


Formation and control of dry spot in resin transfer molding process of composite wings
-
摘要: 基于树脂传递模塑成型(RTM)工艺制作了整体成型的复合材料机翼,并针对机翼出现的干斑缺陷,采用PAM-RTM软件对干斑的成因进行分析,一方面由于上下翼面和前缘交接区域的纤维体积分数较高,导致该区域的树脂渗透率低于其他区域,从而出现包络现象,形成干斑;另一方面由于边缘效应的影响,使机翼内产生树脂快速流动通道,造成气泡包裹形成干斑。提出了有效减小干斑缺陷的控制方法,即设计两种改进的注胶方案来减小干斑区域。通过对比发现,前缘线注射方式产生的干斑区域明显较小,但注胶时间增加;通过提高树脂注射温度可降低树脂黏度,从而减少充模时间,同时通过控制出胶口的开闭可进一步减少注胶时间。Abstract: Based on resin transfer molding (RTM) process, a composite wing was fabricated. Aiming at the dry spot defect of the wing, PAM-RTM software was used to analyze the formation of dry spot. Because of the high volume fraction of fibers in the junction area of upper and lower wings and leading edges, the resin permeability in this area was lower than that in other areas, thus the envelope phenomenon appeared and the dry spot was formed. Two kinds of improved injection ways were designed to reduce the dry spot area. By comparison, it is found that the dry spot area produced by the front line injection method is significantly smaller, but the injection time increases. The resin viscosity can be reduced by increasing the injection temperature, thus the filling time is reduced. At the same time, the injection time can be further reduced by controlling the opening and closing of the outlet.
-
Key words:
- composite wing /
- dry spot /
- fiber bulk density /
- injection way /
- process parameters
-

图 4 上下翼面和前缘交接处不同渗透率时树脂流动前锋
Figure 4. Resin flow front at different penetration rates between upper and lower airfoil and leading edge

图 5 上下翼面和前缘交接处不同渗透率时树脂充模时间
Figure 5. Resin filling time at different penetration rates between upper and lower airfoil and leading edge

图 11
$\eta {\rm{ = }}0.4\;{\rm{Pa }}\cdot {\rm{s}}$ 时的树脂充模时间Figure 11. Resin filling time at
$\eta {\rm{ = }}0.4\;{\rm{Pa}} \cdot {\rm{s}}$ 
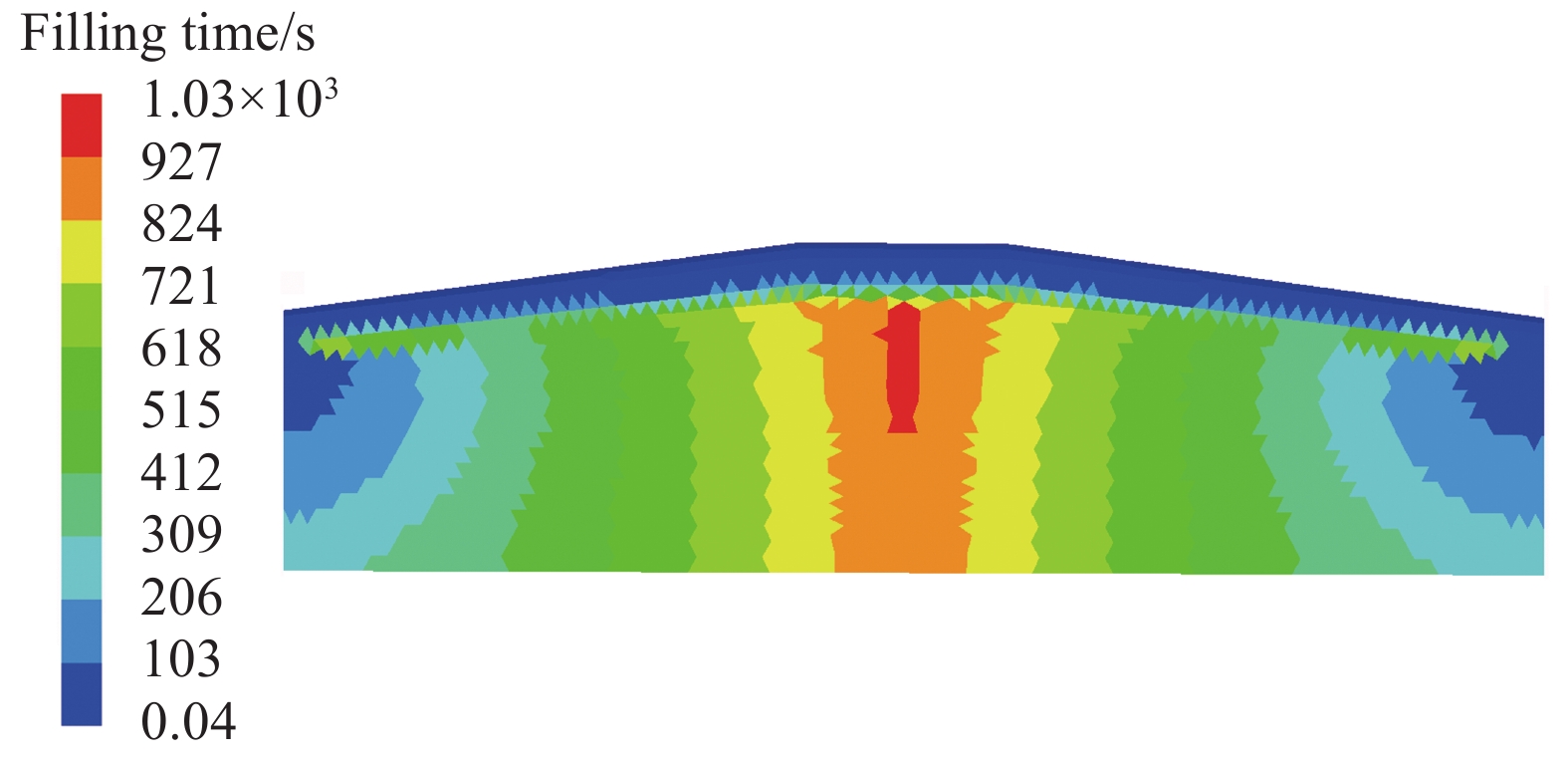
图 13 关闭10号和11号出胶口树脂充模时间
Figure 13. Resin filling time after closing No.10 and No.11 vent
表 1 充模过程树脂模拟前处理步骤
Table 1. Pretreatment of resin flow modeling.
Pretreatment category Pretreatment item Main content Meshing Create geometric model Create the geometric model with full scale part dimensions. Simplify geometric model Simplify geometric model by neglecting the unnecessary details to improve the solving efficiency. Assign mesh type Select a proper mesh type according to analysis requirements. Meshing Discrete the geometric model with selected mesh type. Assign material property Create zones Create zones by material setup. Define preform properties Set properties for preforms, such as permeability, etc. Define resin properties Set properties for resin, such as viscosity, resin flow rate, etc. Create loads and boundary condition Define gravity vector Assign gravity vector for the parts. Create boundary conditions for injections and vents Create boundary conditions for injection and vent, such as inject pressure, flow rate, etc. Set up analysis limitations Set up analysis limitations, such as the maximum pressure limitation, etc. Create virtual sensor Define sensor location and
monitored objectsCreate sensors for key points in order to record necessary data.  下载: 导出CSV
下载: 导出CSV
表 2 三种注射方式
Table 2. Three different injection ways
Scheme Injection port Vent Original scheme Trailing edge 1, 2, 3, 4, 5 Scheme 1 Trailing edge 1, 2, 4, 5, 6, 7 Scheme 2 Leading edge 1, 5, 8, 9, 10, 11
下载: 导出CSV
表 3 三种注射方式干斑大小和充模时间对比
Table 3. Comparison of three injection ways for size of dry spot and filling time
Scheme Dry spot (upper wing) Filling time/s Original scheme 191 elements 1330 Scheme 1 136 elements 1250 Scheme 2 38 elements 2880
下载: 导出CSV
-
[1] 亓淑源, 李波, 李刚, 等. RTM快速成型环树脂时间-温度-转变图的构建及其碳纤维/环氧树脂复合材料评价[J]. 复合材料学报, 2019, 36(8):1804-1812.QI Shuyuan, LI Bo, LI Gang, et al. Establishment of time-temperature-transfer diagram of epoxy resin for rapid RTM process and evaluation of carbon fiber/epoxy resin composites[J]. Acta Materiae Compositae Sinica,2019,36(8):1804-1812(in Chinese). [2] GARCÍA-MARTÍNEZ V, GUDE M R, UREÑA A. Uderstanding the curing kinetics and rheological behaviour of a new benzoxazine resin for carbon fibre composites[J]. Reactive and Funtional Polymers,2018,129:103-110. [3] 程泽林, 熊峻江, 彭勃, 等. RTM整体成型复合材料结构制造缺陷逆向分析[J]. 实验室研究与探索, 2007, 26(10):243-246.CHENG Zelin, XIONG Junjiang, PENG Bo, et al. Reverse analysis of manufacturing defects of RTM integrated forming composite strutures[J]. Research and Exploration in Laboratory,2007,26(10):243-246(in Chinese). [4] 张璇. 三维机织复合材料机匣RTM成型仿真分析[J]. 塑料科技, 2018, 46(6):88-92.ZHANG Xuan. Simulation analysis of 3D woven composite casing RTM forming[J]. Plastics Science and Technology,2018,46(6):88-92(in Chinese). [5] WANG J, SIMACEK P, ADVANI S G. Use of medial axis to find optimal channel designs to reduce mold filling time in resin transfer molding[J]. Composites Part A: Applied Science and Manufacturing,2017,95:161-172. doi: 10.1016/j.compositesa.2017.01.003 [6] MATSUZAKI R, SETO D, TODOROKI A, et al. In situ void content measurements during resin transfer molding[J]. Advanced Composite Materials,2013,22(4):239-254. doi: 10.1080/09243046.2013.801822 [7] MATSUZAKI R, SETO D, TODOROKI A, et al. Void formation in geometry-anisotropic woven fabrics in resin transfer molding[J]. Advanced Composite Materials,2014,23(2):99-114. doi: 10.1080/09243046.2013.832829 [8] AKTAS L, BAUMAN D, BOWEN S, et al. Effect of distribution media length and multiwalled carbon nanotubes on the formation of voids in VARTM composites[J]. Journal of Engineering Materials and Technology,2011,133(4):041006. [9] POODTS E, MINAK G, MAZZOCCHETTI L, et al. Fabrication, process simulation and testing of a thick CFRP component using the RTM process[J]. Composites Part B: Engineering,2014,56:673-680. doi: 10.1016/j.compositesb.2013.08.088 [10] NJIONHOU A, BERTHET F, CASTANIE B. Effects of process parameters on the mechanical properties and morphology of stitched and non-stitched carbon/epoxy liquid resin-infused NCF laminate, out of autoclave and out of oven[J]. International Journal of Advanced Manufacturing Technology,2013,65(9):1289-1302. [11] SATO J, OKABE T, MATSUZAKI R. Multi-objective optimization of resin transfer molding process using genetic algorithm[C]//28th Annual Tecnical Conference of the American Society for Composites. American Society for Composites, 2013: 1225-1236. [12] 赵晓昱, 张博明, 廉一龙, 等. 复合材料电池箱真空辅助树脂灌注快速成形工艺[J]. 中国机械工程, 2018, 29(21):49-54, 64.ZHAO Xiaoyu, ZHANG Boming, LIAN Yilong, et al. Vacuum-assisted resin pouring rapid prototyping process for composite battery box[J]. China Mechanical Engineering,2018,29(21):49-54, 64(in Chinese). [13] ABISSET-CHAVANNE E, CHINESTA F. Toward an optimisation of the reactive resin transfer molding process: Thermo-chemico-mechanical coupled simulations[J]. International Journal of Material Forming,2014,7(2):249-258. doi: 10.1007/s12289-013-1124-0 [14] 贝尔. 多孔介质流体动力学[M]. 李竟生, 陈崇希译. 北京: 中国建筑工业出版社, 1983.BEAR. Dynamics of fluids in porous media[M]. LI Jingsheng, CHEN Chongxi (Translation). Beijing: China Architecture Building Press, 1983(in Chinese). [15] RUDD C D, LONG A C, KENDALL K N. Liquid molding teatnologies[M]. Cambridge: Wood-head Publishing Limited, 1997. [16] 邓京兰, 工继辉, 连军. RTM充模过程(Ⅰ): 数学模型的建立[J]. 武汉理工大学学报, 2003, 25(7):51-53, 63. doi: 10.3321/j.issn:1671-4431.2003.07.016DENG Jinglan, WANG Jihui, LIAN Jun. Computer simulation of RTM mold filling process (Ⅰ): Mathematic model[J]. Journal of Wuhan University of Technology,2003,25(7):51-53, 63(in Chinese). doi: 10.3321/j.issn:1671-4431.2003.07.016 [17] CARMAN P C. Flow of gases through porous media[M]. London: Butterworths, 1956. [18] GEBART B. R. Permeability of unidirectional reinforcements for RTM[J]. Journal of Composite Materials,1992,26(8):1100-1133. [19] 李嘉禄, 吴晓青, 冯驰. RTM 中纤维渗透率预测的研究进展[J]. 复合材料学报, 2006, 23(6):1-8. doi: 10.3321/j.issn:1000-3851.2006.06.001LI Jialu, WU Xiaoqing, FENG Chi. Advances in prediction of fiber permeability in RTM[J]. Acta Materiae Compositae Sinica,2006,23(6):1-8(in Chinese). doi: 10.3321/j.issn:1000-3851.2006.06.001 [20] 魏雅君. 树脂传递模塑成型工艺中预成型体渗透率预测及充模仿真[D]. 哈尔滨: 哈尔滨工业大学, 2015.WEI Yajun. Prediction and simulation of per-meability of preform in resin transfer moulding process[D]. Harbin: Harbin University of Technology, 2015(in Chinese). [21] Lee D H, Lee W I, Kang M K. Analysis and minimization of void formation during resin transfer molding process[J]. Composites Science & Technology,2006,66(16):3281-3289. [22] 詹东, 杨睿, 孙士勇. RTM成型工艺中纤维体积密度不均匀性对树脂流动的影响[J]. 玻璃钢/复合材料, 2017(10):62-67.ZHAN Dong, YANG Rui, SUN Shiyong. Effect of non-uniformity of fiber volume density on resin flow in RTM process[J]. Fiber Reinforced Plastics/Composites,2017(10):62-67(in Chinese). [23] 谭朝元, 段跃新, 肇研, 等. RTM工艺构件缺陷模拟[C]// 航空装备及先进制造技术国际学术会议, 2007.TAN Chaoyuan, DUAN Yuexin, ZHAO Yan, et al. Defect simulation of RTM process components[C]//International Academic Confer-ence on Aviation Equipment and Advanced Manufacturing Technology, 2007(in Chinese). -

 下载:
下载:














 点击查看大图
点击查看大图

计量
- 文章访问数: 1196
- HTML全文浏览量: 582
- PDF下载量: 105
- 被引次数: 0
