


Research progress on the regulation of filler particle alignment during physics-assisted 3D printing
-
摘要: 3D打印是一种自下而上、分层制造的材料累加制造方法。当前,3D打印正由原型制造向高性能化和功能化方向发展,对3D打印材料和加工过程调控提出更高的要求。纳米粒子在3D打印材料中的有序排列有助于提升打印制件的性能,但如何有效调控纳米粒子的取向面临挑战。在3D打印过程中引入物理场(磁场、电场及超声场)是实现打印制件微观结构精准操控的有效策略之一。这不仅赋予打印制件一定的功能,也为制备具有多尺度、多响应结构制件提供新的思路。因此,基于物理场辅助的3D打印成为了近年来的研究热点。本文首先简述了3D打印技术种类及其特点,并强调了物理场辅助3D打印调控纳米粒子取向的重要性;其次,梳理和归纳了物理场辅助3D打印调控纳米粒子取向的基本原理、材料要求、应用及性能。最后,对物理场辅助3D打印调控填料粒子取向存在的问题与挑战进行了总结,并对其未来发展方向进行了展望。Abstract: 3D printing is a bottom-up, layer-by-layer material additive manufacturing technique. Currently, 3D printing is evolving from prototype manufacturing towards high-performance and functionalization, placing higher demands on the control of printing materials and processes. The orderly arrangement of nanoparticles in 3D printing materials is crucial for enhancing the performance of printed components, yet effectively controlling the orientation of nanoparticles remains challenging. Incorporating physical fields (magnetic, electric, and ultrasonic fields) into the 3D printing process emerges as one of the effective strategies for precise microstructure manipulation of printed items. This approach not only endows the printed components with specific functions but also provides new insights for fabricating multi-scale and multi-responsive structured components. Therefore, physical field-assisted 3D printing has become a research hotspot in recent years. This article begins by briefly describing the types and characteristics of 3D printing technology, emphasizing the importance of physical field assistance in controlling the orientation of nanoparticles. Subsequently, it reviews and summarizes the fundamental principles, material requirements, applications, and performance of physical field-assisted 3D printing in controlling nanoparticle orientation. Finally, the problems and challenges existing in controlling the orientation of filler particles in physical field-assisted 3D printing are summarized, and its future development direction is prospected.
-
Key words:
- 3D printing /
- filler particles /
- alignment /
- magnetic field /
- electric field /
- ultrasonic field
-

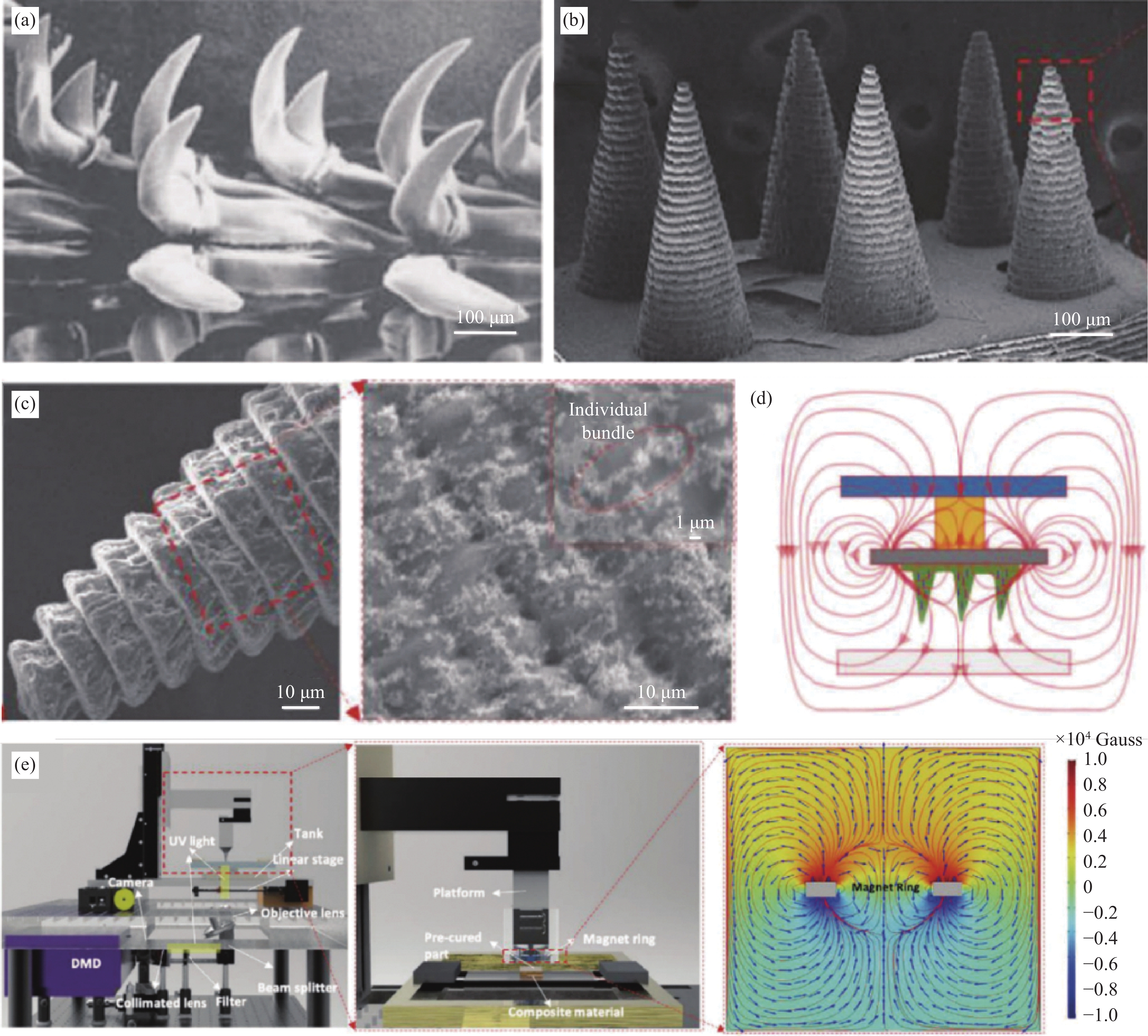
图 1 (a) 帽贝齿[15];(b) 磁场辅助3D打印微针阵列的SEM图像[15];(c) 磁场辅助3D打印微针阵列单个放大图像[15];(d) 利用磁场辅助3D打印工艺制作帽贝齿微针阵列示意图[15];(e) 磁场辅助3D打印过程示意图和使用COMSOL Multiphysics模拟磁场辅助3D打印过程中施加的磁场[15]
Figure 1. (a) Hat shell teeth[15]; (b) SEM image of magnetic field assisted 3D printing microneedle arrays[15]; (c) Magnetic field assisted 3D printing of a single enlarged image of a microneedle array[15]; (d) Schematic diagram of hat shell tooth microneedle array produced using magnetic field assisted 3D printing technology[15]; (e) Schematic diagram of magnetic field assisted 3D printing process and simulation of magnetic field applied during magnetic field assisted 3D printing using COMSOL Multiphysics[15]

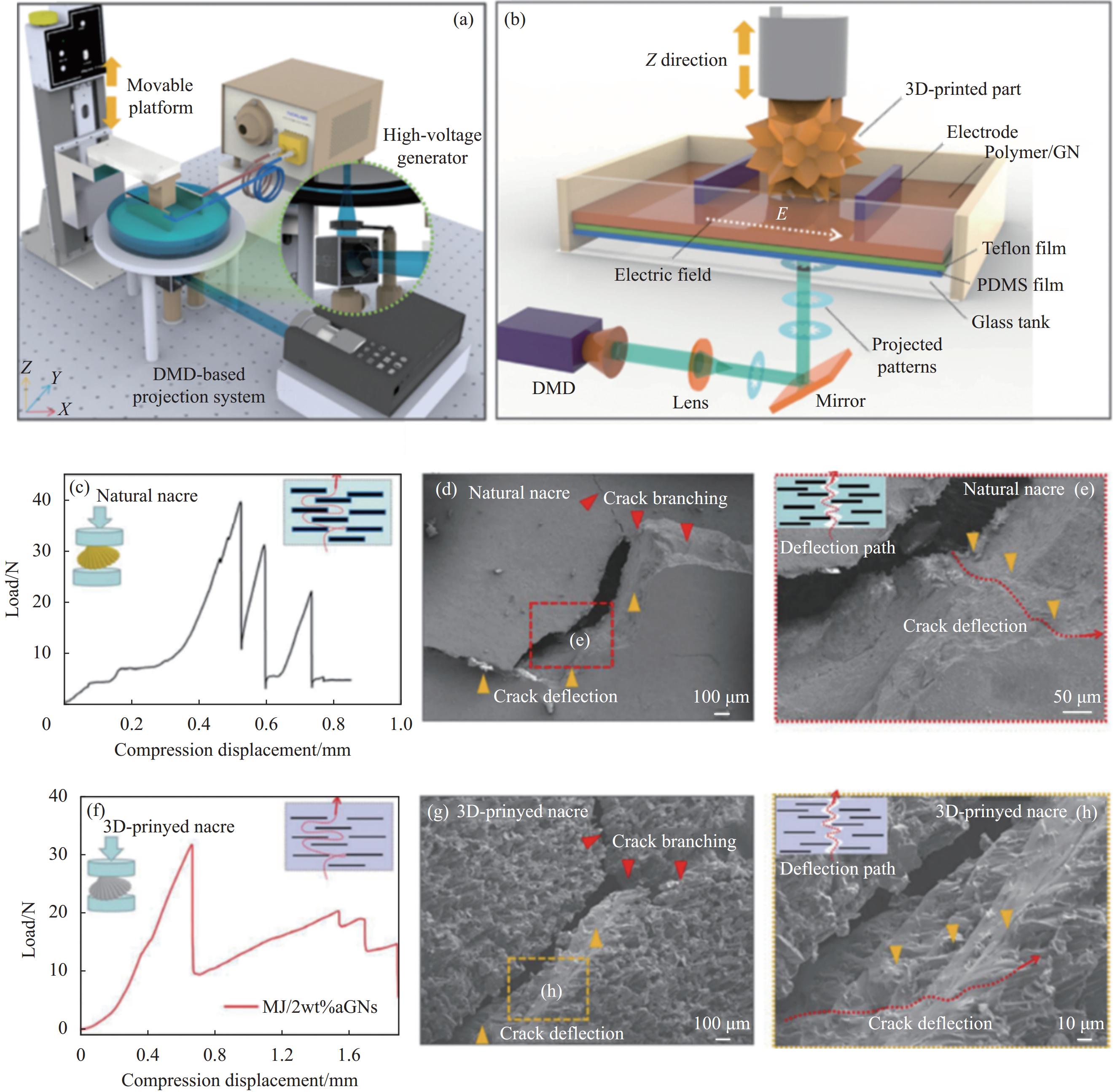
图 2 (a) 电辅助3D打印设备示意图[23];(b) 基于自下而上投影的立体光刻工艺示意图[23];(c) 压缩天然珍珠层和断口的SEM图像,在(d)中显示裂纹偏转和裂纹分支,在(e)中显示层间裂纹偏转[23];(f) 3D打印珍珠层,含2wt%对齐石墨烯纳米片(aGNs),在(g)中加载裂纹偏转和分支[23];(h) 显示层间偏转的SEM图像[23]
Figure 2. (a) Schematic diagram of electric assisted 3D printing equipment[23]; (b) Schematic diagram of stereo lithography process based on bottom-up projection[23]; (c) Compressing SEM images of natural pearl layers and fractures, displaying crack deflection and crack branches in (d), and interlayer crack deflection in (e)[23]; (f) 3D printed pearl layer, containing 2wt% aligned graphene nanosheets (aGNs), loaded with crack deflection and branching in (g) [23]; (h) SEM image showing interlayer deflection[23]
DMD—; PDMS—; E—Electric field; MJ—Photocurable resin

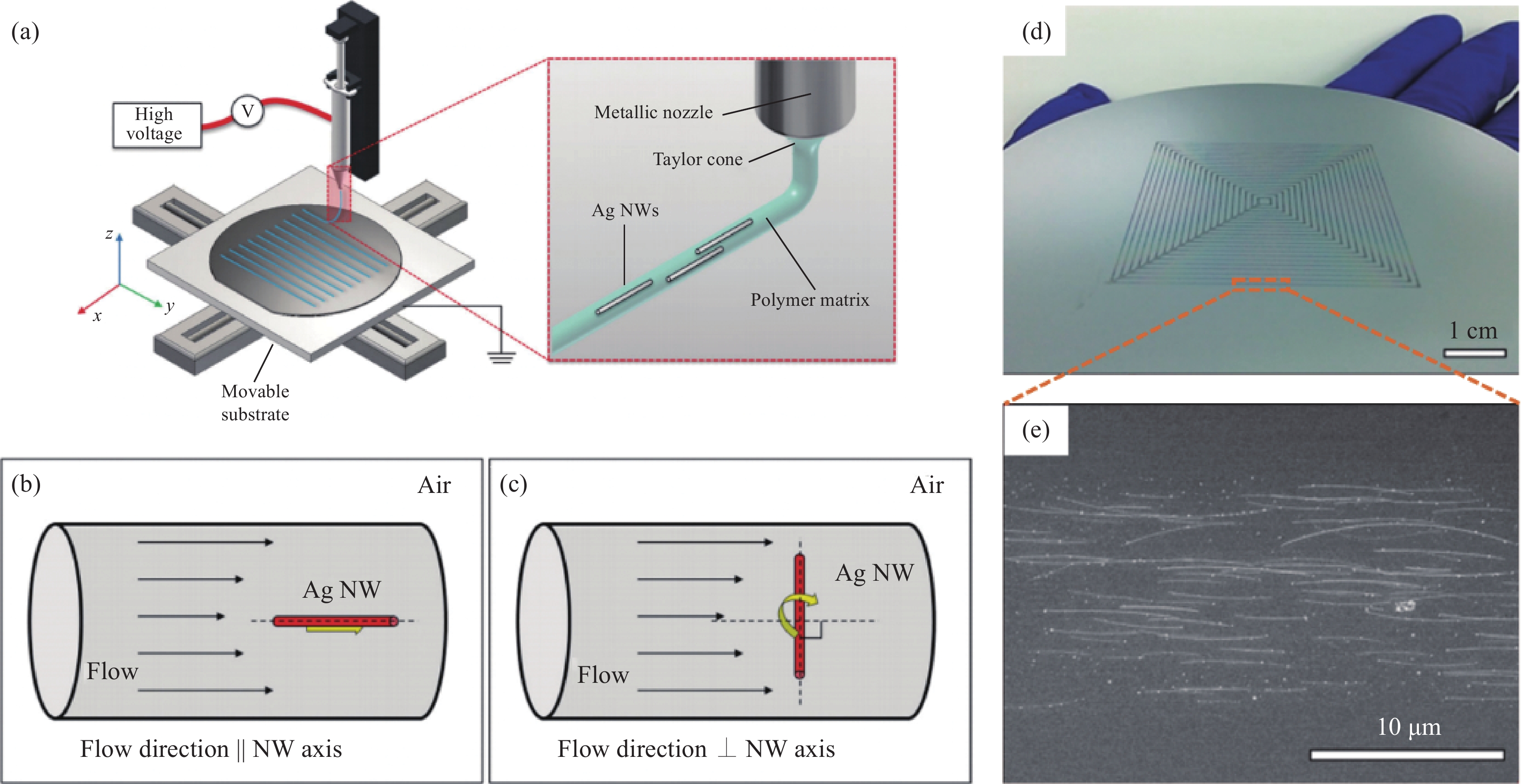
图 3 (a) 电流体动力喷射打印系统实验装置示意图及Ag纳米线(NW)排列情况[27];(b) 当Ag NW轴向与流动方向平行时,阻力最小[27];(c) 当Ag NW轴向与流动方向垂直时,阻力迫使Ag NW进行旋转运动[27];(d) 利用电流体动力学(EHD)技术在SiO2衬底上打印由Ag NW组成的同心螺旋图案[27];(e) 为图3(d)中局部位置的扫描电镜图像[27]
Figure 3. (a) Schematic diagram of the experimental setup of the electrohydrodynamic jet printing system and the Ag nanowires (NW) arrangement[27]; (b) When the Ag NW axial direction is parallel to the flow direction, the resistance is minimized[27]; (c) When the Ag NW axial direction is perpendicular to the flow direction, the resistance forces the Ag NW to undergo rotational motion[27]; (d) Concentric helical pattern consisting of Ag NW printed on SiO2 substrate using electrohydrodynamic (EHD) technique[27]; (e) Scanning electron microscope image of the localized region in Fig. 3(d)[27]

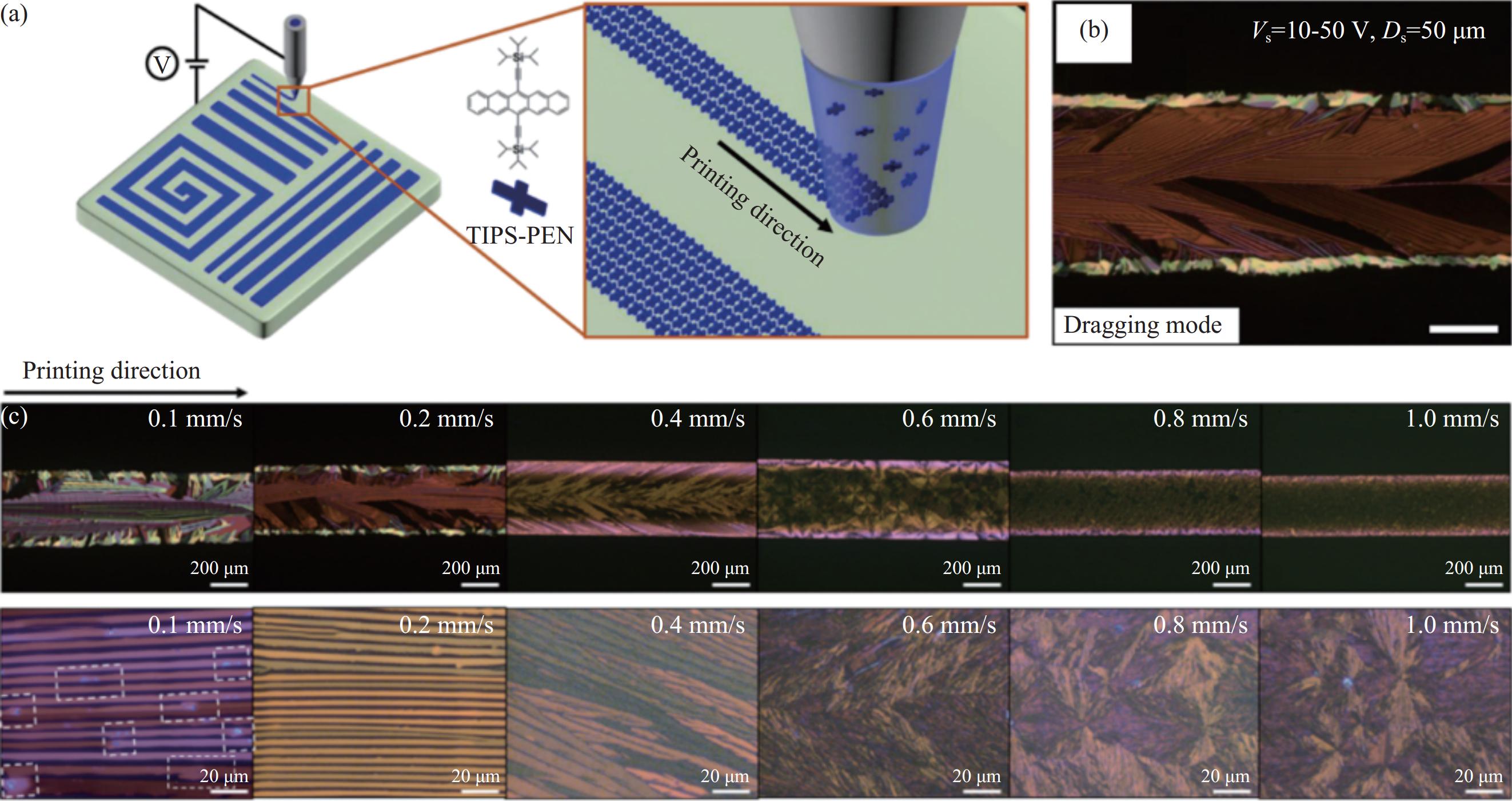
图 4 (a) “拖拽模式”下电流体喷射打印示意图及TIPS-PEN晶体沿打印方向生长的放大示意图[28];(b) 以“拖拽模式”打印晶体的POM图像[28];(c) 在不同打印速度下打印TIPS-PEN晶体的POM图像及对应放大图[28](白色虚线表示晶体结构缺陷)
Figure 4. (a) Schematic of electrofluidic jet printing in "drag-and-drop mode" and magnification of the growth of 6,13-bis-(triisopropylsilylethynyl) pentacene (TIPS-PEN) crystals along the printing direction[28]; (b) POM image of crystals printed in "drag-and-drop mode"[28]; (c) POM images and corresponding magnification of TIPS-PEN crystals printed at different printing speeds[28] (White dashed lines indicate defects in the crystal structure)
Vs—; Ds—

图 5 (a) 利用射流偏转打印技术打印圆柱体的示意图[29];((b)~(d)) 用射流偏转打印技术打印的聚环氧乙烷(PEO) 圆柱形结构在不同放大倍数下的SEM图像[29];(e) 单个悬浮纤维连接2个平行纳米孔间隙的SEM图像[29];(f) 当射流偏转电压逐步增大导致图案宽度逐步增大、纤维规整排列的显微照片[29]
Figure 5. (a) Schematic of a cylinder printed by jet deflection printing technology[29]; ((b)-(d)) SEM images of poly(ethylene oxide) (PEO) cylindrical structures printed using jet deflection printing technology at different magnifications[29]; (e) SEM image of a single suspended fiber connecting two parallel nanopore gaps[29]; (f) Microscopic images of pattern width gradually increasing and fibers arranged in a regular manner as the jet deflection voltage gradually increases[29]

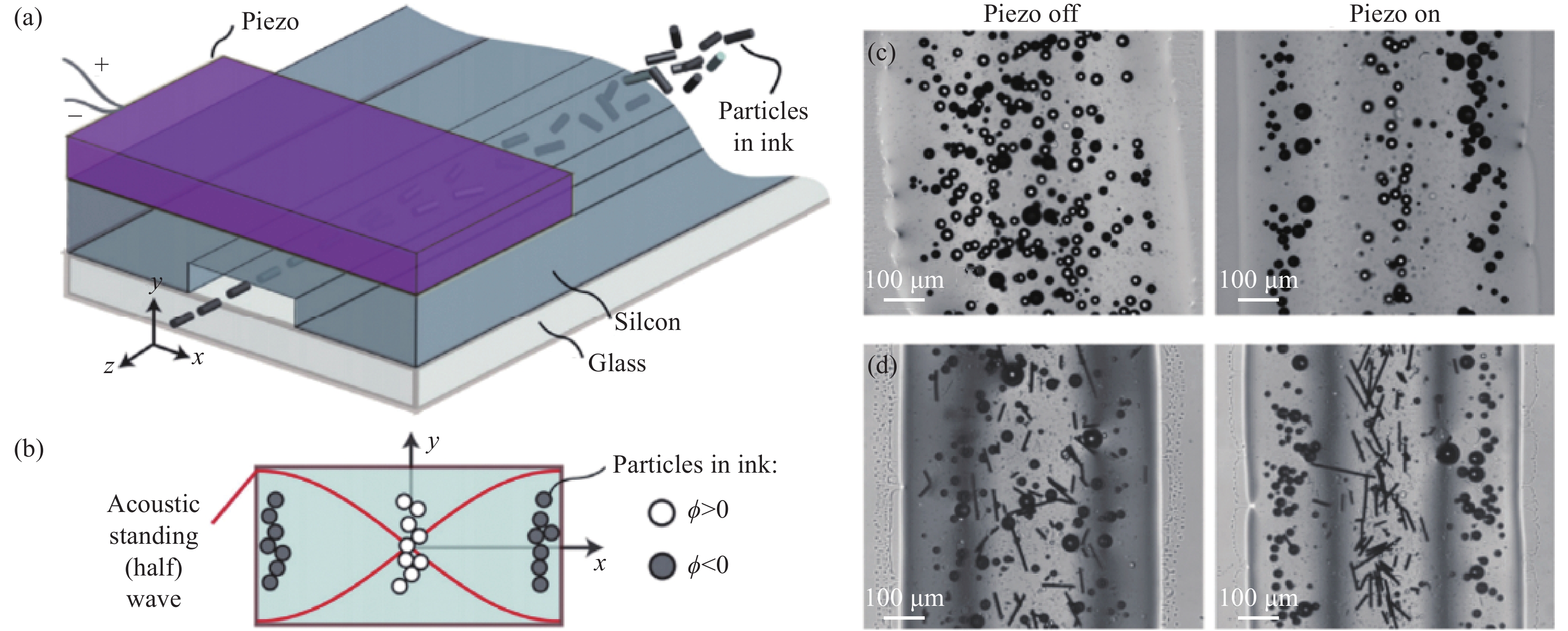
图 6 (a) 喷嘴处的结构示意图[39];(b) 声学对比度$\phi $为正的粒子聚焦于压力节点,$\phi $为负的粒子聚焦于反节点[39];实体和空心球体的颗粒分离(在微通道中诱导并保留在打印线条中) (c)以及SiC纤维和空心球体(d)[39]
Figure 6. (a) Schematic diagram of the structure at the nozzle[39]; (b) Acoustic contrast $\phi $-positive particles focusing on the pressure node, $\phi $-negative particles focusing on the antinode[39]; Particle segregation (induced in microchannels and retained in the print line) of solid and hollow spheres (c) and SiC fibers and hollow spheres (d)[39]

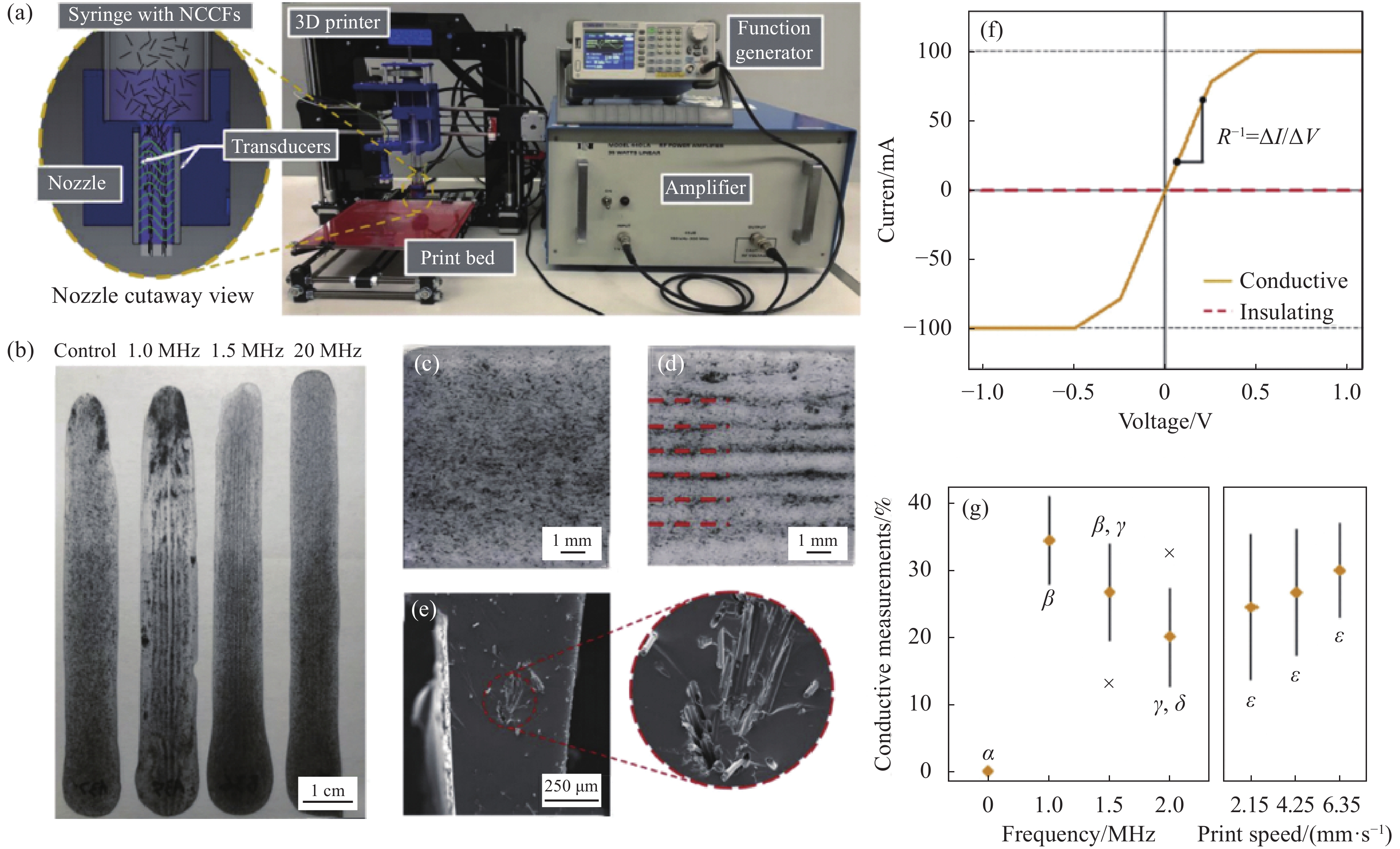
图 7 (a) 超声墨水直写成型技术(DIW)实验装置图[40];(b)不同超声波频率对应样品图像[40];(c) 对照组样品图[40];(d) 1.0 MHz对应样品图[40];(e) 样品断面形貌图[40];(f) 电导率对比[40];(g) 导电测试百分比关于超声波频率和打印速度的函数关系[40]
Figure 7. (a) Diagram of the ultrasonic direct ink writing (DIW) experimental setup[40]; (b) Image of samples corresponding to different ultrasonic frequencies[40]; (c) Diagram of control samples[40]; (d) Diagram of samples corresponding to 1.0 MHz[40]; (e) Sample cross-section topographies[40]; (f) Conductivity comparisons[40]; (g) Conductivity test percentage as a function of ultrasonic frequency and print speed[40]
NCCFs—; α, β, γ, δ, ε—; R—; △I—; △V—;

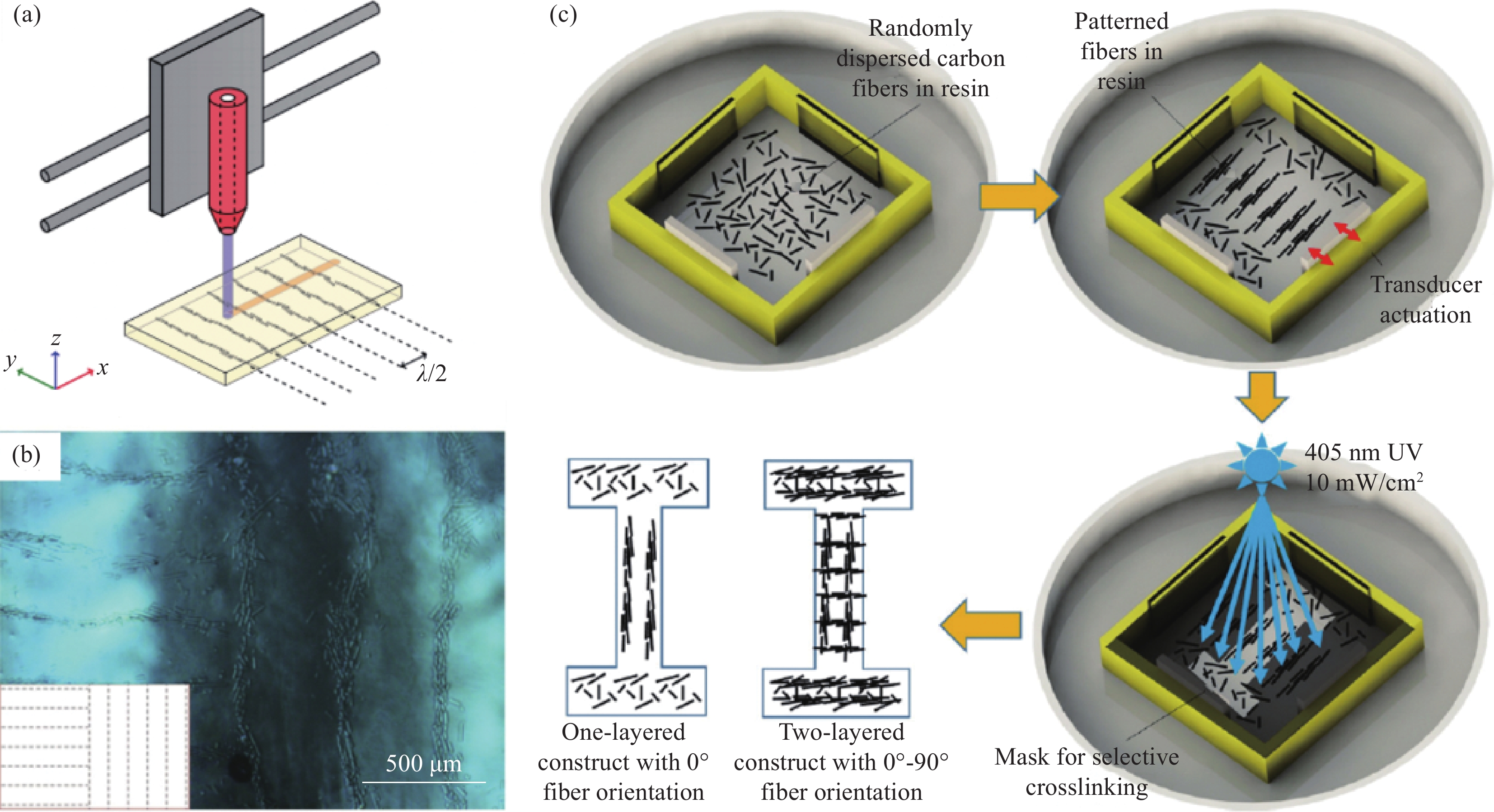
图 8 (a) 打印装置和超声波操作装置示意图[33];(b) 在同一打印层内垂直对齐的纤维[33];(c) 使用超声辅助纤维对齐和使用UV光源固化树脂的示意图[41]
Figure 8. (a) Schematic diagram of a printing device and an ultrasonic operating device[33]; (b) Fibers vertically aligned within the same printed layer[33];(c) Schematic of fiber alignment using ultrasound assistance and curing resin using UV light source[41]
λ—
3D printing Material Advantage Disadvantage Accuracy/µm Fused deposition modeling (FDM) Thermoplastics Simple equipment, low cost Low surface quality 50-200 Stereolithography (SLA) Photosensitive resin High printing accuracy Slow molding speed 10 Selective laser sintering (SLS) Metal powder High component strength Expensive equipment 80-250 Ink jet printing (IJP) Ink Fast printing speed Low surface quality 5-200 Aerosol jet printing (AJP) Metals, ink, ceramic High printing accuracy Difficulty in printing stability control ~10  下载: 导出CSV
下载: 导出CSV
表 2 物理场辅助3D打印技术总结
Table 2. Summary of physics-assisted 3D printing technology
Magnetic field Electric field Ultrasonic field Method SLA, DIW, arc additive manufacturing Digital light processing(DLP),
electrohydrodynamic jet printingFDM, DIW, SLA Material Matrix Photosensitive resin,
non magnetic materials with certain viscosity and fluidityWax, photosensitive resin, polydimethylsiloxane Epoxy resin, polydimethylsiloxane, viscous polymer Filler Nickel based alloy, rare earth alloy, ferrite, soft iron, silicon steel, Fe-Ni Carbon nanotube, graphene nanosheets, silver nanowires, gallium-indium eutectic, BaTiO3 Glass fiber, carbon fiber, TiO2 Enhanced performance 1. Thermal conductivity from 1.765 W/(m·K) to 3.445 W/(m·K) for boron nitride + epoxy[42]
2. Tensile elongation (εf) from 3.4%±0.7% to 10.8%±2.8% for Ti6Al4V[43]
3. Thermal conductivity from 0.18 W/(m·K) to 0.43 W/(m·K) for nickel-coated carbon fibers + resin[44]
4. Tensile strength from 56.8 MPa to 62.3 MPa for sensitive SWNTs + epoxy [45]
5. The resistivity reduced by 15.5% for nanosilver + nickel particles[46]
6. Tensile strength enhanced 8.5% for α-Al + eutectic silicon[14]1. Tensile strength from 76.29 MPa to 89 MPa for graphene + polymer[47]
2. Average elongation at break enhanced 32% for MWCNT+ photopolymer[48]
3. Piezoelectric coefficient enhanced 42% for BaTiO3 + PVDF[49]
4. Dielectric constant from 3.75 to 22.5 for PVP@PANI/PDMS[50]
5. More than 100 times higher conductivity for aGNs + photosensitive resin[23]1. Specific energy absorption from17 J/g to 68 J/g for yttria[51]
2. Ultimate tensile stress from 15 MPa to about 23.5 MPa for CNT+ resin[52]
3. Electrical conductivity from 4.35×10−4 S/m to 31~793 S/m for silver-coated microfibers + photopolymer
4. Tensile strength from 2.71 MPa to 2.78 MPa for carbon fiber + photosensitive resin[41]Disadvantage ● Restricted materials;
● Difficulty in controlling field strength;
● Complex equipment with low controllability;
● Limited magnetic field area control● Limited to liquid materials;
● Professional high-voltage supply;
● High voltage experiment safety● Limited printing accuracy;
● Single application scenarioNotes: MWCNT—; SWNTs—; PVDF—; PVP—; PANI—; PDMS—; CNT—;
下载: 导出CSV
-
[1] 卢秉恒. 增材制造技术−现状与未来[J]. 中国机械工程, 2020, 31(1): 19-23.LU Bingheng. Additive manufacturing technology—Current status and future[J]. China Mechanical Engineering, 2020, 31(1): 19-23(in Chinese). [2] JANDYAL A, CHATURVEDI I, WAZIR I, et al. 3D printing—A review of processes, materials and applications in industry 4.0[J]. Sustainable Operations and Computers, 2022, 3: 33-42. doi: 10.1016/j.susoc.2021.09.004 [3] MARTÍNEZ-GARCÍA A, MONZÓN M, PAZ R. Standards for additive manufacturing technologies: Structure and impact[M]//Additive Manufacturing. Amsterdam: Elsevier, 2021: 395-408. [4] LIU J, LI W, GUO Y, et al. Improved thermal conductivity of thermoplastic polyurethane via aligned boron nitride platelets assisted by 3D printing[J]. Composites Part A: Applied Science and Manufacturing, 2019, 120: 140-146. doi: 10.1016/j.compositesa.2019.02.026 [5] HAN R, YANG Q, WANG Z, et al. 3D printing-enabled self-assembling β-nucleating agent alignment: Structural evolution and mechanical performances[J]. Polymer, 2022, 246: 124736. doi: 10.1016/j.polymer.2022.124736 [6] LIN Z, LIU Y, RAGHAVAN S, et al. Magnetic alignment of hexagonal boron nitride platelets in polymer matrix: Toward high performance anisotropic polymer composites for electronic encapsulation[J]. ACS Applied Materials & Interfaces, 2013, 5(15): 7633-7640. [7] 程戎, 雷国莉, 王凌峰, 等. 高温高饱和磁通密度软磁铁氧体研究进展[J]. 中国陶瓷, 2018, 54(12): 1-6.CHENG Rong, LEI Guoli, WANG Lingfeng, et al. Research progress on high-temperature and high saturation magnetic flux density soft magnetic ferrite[J]. Chinese Ceramics, 2018, 54(12): 1-6(in Chinese). [8] LI X, SHAN W, YANG Y, et al. Limpet tooth-inspired painless microneedles fabricated by magnetic field-assisted 3D printing[J]. Advanced Functional Materials, 2021, 31(5): 2003725. doi: 10.1002/adfm.202003725 [9] MARTIN J J, FIORE B E, ERB R M. Designing bioinspired composite reinforcement architectures via 3D magnetic printing[J]. Nature Communications, 2015, 6(1): 8641. doi: 10.1038/ncomms9641 [10] KOKKINIS D, SCHAFFNER M, STUDART A R. Multimaterial magnetically assisted 3D printing of composite materials[J]. Nature Communications, 2015, 6(1): 8643. doi: 10.1038/ncomms9643 [11] HENDERSON L, ZAMORA S, AHMED T N, et al. Altering magnetic properties of iron filament PLA using magnetic field assisted additive manufacturing (MFAAM)[J]. Journal of Magnetism and Magnetic Materials, 2021, 538: 168320. doi: 10.1016/j.jmmm.2021.168320 [12] KAMYSHNY A, MAGDASSI S. Conductive nanomaterials for printed electronics[J]. Small, 2014, 10(17): 3515-3535. doi: 10.1002/smll.201303000 [13] 孙雅杰, 常云龙. 磁控电弧焊接过程及新技术研究进展[J]. 材料导报, 2020, 34(21): 21155-21165.SUN Yajie, CHANG Yunlong. Research progress on magnetic arc welding process and new technologies[J]. Materials Reports, 2020, 34(21): 21155-21165(in Chinese). [14] HENDERSON L, ZAMORA S, AHMED T N, et al. Altering magnetic properties of iron filament PLA using magnetic field assisted additive manufacturing (MFAAM)[J]. Journal of Magnetism and Magnetic Materials, 2021, 538: 168320. [15] LI X, SHAN W, YANG Y, et al. Limpet tooth-inspired painless microneedles fabricated by magnetic field-assisted 3D printing[J]. Advanced Functional Materials, 2020, 31(5): 2003725. [16] POHL H A, HAWK I. Separation of living and dead cells by dielectrophoresis[J]. Science, 1966, 152(3722): 647-649. doi: 10.1126/science.152.3722.647.b [17] CRANE J S, POHL H A. Theoretical models of cellular dielectrophoresis[J]. Journal of Theoretical Biology, 1972, 37(1): 15-41. doi: 10.1016/0022-5193(72)90113-0 [18] GOH G L, AGARWALA S, YEONG W Y. Directed and on-demand alignment of carbon nanotube: A review toward 3D printing of electronics[J]. Advanced Materials Interfaces, 2019, 6(4): 1801318. doi: 10.1002/admi.201801318 [19] WANG Z, CHENG J, HU R, et al. An approach combining additive manufacturing and dielectrophoresis for 3D-structured flexible lead-free piezoelectric composites for electromechanical energy conversion[J]. Journal of Materials Chemistry A, 2021, 9(47): 26767-26776. doi: 10.1039/D1TA07475J [20] KAMYSHNY A, MAGDASSI S. Conductive nanomaterials for 2D and 3D printed flexible electronics[J]. Chemical Society Reviews, 2019, 48(6): 1712-1740. doi: 10.1039/C8CS00738A [21] JAVIDI R, ZAND M M, DASTANI K. Dielectrophoretic interaction of two particles in a uniform electric field[J]. Microsystem Technologies, 2019, 25(7): 2699-2711. doi: 10.1007/s00542-018-4242-2 [22] YANG Y, CHEN Z, SONG X, et al. Biomimetic anisotropic reinforcement architectures by electrically assisted nanocomposite 3D printing[J]. Advanced Materials, 2017, 29(11): 1605750. doi: 10.1002/adma.201605750 [23] YANG Y, LI X, CHU M, et al. Electrically assisted 3D printing of nacre-inspired structures with self-sensing capability[J]. Science Advances, 2019, 5(4): eaau9490. doi: 10.1126/sciadv.aau9490 [24] ZHANG G, SONG D, JIANG J, et al. Electrically assisted continuous vat photopolymerization 3D printing for fabricating high-performance ordered graphene/polymer composites[J]. Composites Part B: Engineering, 2023, 250: 110449. [25] KRISNADI F, NGUYEN L L, MA J, et al. Directed assembly of liquid metal-elastomer conductors for stretchable and self-healing electronics[J]. Advanced Materials, 2020, 32(30): 2001642. doi: 10.1002/adma.202001642 [26] ZHANG B, HE J, LI X, et al. Micro/nanoscale electrohydrodynamic printing: From 2D to 3D[J]. Nanoscale, 2016, 8(34): 15376-15388. doi: 10.1039/C6NR04106J [27] LEE H, SEONG B, KIM J, et al. Direct alignment and patterning of silver nanowires by electrohydrodynamic jet printing[J]. Small, 2014, 10(19): 3918-3922. doi: 10.1002/smll.201400936 [28] KIM K, BAE J, NOH S H, et al. Direct writing and aligning of small-molecule organic semiconductor crystals via "dragging mode" electrohydrodynamic jet printing for flexible organic field-effect transistor arrays[J]. The Journal of Physical Chemistry Letters, 2017, 8(22): 5492-5500. doi: 10.1021/acs.jpclett.7b02590 [29] LIASHENKO I, ROSELL-LLOMPART J, CABOT A. Ultrafast 3D printing with submicrometer features using electrostatic jet deflection[J]. Nature Communications, 2020, 11(1): 753. [30] COURTNEY C R P, ONG C K, DRINKWATER B W, et al. Manipulation of particles in two dimensions using phase controllable ultrasonic standing waves[J]. Proceedings of the Royal Society A: Mathematical, Physical and Engineering Sciences, 2012, 468: 337-360. [31] TUZIUTI T, MASUDA Y, YASUI K, et al. Two-dimensional patterning of inorganic particles in resin using ultrasound-induced plate vibration[J]. Japanese Journal of Applied Physics, 2011, 50: 088006. [32] CALEAP M, DRINKWATER B W. Acoustically trapped colloidal crystals that are reconfigurable in real time[J]. Proceedings of the National Academy of Sciences, 2014, 111(17): 6226-6230. doi: 10.1073/pnas.1323048111 [33] LLEWELLYN-JONES T M, DRINKWATER B W, TRASK R S. 3D printed components with ultrasonically arranged microscale structure[J]. Smart Materials and Structures, 2016, 25(2): 02LT01. [34] NIENDORF K, RAEYMAEKERS B. Quantifying macro- and microscale alignment of carbon microfibers in polymer-matrix composite materials fabricated using ultrasound directed self-assembly and 3D-printing[J]. Composites Part A: Applied Science and Manufacturing, 2020, 129: 105713. [35] ZHOU X, REN L, LIU Q, et al. Advances in field-assisted 3D printing of bio-inspired composites: From bioprototyping to manufacturing[J]. Macromolecular Bioscience, 2021, 22(3): 2100332. [36] GREENHALL J, RAEYMAEKERS B. 3D printing macroscale engineered materials using ultrasound directed self-assembly and stereolithography[J]. Advanced Materials Technologies, 2017, 2(9): 1700122. [37] MITRI F G, GARZON F H, SINHA D N. Characterization of acoustically engineered polymer nanocomposite metamaterials using x-ray microcomputed tomography[J]. Review of Scientific Instruments, 2011: 82(3): 034903. [38] SAITO M, IMANISHI Y. Host-guest composites containing ultrasonically arranged particles[J]. Journal of Materials Science, 2000, 35: 2373-2377. doi: 10.1023/A:1004745927648 [39] COLLINO R R, RAY T R, FLEMING R C, et al. Deposition of ordered two-phase materials using microfluidic print nozzles with acoustic focusing[J]. Extreme Mechanics Letters, 2016, 8: 96-106. doi: 10.1016/j.eml.2016.04.003 [40] WADSWORTH P, NELSON I, PORTER D L, et al. Manufacturing bioinspired flexible materials using ultrasound directed self-assembly and 3D printing[J]. Materials & Design, 2020, 185: 108243. [41] ASIF S, CHANSORIA P, SHIRWAIKER R. Ultrasound-assisted vat photopolymerization 3D printing of preferentially organized carbon fiber reinforced polymer composites[J]. Journal of Manufacturing Processes, 2020, 56: 1340-1343. doi: 10.1016/j.jmapro.2020.04.029 [42] KIM K, KIM J. Vertical filler alignment of boron nitride/epoxy composite for thermal conductivity enhancement via external magnetic field[J]. International Journal of Thermal Sciences, 2016, 100: 29-36. doi: 10.1016/j.ijthermalsci.2015.09.013 [43] ZHAO R, CHEN C, SHUAI S, et al. Enhanced mechanical properties of Ti6Al4V alloy fabricated by laser additive manufacturing under static magnetic field[J]. Materials Research Letters, 2022, 10(8): 530-538. doi: 10.1080/21663831.2022.2064195 [44] REN L, ZHOU X, XUE J, et al. Thermal metamaterials with site-specific thermal properties fabricated by 3D magnetic printing[J]. Advanced Materials Technologies, 2019, 4(7): 1900296. [45] LIU M, YOUNES H, HONG H, et al. Polymer nanocomposites with improved mechanical and thermal properties by magnetically aligned carbon nanotubes[J]. Polymer, 2019, 166: 81-87. doi: 10.1016/j.polymer.2019.01.031 [46] JIA B, LI Q, MA L, et al. Magnetic field-assisted sintering of nickel-doped silver microwire to improve densification and conductivity[J]. Journal of Magnetism and Magnetic Materials, 2020, 513: 167232. [47] ZHANG G, SONG D, JIANG J, et al. Electrically assisted continuous vat photopolymerization 3D printing for fabricating high-performance ordered graphene/polymer composites[J]. Composites Part B: Engineering, 2023, 250: 110449. [48] CHAVEZ L A, REGIS J E, DELFIN L C, et al. Electrical and mechanical tuning of 3D printed photopolymer-MWCNT nanocomposites through in situ dispersion[J]. Journal of Applied Polymer Science, 2019, 136(22): 47600. [49] KIM H, TORRES F, VILLAGRAN D, et al. 3D printing of BaTiO3/PVDF composites with electric in situ poling for pressure sensor applications[J]. Macromolecular Materials and Engineering, 2017, 302(11): 1700229. [50] WEI H, YUAN Y, REN T, et al. High-dielectric PVP@PANI/PDMS composites fabricated via an electric field-assisted approach[J]. Polymers, 2022, 14(20): 4381. [51] LI X, LIM K M, ZHAI W. A novel class of bioinspired composite via ultrasound-assisted directed self-assembly digital light 3D printing[J]. Applied Materials Today, 2022, 26: 101388. [52] GREENHALL J, HOMEL L, RAEYMAEKERS B. Ultrasound directed self-assembly processing of nanocomposite materials with ultra-high carbon nanotube weight fraction[J]. Journal of Composite Materials, 2019, 53(10): 1329-1336. doi: 10.1177/0021998318801452 [53] GE Q, LI Z, WANG Z, et al. Projection micro stereolithography based 3D printing and its applications[J]. International Journal of Extreme Manufacturing, 2020, 2(2): 022004. [54] WEI C, ZHANG Z Z, CHENG D X, et al. An overview of laser-based multiple metallic material additive manufacturing: From macro- to micro-scales[J]. International Journal of Extreme Manufacturing, 2021, 3(1): 45-69. [55] XUE F K, BOUDAOUD H, ROBIN G, et al. Enhancing vibration damping properties of additively manufactured viscoelastic structures through process parameter optimization[J/OL]. Mechanics of Advanced Materials and Structures, 2023: 2023-04-04. https://doi.org/10.1080/15376494.2023.2245827 [56] PUTRA N E, MIRZAALI M J, APACHITEI I, et al. Multi-material additive manufacturing technologies for Ti-, Mg-, and Fe-based biomaterials for bone substitution[J]. Acta Biomaterialia, 2020, 109: 1-20. doi: 10.1016/j.actbio.2020.03.037 [57] BANDYOPADHYAY A, HEER B. Additive manufacturing of multi-material structures[J]. Materials Science & Engineering R: Reports, 2018, 129: 1-16. [58] NGO T D, KASHANI A, IMBALZANO G, et al. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges[J]. Composites Part B: Engineering, 2018, 143: 172-196. doi: 10.1016/j.compositesb.2018.02.012 [59] COOGAN T J, KAZMER D O. Prediction of interlayer strength in material extrusion additive manufacturing[J]. Additive Manufacturing, 2020, 35: 101368. [60] OMAIRI A, ISMAIL Z H. Towards machine learning for error compensation in additive manufacturing[J]. Applied Sciences-Basel, 2021, 11(5): 2375. [61] WANG Y B, ZHENG P, PENG T, et al. Smart additive manufacturing: Current artificial intelligence-enabled methods and future perspectives[J]. Science China Technological Sciences, 2020, 63(9): 1600-1611. doi: 10.1007/s11431-020-1581-2 [62] BI K M, LIN D, LIAO Y L, et al. Additive manufacturing embraces big data[J]. Progress In Additive Manufacturing, 2021, 6(2): 181-197. doi: 10.1007/s40964-021-00172-8 [63] IKRAM H, AL RASHID A, KOÇ M. Additive manufacturing of smart polymeric composites: Literature review and future perspectives[J]. Polymer Composites, 2022, 43(9): 6355-6380. doi: 10.1002/pc.26948 -

 下载:
下载:


 点击查看大图
点击查看大图
计量
- 文章访问数: 103
- HTML全文浏览量: 56
- PDF下载量: 4
- 被引次数: 0
