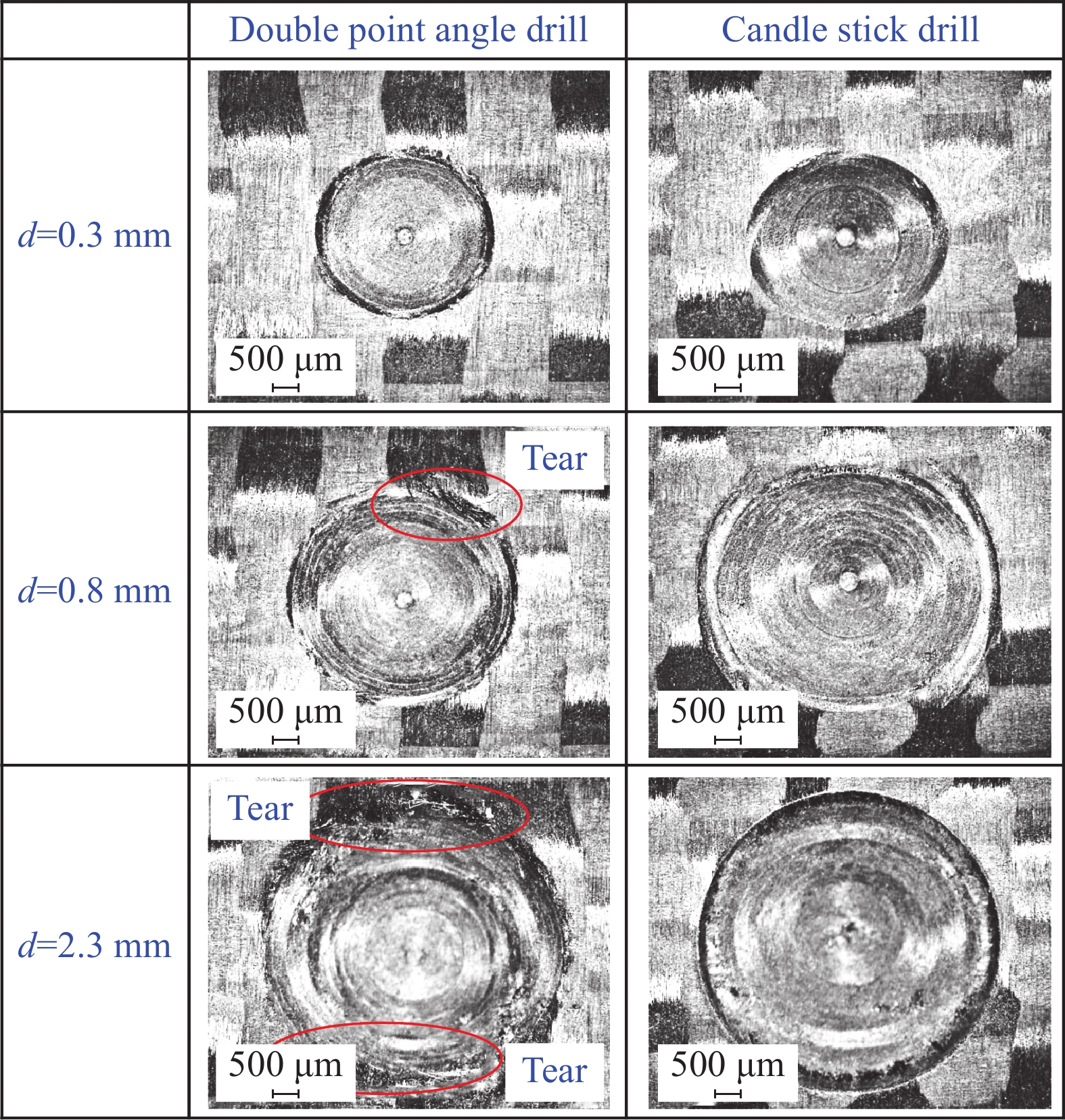
图 12 CFRP管面B截面形貌 (n=3500 r/min、f=0.02 mm/r)
Figure 12. B section morphologies of CFRP tube surface (n=3500 r/min, f=0.02 mm/r)

图 13 三尖二刃钻钻削CFRP管面出口损伤形成过程 (n=3500 r/min、f=0.02 mm/r)
Figure 13. Formation process of CFRP tube surface damage at drilling exit of candle stick drill (n=3500 r/min, f=0.02 mm/r)

图 14 两种钻头在不同切削参数下的分层因子Fd对比
Figure 14. Comparisons of delamination factor Fd between two kinds of drill bits under different cutting parameters

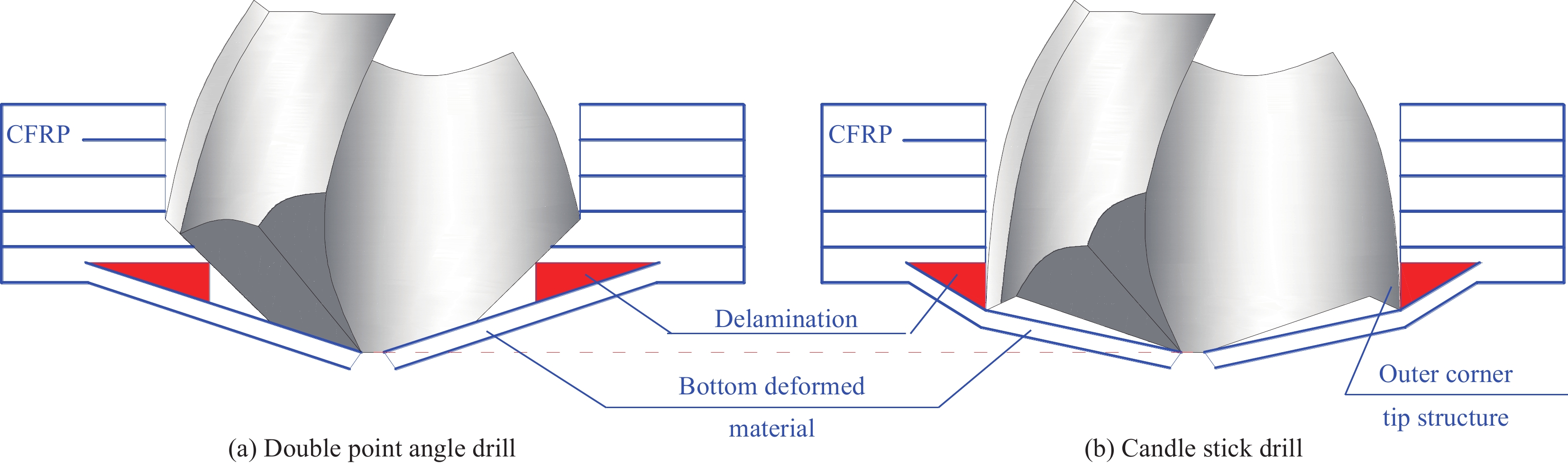
图 15 CFRP管面底层材料变形示意图
Figure 15. Deformation diagram of CFRP tube surface bottom material
表 1 T700 性能参数
Table 1. T700 performance parameters
Properties Parameters Coefficient of thermal expansion/°C−1 −0.38×10−6 Thermal conductivity/(W·(m·K)−1) 9.35 Density/(g·cm−3) 1.80 Elongation/% 2.1 Tensile strength/MPa 4900 Tensile modulus/GPa 230 Single beam intensity/(g·1000 m−1) 800  下载: 导出CSV
下载: 导出CSV
-
[1] YAZMAN S. The effects of back-up on drilling machinability of filament wound GFRP composite pipes: Mechanical characterization and drilling tests[J]. Journal of Manufacturing Processes,2021,68:1535-1552. doi: 10.1016/j.jmapro.2021.06.054 [2] 常燕, 朱涛, 孙士祥, 等. 复合材料传动轴的应用及技术研究进展[J]. 工程塑料应用, 2020, 48(7):154-157. doi: 10.3969/j.issn.1001-3539.2020.07.029CHANG Yan, ZHU Tao, SUN Shixiang, et al. Application and advance in technology research of composite drive shaft[J]. Engineering Plastics Application,2020,48(7):154-157(in Chinese). doi: 10.3969/j.issn.1001-3539.2020.07.029 [3] 孙泽玉, 高洪平, 余许多, 等. 连接件对碳纤维复合材料汽车传动轴振动性能的影响[J]. 复合材料科学与工程, 2020(3):80-83. doi: 10.3969/j.issn.1003-0999.2020.03.013SUN Zeyu, GAO Hongping, YU Xuduo, et al. Effect of connectors on natural frequency in carbon fiber composite drive shaft of automobile[J]. Composites Science and Engineering,2020(3):80-83(in Chinese). doi: 10.3969/j.issn.1003-0999.2020.03.013 [4] 郭东明. 高性能精密制造[J]. 中国机械工程, 2018, 29(7):757-765. doi: 10.3969/j.issn.1004-132X.2018.07.001GUO Dongming. High-performance precision manufacturing[J]. China Mechanical Engineering,2018,29(7):757-765(in Chinese). doi: 10.3969/j.issn.1004-132X.2018.07.001 [5] 赵文辉, 张伟东, 段振云, 等. 基于分层损伤分析的碳纤维增强树脂复合材料-金属传动轴扭转性能[J]. 复合材料学报, 2021, 38(5):1476-1486.ZHAO Wenhui, ZHANG Weidong, DUAN Zhenyun, et al. Torsion properties of carbon fiber reinforced polymer composite-metal transmission shaft based on delamination damage analysis[J]. Acta Materiae Compositae Sinica,2021,38(5):1476-1486(in Chinese). [6] 张厚江. 碳纤维复合材料(CFRP)钻削加工技术的研究[D]. 北京: 北京航空航天大学, 1998.ZHANG Houjiang. Study on the drilling technology of CFRP[D]. Beijing: Beijing University of Aeronautics and Astronautics, 1998(in Chinese). [7] 鲍永杰. C/E复合材料制孔缺陷成因与高效制孔技术[D]. 大连: 大连理工大学, 2010.BAO Yongjie. Researches on the formation mechanism of disfigurements and the high-efficiency techniques of drilling C/E composite[D]. Dalian: Dalian University of Technology, 2010(in Chinese). [8] DAVIM J P, REIS P. Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments[J]. Composite Structures,2003,59(4):481-487. doi: 10.1016/S0263-8223(02)00257-X [9] SU F, DENG Z, SUN F, et al. Comparative analyses of damages formation mechanisme for novel drills based on a new drill-induced damages analytical model[J]. Journal of Materials Processing Technology,2019,271:111-125. [10] TSAO C C, HOCHENG H. Computerized tomography and C-Scan for measuring delamination in the drilling of composite materials using various drills[J]. International Journal of Machine Tools and Manufacture,2005,45(11):1282-1287. doi: 10.1016/j.ijmachtools.2005.01.009 [11] 章伟, 黄威武, 罗胜, 等. 钻削参数对碳纤维复合材料孔加工质量的影响[J]. 硬质合金, 2016, 33(4):255-262.ZHANG Wei, HUANG Weiwu, LUO Sheng, et al. Effects of drilling parameters on hole quality of carbon fiber composite[J]. Cemented Carbide,2016,33(4):255-262(in Chinese). [12] ZADAFIYA K, BANDHU D, KUMARI S, et al. Recent trends in drilling of carbon fiber reinforced polymers (CFRPs): A state-of-the-art review[J]. Journal of Manufacturing Processes,2021,69:47-68. doi: 10.1016/j.jmapro.2021.07.029 [13] ÇELIK A, LAZOGLU I, KARA A, et al. Investigation on the performance of SiAION ceramic drills on aerospace grade CFRP composites[J]. Journal of Materials Processing Technology,2015,223:39-47. doi: 10.1016/j.jmatprotec.2015.03.040 [14] KARPAT Y, BAHTIYAR O. Tool geometry based prediction of critical thrust force while drilling carbon fiber reinforced polymers[J]. Advances in Manufacturing,2015,3(4):300-308. doi: 10.1007/s40436-015-0129-y [15] KARPAT Y, DEGER B, BAHTIYAR O. Drilling thick fabric woven CFRP laminates with double point angle drills[J]. Journal of Materials Processing Technology,2012,212(10):2117-2127. doi: 10.1016/j.jmatprotec.2012.05.017 [16] GRILO T J, PAULO R M F, SILVA C R M, et al. Experimental delamination analyses of CFRPs using different drill geometries[J]. Composites Part B: Engineering,2013,45(1):1344-1350. doi: 10.1016/j.compositesb.2012.07.057 [17] FEITO N, DÍAZ-ÁLVAREZ J, LOPEZ-PUENTE J, et al. Experimental and numerical analysis of step drill bit performance when drilling woven CFRPs[J]. Composite Structures,2018,184:1147-1155. doi: 10.1016/j.compstruct.2017.10.061 [18] QIU X, LI P, LI C, et al. Study on chisel edge drilling behavior and step drill structure on delamination in drilling CFRP[J]. Composite Structures,2018,203:404-413. doi: 10.1016/j.compstruct.2018.07.007 [19] QIU X, LI P, LI C, et al. New compound drill bit for damage reduction in drilling CFRP[J]. International Journal of Precision Engineering and Manufacturing-Green Technology,2019,6:75-87. doi: 10.1007/s40684-019-00026-3 [20] SU F, ZHENG L, SUN F, et al. Novel drill bit based on the step-control scheme for reducing the CFRP delamination[J]. Journal of Materials Processing Technology,2018,262:157-167. doi: 10.1016/j.jmatprotec.2018.06.037 [21] GEMI L, MORKAVUK S, KOKLU U, et al. An experimental study on the effects of various drill types on drilling performance of GFRP composite pipes and damage formation[J]. Composites Part B: Engineering,2019,172:186-194. doi: 10.1016/j.compositesb.2019.05.023 [22] GEMI L, KOKLU U, YAZMAN S, et al. The effects of stacking sequence on drilling machinability of filament wound hybrid composite pipes: Part-1 — Mechanical characterization and drilling tests[J]. Composites Part B: Engineering,2020,186:107787. doi: 10.1016/j.compositesb.2020.107787 [23] GEMI L, MORKAVUK S, KOKLU U, et al. The effects of stacking sequence on drilling machinability of filament woundhybrid composite pipes: Part-2 Damage analysis and surface quality[J]. Composite Structures,2020,235:111737. doi: 10.1016/j.compstruct.2019.111737 [24] DEHGHAN M S P, HEIDARY H. Parametric study on drilling of GFRP composite pipe produced by filament winding process in different backup condition[J]. Composite Structures,2020,234:111661. doi: 10.1016/j.compstruct.2019.111661 [25] 邱新义. 碳纤维增强复合材料钻削的切削刃作用机制及低缺陷制孔钻头研究[D]. 湘潭: 湖南科技大学, 2019.QIU Xinyi. Study on mechanism of cutting edge and low defect hole making drill for drilling carbon fiber reinforecd plastics[D]. Xiangtan: Hunan University of Science and Technology, 2019(in Chinese). [26] KRISHNARAJ V, PRABUKARTHI A, RAMANATHAN A, et al. Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates[J]. Composites Part B: Engineering, 2012, 43(4): 1791-1799. [27] KHASHABA U A, ABD-ELWAHED M S, NAJJAR I, et al. Heat affected zone and mechanical analysis of GFRP composites with different thickness in drilling processes[J]. Polymers, 2021, 13(14): 2246. -

 下载:
下载:











 点击查看大图
点击查看大图

计量
- 文章访问数: 452
- HTML全文浏览量: 179
- PDF下载量: 48
- 被引次数: 0
