


Simulation and experimental study of CFRP micro cutting considering voids defects
-
摘要: 碳纤维增强树脂基复合材料(CFRP)在航空航天等领域应用广泛。在CFRP制造过程中难以避免会产生孔隙等缺陷,对后续的切削加工造成一定影响。在考虑了CFRP成型过程形成的孔隙缺陷基础上,运用有限元仿真模拟方法,从纤维-树脂-界面尺度建立了含孔隙缺陷的CFRP微观切削仿真模型,研究了不同孔隙率条件下不同纤维排布方向的CFRP微观切削行为,并通过实验验证了仿真模型的正确性。研究结果表明:孔隙的存在会增加刀具的“空切”现象,从而对CFRP切削过程的切削力、材料破坏及亚表面损伤、材料能量等产生影响。随孔隙率的增加,切削力呈下降趋势,孔隙边缘的纤维产生整体断裂的倾向增加;孔隙对0°、45°和135°纤维排布方向的CFRP切削加工的面下损伤影响不大,在纤维排布方向为90°条件下,孔隙率高于3vol%时对加工表面的面下损伤具有较大影响;在材料内部能量耗散方面,“顺切”(纤维方向角小于90°)时的总耗散能低于“逆切”,随孔隙率增加,总耗散能降低。Abstract: Carbon fiber-reinforced plastic (CFRP) composites have been widely used in aerospace and other most advanced fields. It is difficult to avoid voids and other defects in the manufacturing process of CFRP, which will have a certain impact on the subsequent machining. Based on the consideration of the voids defects in the process of CFRP forming, a CFRP micro cutting simulation model with void defects was established from the fiber-resin-interface scale by using the finite element simulation method. The micro cutting behavior of CFRP with different fiber orientations under different void content conditions was studied, and the correctness of the simulation model was verified by experiments. The results show that the existence of voids will increase the ‘virtual cutting’ phenomenon of the tool, which will have an impact on the cutting force, material damage, sub-surface damage and material energy in the cutting process of CFRP. The cutting force decreases with the increase of void content, and the tendency of fibers at the edge of voids to produce overall fracture will increase. The voids have little effect on the damage under the machined surface of CFRP with 0°, 45° and 135° fiber orientations. The void content higher than 3vol% has a great effect on the damage under the machined surface when the fiber orientation is 90°. In terms of energy dissipation inside the material, the total dissipated energy in ‘forward cut’ (fiber orientation angle less than 90°) is lower than ‘reverse cut’, furthermore, the total dissipated energy decreases with the increase of void content.
-
Key words:
- CFRP /
- void /
- cutting /
- material damage /
- finite element simulation
-

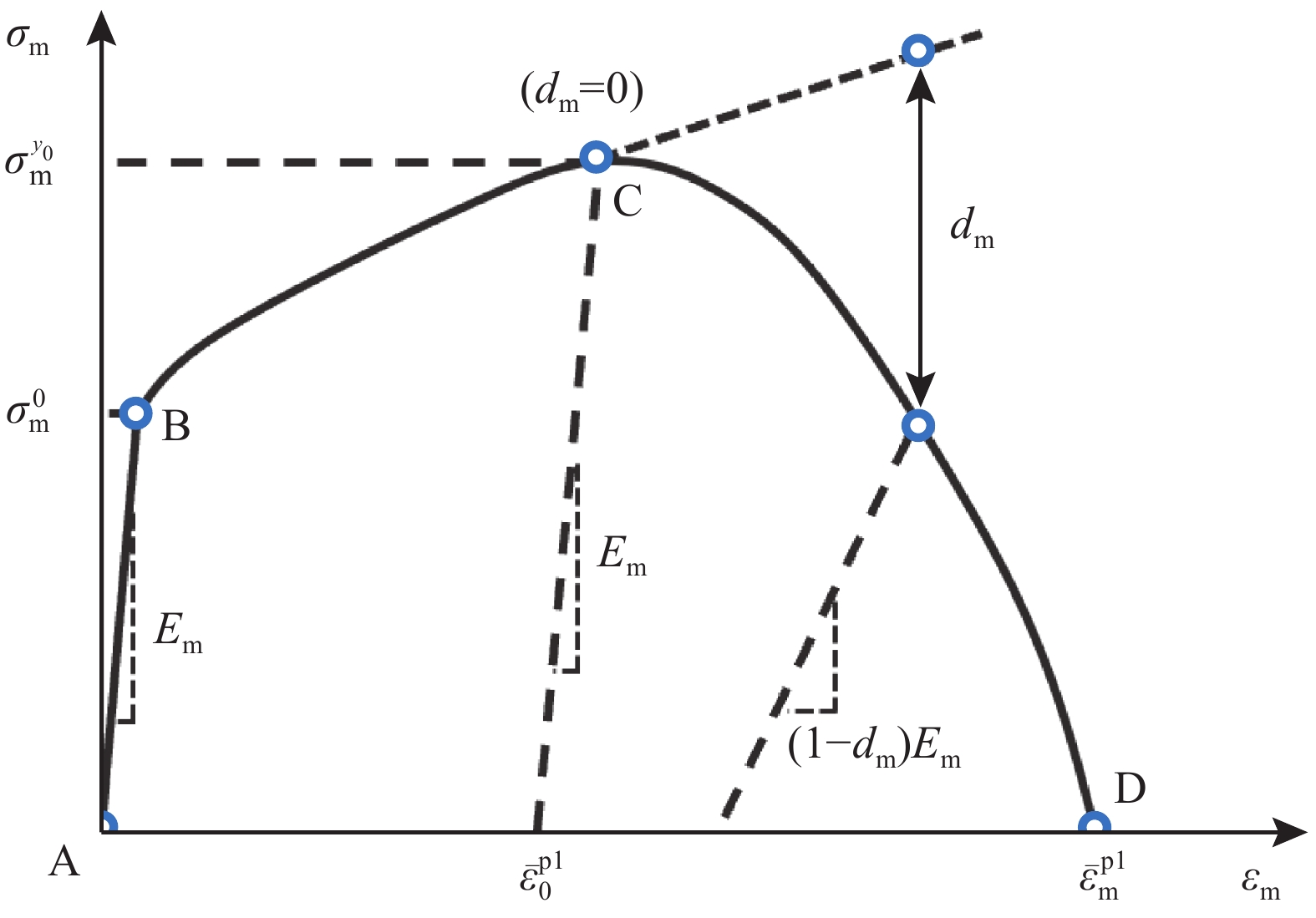
图 1 树脂本构模型[16]
Figure 1. Constitutive model of resin[16]
Em—Elastic modulus; dm—Stiffness degradation factor; σm—Stress of matrix; εm—Strain of matrix; $ {\sigma }_{\mathrm{m}}^{0} $—Starting point of plastic stage; $\sigma _{\rm{m}}^{{{{y}}_{\rm{0}}}} $—Yield stress at damage initiation point; $ {{\bar\varepsilon }}_{0}^{\mathrm{p}\mathrm{l}} $—Failure initiation strain; $ {{\bar\varepsilon }}_{\mathrm{m}}^{\mathrm{p}\mathrm{l}} $—Complete failure strain

图 2 含孔隙碳纤维增强树脂基复合材料 (CFRP)的微观切削建模
Figure 2. Micro cutting modeling of carbon fiber-reinforced plastic (CFRP) with voids
θ—Fiber orientation angle; α—Rake angle; γ—Clearance angle; Vp—Volumetric voids; U—Translational degrees of freedom; UR—Rotational degrees of freedom; RVE—Representative volume element; ap—Depth of cut

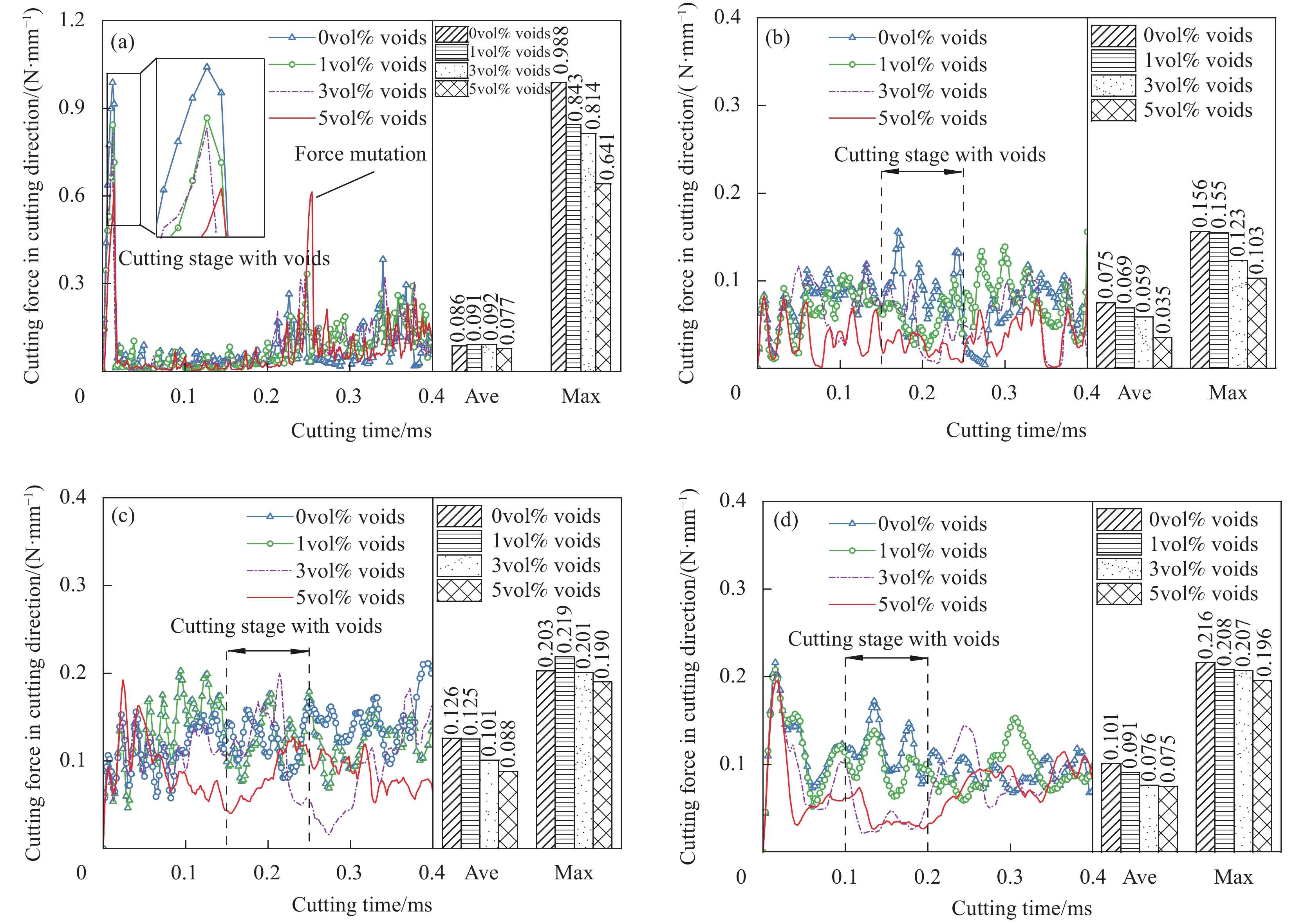
图 3 不同纤维角度θ和孔隙率下CFRP的切削力:(a) θ=0°;(b) θ=45°;(c) θ=90°;(d) θ=135°
Figure 3. Cutting force of CFRP under different fiber angles θ and void contents: (a) θ=0°; (b) θ=45°; (c) θ=90°; (d) θ=135°
Ave—Average cutting force; Max—Maximum cutting force

图 5 含不同孔隙率CFRP切削的材料断裂与损伤:(a) θ=0°;(b) θ=45°;(c) θ=90°;(d) θ=135°
Figure 5. Materials fracture and damage of CFRP cutting with different void contents: (a) θ=0°; (b) θ=45°; (c) θ=90°; (d) θ=135°
SHRCRT—Shear damage initiation criterion

图 6 不同孔隙含量的CFRP微观切削加工表面:(a) θ=0°;(b) θ=45°;(c) θ=90°;(d) θ=135°
Figure 6. Micro machined surface of CFRP with different void contents: (a) θ=0°; (b) θ=45°; (c) θ=90°; (d) θ=135°

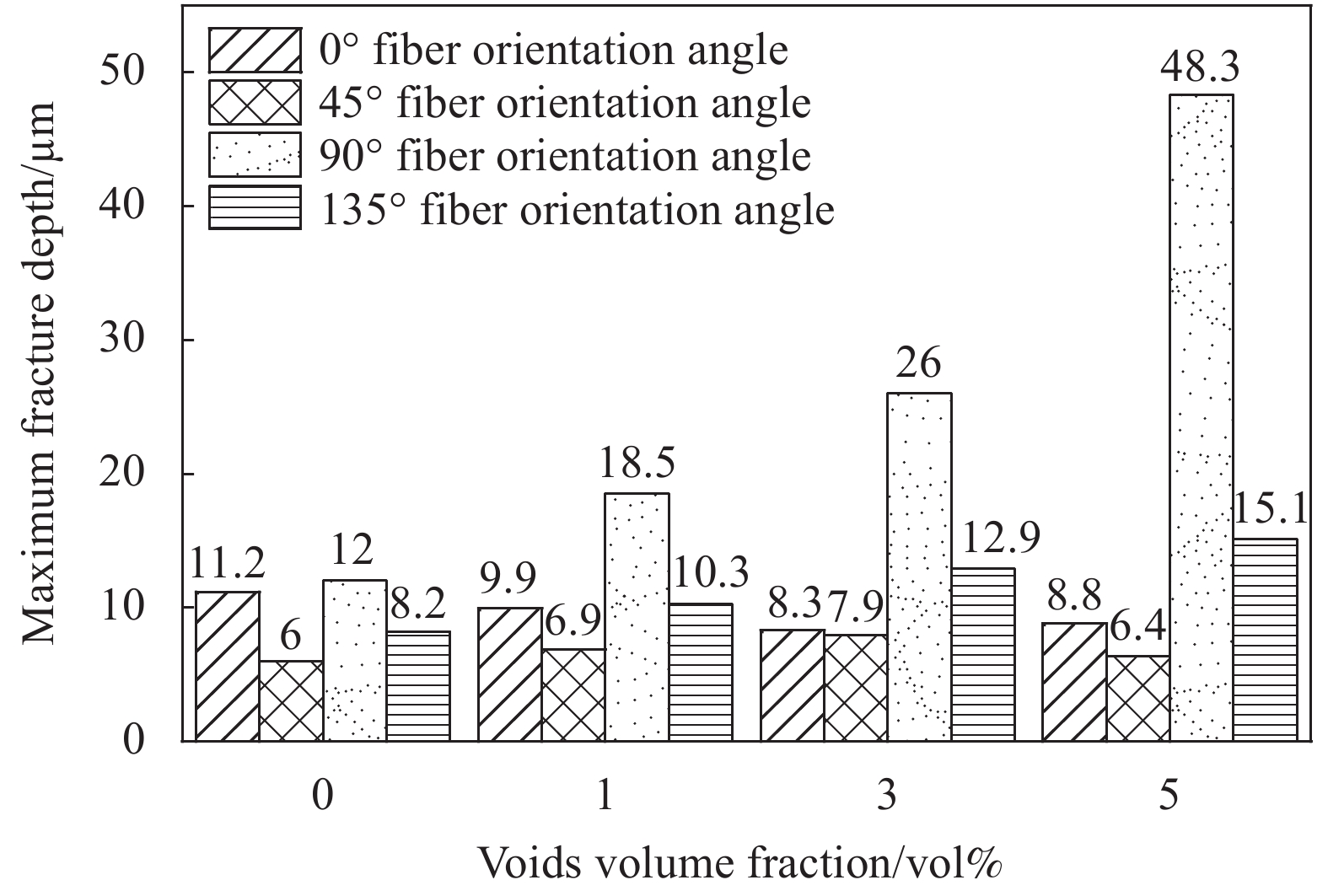
图 7 不同孔隙含量的CFRP面下最大损伤深度
Figure 7. Maximum fracture depth under the surface of CFRP with different void contents

图 10 CFRP仿真与实验的最大切削力对比 (θ=90°)
Figure 10. Comparison of maximum cutting force of CFRP between simulation and experiment (θ=90°)

图 11 仿真与实验的CFRP切削加工表面形貌对比(无孔隙)
Figure 11. Comparison of cutting surface morphology of CFRP between simulation and experiment (0vol% void content)

图 12 CFRP切削加工表面的仿真与实验结果对比(孔隙率5vol%)
Figure 12. Comparison of simulation and experimental results of cutting surface of CFRP (5vol% voids content)
Material Parameter Value Carbon fiber Elastic modulus/GPa E1=231, E2=E3=15 Poisson’s ratio ${{v}_{12}} $=${{v}_{13}} $=0.2, ${{v}_{23}} $=0.25 Shear modulus/GPa G12=G13=15, G23=7 Tensile strength/GPa Xt=4.62, Yt=1.5 Compressive strength/GPa Xc=3.96, Yc=3.34 Resin Elastic modulus/GPa E=3.35 Poisson’s ratio ${{v}} $=0.35 Yield strength/MPa σy=120 Fracture energy/(N·mm−1) Gf=0.01 Interface Normal strength/MPa σmax=50 Shear strength/MPa τmax=75 Elastic stiffness/(N·mm−3) K=100000 Fracture energy/(N·mm−1) GI=0.002  下载: 导出CSV
下载: 导出CSV
表 2 有限元模型(FEM)切削工艺参数
Table 2. Cutting process parameters used in the finite element model (FEM)
Parameter Value Rake angle of tool/(°) 15 Clearance angle of tool/(°) 10 Edge radius of tool/μm 5 Depth of cutting/μm 35 Cutting speed/(mm·s−1) 300
下载: 导出CSV
-
[1] 邢丽英, 包建文, 礼嵩明, 等. 先进树脂基复合材料发展现状和面临的挑战[J]. 复合材料学报, 2016, 33(7):1327-1338. doi: 10.13801/j.cnki.fhclxb.20160323.003XING Liying, BAO Jianwen, LI Songming, et al. Development status and facing challenge of advanced polymer matrix composites[J]. Acta Materiae Compositae Sinica,2016,33(7):1327-1338(in Chinese). doi: 10.13801/j.cnki.fhclxb.20160323.003 [2] HEGDE S, SATISH SHENOY B, CHETHAN K N. Review on carbon fiber reinforced polymer (CFRP) and their mechanical performance[J]. Materials Today: Proceedings,2019,19:658-662. doi: 10.1016/j.matpr.2019.07.749 [3] 杜善义. 先进复合材料与航空航天[J]. 复合材料学报, 2007, 24(1):12.DU Shanyi. Advanced composite materials and aerospace engineering[J]. Acta Materiae Compositae Sinica,2007,24(1):12(in Chinese). [4] GEIER N, DAVIM J P, SZALAY T. Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: A review[J]. Composites Part A: Applied Science and Manufacturing,2019,125:105552. doi: 10.1016/j.compositesa.2019.105552 [5] LI S J, ZHAN L H, CHEN R, et al. The influence of cure pressure on microstructure, temperature field and mechanical properties of advanced polymer-matrix composite laminates[J]. Fibers and Polymers,2014,15(11):2404-2409. doi: 10.1007/s12221-014-2404-0 [6] FARHANG L, FERNLUND G. Void and porosity characterization of uncured and partially cured prepregs[J]. Journal of Composite Materials,2016,50(7):937-948. doi: 10.1177/0021998315583924 [7] GU Y Z, LI M, ZHANG Z G, et al. Void formation model and measuring method of void formation condition during hot pressing process[J]. Polymer Composites,2010,31(9):1562-1571. doi: 10.1002/pc.20944 [8] CARRERA E, PETROLO M, NAGARAJ M H, et al. Evaluation of the influence of voids on 3D representative volume elements of fiber-reinforced polymer composites using CUF micromechanics[J]. Composite Structures,2020,254:112833. doi: 10.1016/j.compstruct.2020.112833 [9] 李树健, 湛利华, 周源琦, 等. 基于图像处理的碳纤维增强树脂基复合材料固化压力-缺陷-力学性能建模与评估[J]. 复合材料学报, 2018, 35(12):3368-3376. doi: 10.13801/j.cnki.fhclxb.20180317.001LI Shujian, ZHAN Lihua, ZHOU Yuanqi, et al. Modeling and evaluation of curing pressurer-defects-mechanical properties of carbon fiber composites based on image processing[J]. Acta Materiae Compositae Sinica,2018,35(12):3368-3376(in Chinese). doi: 10.13801/j.cnki.fhclxb.20180317.001 [10] ZHANG D, HEIDER D, GILLESPIE J W. Determination of void statistics and statistical representative volume elements in carbon fiber-reinforced thermoplastic prepregs[J]. Journal of Thermoplastic Composite Materials,2017,30(8):1103-1119. doi: 10.1177/0892705715618002 [11] 任明法, 常鑫. 基于两尺度代表体元的含孔隙复合材料单层板弹性常数预测[J]. 复合材料学报, 2016, 33(5):1111-1118. doi: 10.13801/j.cnki.fhclxb.20160121.004REN Mingfa, CHANG Xin. Prediction for elastic coefficients of composite single layer laminate containing voids based on two-scale representative volume elements[J]. Acta Materiae Compositae Sinica,2016,33(5):1111-1118(in Chinese). doi: 10.13801/j.cnki.fhclxb.20160121.004 [12] WANG D Y, HE X D, XU Z H, et al. Study on damage evaluation and machinability of UD-CFRP for the orthogonal cutting operation using scanning acoustic microscopy and the finite element method[J]. Materials,2017,10(2):204. doi: 10.3390/ma10020204 [13] LI H N, WANG J P, WU C Q, et al. Damage behaviors of unidirectional CFRP in orthogonal cutting: A comparison between single- and multiple-pass strategies[J]. Composites Part B: Engineering,2020,185:107774. doi: 10.1016/j.compositesb.2020.107774 [14] 高汉卿, 贾振元, 王福吉, 等. 基于细观仿真建模的CFRP细观破坏[J]. 复合材料学报, 2016, 33(4):758-767. doi: 10.13801/j.cnki.fhclxb.20150907.003GAO Hanqing, JIA Zhenyuan, WANG Fuji, et al. Mesoscopic failure of CFRP based on mesoscopic simulation modeling[J]. Acta Materiae Compositae Sinica,2016,33(4):758-767(in Chinese). doi: 10.13801/j.cnki.fhclxb.20150907.003 [15] 王福吉, 胡海波, 张博宇, 等. 复合材料成型分层缺陷在钻削横刃挤压阶段的扩展行为[J]. 机械工程学报, 2019, 55(11):197-204. doi: 10.3901/JME.2019.11.197WANG Fuji, HU Haibo, ZHANG Boyu, et al. The expansion behavior of composite delamination defect during the chisel edge extrusion stage[J]. Journal of Mechanical Engineering,2019,55(11):197-204(in Chinese). doi: 10.3901/JME.2019.11.197 [16] ZHANG S, LI Y, LUO M, et al. Modelling of nonlinear and dual-modulus characteristics and macro-orthogonal cutting simulation of unidirectional carbon/carbon composites[J]. Composite Structures,2022,280:114928. doi: 10.1016/j.compstruct.2021.114928 [17] 郭芳芳, 肖建章. 基于三相微观结构的纤维复合材料切削仿真研究[J]. 工具技术, 2017, 51(6):26-30. doi: 10.3969/j.issn.1000-7008.2017.06.005GUO Fangfang, XIAO Jianzhang. Study on cutting simulation of fiber reinforced composite materials based on three phase microstructure[J]. Tool Engineering,2017,51(6):26-30(in Chinese). doi: 10.3969/j.issn.1000-7008.2017.06.005 [18] ZENIA S, BEN AYED L, NOUARI M, et al. Numerical analysis of the interaction between the cutting forces, induced cutting damage, and machining parameters of CFRP composites[J]. The International Journal of Advanced Manufacturing Technology,2015,78(1-4):465-480. doi: 10.1007/s00170-014-6600-2 [19] LI C P, ZHAO Y F, QIU X Y, et al. Interface mechanical damage mechanism in machining carbon fiber-reinforced plastic/Ti stacks based on a three-dimensional microscopic oblique cutting model[J]. Composite Structures,2022,279:114737. doi: 10.1016/j.compstruct.2021.114737 [20] CHEN R, LI S J, LI P N, et al. Effect of fiber orientation angles on the material removal behavior of CFRP during cutting process by multi-scale characterization[J]. The International Journal of Advanced Manufacturing Technology,2020,106(11-12):5017-5031. doi: 10.1007/s00170-020-04968-w [21] ISBILIR O, GHASSEMIEH E. Finite element analysis of drilling of carbon fibre reinforced composites[J]. Applied Composite Materials,2012,19(3-4):637-656. doi: 10.1007/s10443-011-9224-9 [22] 华志恒, 周晓军, 刘继忠. 碳纤维复合材料(CFRP)孔隙的形态特征[J]. 复合材料学报, 2005, 22(6):103-107. doi: 10.3321/j.issn:1000-3851.2005.06.018HUA Zhiheng, ZHOU Xiaojun, LIU Jizhong. Morphology of pores in carbon fiber reinforced plastics[J]. Acta Materiae Compositae Sinica,2005,22(6):103-107(in Chinese). doi: 10.3321/j.issn:1000-3851.2005.06.018 [23] CAMANHO P P, ARTEIRO A. Analysis models for polymer composites across different length cales[M]. Cham: Springer International Publishing, 2016: 199-279. [24] YAN X Y, REINER J, BACCA M, et al. A study of energy dissipating mechanisms in orthogonal cutting of UD-CFRP composites[J]. Composite Structures,2019,220:460-472. doi: 10.1016/j.compstruct.2019.03.090 [25] 秦旭达, 朱圣富, 李士鹏, 等. 不同纤维方向角时碳纤维增强树脂基复合材料切削力建模[J]. 宇航材料工艺, 2020, 50(6):31-40.QIN Xuda, ZHU Shengfu, LI Shipeng, et al. Modeling of cutting force for carbon fiber reinforced plastic with different fiber orientation angle[J]. Aerospace Materials & Technology,2020,50(6):31-40(in Chinese). [26] MCGREGOR C, VAZIRI R, XIAO X. Finite element modelling of the progressive crushing of braided composite tubes under axial impact[J]. International Journal of Impact Engineering,2010,37(6):662-672. doi: 10.1016/j.ijimpeng.2009.09.005 [27] WILLIAMS J G, PATEL Y. Fundamentals of cutting[J]. Interface Focus,2016,6(3):20150108. doi: 10.1098/rsfs.2015.0108 -

 下载:
下载:









 点击查看大图
点击查看大图
计量
- 文章访问数: 1078
- HTML全文浏览量: 446
- PDF下载量: 90
- 被引次数: 0
