


Optimization method of the number and layout of temporary fasteners in composite panel assembly of aircraft
-
摘要: 在飞机装配中,广泛采用安装临时紧固件的方式,对构件进行预连接,以固定构件之间的相对位置,并起到消除构件接触面间的间隙、增强结构稳定性等作用。针对飞机复合材料壁板装配,为了提升预连接效率与装配质量,结合有限元法与遗传算法,提出了一种考虑复合材料损伤的临时紧固件数量与布局优化方法。该优化方法以提高复合材料壁板与骨架间的间隙消除率、减少临时紧固件安装数量为优化目标,以临时紧固件的安装数量、布局与预紧力为控制变量,并根据三维Hashin准则预测复合材料壁板损伤状态,以复合材料壁板不发生损伤为约束条件。并通过复合材料壁板预连接实验,证明该优化方法能在避免复合材料壁板损伤的前提下,用较少数量的临时紧固件实现较高的间隙消除率。Abstract: In aircraft assembly, it is widely used to install temporary fasteners to fix the relative position between components, which is called pre-joining. This pre-joining operation can also eliminate the gap between the contact surfaces and enhance the stability of the structure. Aiming at aircraft composite panel assembly, in order to improve the pre-joining efficiency and assembly quality, an optimization method of the number and layout of temporary fasteners considering composite material damage was proposed. Combining the finite element method and genetic algorithm, this optimization method aimed at improving the elimination rate of gap between panels and frames, and reducing the number of temporary fasteners installed. In this optimization method, the number, layout and load of temporary fasteners were taken as control variables, and the damage state of the composite panel predicted by 3D Hashin criterion was taken as constraint conditions. An experimental model of pre-joining of compo-site panel was taken as an example to demonstrate that this optimization technology can avoid the damage of composite panels, and achieve a higher gap elimination rate with less temporary fasteners.
-
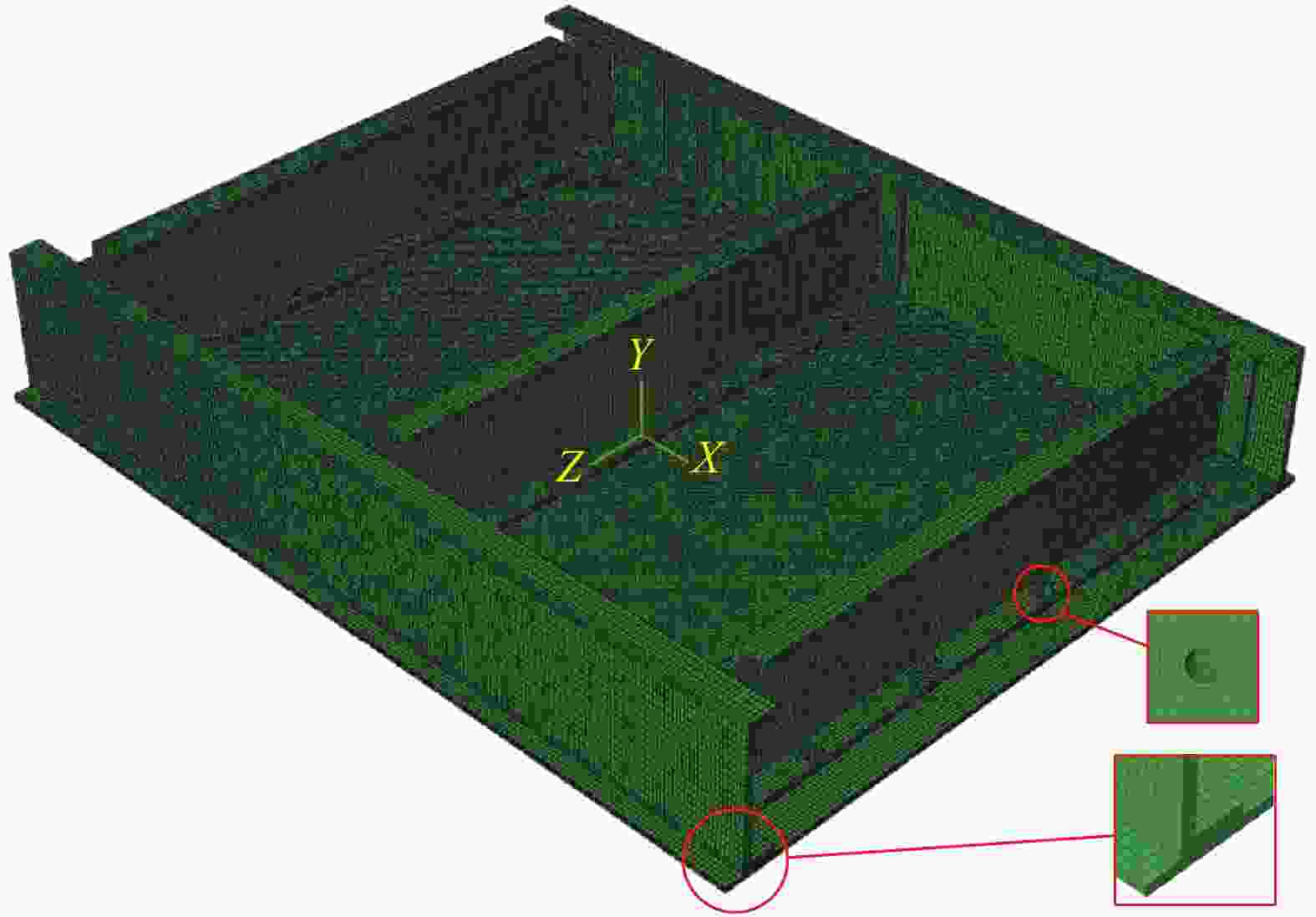
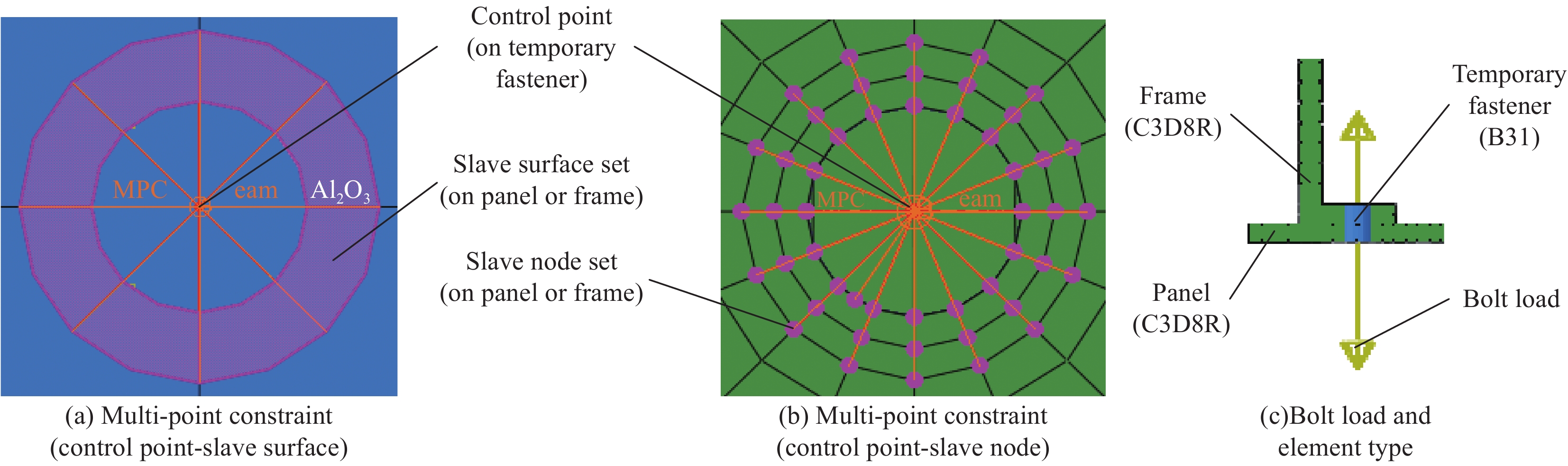
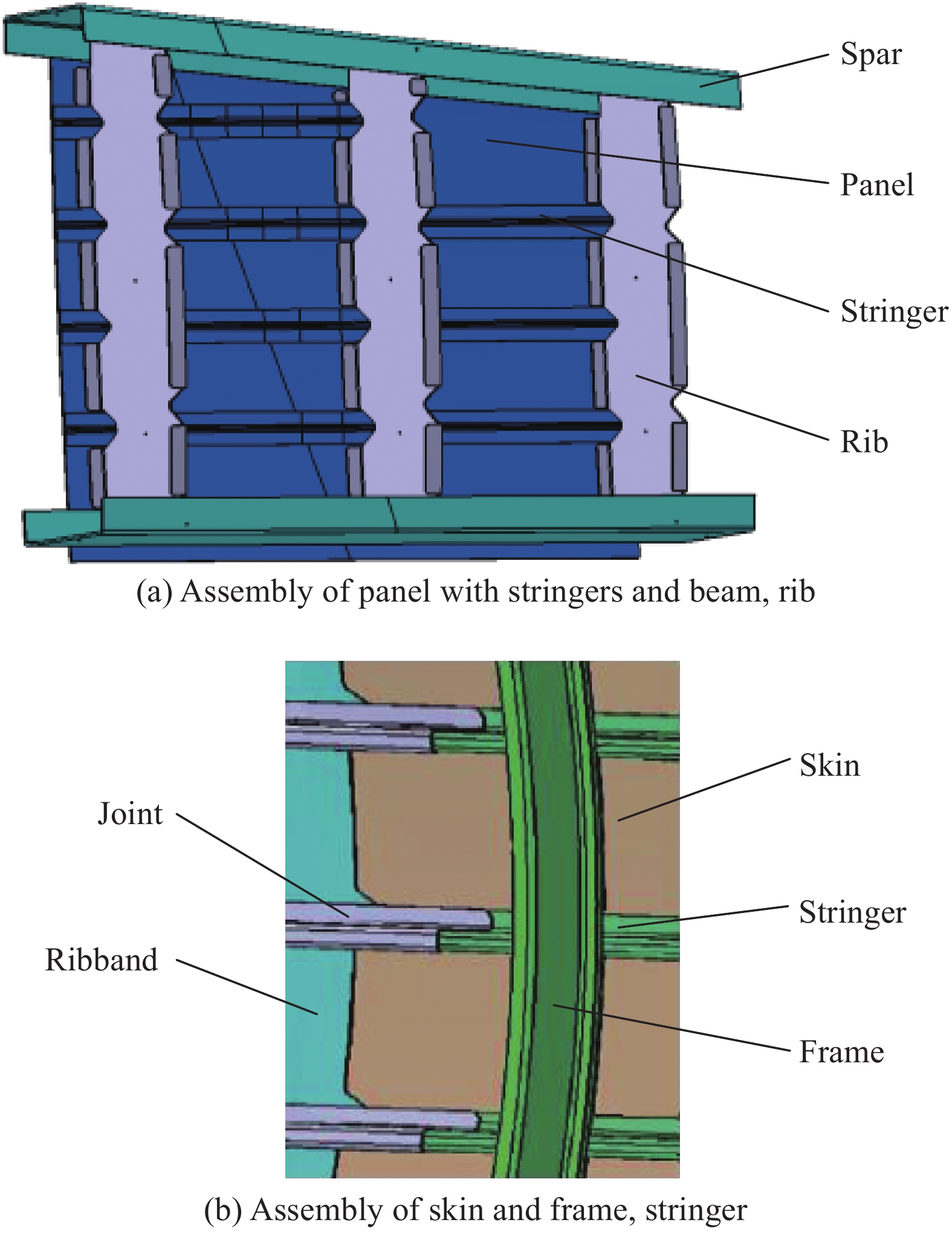
图 3 某型壁板装配模型的单元设置示例
Figure 3. Example of element setting of a certain type of panel assembly model
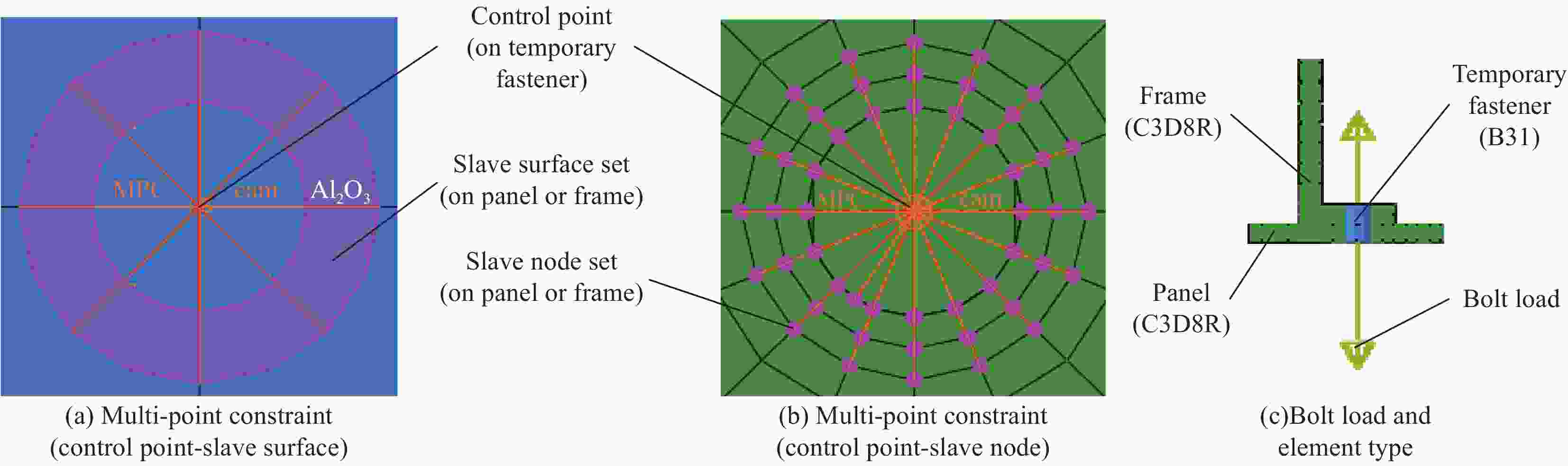
图 4 临时紧固件的约束与载荷设置示意图
Figure 4. Schematic diagram of constraint and load setting of temporary fasteners
MPC—Multi-point constraint
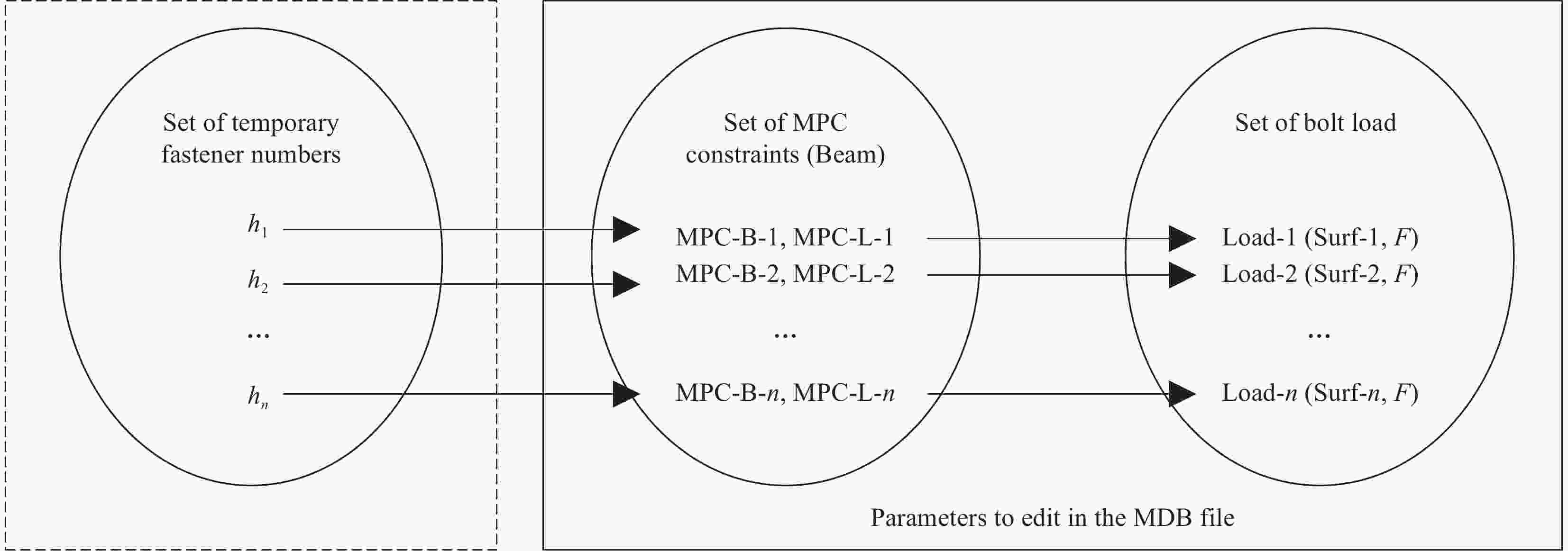
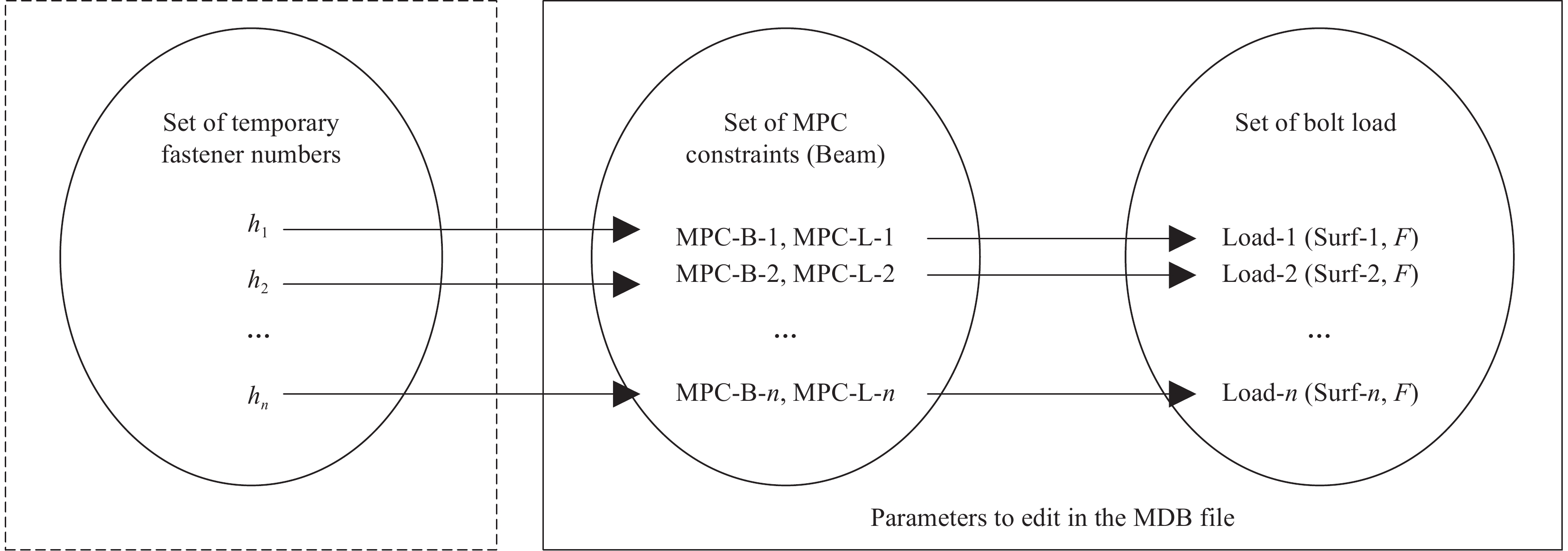
图 6 设计变量与临时紧固件加载参数设置之间的关系
Figure 6. Relationship between design variables and setting of temporary fastener loading parameters
h—Layout component of design variables X; F—Load component of design variables X
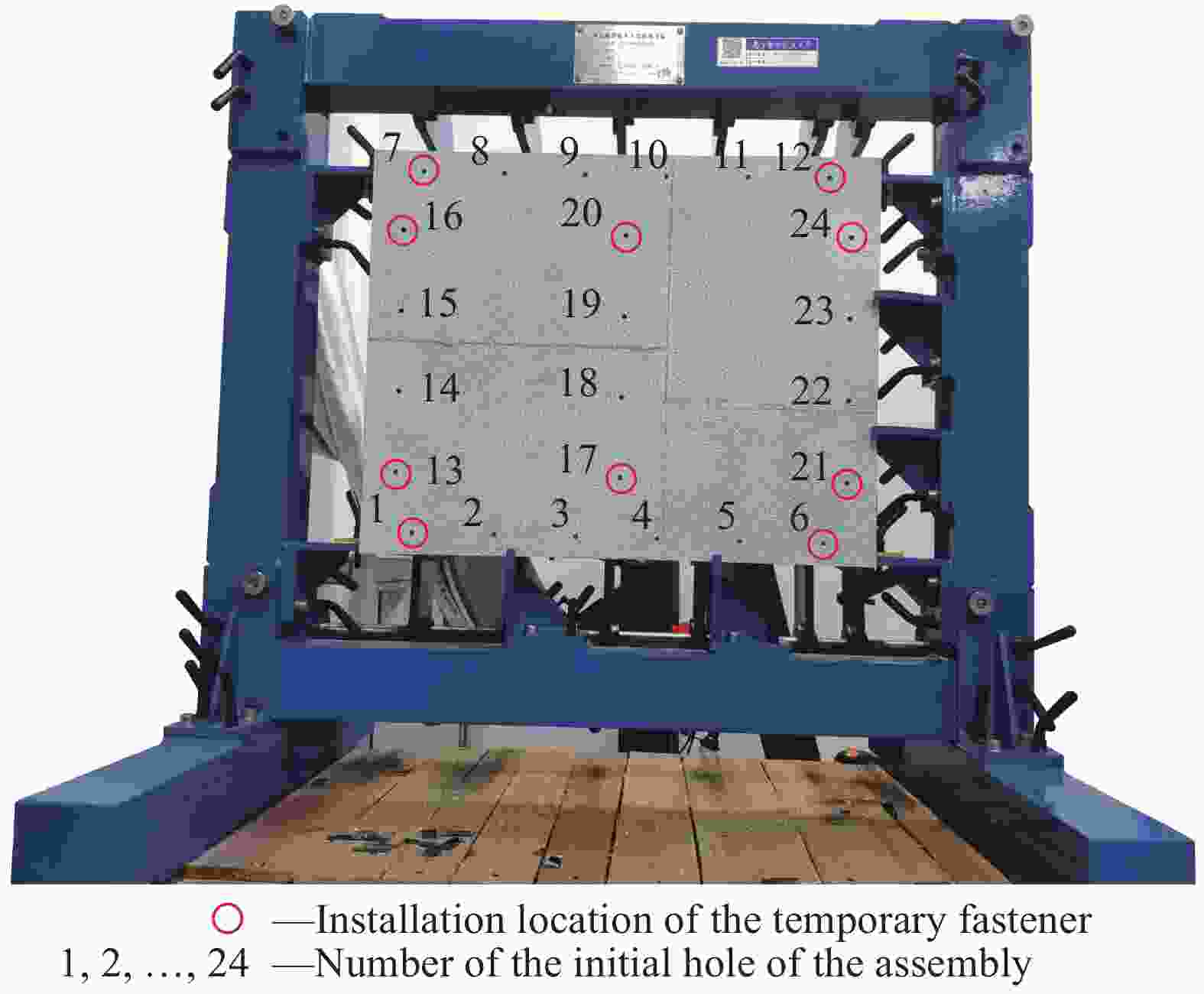
图 9 复合材料壁板实验模型的安装与优化前预连接布局
Figure 9. Installation of the composite panel experimental model and the pre-joining layout before optimization

图 10 3D-数字图像相关法(DIC)技术基本流程
Figure 10. Basic process of 3D-digital image correlation (DIC) technology
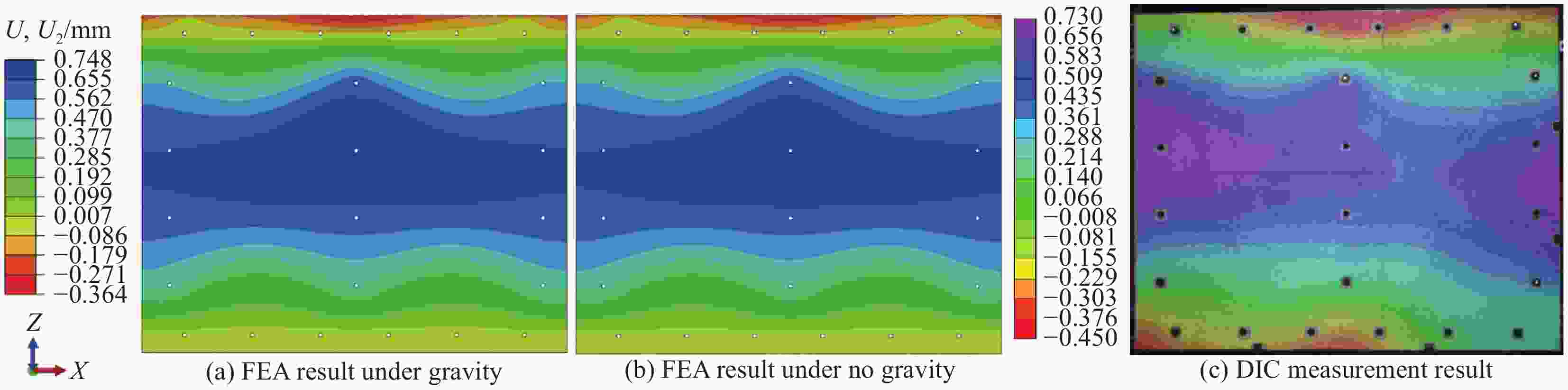
图 11 T300碳纤维增强环氧树脂基复合材料壁板在优化前预连接方案下的FEA与DIC测得的法向位移云图比较
Figure 11. Comparison of normal displacement nephogram by FEA and DIC measurement under the pre-joining scheme before optimization of T300 carbon fiber reinforced epoxy resin matrix composite panel
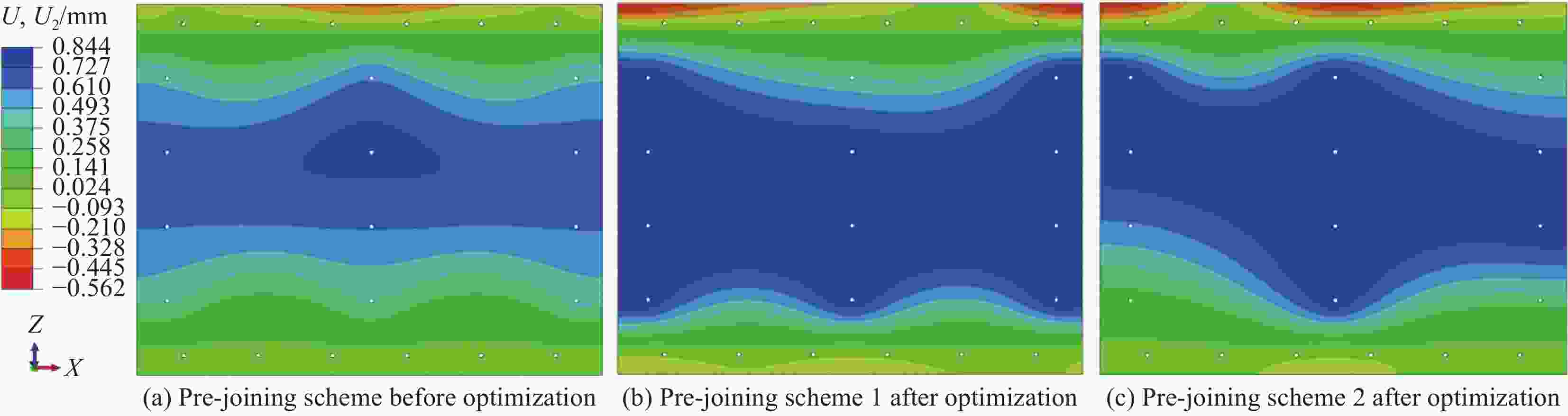
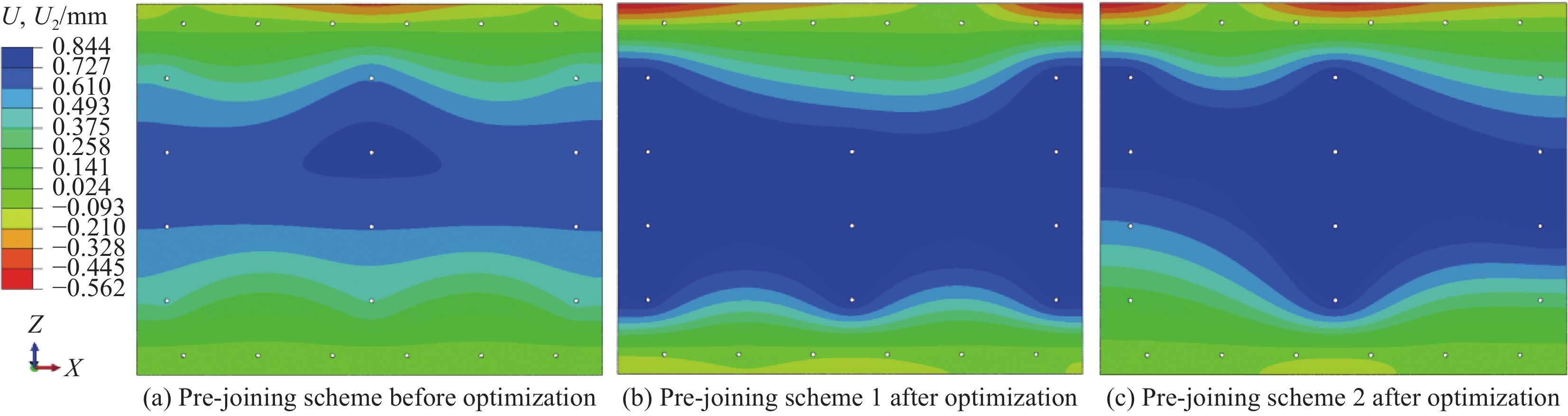
图 12 T300碳纤维增强环氧树脂基复合材料壁板在优化前后预连接方案下的法向位移云图比较
Figure 12. Comparison of normal displacement nephogram under pre-joining schemes before and after optimization of T300 carbon fiber reinforced epoxy resin matrix composite panel

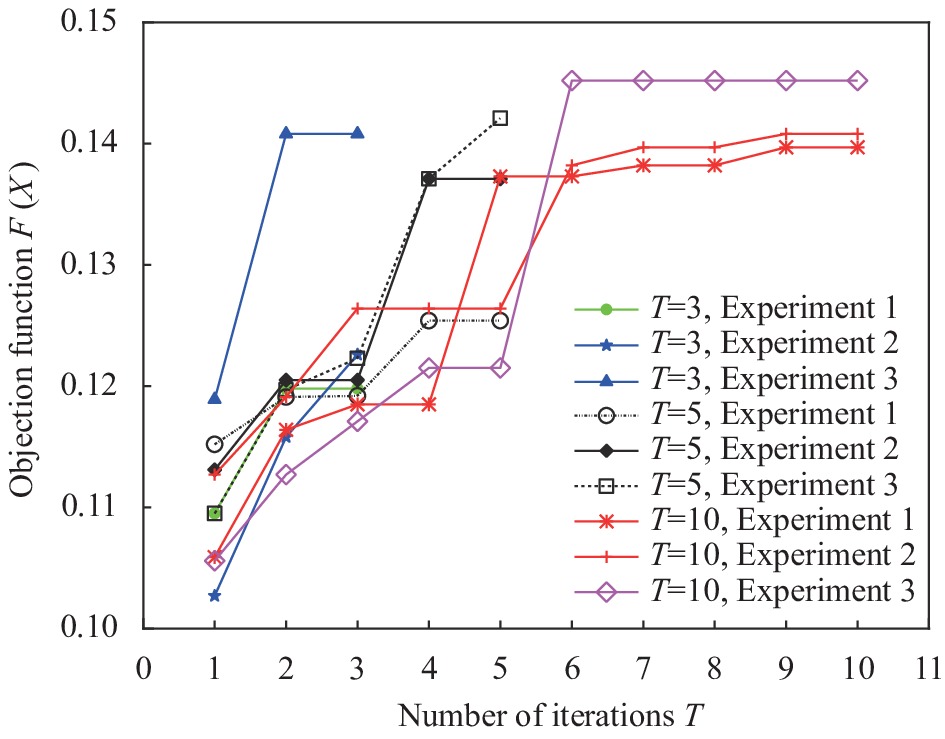
图 13 T300碳纤维增强环氧树脂基复合材料壁板的优化实验的迭代曲线
Figure 13. Iteractive curves of optimization experiment of T300 carbon fiber reinforced epoxy resin matrix composite panel
表 1 T300碳纤维增强环氧树脂基复合材料壁板性能参数
Table 1. Performance parameters of T300 carbon fiber reinforced epoxy resin matrix composite panel
E1/GPa E2/GPa E3/GPa ν12 ν13 ν23 G12/GPa G13/GPa G23/GPa 156 8.35 8.35 0.33 0.33 0.55 4.2 4.2 2.25 X1T/MPa X1C/MPa X2T/MPa X2C/MPa X3T/MPa X3C/MPa X12/MPa X13/MPa X23/MPa 1050 750 20 106 20 106 72 72 72 Notes: E1, E2, E3—Elasticity modulus in fiber direction (i.e. vector 1), perpendicular to fiber direction (i.e. vector 2) and in thickness direction (i.e. vector 3); ν12, ν13 , ν23—Poisson's ratio of a plane with normal vector 3, 2 and 1; G12, G13, G23—Shear modulus of a plane with normal vector 3, 2 and 1; X1T/X1C, X2T/X2C, X3T/X3C—Tensile strength/compressive strength in vector 1, 2 and 3; X12, X13, X23—Shear strength of plane with normal vector 3, 2 and 1.  下载: 导出CSV
下载: 导出CSV
表 2 遗传算法参数设置
Table 2. Parameter settings of genetic algorithm
Parameter Value Initial population size 10 Population size maintained during iteration 12 Probability of a single mutation in an individual 0.2 Magnitude of a single mutation 0.1 New individuals created by mutation 5 New individuals randomly generated 5 Good individuals retained to the next generation 2 Good individuals output to file in each iteration 10
下载: 导出CSV
表 3 T300碳纤维增强环氧树脂基复合材料壁板在优化前预连接方案下的有限元分析(FEA)与DIC测量结果的比较
Table 3. Comparison of finite element analysis (FEA) and DIC measurement results under the pre-joining scheme before optimization of T300 carbon fiber reinforced epoxy resin matrix composite panel
Result FEA DIC (Average value) Gravity (g=9.8 m/s2) No gravity Normal
displacementMax/mm 0.7478 0.7477 0.7300 Min/mm −0.3640 −0.3640 −0.4500 Normal strain in the horizontal direction 0.0006 0.0006 0.0003 Normal strain in the gravity direction 0.0006 0.0006 0.0002 Shear strain on the plane of panel 0.0023 0.0023 0.0005
下载: 导出CSV
表 4 T300碳纤维增强环氧树脂基复合材料壁板在迭代次数为3时的优化结果比较
Table 4. Comparison of optimization results of T300 carbon fiber reinforced epoxy resin matrix composite panel when the number of iterations is 3
Serial number 1 2 3 4 5 6 7 8 Specified initial individual None Good individual
of 1Optimized pre-joining scheme F(X) 0.12 0.14 0.14 0.12 0.13 0.12 0.14 0.14 R(X) 0.95 0.85 0.84 0.85 0.88 0.93 0.84 0.85 n 8 6 6 7 7 8 6 6 H {6,11,13, 16,17,19, 21,24} {5,8,16, 17,20,22} {3,13,15, 18,22,23} {3,5,13, 14,17, 21,23} {3,8,14, 15,17, 20,21} {4,9,13, 16,18,19,21,24} {3,13,15, 18,22,23} {5,8,16, 17,20,22} F/N 700 600 750 650 500 800 1000 1000 Notes: F(X)—Fitness function (i.e. objective function); R(X)—Elimination rate of gap between panels and frames; n—Number of temporary fasteners; H—Layout of temporary fasteners; F—Load of temporary fasteners.
下载: 导出CSV
-
[1] AAMIR M, TOLOUEI-RAD M, GIASIN K, et al. Recent advances in drilling of carbon fiber reinforced polymers for aerospace applications: A review[J]. International Journal of Advanced Manufacturing Technology,2019,105(5-6):2289-2308. [2] ARISTA R, FALGARONE H. Flexible best fit assembly of large aircraft components. Airbus A350 XWB case study[C]//IFIP International Conference on Product Lifecycle Management. Springer, Cham, 2017. [3] 杨浩然, 安鲁陵, 黎雪婷. 飞机结构中柔性件装配偏差分析与控制研究进展[J]. 航空制造技术, 2021, 64(4):30-37.YANG Haoran, AN Luling, LI Xueting. Research progress on analysis and control of assembly deviation of flexible parts inaircraftstructures[J]. Aeronautical Manufacturing Technology,2021,64(4):30-37(in Chinese). [4] SÖDERBERG R, WÄRMEFJORD K, LINDKVIST L. Variation simulation of stress during assembly of composite parts[J]. CIRP Annals-Manufacturing Technology,2015,64(1):17-20. doi: 10.1016/j.cirp.2015.04.048 [5] 张秋月. 飞机复合材料结构装配压紧力大小与布局的优化[D]. 南京: 南京航空航天大学, 2019.ZHANG Qiuyue. Optimization of size and layout of pressing force for composite airframe structure assembly[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2019(in Chinese). [6] 张秋月, 安鲁陵, 岳烜德, 等. 基于遗传算法的飞机复合材料结构装配压紧力大小与布局的优化[J]. 复合材料学报, 2019, 36(6):1546-1557.ZHANG Qiuyue, AN Luling, YUE Xuande, et al. Optimization of size and layout of pressing force for composite airframe structure assembly based on genetic algorithm[J]. Acta Materiae Compositae Sinica,2019,36(6):1546-1557(in Chinese). [7] 王珉, 薛少丁, 陈文亮, 等. 面向飞机自动化装配的单向压紧制孔毛刺控制技术[J]. 航空制造技术, 2011, 381(9):26-29. doi: 10.3969/j.issn.1671-833X.2011.09.001WANG Min, XUE Shaoding, CHEN Wenliang, et al. One-side pressed burrless drilling technology for aircraft automatic assembly[J]. Aeronautical Manufacturing Technology,2011,381(9):26-29(in Chinese). doi: 10.3969/j.issn.1671-833X.2011.09.001 [8] 姜丽萍, 陈文亮, 王珉, 等. 单向压紧制孔工艺的自适应响应面优化方法[J]. 中国机械工程, 2015, 26(23):3156-3161.JIANG Liping, CHEN Wenliang, WANG Min, et al. An approach to adaptive response surface optimization of one-side pressed drilling process[J]. China Mechanical Engi-neering,2015,26(23):3156-3161(in Chinese). [9] 王威, 王珉, 陈文亮, 等. 考虑壁板单向压紧制孔瞬时回弹的压紧力优化[J]. 北京航空航天大学学报, 2020, 46(1):210-219.WANG Wei, WANG Min, CHEN Wenliang, et al. Optimization of pressing force considering instantaneous spring back in skin-side pressed drilling[J]. Journal of Beijing University of Aeronautics and Astronautics,2020,46(1):210-219(in Chinese). [10] LIU G, HUAN H L, KE Y L. Study on analysis and prediction of riveting assembly variation of aircraft fuselage panel[J]. International Journal of Advanced Manufacturing Technology,2014,75(5-8):991-1003. doi: 10.1007/s00170-014-6113-z [11] YANG D, QU W W, KE Y L. Evaluation of residual clearance after pre-joining and pre-joining scheme optimization in aircraft panel assembly[J]. Assembly Automation,2016,36(4):376-387. doi: 10.1108/AA-12-2015-129 [12] 杨迪. 飞机壁板自动钻铆中预连接工艺和铆接变形研究[D]. 杭州: 浙江大学, 2019.YANG Di. Study on pre-joining process and riveting deformation in automated drilling-riveting of aircraft panel[D]. Hangzhou: Zhejiang University, 2019(in Chinese). [13] 卢贤刚. 预连接工艺对壁板装配静动态性能影响分析[D]. 杭州: 浙江大学, 2016.LU Xiangang. Static and dynamic performance analysis of influence of pre-joining of aircraft panel[D]. Hangzhou: Zhejiang University, 2016(in Chinese). [14] LUPULEAC S, SMIRNOV A, CHURILOVA M, et al. Simulation of body force on the assembly process of aircraft parts[C]//Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition. Salt Lake City: ASME 2019 International Mechanical Engineering Congress and Exposition, 2019. [15] LUPULEAC S, SHINDER J, CHURILOVA M, et al. Optimization of automated airframe assembly process on example of A350 S19 splice joint[C]//SAE Technical Paper Series. Warren Dale: SAE International, 2019. [16] 曲巍崴, 唐伟, 毕运波, 等. 避免强迫装配和提升效率的预连接工艺规划[J]. 浙江大学学报(工学版), 2016, 50(8):1561-1569.QU Weiwei, TANG Wei, BI Yunbo, et al. Pre-joining processes plan to avoid forced assemblies and improve efficiency[J]. Journal of Zhejiang University (Engineering Science),2016,50(8):1561-1569(in Chinese). [17] 唐伟. 一类蒙皮/长桁壁板结构预连接工艺优化方法研究[D]. 杭州: 浙江大学, 2017.TANG Wei. Study on optimization methods of pre-joining process for a class of skin-stringer panel structures[D]. Hangzhou: Zhejiang University, 2017(in Chinese). [18] WANG H, WANG H L. Numerical and experimental investi-gation of bulk stress distribution in edge under different clamping sequence[J]. Assembly Automation,2019,39(4):523-531. [19] WANG H, GAO X. Auto body taillight assembly modeling and fitting variation induced by tighten-up sequence analyzing[J]. Assembly Automation,2013,33(2):149-156. [20] 张盛锐, 邢宇. 大型飞机机翼对接区域贴合面密封临时紧固方案优化[C]//第四届中国航空科学技术大会论文集. 沈阳: 中国航空学会, 2019: 5.ZHANG Shengrui, XING Yu. Optimization of temporary fastening scheme for sealing surface of large aircraft wing docking area[C]//Proceedings of the Forth China Aviation Science and Technology Conference. Shenyang: Chinese Society of Aeronautics and Astronautics, 2019: 5(in Chinese). [21] LIU X, AN L L, WANG Z G, et al. Assembly variation analy-sis of aircraft panels under part-to-part locating scheme[J]. International Journal of Aerospace Engineering,2019(PT.2):9563596. [22] ANDREA C, WILMA P, GILLO G. Super-element method applied to MIC to reduce simulation time of compliant assemblies[J]. International Journal of Computer Applications in Technology,2019,59(4):277-287. [23] YUE X D, AN L L, CHEN Z T, et al. Influence of gap filling on mechanical properties of composite-aluminum single-lap single-bolt hybrid joints[J]. Advances in Mechanical Engineering,2021,13(2):20-24. [24] YANG B F, YUE Z F, GENG X L, et al. Experimental and numerical study on bearing failure of countersunk composite-composite and composite-steel joints[J]. Journal of Composite Materials,2017,51(22):3211-3224. doi: 10.1177/0021998316684936 [25] 司索, 王华. 复材C梁角度偏差对装配静强度影响的建模仿真研究[J]. 航空制造技术, 2016(10):93-97.SI Suo, WANG Hua. Simulation and modeling research on effect of R-angle deviation of C-section composites beam on static load strength in assembly[J]. Aeronautical Manufacturing Technology,2016(10):93-97(in Chinese). [26] YE J X, YAN Y, LI J, et al. 3D explicit finite element analysis of tensile failure behavior in adhesive-bonded composite single-lap joints[J]. Composite Structures,2018,201:261-275. [27] KRADINOV V, MADENCI E, AMBUR D R. Application of genetic algorithm for optimum design of bolted composite lap joints[J]. Composite Structures,2005,77(2):148-159. [28] ZHANG W, AN L L, CHEN Y, et al. Optimization for clamping force of aircraft composite structure assembly considering form defects and part deformations[J]. Advances in Mechanical Engineering,2021,13(4):155-164. doi: 10.1177/1687814021995703 -

 下载:
下载:









 点击查看大图
点击查看大图
计量
- 文章访问数: 1082
- HTML全文浏览量: 778
- PDF下载量: 75
- 被引次数: 0
